Corrosion of High-Strength Steel Wires under Tensile Stress

Abstract
:1. Introduction
2. Experiments
2.1. Material and Composition
2.2. Specimen Preparation
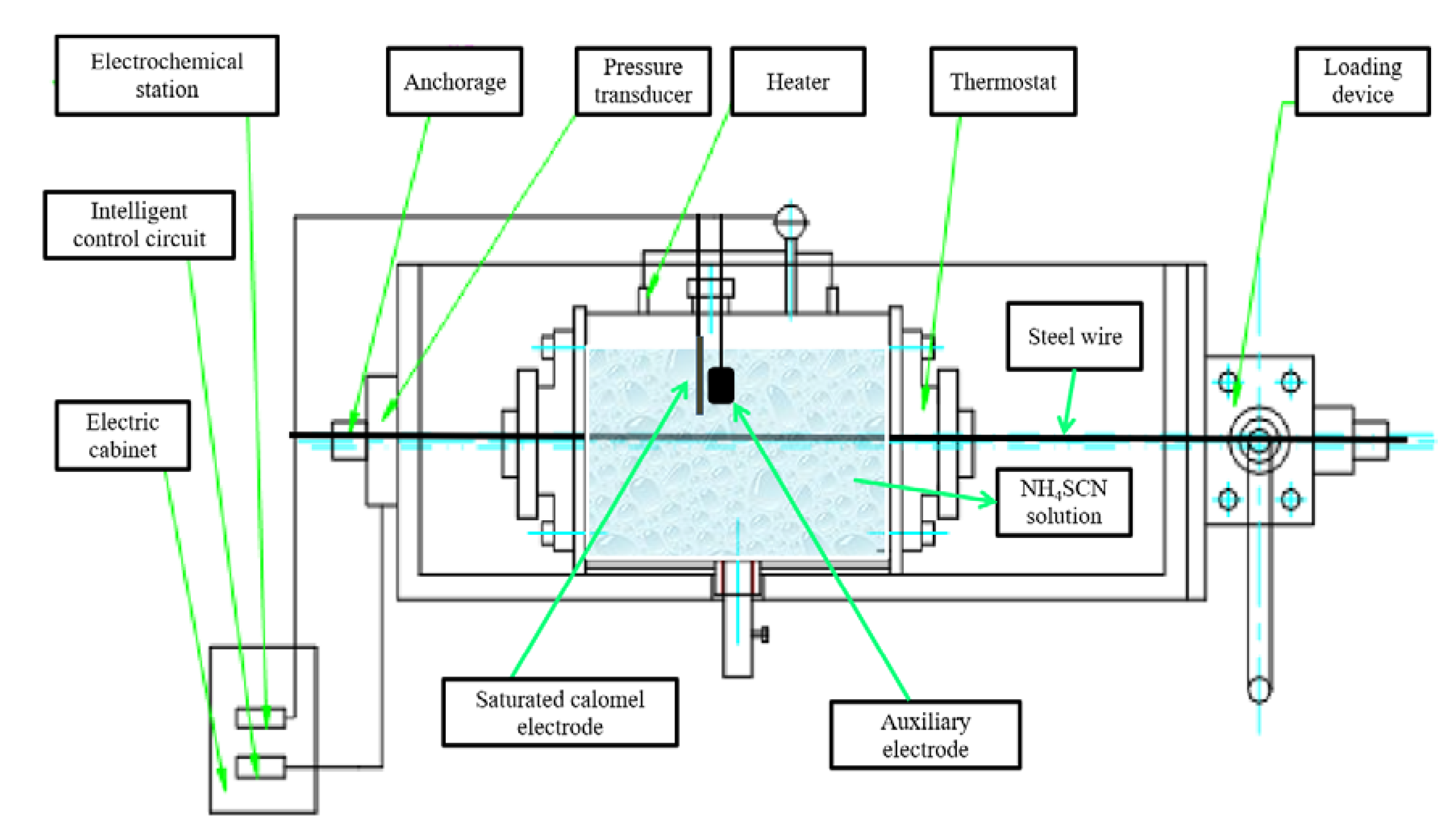
2.3. Test Procedure
3. Electrochemical Analysis
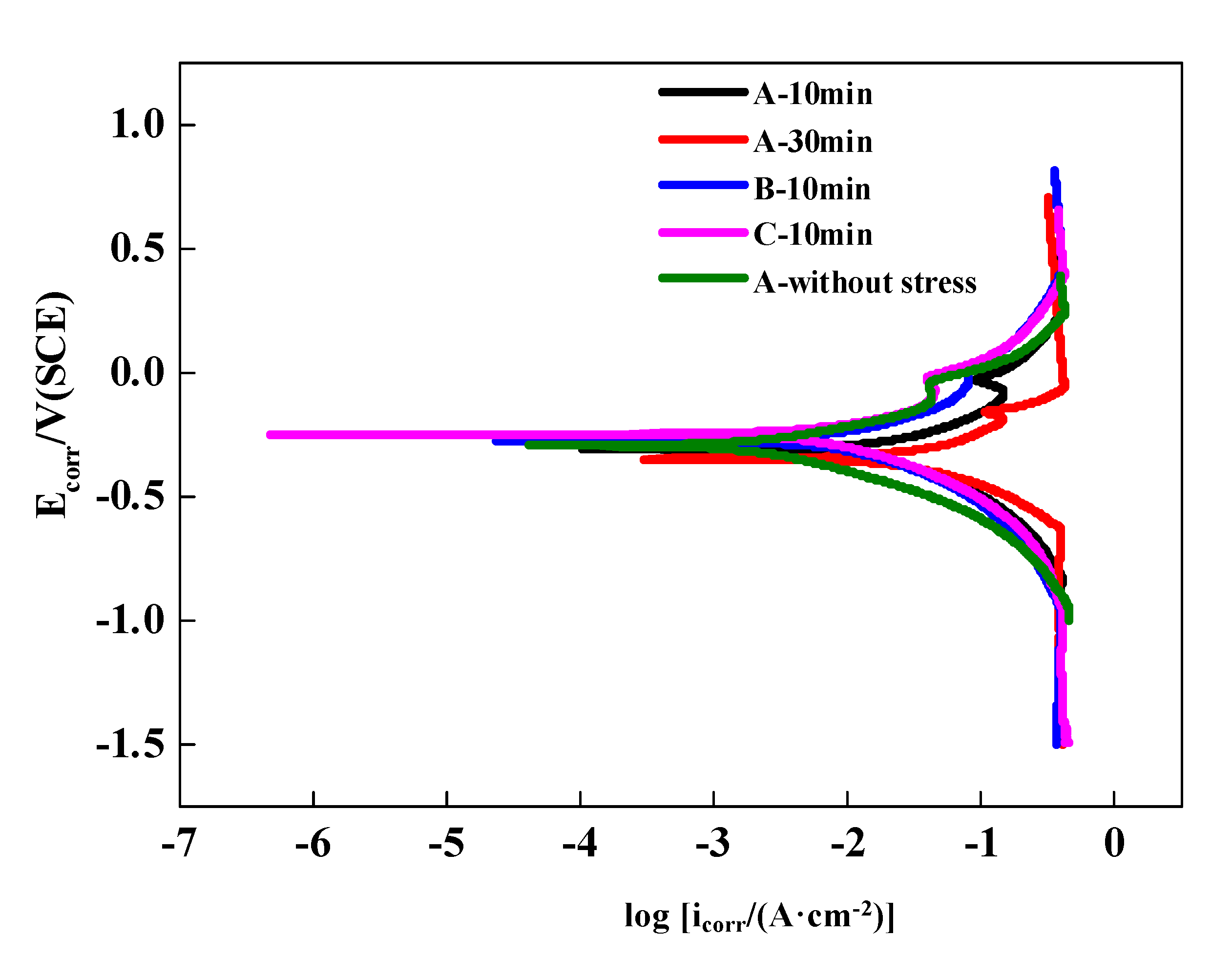
3.1. Potentiodynamic Polarization Analysis
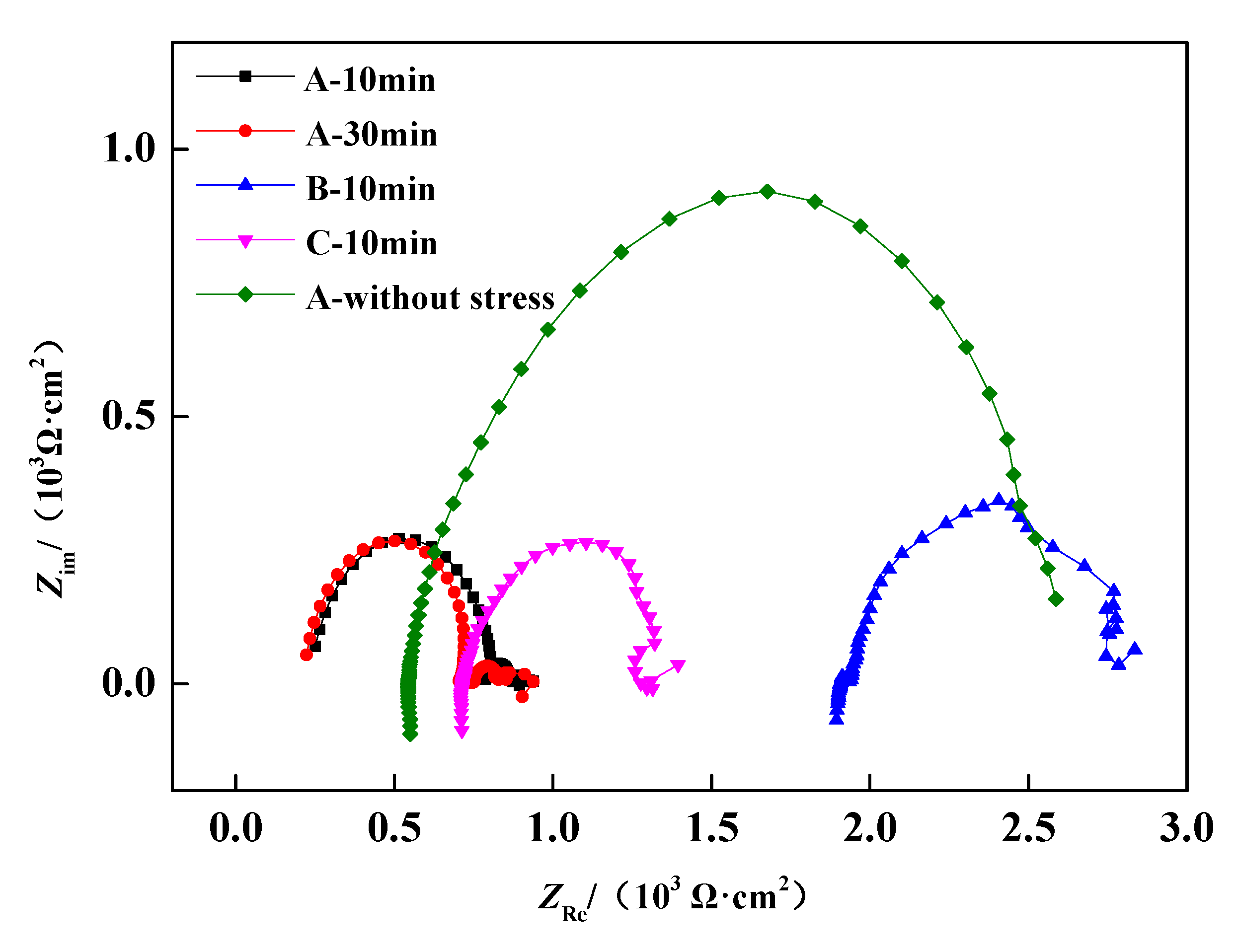
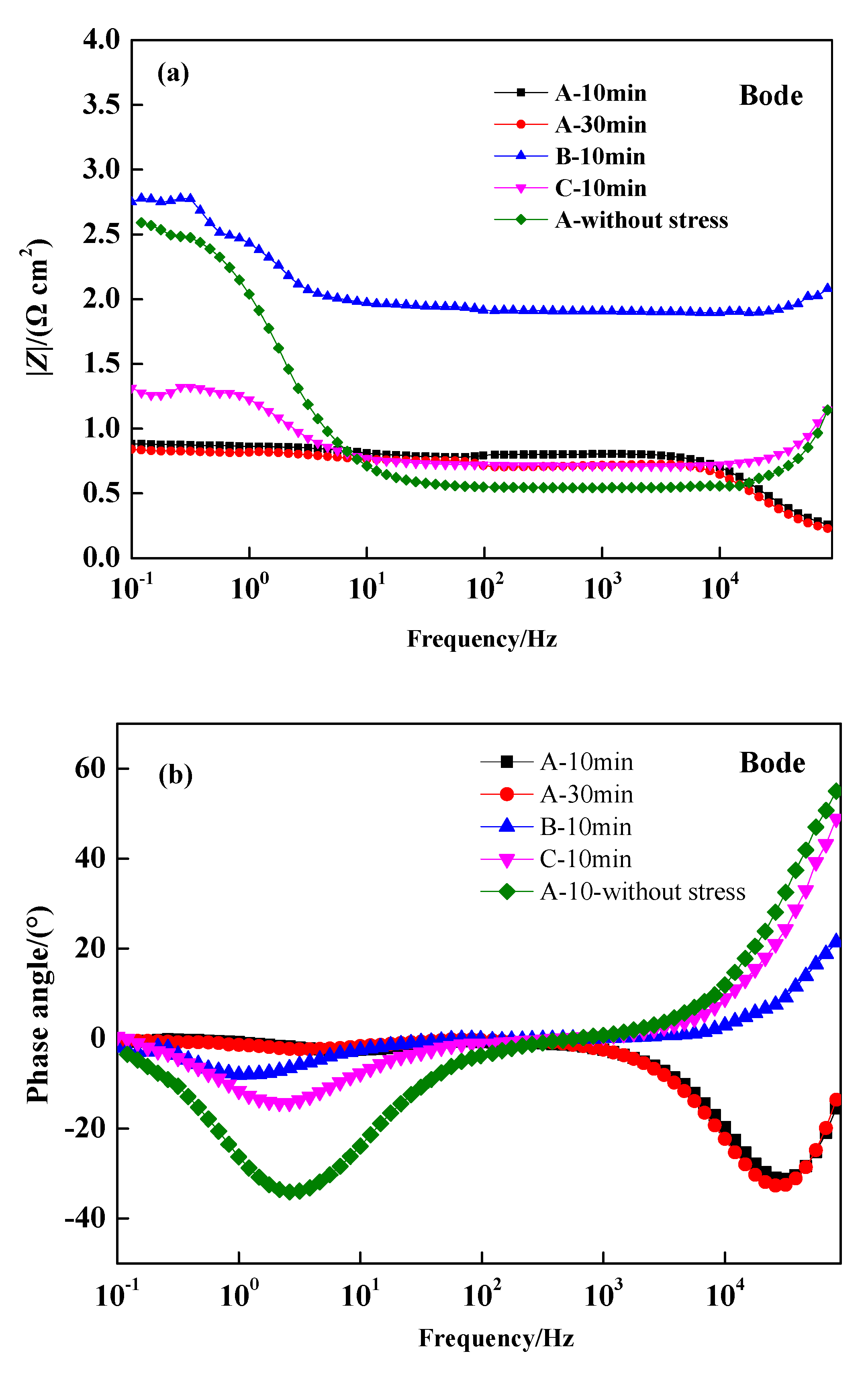
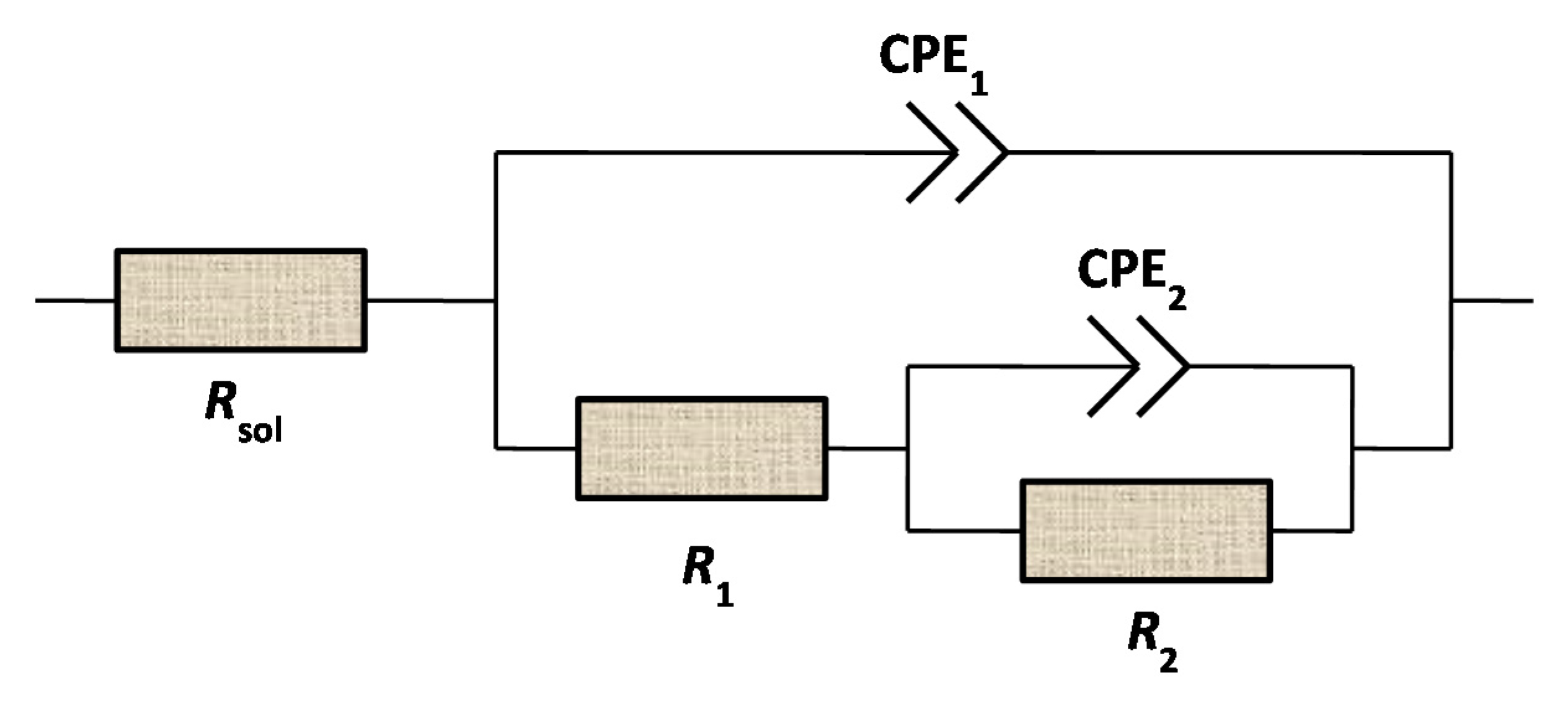
3.2. EIS Analysis
4. Microstructure Analysis
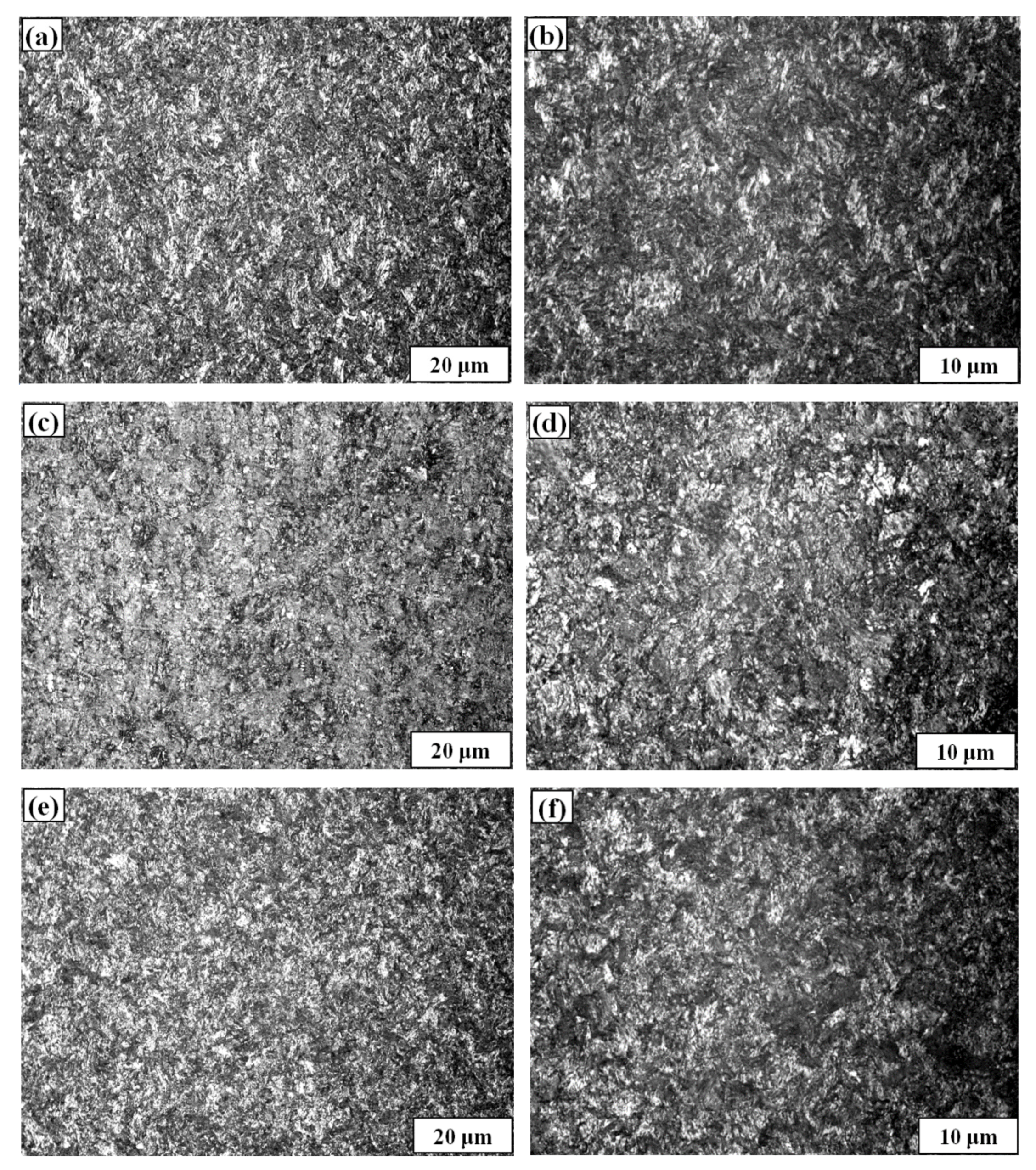
4.1. Metallography
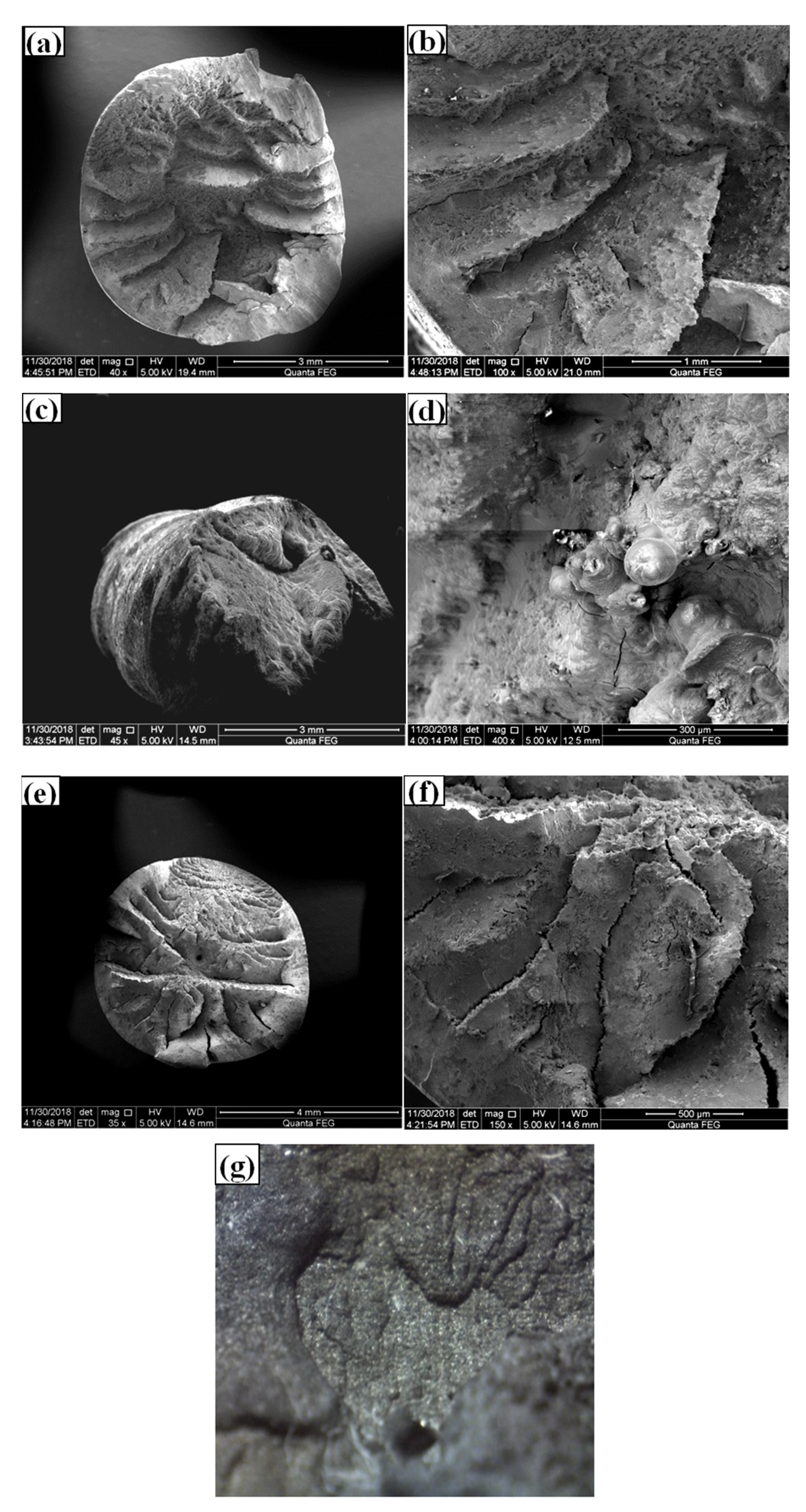
4.2. Fracture Surface
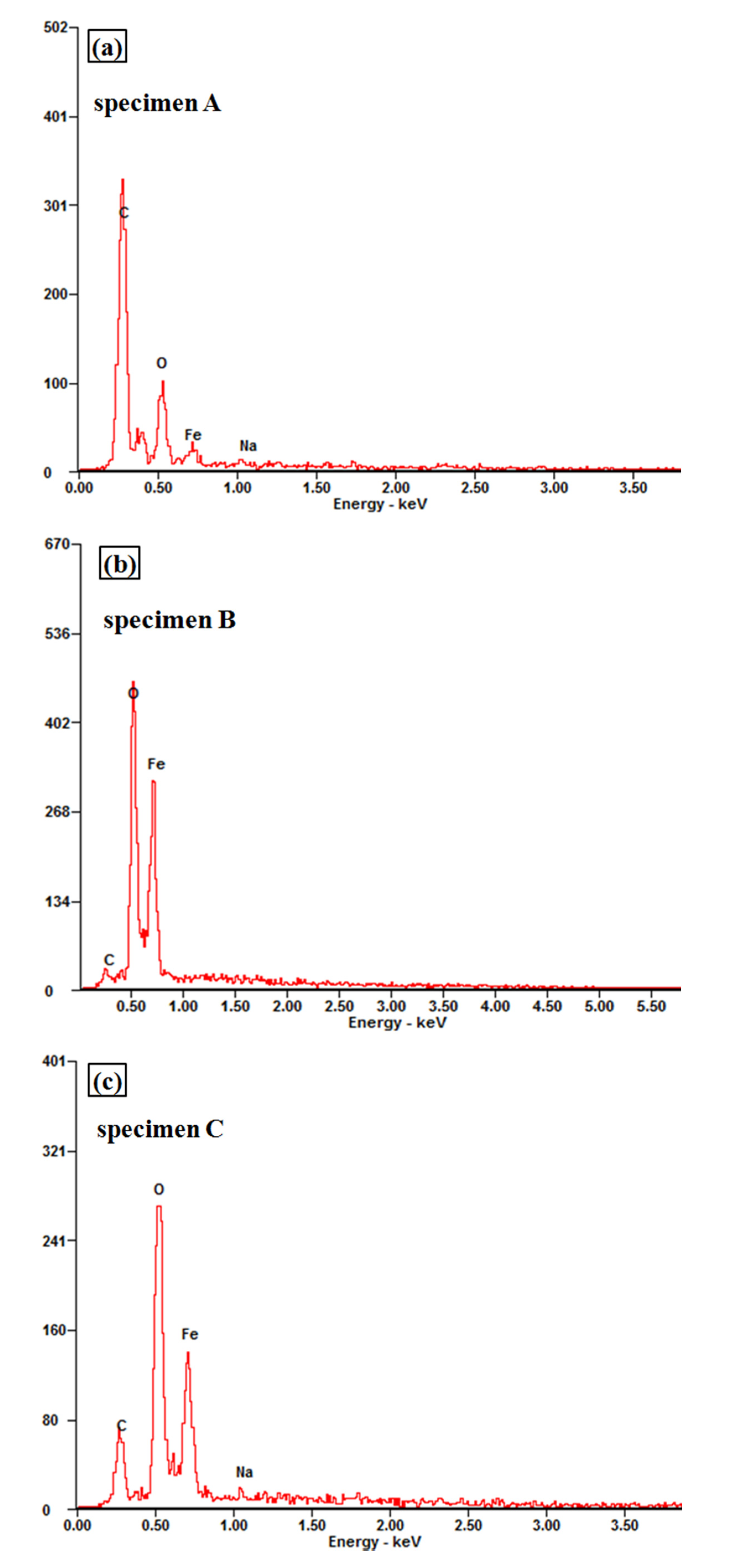
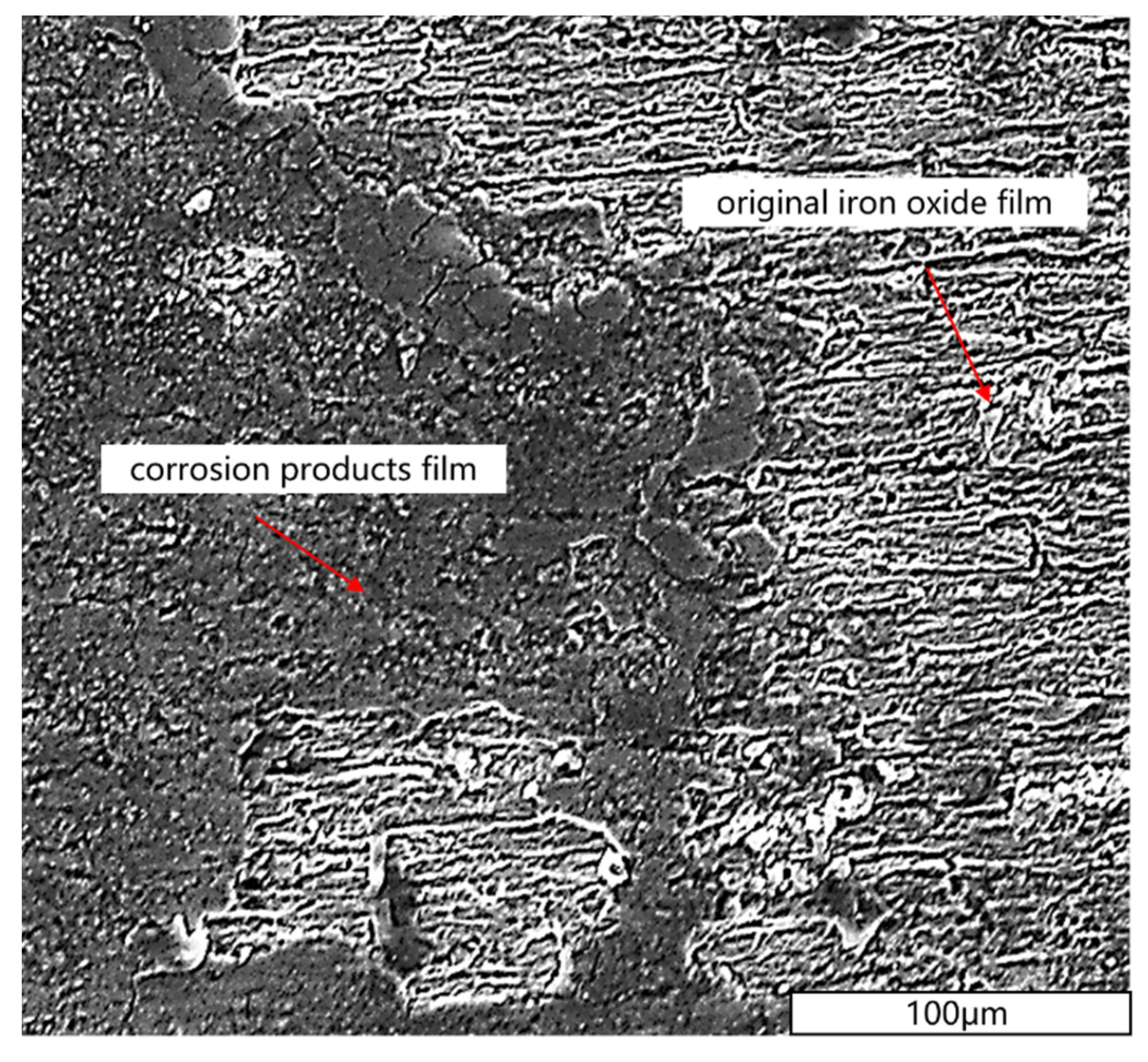
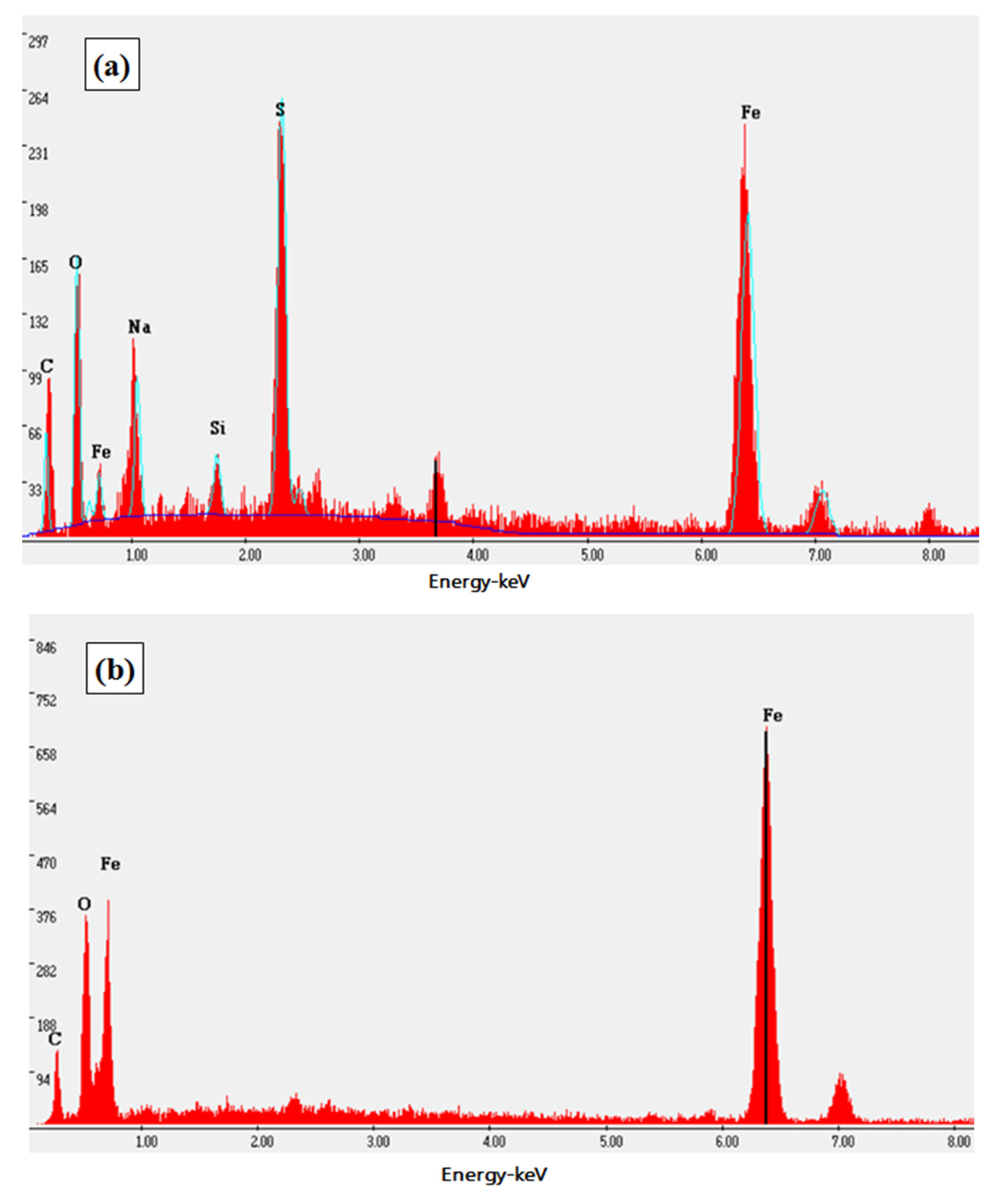
4.3. Corrosion Products
5. Conclusions
- The electrochemical measurements show that, with loading duration, the corrosion current density increases, and the corrosion resistance is weakened. The results from polarization curves and EIS are consistent with those from corrosion morphologies.
- The tensile stress leads to a more unstable corrosion products film formed on the steel, which means worse flatness and compactness. The stress substantially decreased the surface electron transfer resistance, thus promoting the corrosion of the high strength wires.
- The surface film consisted of the original iron oxide film and the corrosion products film, whose components are mainly iron thiocyanate and iron sulphide.
- The corrosion-resistance performance of the wires, conforming to GB/T 5224, is better than the selected wire conforming to BS 5896.
- The corrosion resistance of steel wire will be affected by the change of chemical composition. Stress corrosion is the result of multiple factors synergy, such as composition and microstructure.
Author Contributions
Funding
Conflicts of Interest
References
- Nawy, E.G. Prestressed Concrete. A Fundamental Approach, 5th ed.; Prentice Hall: New York, NY, USA, 2006. [Google Scholar]
- TR 47 Durable Bonded Post-Tensioned Concrete Bridges. 2nd edition. Available online: https://www.thenbs.com/PublicationIndex/documents/details?Pub=CS&DocID=265790 (accessed on 30 May 2019).
- Li, K.F. Durability Design of Concrete Structures: Phenomena, Modeling and Practice; John Wiley & Sons: Singapore, 2016. [Google Scholar]
- Schupack, M.; Suarez, M.G. Some recent corrosion embrittlement failures of prestressing systems in the United States. PCI J. 1982, 27, 38–55. [Google Scholar] [CrossRef]
- Vehovar, L.; Kuhar, V.; Vehovar, A. Hydrogen-assisted stress-corrosion of prestressing wires in a motorway viaduct. Eng. Fail. Anal. 1998, 5, 21–27. [Google Scholar] [CrossRef]
- Enos, D.G.; Williams, A.J.; Scully, J.R. Long-term effects of cathodic protection on prestressed concrete structures: Hydrogen embrittlement of prestressing steel. Corrosion 1997, 11, 891–908. [Google Scholar] [CrossRef]
- Gertsman, V.Y.; Bruemmer, S.M. Study of grain boundary character along intergranular stress corrosion crack paths in austenitic alloys. Acta Mater. 2001, 49, 1589–1598. [Google Scholar] [CrossRef]
- Kovac, J.; Alaux, C.; Marrow, T.J. Correlations of electrochemical noise, acoustic emission and complementary monitoring techniques during intergranular stress-corrosion cracking of austenitic stainless steel. Corros. Sci. 2010, 52, 2015–2025. [Google Scholar] [CrossRef]
- Podolny, W. Corrosion of Prestressing Steels and Its Mitigation. PCI J. 1992, 5, 34–55. [Google Scholar] [CrossRef]
- Isecke, B.; Mietz, J. The risk of hydrogen embrittlement in high-strength prestressing steels under cathodic protection. Steel Res. 1993, 64, 97–101. [Google Scholar] [CrossRef]
- Toribio, J.; Lancha, A.M. Anisotropic stress corrosion cracking behaviour of prestressing steel. Mater. Corros. 1998, 49, 34–38. [Google Scholar] [CrossRef]
- Spencer, D.T.; Edwards, M.N.; Wenman, M.R. The initiation and propagation of chloride-induced transgranular stress-corrosion cracking (TGSCC) of 304L austenitic stainless steel under atmospheric conditions. Corros. Sci. 2014, 88, 76–88. [Google Scholar] [CrossRef]
- Barnes, A.; Senior, N.; Newman, R.C. Environment-Induced Cracking of Materials; Elsevier: Amsterdam, The Netherlands, 2008; pp. 47–57. [Google Scholar]
- Galvele, J.R. Recent developments in the surface-mobility stress-corrosion-cracking mechanism. Electrochim. Acta 2000, 45, 3537–3541. [Google Scholar] [CrossRef]
- Popov, B.N. Corrosion Engineering. Principles and Solved Problems; Elsevier: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Diaz, B.; Freire, L.; Novoa, X.R. Electrochemical behavior of high strength steel wires in the presence of chlorides. Electrochim. Acta 2009, 54, 5190–5198. [Google Scholar] [CrossRef]
- Bosch, R.W. Electrochemical impedance spectroscopy for the detection of stress corrosion cracks in aqueous corrosion systems at ambient and high temperature. Corros. Sci. 2005, 47, 125–143. [Google Scholar] [CrossRef]
- ISO 15630-3: Steel for the Reinforcement and Prestressing of Concrete—Test Methods—Part 3. Prestressing Steel; Ministry of Defence (MOD): London, UK, 2010.
- GB/T 21839 Steel for Prestressed Concrete-Test Methods; Standardization Administration: Beijing, China, 2019.
- Perrin, M.; Gaillet, L.; Tessier, C. Hydrogen embrittlement of prestressing cables. Corros. Sci. 2010, 52, 1915–1926. [Google Scholar] [CrossRef]
- BS 5896—High Tensile Steel Wire and Strand for the Prestressing of Concrete–Specification; BSI: London, UK, 2012.
- GB/T 5224—Steel Strand for Prestressed Concrete; Standardization Administration: Beijing, China, 2014.
- ISO 6934-4—Steel for the Prestressing of Concrete-Part 4; ISO: Geneva, Switzerland, 1991.
- ISO 16120-4—Non-Alloy Steel Wire Rod for Conversion to Wire; ISO: Geneva, Switzerland, 2017.
- GB/T 24238-2017—Hot-Rolled Wire Rod for Prestressed Steel Wire and Strand; Standardization Administration: Beijing, China, 2017.
- GB/T 4336-2016—Carbon and Low-Alloy Steel-Determination of Multi-Element Contents-Spark Discharge Atomic Emission Spectrometric Method (Routine Method); Standardization Administration: Beijing, China, 2016.
- Yang, Z.M.; Zhang, B. Corrosion and passive behaviour of duplex stainless steel 2205 at different cooling rates in a simulated marine-environment solution. J. Iron Steel Res. Int. 2018, 25, 943–953. [Google Scholar]
- Bo, R.; Kosec, T.; Kranjc, A. Electrochemical impedance spectroscopy of pure copper exposed in bentonite under oxic conditions. Electrochim. Acta 2011, 56, 7862–7870. [Google Scholar]
- Cao, C.N. Principle of Corrosion Electrochemistry; Chemical Industry Press: Beijing, China, 2008. [Google Scholar]
- Tang, X.; Cheng, Y.E. Micro-electrochemical characterization of the effect of applied stress on local anodic dissolution behavior of pipeline steel under near-neutral pH condition. Electrochim. Acta 2009, 54, 1499–1505. [Google Scholar] [CrossRef]
- Nishikata, A.; Ichihara, Y.; Tsuru, T. Electrochemical impedance spectroscopy of metals covered with a thin electrolyte layer. Electrochim. Acta 1996, 41, 1057–1062. [Google Scholar] [CrossRef]
- Mohammadi, F.; Nickchi, T.; Attar, M.M.; Alfantazi, A. EIS study of potentiostatically formed passive film on 304 stainless steel. Electrochim. Acta 2011, 56, 8727–8733. [Google Scholar] [CrossRef]
- Oskuie, A.A.; Shahrabi, T.; Shahriari, A. Electrochemical impedance spectroscopy analysis of X70 pipeline steel stress corrosion cracking in high pH carbonate solution. Corros. Sci. 2012, 61, 111–122. [Google Scholar] [CrossRef]
- Baek, J.S.; Kim, J.G.; Hur, D.H. Anodic film properties determined by EIS and their relationship with caustic stress corrosion cracking of Alloy 600. Corros. Sci. 2003, 45, 983–994. [Google Scholar] [CrossRef]
- Rammelt, U.; Reinhard, G. The influence of surface roughness on the impedance data for iron electrodes in acid solutions. Corros. Sci. 1987, 27, 373–382. [Google Scholar] [CrossRef]
- Ren, A.C.; Zhu, M. Study on early corrosion mechanism of U75V and U68CrCu rail steels. China Railw. Sci. 2014, 35, 7–12. [Google Scholar]
- Wu, S.; Chen, H.; Ramandi, H.L. Effects of environmental factors on stress corrosion cracking of cold-drawn high-carbon steel wires. Corros. Sci. 2018, 132, 234–243. [Google Scholar] [CrossRef]
- Caballero, L. Discussion on “Failure mechanisms of high strength steels in bicarbonate solutions under anodic polarization” by E. Proverbio and P. Longo. Corros. Sci. 2004, 46, 1813–1820. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wire | C | Si | Mn | P | S | Cr | Ni | Cu | V |
|---|---|---|---|---|---|---|---|---|---|
| A | 0.870 | 0.235 | 0.694 | 0.0184 | 0.0121 | 0.007 | 0.009 | 0.012 | 0.007 |
| B | 0.875 | 0.253 | 0.795 | 0.0188 | 0.0113 | 0.190 | 0.010 | 0.024 | 0.005 |
| C | 0.886 | 0.267 | 0.837 | 0.0202 | 0.0109 | 0.280 | 0.014 | 0.031 | 0.004 |
| Wire | C | Si | Mn | P | S | Cr | Ni | Cu | V |
|---|---|---|---|---|---|---|---|---|---|
| A | 0.0229 | 0.0116 | 0.0167 | 0.0017 | 0.0016 | 0.0031 | 0.0012 | 0.0015 | 0.0052 |
| B | 0.0230 | 0.0121 | 0.0185 | 0.0017 | 0.0015 | 0.0069 | 0.0013 | 0.0024 | 0.0089 |
| C | 0.0233 | 0.0125 | 0.0194 | 0.0018 | 0.0016 | 0.0087 | 0.0016 | 0.0028 | 0.0107 |
| Steel Wire | Cases | Ecorr | icorr | ba | bc |
|---|---|---|---|---|---|
| (mV vs. SCE) | (10−2 A/cm2) | (V/dec) | (V/dec) | ||
| A | 70% ft, 10 min | −315.5 | 1.28 | 25.76 | 13.45 |
| A | 70% ft, 30 min | −349.0 | 1.90 | 12.13 | 9.55 |
| A | 0% ft, 10 min | −290.3 | 0.34 | 85.31 | 23.34 |
| B | 70% ft, 10 min | −286.1 | 0.65 | 64.13 | 15.63 |
| C | 70% ft, 10 min | −281.2 | 0.51 | 58.46 | 18.03 |
| Steel Wire | Cases | Rsol (103 Ω cm2) | R1 (103 Ω cm2) | CPE1 | R2 (103 Ω cm2) | CPE2 | ||
|---|---|---|---|---|---|---|---|---|
| Y0/(10−4 Ω−1 cm2 Sn) | n1 | Y0/(10−4 Ω−1 cm2 Sn) | n2 | |||||
| A | 70% ft, 10 min | 0.26 | 0.32 | 1.035 | 0.95 | 0.47 | 1.29 | 0.91 |
| A | 70% ft, 30 min | 0.24 | 0.29 | 0.63 | 0.82 | 0.42 | 1.58 | 0.84 |
| A | 0% ft, 10 min | 0.53 | 1.23 | 0.11 | 0.97 | 0.82 | 1.19 | 0.95 |
| B | 70% ft, 10 min | 1.86 | 0.46 | 0.29 | 0.96 | 0.58 | 1.14 | 0.93 |
| C | 70% ft, 10 min | 0.67 | 0.42 | 0.23 | 0.95 | 0.52 | 1.08 | 0.92 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lv, S.; Li, K.; Chen, J.; Li, X. Corrosion of High-Strength Steel Wires under Tensile Stress. Materials 2020, 13, 4790. https://doi.org/10.3390/ma13214790
Lv S, Li K, Chen J, Li X. Corrosion of High-Strength Steel Wires under Tensile Stress. Materials. 2020; 13(21):4790. https://doi.org/10.3390/ma13214790
Chicago/Turabian StyleLv, Shanglin, Kefei Li, Jie Chen, and Xiaobin Li. 2020. "Corrosion of High-Strength Steel Wires under Tensile Stress" Materials 13, no. 21: 4790. https://doi.org/10.3390/ma13214790