Fabrication and Mechanical Characterization of Dry Three-Dimensional Warp Interlock Para-Aramid Woven Fabrics: Experimental Methods toward Applications in Composite Reinforcement and Soft Body Armor


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Testing Methods
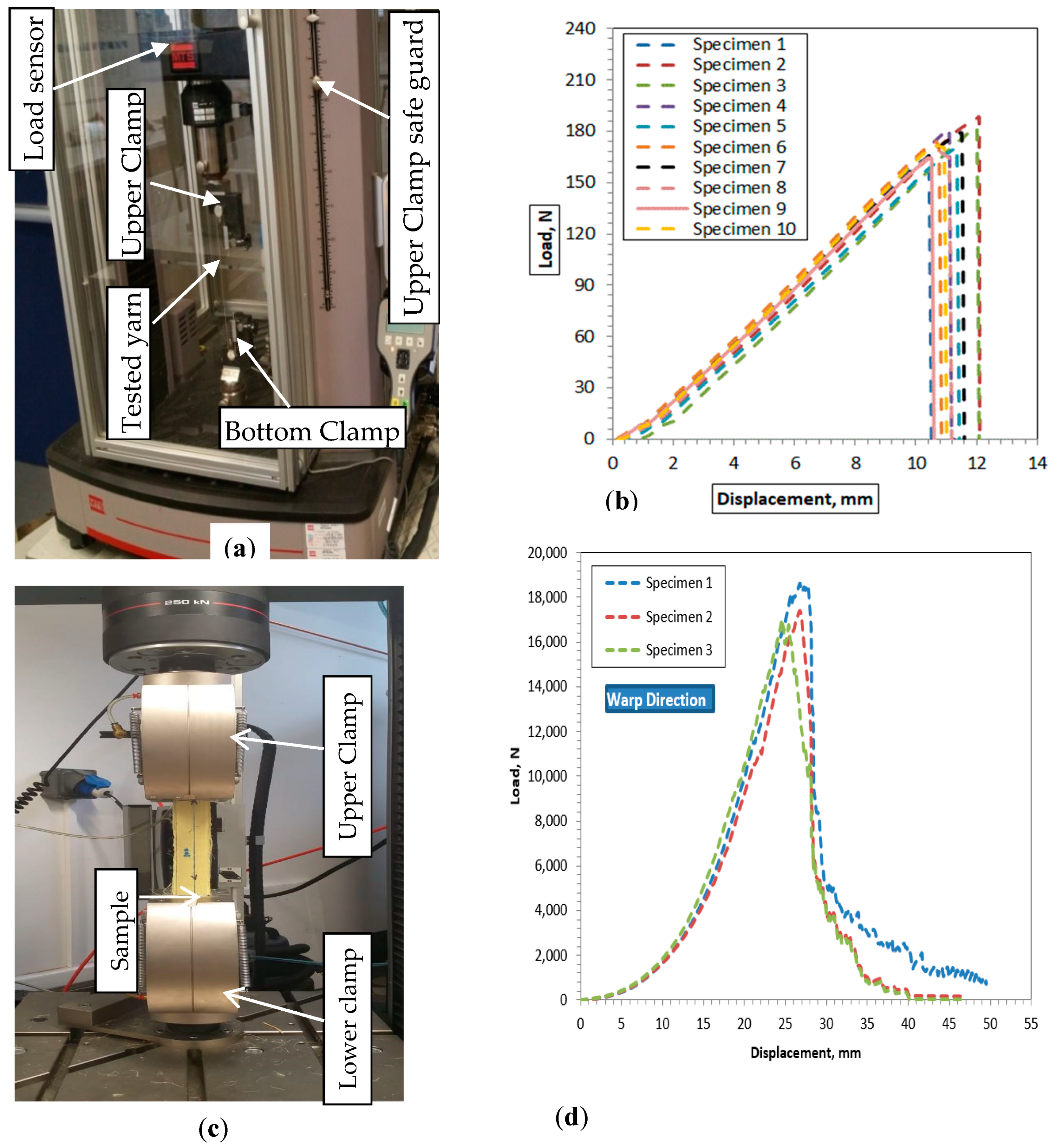
2.2.1. Yarn and Fabric Uniaxial Tensile Testing Setup and Procedure
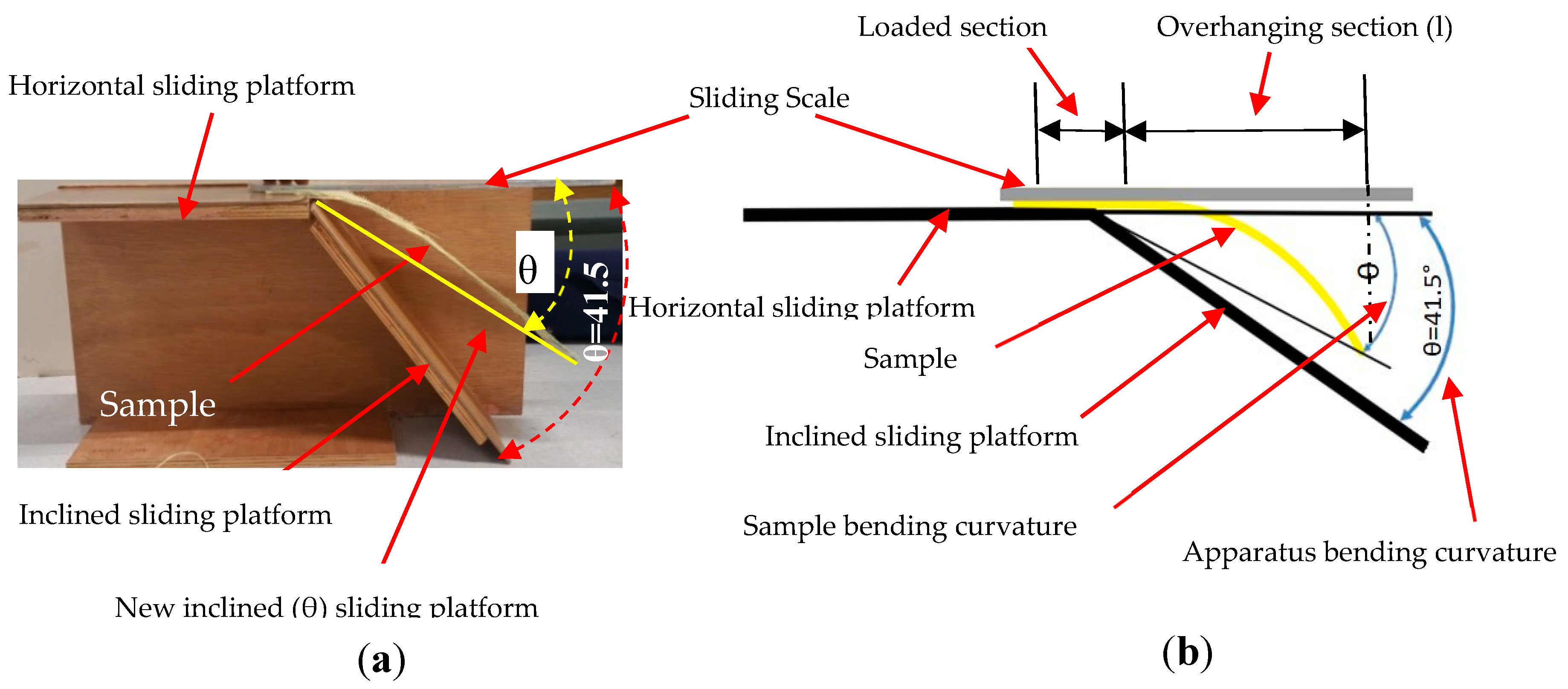
2.2.2. Flexural Rigidity Test of Fabrics
3. Results and Discussion
3.1. Yarn Uniaxial Tensile Property
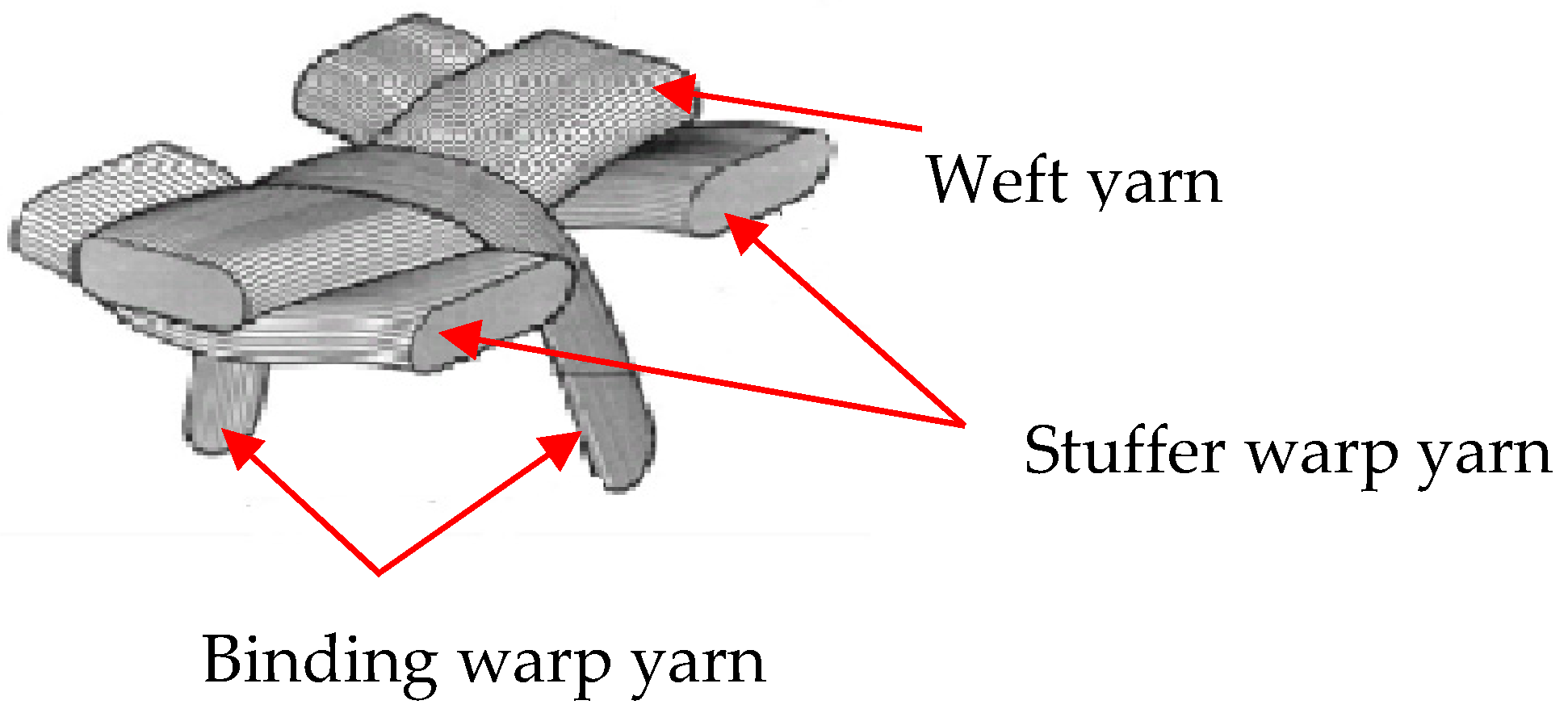
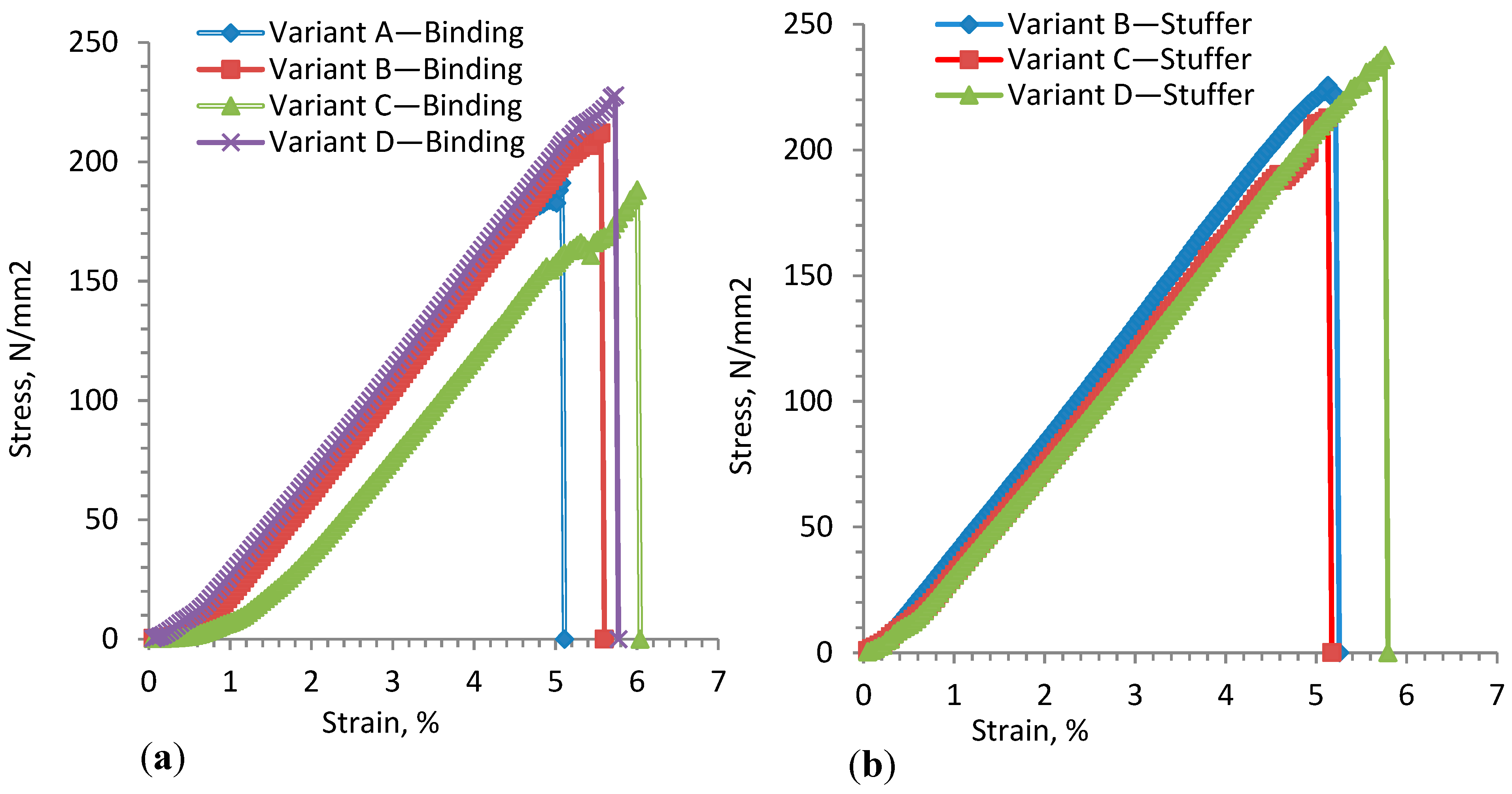
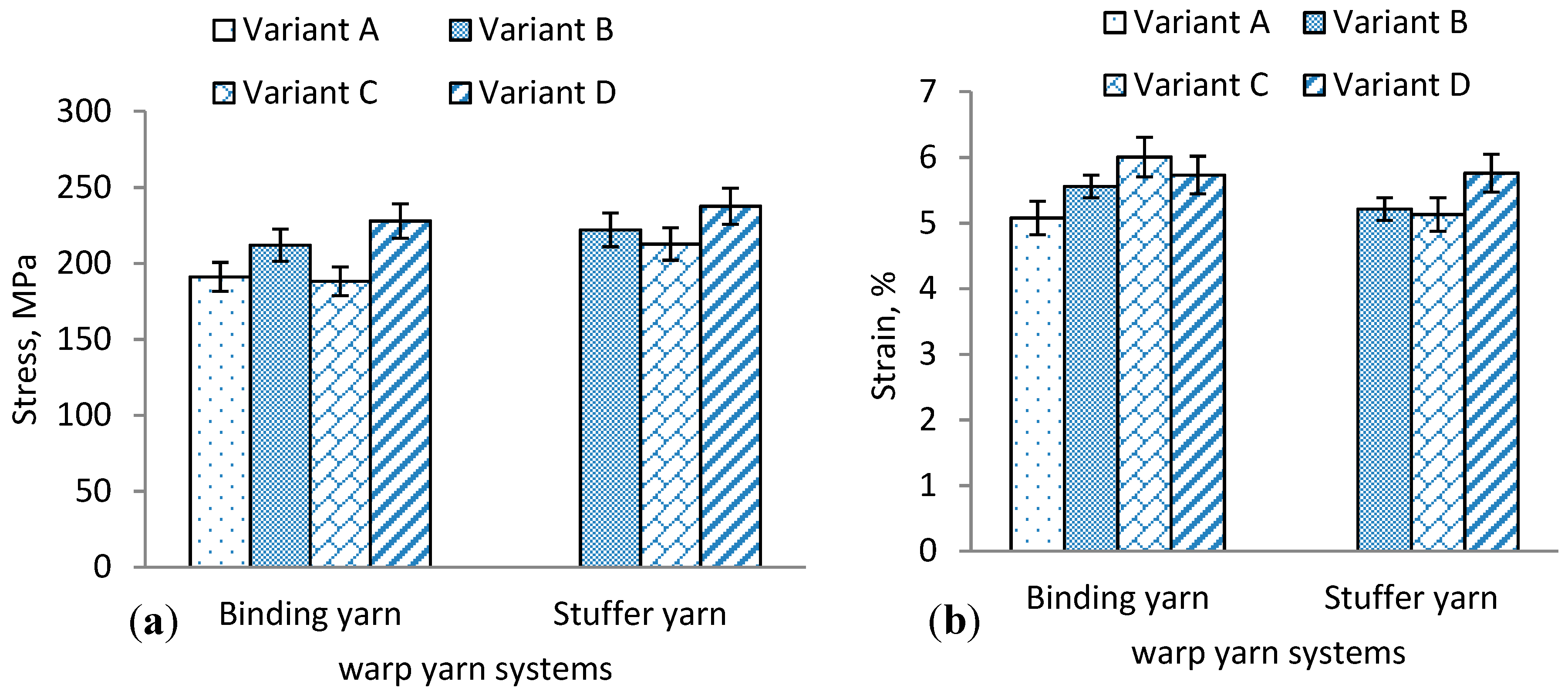
3.1.1. Stuffer and Binding Warp Yarn Testing
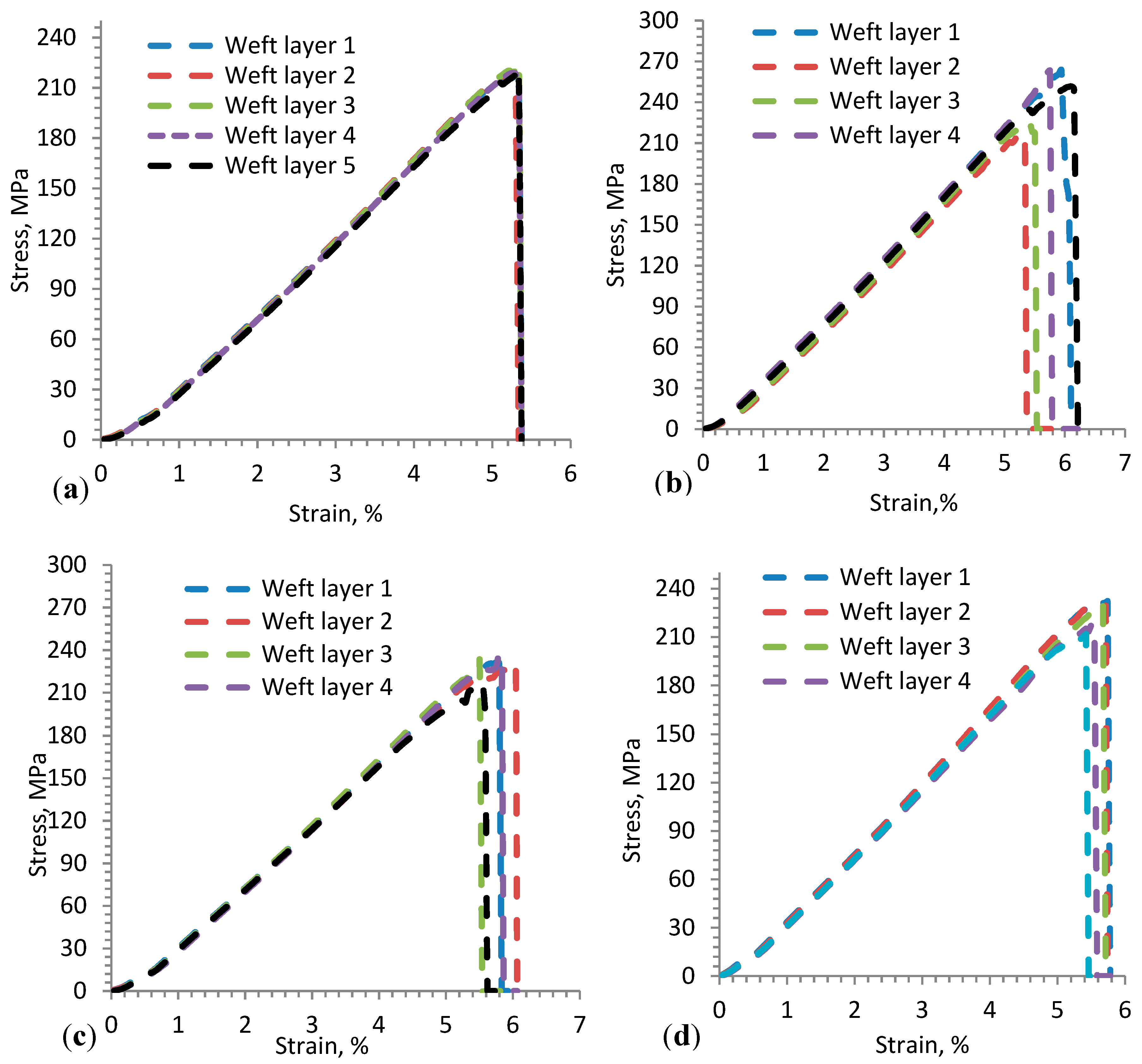
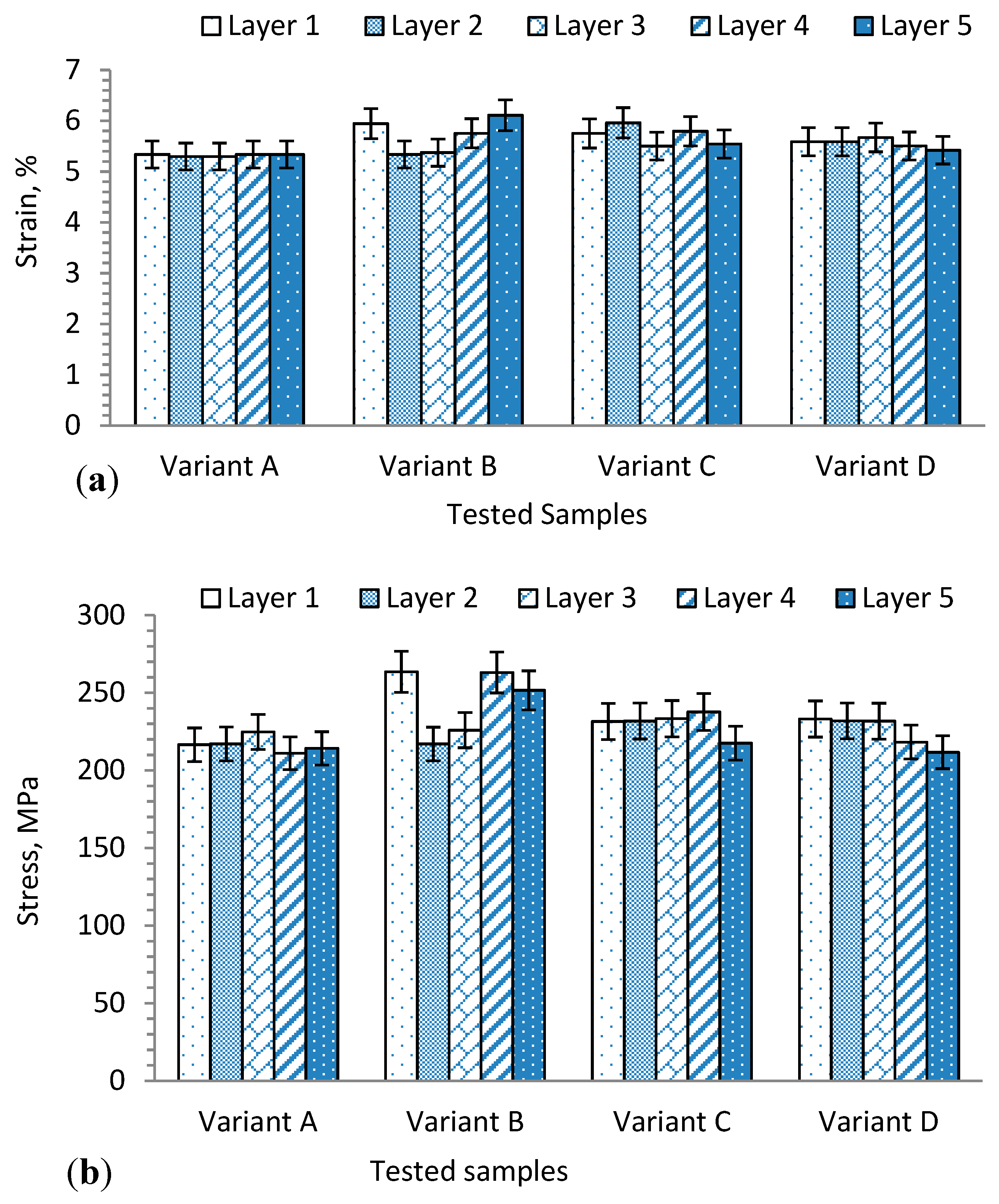
3.1.2. Weft Layer Yarn Testing
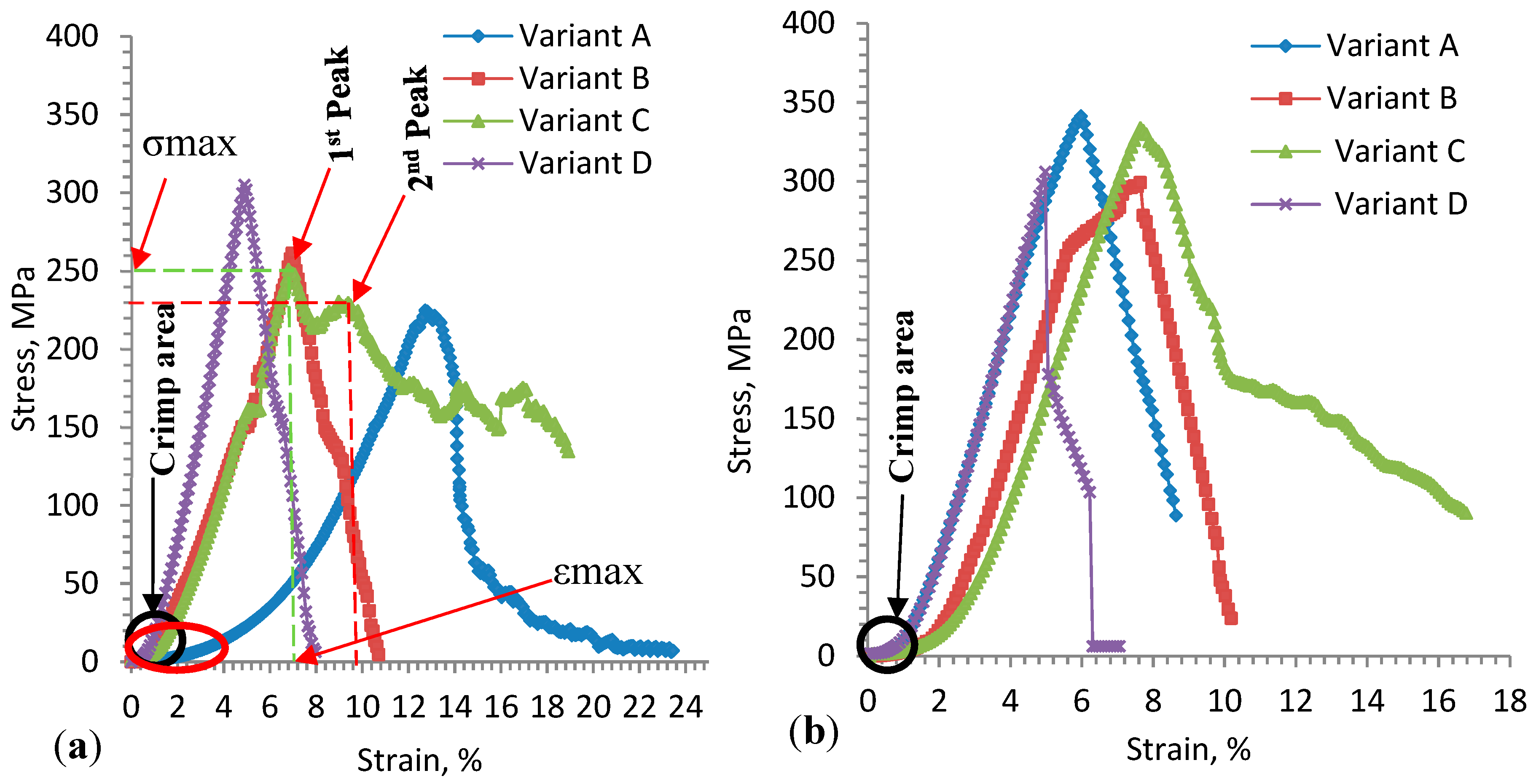
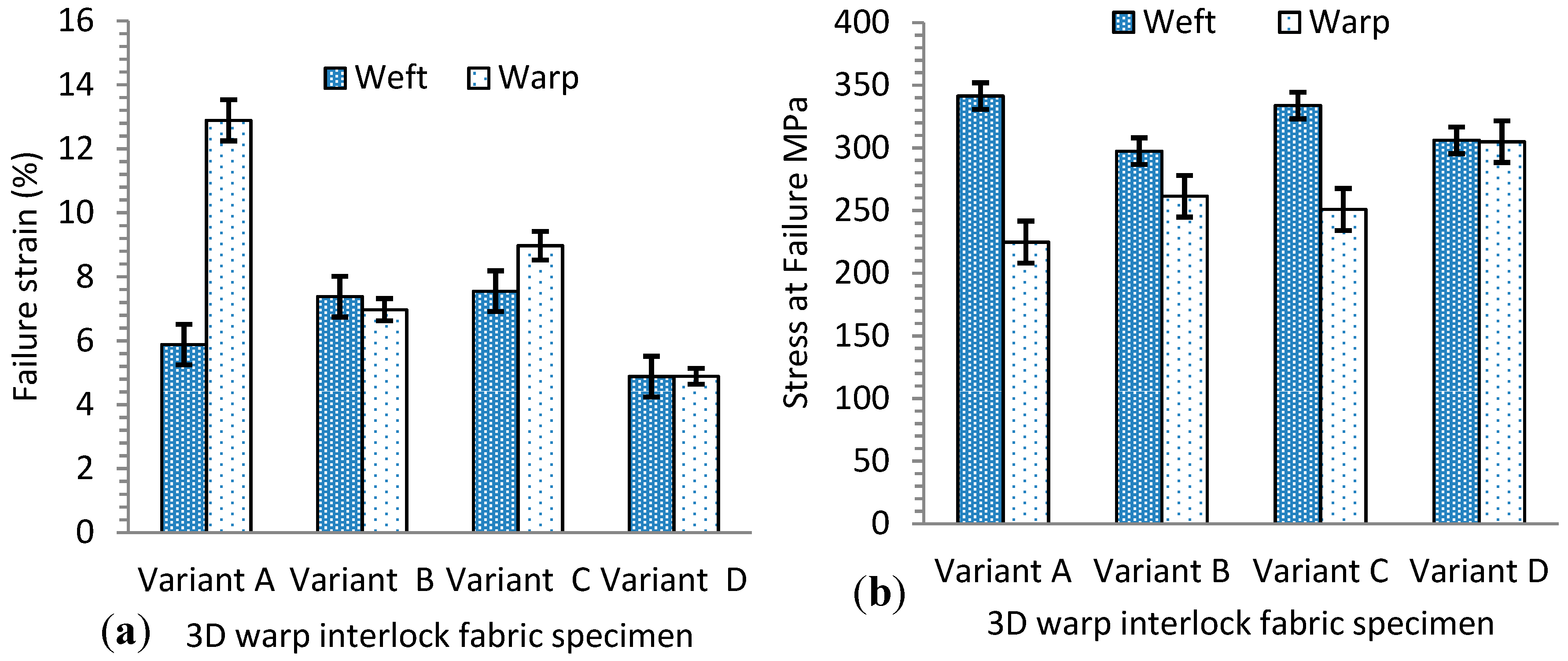
3.2. Fabric Uniaxial Tensile Property
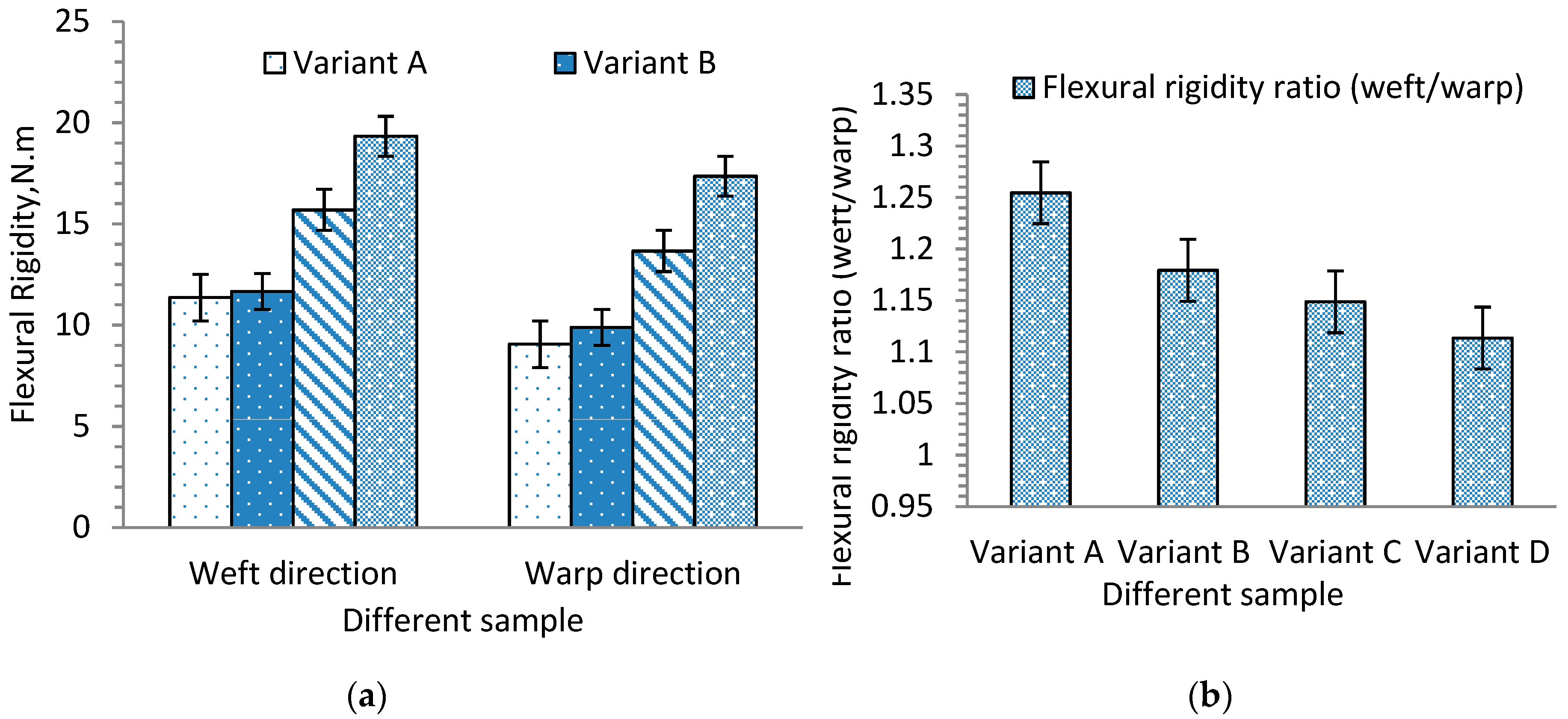
3.3. Fabric Flexural Rigidity Behavior
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Moure, M.; Feito, N.; Aranda-Ruiz, J.; Loya, J.; Rodriguez-Millán, M. On the characterization and modelling of high-performance para-aramid fabrics. Compos. Struct. 2019, 212, 326–337. [Google Scholar] [CrossRef]
- Abtew, M.A.; Boussu, F.; Bruniaux, P.; Loghin, C.; Cristian, I.; Chen, Y.; Wang, L. Forming characteristics and surface damages of stitched multi-layered para-aramid fabrics with various stitching parameters for soft body armour design. Compos. Part A Appl. Sci. Manuf. 2018, 109, 517–537. [Google Scholar] [CrossRef]
- Abtew, M.A.; Boussu, F.; Bruniaux, P.; Loghin, C.; Cristian, I.; Chen, Y.; Wang, L. Ballistic impact performance and surface failure mechanisms of two-dimensional and three-dimensional woven p-aramid multi-layer fabrics for lightweight women ballistic vest applications. J. Ind. Text. 2019, 1–3. [Google Scholar] [CrossRef]
- Abtew, M.A.; Boussu, F.; Bruniaux, P.; Loghin, C.; Cristian, I. Engineering of 3D warp interlock p-aramid fabric structure and its energy absorption capabilities against ballistic impact for body armour applications. Compos. Struct. 2019, 225, 111179. [Google Scholar] [CrossRef]
- Bilisik, K.; Karaduman, N.S.; Bilisik, N.E.; Bilisik, H.E. Three-dimensional fully interlaced woven preforms for composites. Text. Res. J. 2013, 83, 2060–2084. [Google Scholar] [CrossRef]
- Khokar, N. 3D-Weaving: Theory and Practice. J. Text. Inst. 2001, 92, 193–207. [Google Scholar] [CrossRef]
- Abtew, M.A.; Boussu, F.; Bruniaux, P.; Loghin, C.; Cristian, I. Enhancing the Ballistic Performances of 3D Warp Interlock Fabric Through Internal Structure as New Material for Seamless Female Soft Body Armor Development. Appl. Sci. 2020, 10, 4873. [Google Scholar] [CrossRef]
- Abtew, M.A.; Bruniaux, P.; Boussu, F.; Loghin, C.; Cristian, I.; Chen, Y.; Wang, L. A systematic pattern generation system for manufacturing customized seamless multi-layer female soft body armour through dome-formation (moulding) techniques using 3D warp interlock fabrics. J. Manuf. Syst. 2018, 49, 61–74. [Google Scholar] [CrossRef]
- Chen, X.; Lo, W.-Y.; Tayyar, A.; Day, R. Mouldability of Angle-Interlock Woven Fabrics for Technical Applications. Text. Res. J. 2002, 72, 195–200. [Google Scholar] [CrossRef]
- Boussu, F.; Legrand, X.; Nauman, S.; Binetruy, C. Mouldability of angle interlock fabrics. In Proceedings of the FPCM-9, the 9th International Conference on Flow Processes in Composite Materials, Montréal, QC, Canada, 8–10 July 2008. [Google Scholar]
- Dufour, C.; Boussu, F.; Wang, P.; Soulat, D.; Ghys, P. Forming behaviour of 3D warp interlock fabric to produce tubular cross composite part. In Proceedings of the 14th AUTEX World Textile Conference, Bursa, Turkey, 26–28 May 2014. [Google Scholar]
- Corbin, A.-C.; Boussu, F.; Ferreira, M.; Soulat, D. Influence of 3D warp interlock fabrics parameters made with flax rovings on their final mechanical behaviour. J. Ind. Text. 2018, 49, 1123–1144. [Google Scholar] [CrossRef]
- Chen, X.; Spola, M.; Paya, J.G.; Sellabona1, P.M. Experimental Studies on the Structure and Mechanical Properties of Multi-layer and Angle-interlock Woven Structures. J. Text. Inst. 1999, 90, 91–99. [Google Scholar] [CrossRef]
- Abtew, M.A.; Boussu, F.; Bruniaux, P.; Loghin, C.; Cristian, I.; Chen, Y.; Wang, L. Influences of fabric density on mechanical and moulding behaviours of 3D warp interlock para-aramid fabrics for soft body armour application. Compos. Struct. 2018, 204, 402–418. [Google Scholar] [CrossRef]
- Chen, X.; Zanini, I. An Experimental Investigation into the Structure and Mechanical Properties of 3D Woven Orthogonal Structures. J. Text. Inst. 1997, 88, 449–464. [Google Scholar] [CrossRef]
- Gu, H.; Zhili, Z. Tensile behavior of 3D woven composites by using different fabric structures. Mater. Des. 2002, 23, 671–674. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, D. Effect of Fabric Structures on the Mechanical Properties of 3-D Textile Composites. J. Ind. Text. 2006, 35, 239–256. [Google Scholar] [CrossRef]
- Behera, B.; Dash, B. Mechanical behavior of 3D woven composites. Mater. Des. 2015, 67, 261–271. [Google Scholar] [CrossRef]
- Dai, S.; Cunningham, P.; Marshall, S.; Silva, C. Influence of fibre architecture on the tensile, compressive and flexural behaviour of 3D woven composites. Compos. Part A Appl. Sci. Manuf. 2015, 69, 195–207. [Google Scholar] [CrossRef] [Green Version]
- Umer, R.; Alhussein, H.; Zhou, J.; Cantwell, W. The mechanical properties of 3D woven composites. J. Compos. Mater. 2016, 51, 1703–1716. [Google Scholar] [CrossRef] [Green Version]
- Sheng, S.Z.; Van Hoa, S. Modeling of 3D Angle Interlock Woven Fabric Composites. J. Thermoplast. Compos. Mater. 2003, 16, 45–58. [Google Scholar] [CrossRef]
- Hu, J. 3D Fibrous Assemblies, Properties Applications and Modelling of Three Dimensional Textile Structure; Woodhead Publishing in Textiles: Cambridge, UK, 2008. [Google Scholar]
- Corbin, A.-C.; Kececi, A.; Boussu, F.; Ferreira, M.; Soulat, D. Engineering Design and Mechanical Property Characterisation of 3D Warp Interlock Woven Fabrics. Appl. Compos. Mater. 2018, 25, 811–822. [Google Scholar] [CrossRef]
- Isa, M.; Ahmed, A.; Aderemi, B.; Taib, R.; Mohammed-Dabo, I. Effect of fiber type and combinations on the mechanical, physical and thermal stability properties of polyester hybrid composites. Compos. Part B Eng. 2013, 52, 217–223. [Google Scholar] [CrossRef]
- Bandaru, A.K.; Patel, S.; Sachan, Y.; Ahmad, S.; Alagirusamy, R.; Bhatnagar, N. Mechanical characterization of 3D angle-interlock Kevlar/basalt reinforced polypropylene composites. Polym. Test. 2016, 55, 238–246. [Google Scholar] [CrossRef]
- Bandaru, A.K.; Sachan, Y.; Ahmad, S.; Alagirusamy, R.; Bhatnagar, N. On the mechanical response of 2D plain woven and 3D angle-interlock fabrics. Compos. Part B Eng. 2017, 118, 135–148. [Google Scholar] [CrossRef]
- Boussu, F.; Picard, S.; Soulat, D. Interesting mechanical properties of 3D warp interlock fabrics. In Narrow and Smart Textiles; Springer International Publishing: Cham, Switzerland, 2018; pp. 21–31. [Google Scholar]
- Dash, A.K.; Behera, B.K. Role of stuffer layers and fibre volume fractions on the mechanical properties of 3D woven fabrics for structural composites applications. J. Text. Inst. 2018, 110, 614–624. [Google Scholar] [CrossRef]
- Abtew, M.A.; Boussu, F.; Bruniaux, P.; Loghin, C.; Cristian, I.; Chen, Y.; Wang, L. Yarn degradation during weaving process and its effect on the mechanical behaviours of 3D warp interlock p-aramid fabric for industrial applications. J. Ind. Text. 2020, 1–24. [Google Scholar] [CrossRef]
- Dahale, M.; Neale, G.; Lupicini, R.; Cascone, L.; McGarrigle, C.; Kelly, J.; Archer, E.; Harkin-Jones, E.; McIlhagger, A. Effect of weave parameters on the mechanical properties of 3D woven glass composites. Compos. Struct. 2019, 223, 110947. [Google Scholar] [CrossRef]
- Chou, S.; Chen, H.-C.; Chen, H.-E. Effect of weave structure on mechanical fracture behavior of three-dimensional carbon fiber fabric reinforced epoxy resin composites. Compos. Sci. Technol. 1992, 45, 23–35. [Google Scholar] [CrossRef]
- Nasrun, F.M.Z.; Yahya, M.F.; Ghani, S.A.; Ahmad, M.R. Effect of weft density and yarn crimps towards tensile strength of 3D angle interlock woven fabric. AIP Conf. Proc. 2016, 1774, 020003. [Google Scholar]
- Rao, M.; Sankar, B.; Subhash, G. Effect of Z-yarns on the stiffness and strength of three-dimensional woven composites. Compos. Part B Eng. 2009, 40, 540–551. [Google Scholar] [CrossRef] [Green Version]
- Umair, M.; Hamdani, S.T.A.; Asghar, M.A.; Hussain, T.; Karahan, M.; Nawab, Y.; Ali, M. Study of influence of interlocking patterns on the mechanical performance of 3D multilayer woven composites. J. Reinf. Plast. Compos. 2018, 37, 429–440. [Google Scholar] [CrossRef]
- Labanieh, A.R.; Liu, Y.; Vasiukov, D.; Soulat, D.; Panier, S. Influence of off-axis in-plane yarns on the mechanical properties of 3D composites. Compos. Part A Appl. Sci. Manuf. 2017, 98, 45–57. [Google Scholar] [CrossRef]
- Zhang, D.; Sun, M.; Liu, X.; Xiao, X.; Qian, K. Off-axis bending behaviors and failure characterization of 3D woven composites. Compos. Struct. 2019, 208, 45–55. [Google Scholar] [CrossRef]
- Boussu, F.; Cristian, I.; Nauman, S. General definition of 3D warp interlock fabric architecture. Compos. Part B Eng. 2015, 81, 171–188. [Google Scholar] [CrossRef]
- Cox, B.; Dadkhah, M.; Morris, W.; Flintoff, J. Failure mechanisms of 3D woven composites in tension, compression, and bending. Acta Met. Mater. 1994, 42, 3967–3984. [Google Scholar] [CrossRef]
- AFNOR.EN NF ISO 5084. Textiles–Determination of Thickness of Textiles and Textile Products; ISO TC 38: 1996. pp. 1–5. Available online: https://www.iso.org/standard/23348.html (accessed on 18 September 2020).
- AFNOR.EN N 12127. Textiles–Fabrics-Determination of Mass Per Unit Area Using Small Samples. 1998, pp. 1–10. Available online: https://www.en-standard.eu/bs-en-12127-1998-textiles-fabrics-determination-of-mass-per-unit-area-using-small-samples/ (accessed on 18 September 2020).
- Roylance, D. Ballistics of Transversely Impacted Fibers. Text. Res. J. 1977, 47, 679–684. [Google Scholar] [CrossRef]
- Chu, T.-L.; Ha-Minh, C.; Imad, A. A numerical investigation of the influence of yarn mechanical and physical properties on the ballistic impact behavior of a Kevlar KM2® woven fabric. Compos. Part B Eng. 2016, 95, 144–154. [Google Scholar] [CrossRef]
- Cheeseman, B.A.; Bogetti, T.A. Ballistic impact into fabric and compliant composite laminates. Compos. Struct. 2003, 61, 161–173. [Google Scholar] [CrossRef]
- AFNOR. NF EN ISO 13934-1. Tensile Properties of Fabrics, Part 1: Determination of Maximum Force and Elongation at Maximum Force Using the Strip Method. 2013, p. 10. Available online: https://www.iso.org/standard/60676.html (accessed on 18 September 2020).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Binding Warp Direction | Stuffer Warp Direction | |||
| Sample | Tensile Stress, MPa | Strain at Failure, % | Tensile Stress, MPa | Strain at Failure, % |
| Variant A | 191.11 ± 6.9 | 5.80 ± 0.9 | - | - |
| Variant B | 212.04 ± 7.6 | 5.56 ± 1.1 | 222.10 ± 10.1 | 5.22 ± 0.2 |
| Variant C | 188.18 ± 7.9 | 6.01 ± 0.76 | 212.73 ± 9.6 | 5.13 ± 0.11 |
| Variant D | 227.9 ± 10.9 | 5.73 ± 0.6 | 237.60 ± 12.1 | 5.76 ± 0.46 |
| Variant A | Variant B | Variant C | Variant D | |||||
|---|---|---|---|---|---|---|---|---|
| Weft Layer | Tensile Stress, MPa | Strain at Failure, % | Tensile Stress, MPa | Strain at Failure, % | Tensile Stress, MPa | Strain at Failure, % | Tensile Stress, MPa | Strain at Failure, % |
| layer 1 | 216.5 ± 10.9 | 5.3 ± 0.6 | 263.5 ± 11.6 | 5.9 ± 0.5 | 231.5 ± 11.9 | 5.8 ± 0.6 | 233.1 ± 6.9 | 5.6 ± 0.7 |
| layer 2 | 217.1 ± 9.9 | 5.3 ± 0.7 | 217.0 ± 9.2 | 5.3 ± 0.9 | 231.8 ± 10.2 | 6.0 ± 0.9 | 231.9 ± 8.9 | 5.5 ± 0.8 |
| layer 3 | 224.8 ± 11.2 | 5.3 ± 0.6 | 225.9 ± 10.1 | 5.4 ± 0.9 | 233.3 ± 12.4 | 5.5 ± 0.7 | 231.7 ± 11.1 | 5.7 ± 1.1 |
| layer 4 | 211.1 ± 8.9 | 5.4 ± 0.68 | 263.0 ± 10.59 | 5.8 ± 0.6 | 237.6 ± 10.4 | 5.8 ± 1.0 | 218.2 ± 10.9 | 5.5 ± 1.0 |
| layer 5 | 214.2 ± 7.2 | 5.5 ± 0.8 | 251.6 ± 9.8 | 6.1 ± 0.9 | 217.6 ± 8.9 | 5.5 ± 0.8 | 211.7 ± 6.9 | 5.4 ± 0.7 |
| Warp Direction | Weft Direction | |||
|---|---|---|---|---|
| Sample | Tensile Stress, MPa | Strain at Failure, % | Tensile Stress, MPa | Strain at Failure, % |
| Variant A | 224.80 ± 11.2 | 12.88 ± 1.1 | 341.40 ± 10 | 5.88 ± 0.68 |
| Variant B | 261.34 ± 12.3 | 6.97 ± 0.67 | 297.31 ± 9.8 | 7.38 ± 0.9 |
| Variant C | 250.84 ± 9.8 | 8.97 ± 0.7 | 333.82 ± 12 | 7.55 ± 0.69 |
| Variant D | 304.94 ± 10.9 | 4.89 ± 0.64 | 306.10 ± 8.2 | 4.88 ± 0.76 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abtew, M.A.; Boussu, F.; Bruniaux, P.; Liu, H. Fabrication and Mechanical Characterization of Dry Three-Dimensional Warp Interlock Para-Aramid Woven Fabrics: Experimental Methods toward Applications in Composite Reinforcement and Soft Body Armor. Materials 2020, 13, 4233. https://doi.org/10.3390/ma13194233
Abtew MA, Boussu F, Bruniaux P, Liu H. Fabrication and Mechanical Characterization of Dry Three-Dimensional Warp Interlock Para-Aramid Woven Fabrics: Experimental Methods toward Applications in Composite Reinforcement and Soft Body Armor. Materials. 2020; 13(19):4233. https://doi.org/10.3390/ma13194233
Chicago/Turabian StyleAbtew, Mulat Alubel, Francois Boussu, Pascal Bruniaux, and Han Liu. 2020. "Fabrication and Mechanical Characterization of Dry Three-Dimensional Warp Interlock Para-Aramid Woven Fabrics: Experimental Methods toward Applications in Composite Reinforcement and Soft Body Armor" Materials 13, no. 19: 4233. https://doi.org/10.3390/ma13194233