Effect of Initial State and Deformation Conditions on the Hot Deformation Behavior of M50NiL Steel

Abstract
:1. Introduction
2. Materials and Methods
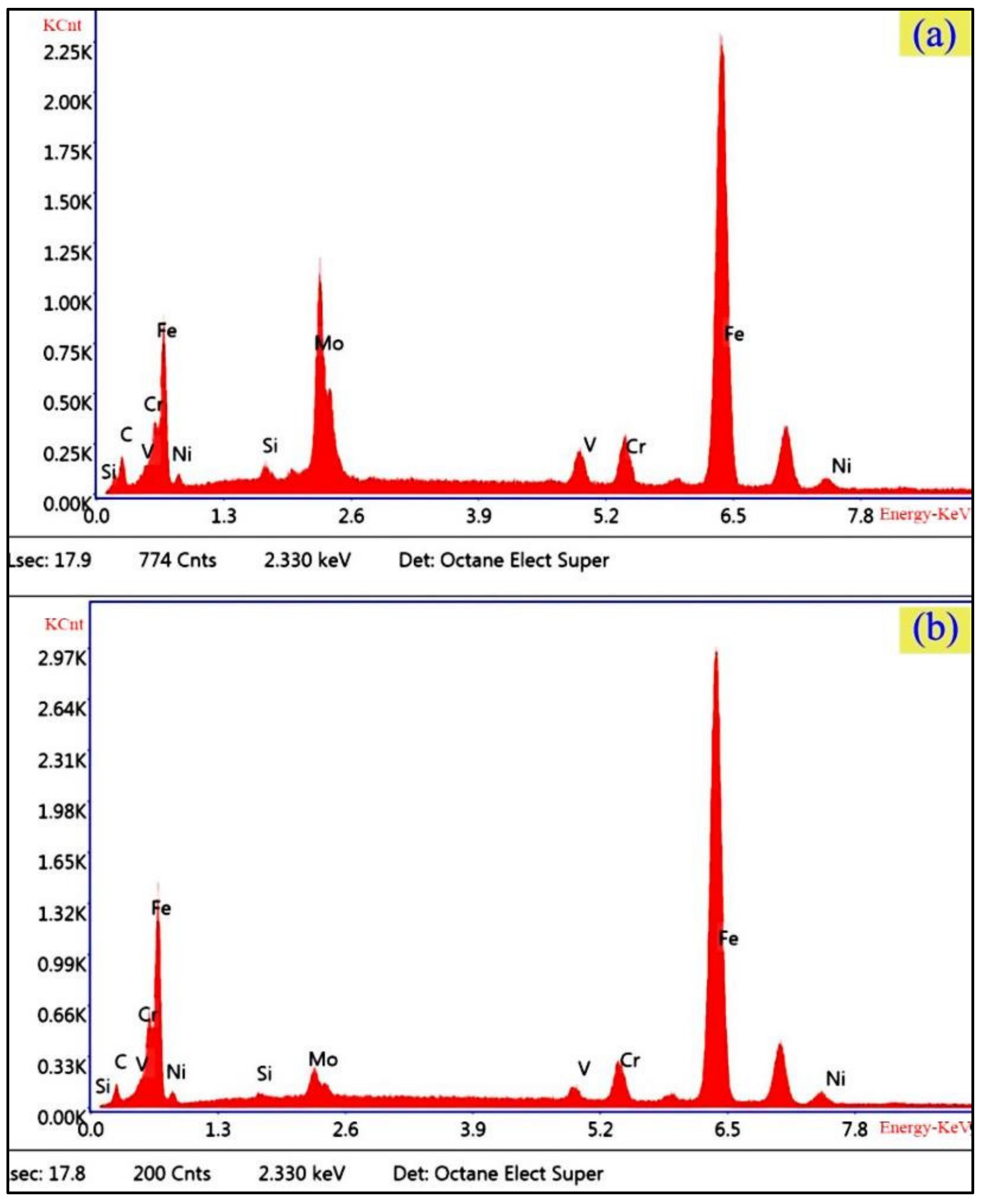
2.1. Materials
2.2. Methods
3. Results and Discussions
3.1. Flow Stress Behavior of M50NiL Steel
3.2. Deformation Energy of M50NiL Steel
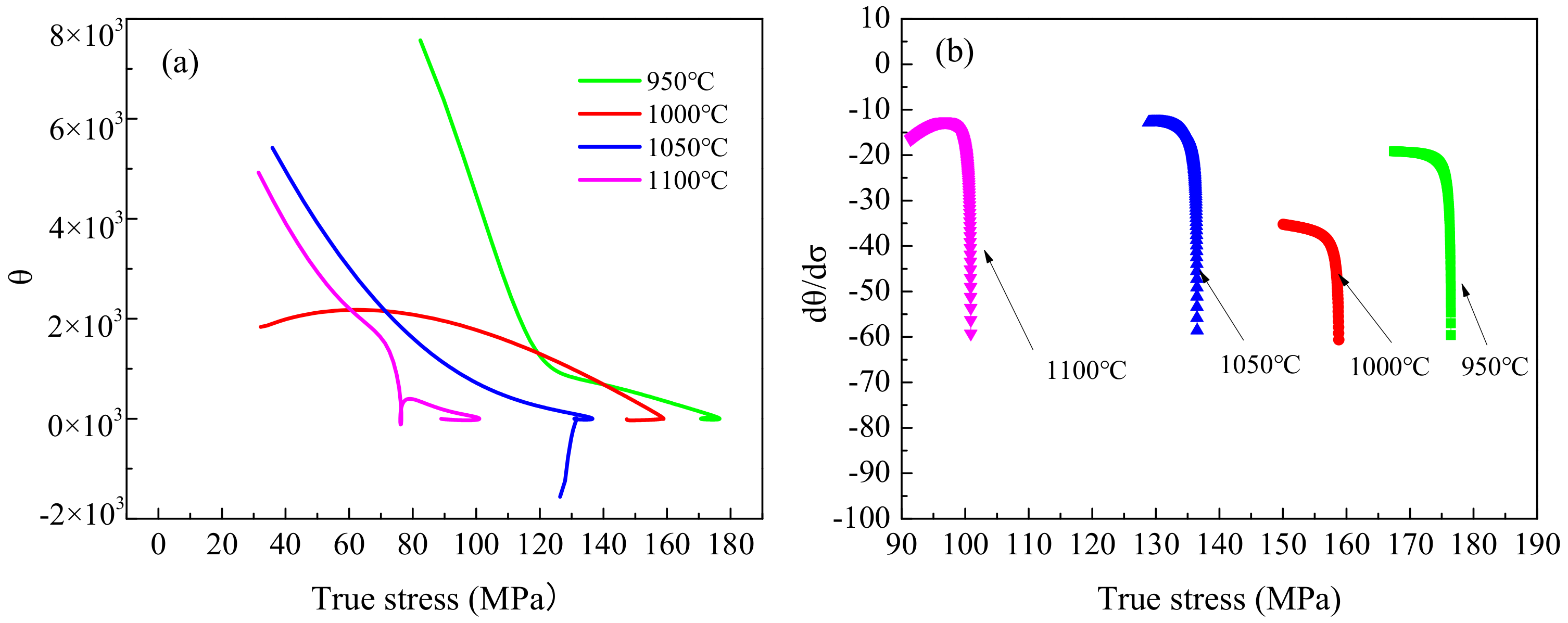
3.3. Critical Strain
3.4. Evolution of Dynamic Recrystallization Under Different Hot Deformation Conditions
4. Conclusions
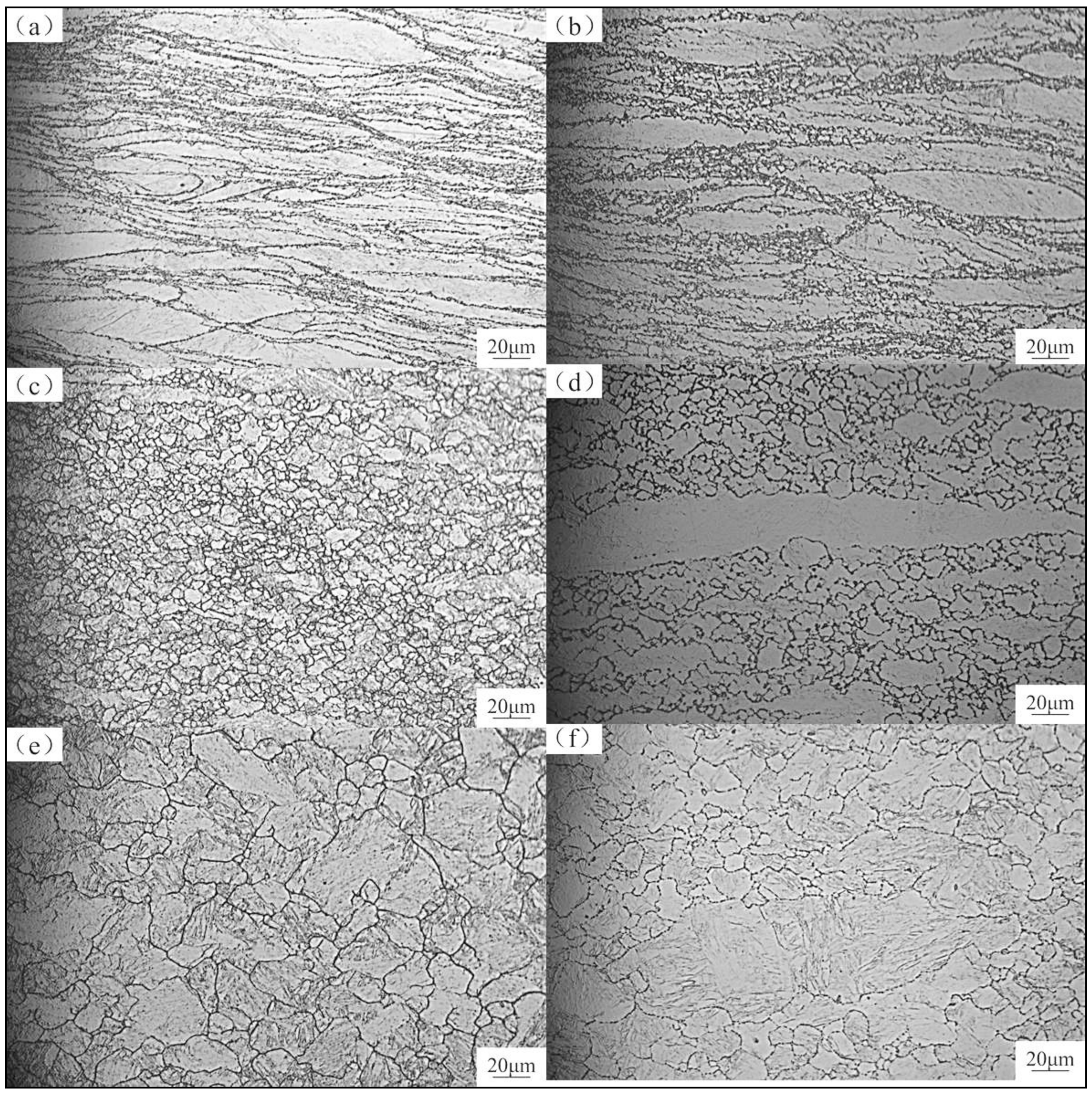
- The true stress–strain curve can be considered a macroscopic reflection of the changes in the microstructure of a material. Under most deformation conditions, the flow stress of the fine-grained specimens was higher than that of the coarse-grained specimens, which is attributed to the pinning effect of the fine-grain dispersion on the grain boundary.
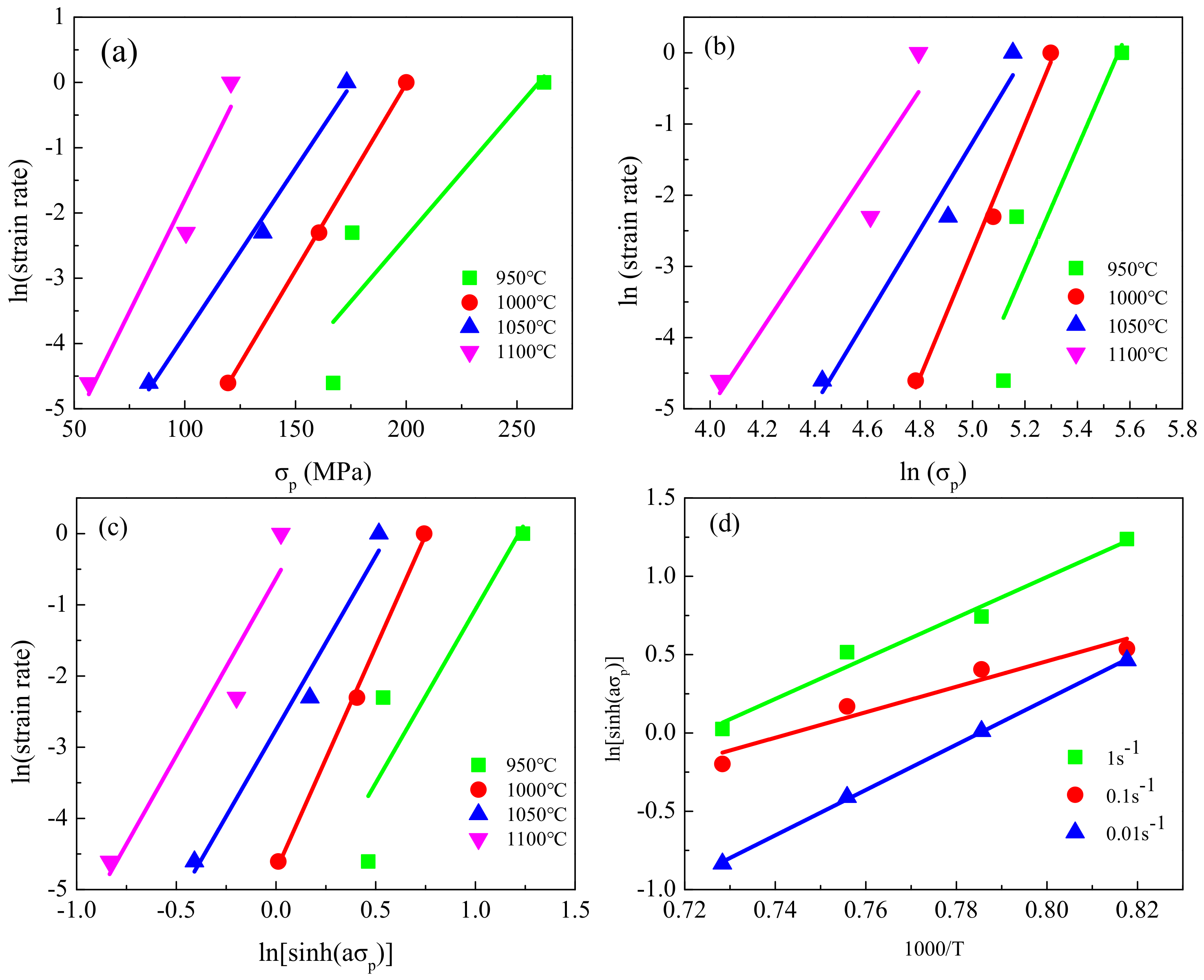
- The critical strain and deformation activation energy of the fine-grained samples were lower than those of the coarse-grained samples. It was proven that a microstructure with fine grains is beneficial to the dynamic recrystallization of M50NiL steel.
- The original microstructure with fine grains and dispersed phase is more favorable for the hot deformation of M50NiL steel. This is due to the fact that the dispersed phase can pin the grain boundaries and hinder the growth of recrystallized grains. Consequently, a more uniform and finer microstructure can be obtained after recrystallization.
Author Contributions
Funding
Conflicts of Interest
References
- Li, S.; Xiao, M.; Ye, G.; Zhao, K.; Yang, M. Effects of deep cryogenic treatment on microstructural evolution and alloy phases precipitation of a new low carbon martensitic stainless bearing steel during aging. Mater. Sci. Eng. A 2018, 732, 167–177. [Google Scholar] [CrossRef]
- Li, G.; Liang, Y.-L.; Yin, C.-H.; Sun, H.; Zhu, Z.-L. Study of M50NiL steel under carburizing and nitriding duplex treatment. Surf. Coat. Technol. 2019, 375, 132–142. [Google Scholar] [CrossRef]
- Wang, F.-F.; Zhou, C.; Zheng, L.; Zhang, H. Corrosion resistance of carbon ion-implanted M50NiL aerospace bearing steel. Prog. Nat. Sci. 2017, 27, 615–621. [Google Scholar] [CrossRef]
- He, G.; Liu, F.; Huang, L.; Huang, Z.; Jiang, L. Microstructure evolutions and nucleation mechanisms of dynamic recrystallization of a powder metallurgy Ni-based superalloy during hot compression. Mater. Sci. Eng. A 2016, 677, 496–504. [Google Scholar] [CrossRef]
- Renault, C.; Churyumov, A.Y.; Pozdniakov, A.V.; Churyumova, T.A. Microstructure and hot deformation behavior of FeMnAlCMo steel. J. Mater. Res. Technol. 2020, 9, 4440–4449. [Google Scholar] [CrossRef]
- Lapin, J.; Štamborská, M.; Pelachová, T.; Čegan, T.; Volodarskaja, A. Hot deformation behaviour and microstructure evolution of TiAl-based alloy reinforced with carbide particles. Intermetallics 2020, 127, 106962. [Google Scholar] [CrossRef]
- Jeong, H.T.; Park, H.K.; Kim, W.J. Hot deformation behavior and processing map of a Sn0.5CoCrFeMnNi high entropy alloy with dual phases. Mater. Sci. Eng. A 2020, 801, 140394. [Google Scholar] [CrossRef]
- Thakur, S.K.; Harish, L.; Das, A.K.; Rath, S.; Pathak, P.; Jha, B.K. Hot deformation behavior and processing map of Nb-V-Ti micro-alloyed steel. Mater. Today Proc. 2020, 28, 1973–1979. [Google Scholar] [CrossRef]
- Wu, Y.; Liu, Z.; Qin, X.; Wang, C.; Zhou, L. Effect of initial state on hot deformation and dynamic recrystallization of Ni-Fe based alloy GH984G for steam boiler applications. J. Alloys Compd. 2019, 795, 370–384. [Google Scholar] [CrossRef]
- Sarkar, A.; Prasad, M.J.N.V.; Murty, S.V.S.N. Effect of initial grain size on hot deformation behaviour of Cu-Cr-Zr-Ti alloy. Mater. Charact. 2020, 160, 110112. [Google Scholar] [CrossRef]
- Huang, K.; Logé, R. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Churyumov, A.; Pozdniakov, A.; Mondoloni, B.; Prosviryakov, A. Effect of boron concentration on hot deformation behavior of stainless steel. Results Phys. 2019, 13, 102340. [Google Scholar] [CrossRef]
- Jin, Z.-Z.; Cheng, X.-M.; Zha, M.; Rong, J.; Zhang, H.; Wang, J.-G.; Wang, C.; Li, Z.-G.; Wang, H. Effects of Mg17Al12 s phase particles on twinning-induced recrystallization behavior in Mg‒Al‒Zn alloys during gradient hot rolling. J. Mater. Sci. Technol. 2019, 35, 2017–2026. [Google Scholar] [CrossRef]
- Wang, X.-Y.; Jiang, J.-T.; Li, G.-A.; Sun, J.; Zhen, L.; Wang, X.-M. Effects of coarse Al2CuLi phase on the hot deformation behavior of Al-Li alloy. J. Alloys Compd. 2020, 815, 152469. [Google Scholar] [CrossRef]
- Sani, S.A.; Arabi, H.; Ebrahimi, G.R. Hot deformation behavior and DRX mechanism in a γ-γ/cobalt-based superalloy. Mater. Sci. Eng. A 2019, 764, 138165. [Google Scholar] [CrossRef]
- Ji, G.; Li, L.; Qin, F.; Zhu, L.; Li, Q. Comparative study of phenomenological constitutive equations for an as-rolled M50NiL steel during hot deformation. J. Alloys Compd. 2017, 695, 2389–2399. [Google Scholar] [CrossRef]
- Yan, M.; Zhang, C.; Sun, Z. Study on depth-related microstructure and wear property of rare earth nitrocarburized layer of M50NiL steel. Appl. Surf. Sci. 2014, 289, 370–377. [Google Scholar] [CrossRef]
- Sellars, C.; McTegart, W. On the mechanism of hot deformation. Acta Met. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Li, G.-M.; Liang, Y.-L.; Sun, H.; Cao, Y.-G.; Zhu, Z.-L. Effect of pre-existing carbides prepared by different heat treatments on the nitriding behaviour during a carburizing and nitriding duplex treatment of an M50NiL steel. Surf. Coat. Technol. 2020, 395, 125930. [Google Scholar] [CrossRef]
- Decaudin, B.; Djega-Mariadassou, C.; Cizeron, G. Structural study of M50 steel carbides. J. Alloys Compd. 1995, 226, 208–212. [Google Scholar] [CrossRef]
- Han, Y.; Wu, H.; Zhang, W.; Zou, D.; Liu, G.; Qiao, G. Constitutive equation and dynamic recrystallization behavior of as-cast 254SMO super-austenitic stainless steel. Mater. Des. 2015, 69, 230–240. [Google Scholar] [CrossRef]
- Cai, Z.; Chen, F.; Ma, F.; Guo, J. Dynamic recrystallization behavior and hot workability of AZ41M magnesium alloy during hot deformation. J. Alloys Compd. 2016, 670, 55–63. [Google Scholar] [CrossRef]
- Ashtiani, H.R.; Parsa, M.; Bisadi, H. Effects of initial grain size on hot deformation behavior of commercial pure aluminum. Mater. Des. 2012, 42, 478–485. [Google Scholar] [CrossRef]
- Ebrahimi, G.R.; Momeni, A.; Kazemi, S.; Alinejad, H. Flow curves, dynamic recrystallization and precipitation in a medium carbon low alloy steel. Vacuum 2017, 142, 135–145. [Google Scholar] [CrossRef]
- Du, S.; Chen, S.; Song, J.; Li, Y. Hot Deformation Behavior and Dynamic Recrystallization of Medium Carbon LZ50 Steel. Met. Mater. Trans. A 2017, 48, 1310–1320. [Google Scholar] [CrossRef]
- Quan, G.-Z.; Mao, A.; Luo, G.-C.; Liang, J.-T.; Wu, D.-S.; Zhou, J. Constitutive modeling for the dynamic recrystallization kinetics of as-extruded 3Cr20Ni10W2 heat-resistant alloy based on stress-strain data. Mater. Des. 2013, 52, 98–107. [Google Scholar] [CrossRef]
- Tan, Y.B.; Yang, L.H.; Duan, J.L.; Liu, W.C.; Zhang, J.W.; Liu, R.P. Effect of initial grain size on the hot deformation behavior of 47Zr–45Ti–5Al–3V alloy. J. Nucl. Mater. 2014, 454, 413–420. [Google Scholar] [CrossRef]
- Mirzadeh, H.; Parsa, M.; Ohadi, D. Hot deformation behavior of austenitic stainless steel for a wide range of initial grain size. Mater. Sci. Eng. A 2013, 569, 54–60. [Google Scholar] [CrossRef]
- Qu, M.-G.; Sun, S.-H.; Bai, X.-H.; Shi, Z.-P.; Gao, Y.; Fu, W.-T. Hot Deformation Behavior of As-cast AISI M2 High-speed Steel Containing Mischmetal. J. Iron Steel Res. Int. 2014, 21, 60–68. [Google Scholar] [CrossRef]
- Imbert, C.A.C.; McQueen, H.J. Dynamic recrystallization of A2 and M2 tool steels. Met. Mater. Trans. A 2001, 313, 104–116. [Google Scholar] [CrossRef]
- Yu, J.; Zhang, Z.; Xu, P.; Dong, B.; Wang, Q.; Meng, M.; Hao, H.; Li, X.; Yin, X. Dynamic recrystallization behavior of Gd-containing Mg alloy under torsion deformation. J. Alloys Compd. 2019, 787, 239–253. [Google Scholar] [CrossRef]
- Zhang, Y.-C.; Meng, Z.-S.; Meng, Y.; Ju, X.-H.; Jiang, Z.-H.; Ma, Z.-J. Effect of Nb Content on the Hot Deformation Behavior of S460ML Steel. Acta Met. Sin. 2019, 32, 526–534. [Google Scholar] [CrossRef] [Green Version]
- Jonas, J.J.; Poliak, E.I. The Critical Strain for Dynamic Recrystallization in Rolling Mills. Mater. Sci. Forum 2003, 426, 57–66. [Google Scholar] [CrossRef]
- Chen, G.; Fu, G.; Wei, T.; Cheng, C.; Wang, H.; Wang, J. Effect of Initial Grain Size on the Dynamic Recrystallization of Hot Deformation for 3003 Aluminum Alloy. Met. Mater. Int. 2018, 24, 711–719. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Ni | V | Mo |
|---|---|---|---|---|---|---|---|---|
| 0.13 | 0.19 | 0.29 | 0.005 | 0.002 | 4.14 | 3.4 | 1.24 | 4.07 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Yang, M.; Long, S.; Li, B.; Liang, Y.; Ma, S. Effect of Initial State and Deformation Conditions on the Hot Deformation Behavior of M50NiL Steel. Materials 2020, 13, 5367. https://doi.org/10.3390/ma13235367
Zhang Y, Yang M, Long S, Li B, Liang Y, Ma S. Effect of Initial State and Deformation Conditions on the Hot Deformation Behavior of M50NiL Steel. Materials. 2020; 13(23):5367. https://doi.org/10.3390/ma13235367
Chicago/Turabian StyleZhang, Yan, Ming Yang, Shaolei Long, Bo Li, Yilong Liang, and Shaowei Ma. 2020. "Effect of Initial State and Deformation Conditions on the Hot Deformation Behavior of M50NiL Steel" Materials 13, no. 23: 5367. https://doi.org/10.3390/ma13235367