Hot Deformation Behavior and Microstructure Evolution of 6063 Aluminum Alloy Modified by Rare Earth Y and Al-Ti-B Master Alloy

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussions
3.1. Flow Stress Characteristics
3.2. Construction of Constitutive Equation
3.3. Processing Map Analysis
3.4. Structural Evolution during Deformation
4. Conclusions
- (1)
- The flow stress of the new 6063 aluminum alloy modified by rare earth Y and Al-Ti-B master alloy decreases with the increase of the deformation temperature and the decrease of the strain rate. After reaching the peak stress, the softening part of the curve tends to be relatively flat, which is manifested as a dynamic recrystallization mechanism.
- (2)
- The flow constitutive equation of the new 6063 aluminum alloy modified by rare earth Y and Al-Ti-B master alloy was established to be = 3.45 × 1016[sinh(0.0234σ)]7.231exp[−224.570/(RT)], which can provide prediction for the subsequent hot working process, and its self-diffusion activation energy Q is 224.570 KJ/mol, much higher than that of pure aluminum and 6063 aluminum alloy. The high Q value is mainly due to the addition of rare earths.
- (3)
- Based on the constructed two-dimensional and three-dimensional thermal processing map, considering the avoidance of instability defects, the approximately excellent processing range of the alloy can be obtained: temperature 470–540 °C, strain rate 0.01–0.1 s−1.
- (4)
- With the gradual decrease of lnZ, the alloy undergoes a process from initial work hardening to dynamic recovery and then dynamic recrystallization, which corresponds to the true stress–true strain curve. Dynamic recrystallization of the alloy is a common effect of geometric dynamic recrystallization (GDRX) and continuous dynamic recrystallization (CDRX).
- (5)
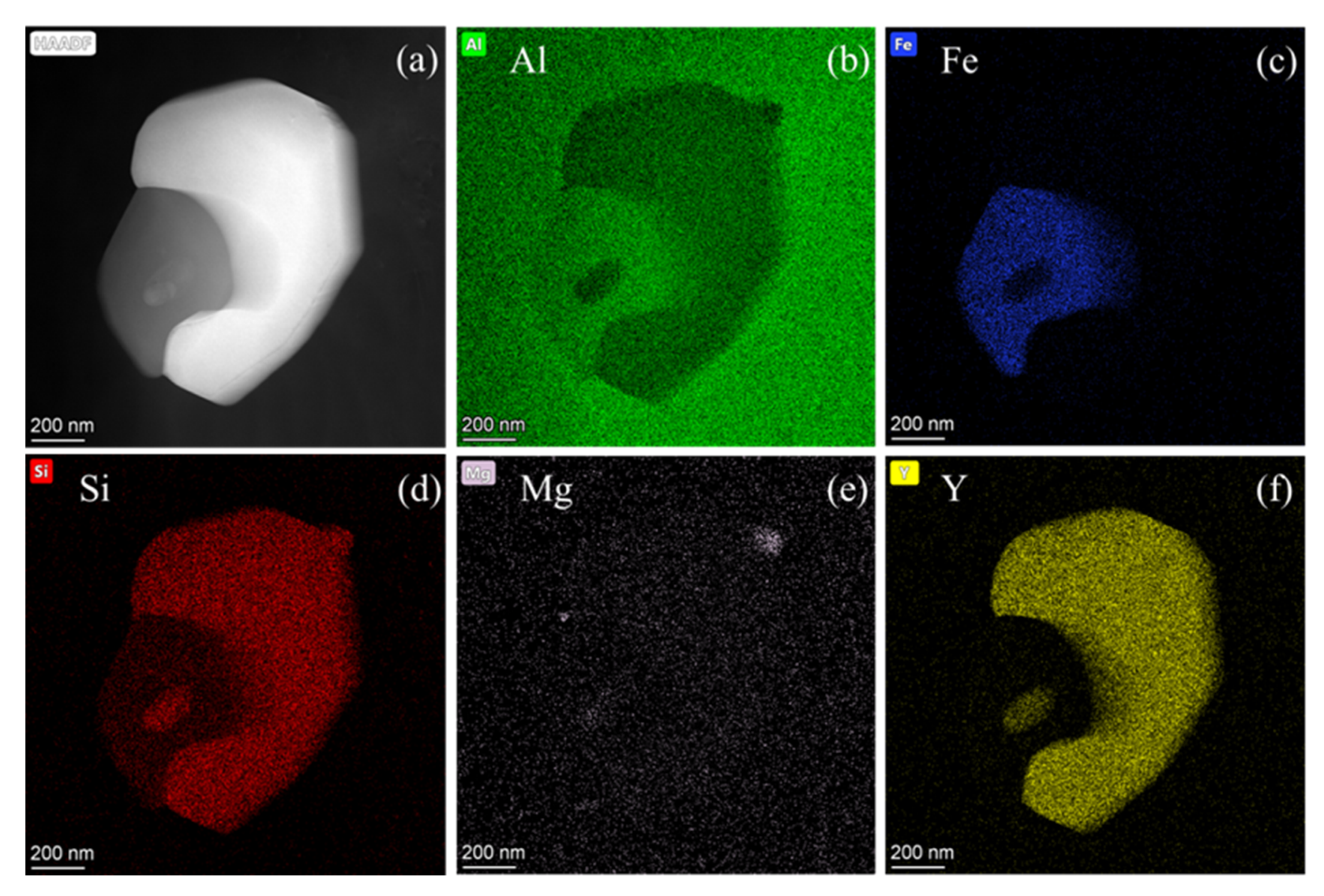
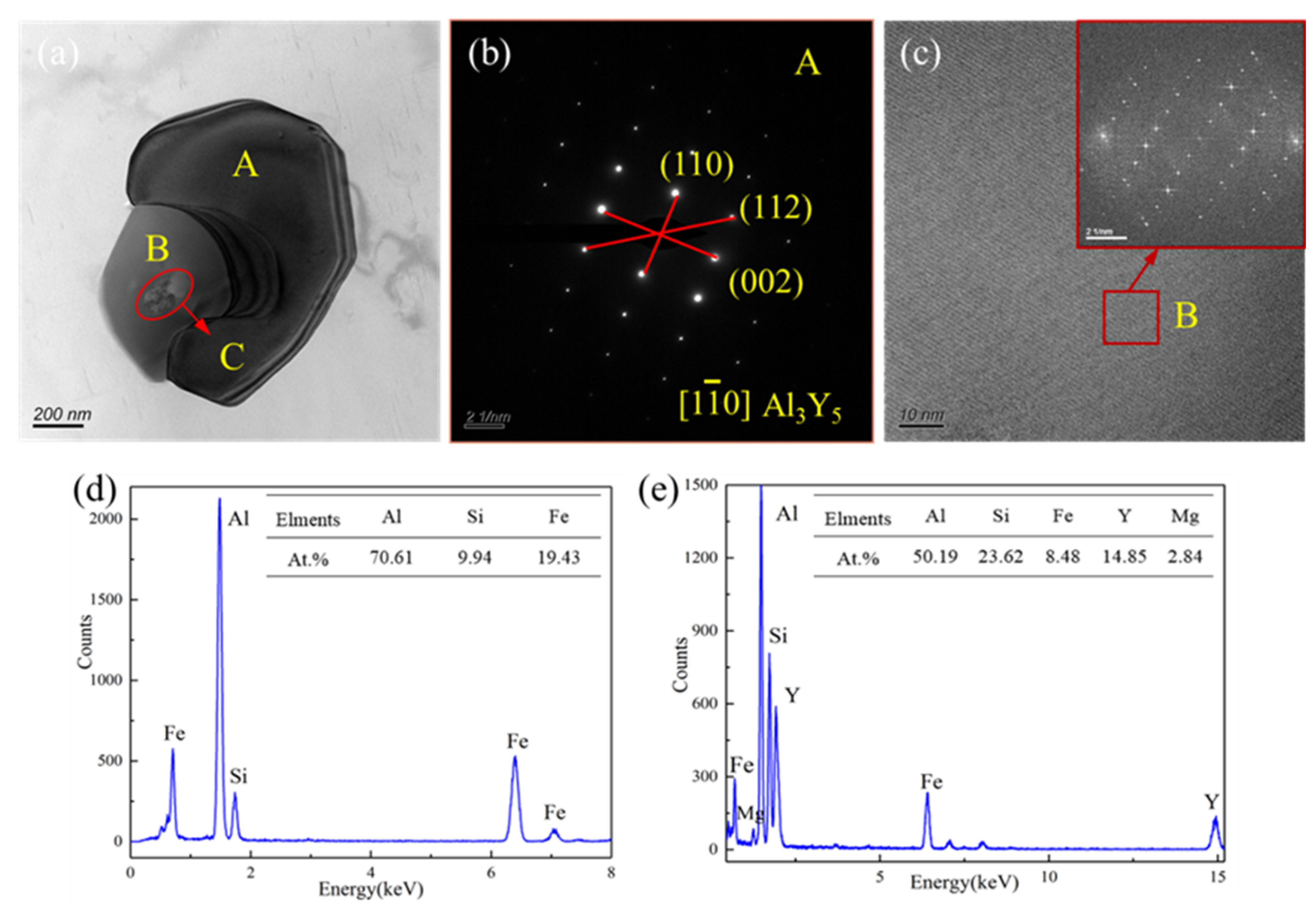
- Surface scanning of the high-angle annular dark field image (STEM-HAADF) shows that the particles are mainly composed of Al, Fe, Si, and Y elements at 480 °C/0.01 s−1. In addition, part of rare earth Y forms Al3Y5 with Al, which can be used as a heterogeneous nucleation core; the other part generates small particles of AlFeSiY inside AlFeSi, which will increase the recrystallization temperature of the alloy, making it have high temperature recrystallization performance.
Author Contributions
Funding
Conflicts of Interest
References
- Mirzakhani, B.; Payandeh, Y. Combination of sever plastic deformation and precipitation hardening processes affecting the mechanical properties in Al-Mg-Si alloy. Mater. Des. 2015, 68, 127–133. [Google Scholar] [CrossRef]
- A El-Danaf, E.; Kawasaki, M.; El-Rayes, M.M.; Baig, M.; Mohammed, J.A.; Langdon, T. Mechanical properties and microstructure evolution in an aluminum 6082 alloy processed by high-pressure torsion. J. Mater. Sci. 2014, 49, 6597–6607. [Google Scholar] [CrossRef]
- Wang, E.; Gao, T.; Nie, J.; Liu, X. Grain refinement limit and mechanical properties of 6063 alloy inoculated by Al-Ti-C (B) master alloys. J. Alloys Compd. 2014, 594, 7–11. [Google Scholar] [CrossRef]
- Cao, D.L.; Shi, N.Z.; Yang, S.H.; Wang, J.K.; Wang, Z.W.; Qiu, Z.X. The role of rare earth in aluminum and aluminum alloy. Chin. Rare Earths 2006, 5, 91–96. [Google Scholar]
- Murashkin, M.Y.; Sabirov, I.; Medvedev, A.E.; Enikeev, N.A.; Lefebvre, W.; Valiev, R.Z.; Sauvage, X. Mechanical and electrical properties of an ultrafine grained Al-8.5 wt.%RE (RE = 5.4 wt.%Ce, 3.1 wt.%La) alloy processed by severe plastic deformation. Mater. Des. 2016, 90, 433–442. [Google Scholar] [CrossRef]
- Wang, S.C.; Zhou, N.; Song, D.F.; Nong, D. Effects of La and Ce mixed rare earth on microstructure and properties of Al-Mg-Si aluminum alloy. Mater. Sci. Forum 2017, 898, 367–371. [Google Scholar] [CrossRef]
- Ma, T.; Chen, Z.; Nie, Z.; Huang, H. Microstructure of Al-Ti-B-Er refiner and its grain refining performance. J. Rare Earths 2013, 31, 622–627. [Google Scholar] [CrossRef]
- Gan, C.L.; Zheng, K.H.; Wen-Jun, Q.I.; Wang, M.J. Constitutive equations for high temperature flow stress prediction of 6063 aluminum alloy considering compensation of strain. Trans. Nonferr. Met. Soc. China 2014, 24, 3486–3491. [Google Scholar] [CrossRef]
- Zhuhua, Y.U.; Datong, Z.; Wen, Z.; Cheng, Q. Hot compression deformation behaviors and microstructure evolution of 6063 aluminum alloy treated by homogenization. Hot Work. Technol. 2018, 12, 2–21. [Google Scholar]
- Babaniaris, S.; Ramajayam, M.; Jiang, L.; Varma, R.; Langan, T.; Dorin, T. Effect of Al3(Sc,Zr) dispersoids on the hot deformation behaviour of 6xxx-series alloys: A physically based constitutive model. Mater. Sci. Eng. A 2020, 793, 139–873. [Google Scholar] [CrossRef]
- Shi, C.; Lai, J.; Chen, X.G. Microstructural evolution and dynamic softening mechanisms of Al-Zn-Mg-Cu alloy during hot compressive deformation. Materials 2014, 7, 244–264. [Google Scholar] [CrossRef] [PubMed]
- Han, Y.; Liu, G.; Zou, D.-N.; Liu, R.; Qiao, G. Deformation behavior and microstructural evolution of as-cast 904L austenitic stainless steel during hot compression. Mater. Sci. Eng. A 2013, 565, 342–350. [Google Scholar] [CrossRef]
- Liu, Y.; Geng, C.; Lin, Q. Study on hot deformation behavior and intrinsic workability of 6063 aluminum alloys using 3D processing map. J. Alloys. Comp. 2017, 713, 212–221. [Google Scholar] [CrossRef]
- Liu, S.; Pan, Q.; Li, M.; Wang, X.; Lai, J. Microstructure evolution and physical-based diffusion constitutive analysis of Al-Mg-Si alloy during hot deformation. Mater. Des. 2019, 184, 108181. [Google Scholar] [CrossRef] [Green Version]
- Zhou, L.; Cui, C.; Wang, Q.; Li, C.; Xiao, B.; Ma, Z. Constitutive equation and model validation for a 31 vol.% B 4 Cp/6061Al composite during hot compression. J. Mater. Sci. Technol. 2018, 34, 1730–1738. [Google Scholar] [CrossRef]
- Zhang, H.; Jiang, F.; Shang, X.; Li, L. Flow stress and microstructural evolution of the horizontal continuous casting Al–0.96Mn–0.38Si–0.18Fe alloy during hot compression. Mater. Sci. Eng. A 2013, 571, 25–32. [Google Scholar] [CrossRef]
- Deng, Y.; Yin, Z.; Huang, J. Hot deformation behavior and microstructural evolution of homogenized 7050 aluminum alloy during compression at elevated temperature. Mater. Sci. Eng. A 2011, 528, 1780–1786. [Google Scholar] [CrossRef]
- Wu, B.; Li, M.; Ma, D. The flow behavior and constitutive equations in isothermal compression of 7050 aluminum alloy. Mater. Sci. Eng. A 2012, 542, 79–87. [Google Scholar] [CrossRef]
- Mirzadeh, H.; Cabrera-Marrero, J.-M.; Najafizadeh, A. Constitutive relationships for hot deformation of austenite. Acta Mater. 2011, 59, 6441–6448. [Google Scholar] [CrossRef]
- Chen, L.; Zhao, G.; Yu, J. Hot deformation behavior and constitutive modeling of homogenized 6026 aluminum alloy. Mater. Des. 2015, 74, 25–35. [Google Scholar] [CrossRef]
- Prasad, Y. Recent advances in the science of mechanical processing. Indian J. Technol. 1990, 28, 435–451. [Google Scholar]
- Sellars, C.; McTegart, W. On the mechanism of hot deformation. Acta Met. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Maweja, K.; Stumpf, W. The design of advanced performance high strength low-carbon martensitic armour steels: Microstructural considerations. Mater. Sci. Eng. A 2008, 485, 140–153. [Google Scholar] [CrossRef]
- Sun, Y.; Hu, L.; Ren, J. Investigation on the hot deformation behavior of powder metallurgy TiAl-based alloy using 3D processing map. Mater. Charact. 2015, 100, 163–169. [Google Scholar] [CrossRef]
- Liao, H.; Wu, Y.; Zhou, K.; Yang, J. Hot deformation behavior and processing map of Al-Si-Mg alloys containing different amount of silicon based on Gleebe-3500 hot compression simulation. Mater. Des. 2015, 65, 1091–1099. [Google Scholar] [CrossRef]
- Li, H.; Wang, H.; Liang, X.; Liu, H.; Liu, Y.; Zhang, X. Hot deformation and processing map of 2519A aluminum alloy. Mater. Sci. Eng. A 2011, 528, 1548–1552. [Google Scholar] [CrossRef]
- Kai, X.; Chen, C.; Sun, X.; Wang, C.; Zhao, Y. Hot deformation behavior and optimization of processing parameters of a typical high-strength Al–Mg–Si alloy. Mater. Des. 2016, 90, 1151–1158. [Google Scholar] [CrossRef]
- Yang, Q.Y.; Liu, W.Y.; Zhang, Z.Q.; Huang, G.J.; Liu, X.Y. Hot deformation behavior and processing maps of AA7085 aluminum alloy. Rare Met. Mater. Eng. 2018, 47, 409–415. [Google Scholar]
- Prasad, Y.V.R.K.; Gegel, H.L.; Doraivelu, S.M.; Malas, J.C.; Morgan, J.T.; Lark, K.A.; Barker, D.R. Modeling of dynamic material behavior in hot deformation: Forging of Ti-6242. Met. Mater. Trans. A 1984, 15, 1883–1892. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Rao, K.P. Processing maps and rate controlling mechanisms of hot deformation of electrolytic tough pitch copper in the temperature range 300–950 °C. Mater. Sci. Eng. A 2005, 391, 141–150. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Rao, K.P.; Hort, N.; Kainer, K.U. Optimum parameters and rate controlling mechanisms for hot working of extruded Mg-3Sn-1Ca alloy. Mater. Sci. Eng. A 2009, 502, 25–31. [Google Scholar] [CrossRef]
- Nie, Z.Y.; Ai, Y.L.; He, W.; Chen, W.H.; Wang, J.X. Hot deformation behavior and processing maps of under-aged 7075 aluminum alloy. Trans. Mater. Heat Treat. 2017, 38, 189–195. [Google Scholar]
- Murty, S.V.S.N.; Rao, B.N. On the development of instability criteria during hot working with reference to IN 718. Mater. Sci. Eng. A 1998, 254, 76–82. [Google Scholar] [CrossRef]
- McQueen, H.J.; Xia, X.; Cui, Y.; Li, B.; Meng, Q. Solution and precipitation effects on hot workability of 6201 alloy. Mater. Sci. Eng. A 2001, 319, 420–424. [Google Scholar] [CrossRef]
- Doherty, R.; Hughes, D.; Humphreys, F.; Jonas, J.; Jensen, D.J.; Kassner, M.; King, W.; McNelley, T.; McQueen, H.; Rollett, A. Current issues in recrystallization: A review. Mater. Sci. Eng. A 1997, 238, 219–274. [Google Scholar] [CrossRef] [Green Version]
- Blum, W.; Zhu, Q.; Merkel, R.; Mcqueen, H.J. Geometric dynamic recrystallization in hot torsion of Al-5Mg-0.6Mn (AA5083). Mater. Sci. Eng. A 1996, 205, 23–30. [Google Scholar] [CrossRef]
- He, H.; Yi, Y.; Cui, J.; Huang, S. Hot deformation characteristics and processing parameter optimization of 2219 aluminum alloy using constitutive equation and processing map. Vacuum 2018, 160, 293–302. [Google Scholar] [CrossRef]
- Lee, S.J.; Yoon, Y.S.; Lee, M.H.; Oh, N.S. Highly sinterable β-tricalcium phosphate synthesized from eggshells. Mater. Lett. 2007, 611, 1279–1282. [Google Scholar] [CrossRef]
- Li, H.; Gao, Z.; Yin, H.; Jiang, H.; Su, X.; Bin, J. Effects of Er and Zr additions on precipitation and recrystallization of pure aluminum. Scr. Mater. 2013, 68, 59–62. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Mg | Fe | Cu | Ti | Y | Al |
|---|---|---|---|---|---|---|
| 0.412 | 0.569 | 0.144 | 0.036 | 0.02 | 0.1 | Bal. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, W.; Liu, X.; Zhao, X.; Chen, T.; Zhang, H.; Cheng, Y.; Shi, H. Hot Deformation Behavior and Microstructure Evolution of 6063 Aluminum Alloy Modified by Rare Earth Y and Al-Ti-B Master Alloy. Materials 2020, 13, 4244. https://doi.org/10.3390/ma13194244
Ding W, Liu X, Zhao X, Chen T, Zhang H, Cheng Y, Shi H. Hot Deformation Behavior and Microstructure Evolution of 6063 Aluminum Alloy Modified by Rare Earth Y and Al-Ti-B Master Alloy. Materials. 2020; 13(19):4244. https://doi.org/10.3390/ma13194244
Chicago/Turabian StyleDing, Wanwu, Xiaoxiong Liu, Xiaoyan Zhao, Taili Chen, Haixia Zhang, Yan Cheng, and Huaixin Shi. 2020. "Hot Deformation Behavior and Microstructure Evolution of 6063 Aluminum Alloy Modified by Rare Earth Y and Al-Ti-B Master Alloy" Materials 13, no. 19: 4244. https://doi.org/10.3390/ma13194244