Portland Cements with High Content of Calcined Clay: Mechanical Strength Behaviour and Sulfate Durability

Abstract
:1. Introduction
2. Materials and Methods
2.1. Bill of Materials
- Two Portland cements (P, Portland Valderrivas company, Madrid, Spain), with an excessively big difference in terms of mineralogical phase composition, were chosen to ensure that the results would be extensive to any type of P. The first one was denominated P1 and characterized by its high C3A(%) content. On the other hand, the second Portland cement, PY6, was selected due to its low C3A(%) and high C3S(%) contents.
- Calcined clay (M) was prepared by a clay with kaolinite mineral content of around 45%. This material was calcined at 750 °C, its granular composition being in accordance with ASTM C 595M-95 standard [26] (retained at wet sieved on n° 325 (45 µm) sieve, max = 20%). The elemental composition of M was determined by X-ray fluorescence (XRF). In addition, reactive silica content was determined by Spanish standard UNE 80-225 [27] (16.17%) and reactive alumina content by the Florentin [28] procedure (9.67%).
- Gypsum, natural stone (Ibericos Gypsum S.A., Madrid, Spain) (with a high CaSO4 2H2O content, 95.58%) was used as aggressive media. The SO3 content of this type of sulfate recourse was 45.87%.
- Lime, Calcium hydroxide (CH) (Carbonatos calcicos del norte, Madrid, Spain), 98%, extra pure.
2.2. Experimental Procedure
3. Results and Discussion
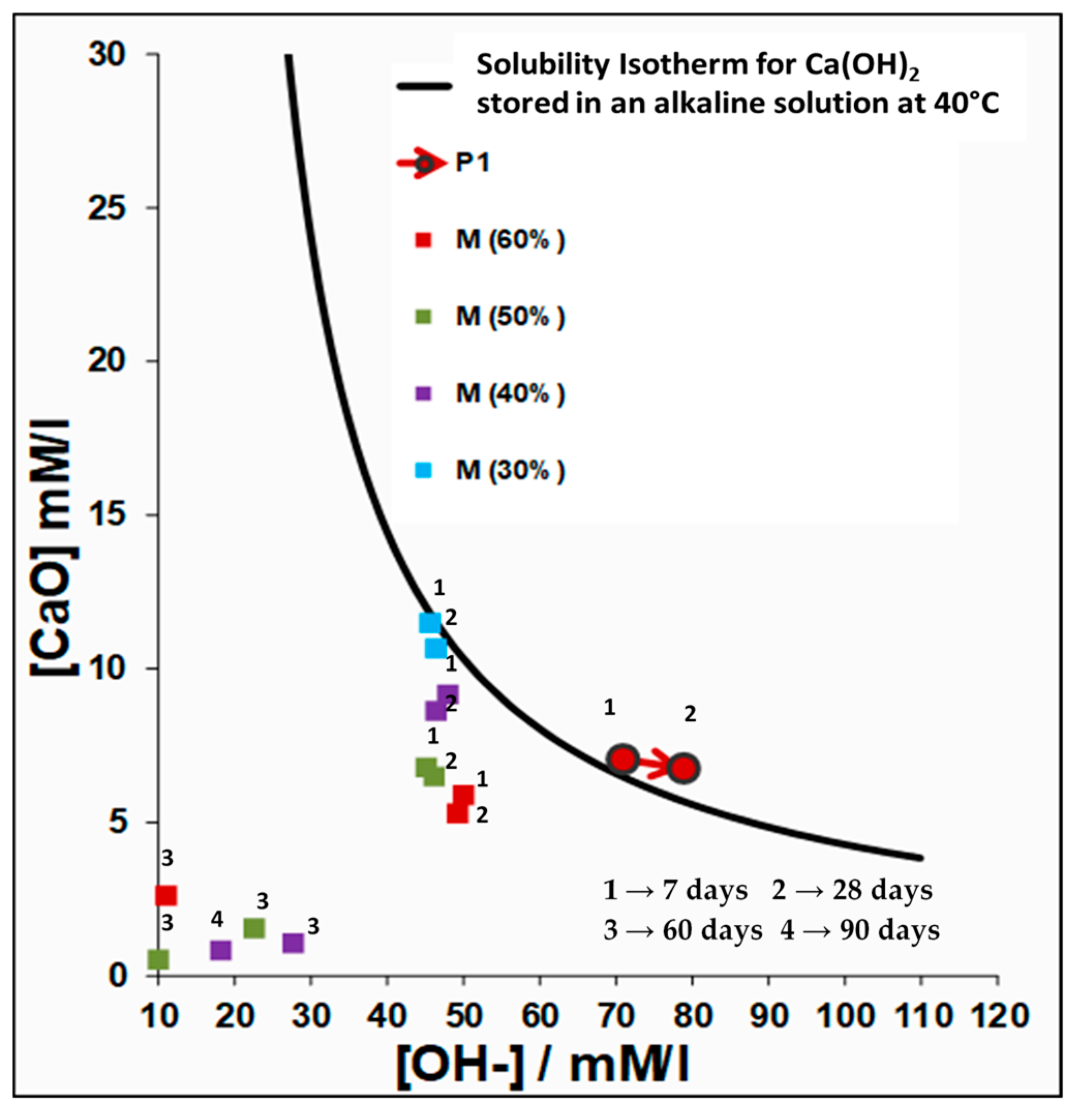
3.1. Pozzolanicity Test
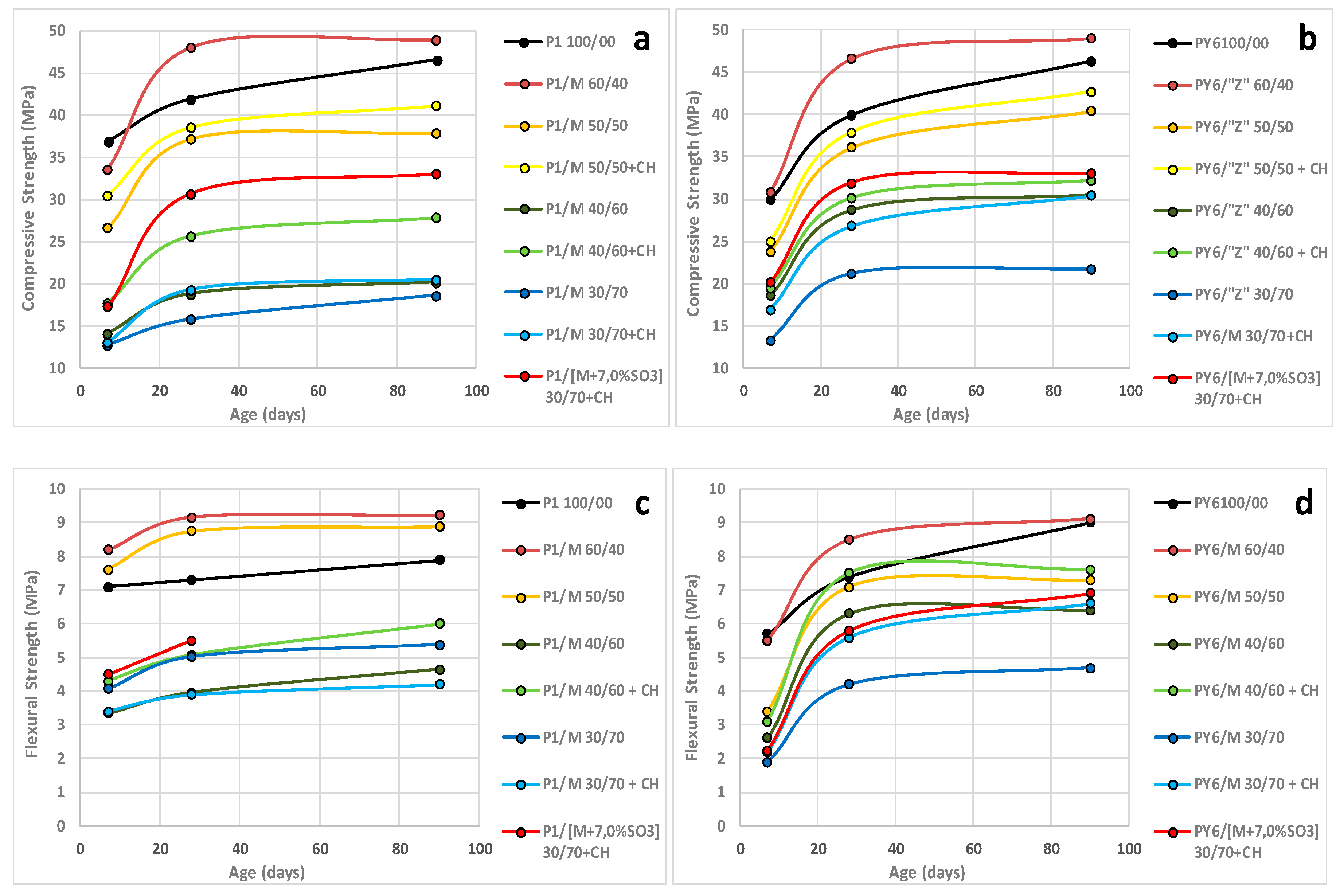
3.2. Mechanical Strenghts
- Firstly, there was a significant decrease in the mechanical strengths of blended cements when the percentage of substitution by pozzolan was increased. The explanation of this result can be approached from two points of view: first, by the progressive reduction of clinker content in cements when the calcined clay content increased, and secondly, by increasing the content of pozzolan in blended cements. The high pozzolanic activity of M produced a significant reduction of portlandite level in liquid phase of each mortar. Due to this phenomenon, activated clay didn’t develop all its pozzolanic activity to generate hydration products because there was not enough Ca(OH)2 to react with the pozzolan. This hypothesis was verified when a certain amount of CH was added to each blended cement. By performing this practice, all blended cements increased their mechanical strengths significantly at all ages. Furthermore, blended cements P/M 60/40 confirm that this ratio was the only one that had enough portlandite, so CC could develop a complete pozzolanic activity. The mechanical performance of these cements exceeded that of their reference Portland cement.
- Secondly, as shown in Figure 2, in blended cements where Ca(OH)2 concentration was extremely low, i.e., 40/60 and 30/70 percentages, an increase in compressive mechanical strengths for PY6/M blends was observed. This phenomenon can be explained by the higher C3S content (%) of this cement, which was 79.43%, in contrast, P1 contained 51.05%. For this reason, this PY6 blended cements were able to release a greater amount of Ca(OH)2 during cement hydration to chemically react with the SiO2r− and Al2O3r− of the CC to form a greater amount of several hydrated calcium aluminates [11] and CSH gels, later giving way to tobermorites [31]. In case of the results obtained from flexural strengths, the behavior could be explained in a similar way: the higher available amount of Ca(OH)2 in the mixing water and in storage water of the standard mortar specimens of blended cements [30] could react with the coarse and fine grains of the siliceous sand of mortar. So, the interfacial transition zone (ITZ) of siliceous aggregate–cement paste [32] increases its thickness with the age and, consequently, increases the pure tensile stress that must be carried out to break it. The quantification of this tensile stress could be carried out by the subjecting of mortar specimens to a flexural test, as has been done.
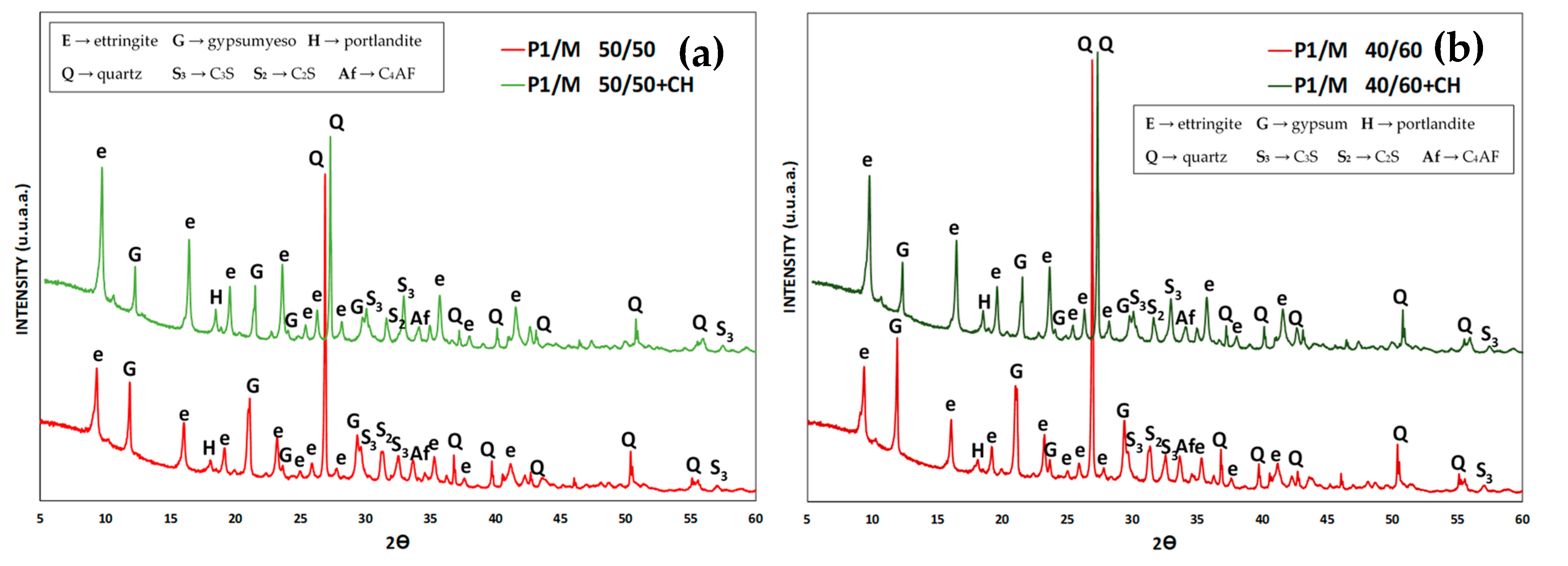
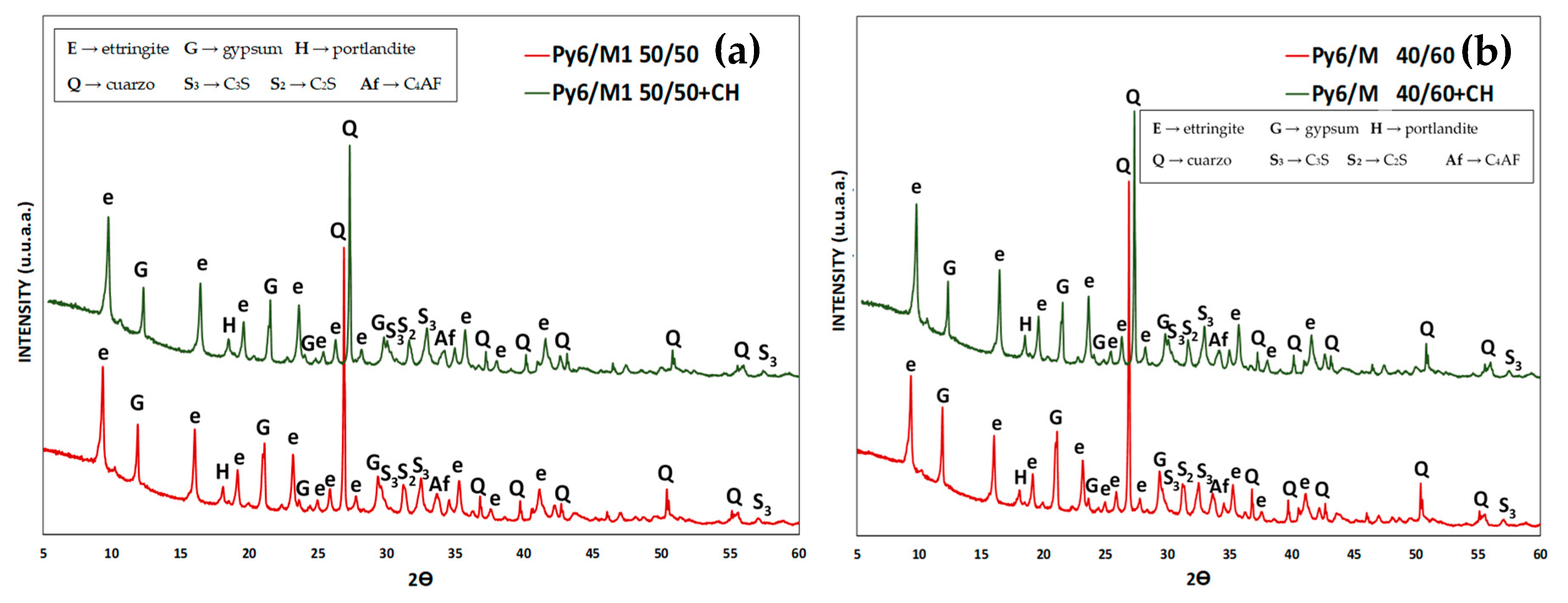
- Thirdly, with respect to the results obtained for the P/M 30/70 + CH blended cements when they were provided with an additional 7% SO3 content in form of natural gypsum stone, a great improvement in the compression mechanical strengths was observed in comparison with the corresponding P/M 30/70 + CH blends. The explanation for this good behavior can be explained by the excess of gypsum effect (=7.0% SO3) which, instead of reacting as an aggressive material, acts as a “setting controller” in cements blended with CC. Indeed, mechanical performance of such blends were of an order of magnitude like that observed in P/M 50/50 blended cements, that their clinker content was twenty percent higher (ett-rf and ett-lf formed in this case [33] naturally played a role in these beneficial results). With the rise in the SO3/Al2O3 molar ratio occasioned by the excess gypsum, the AFt did not convert into AFm. Both phases were detected by XRD, which will be shown later.
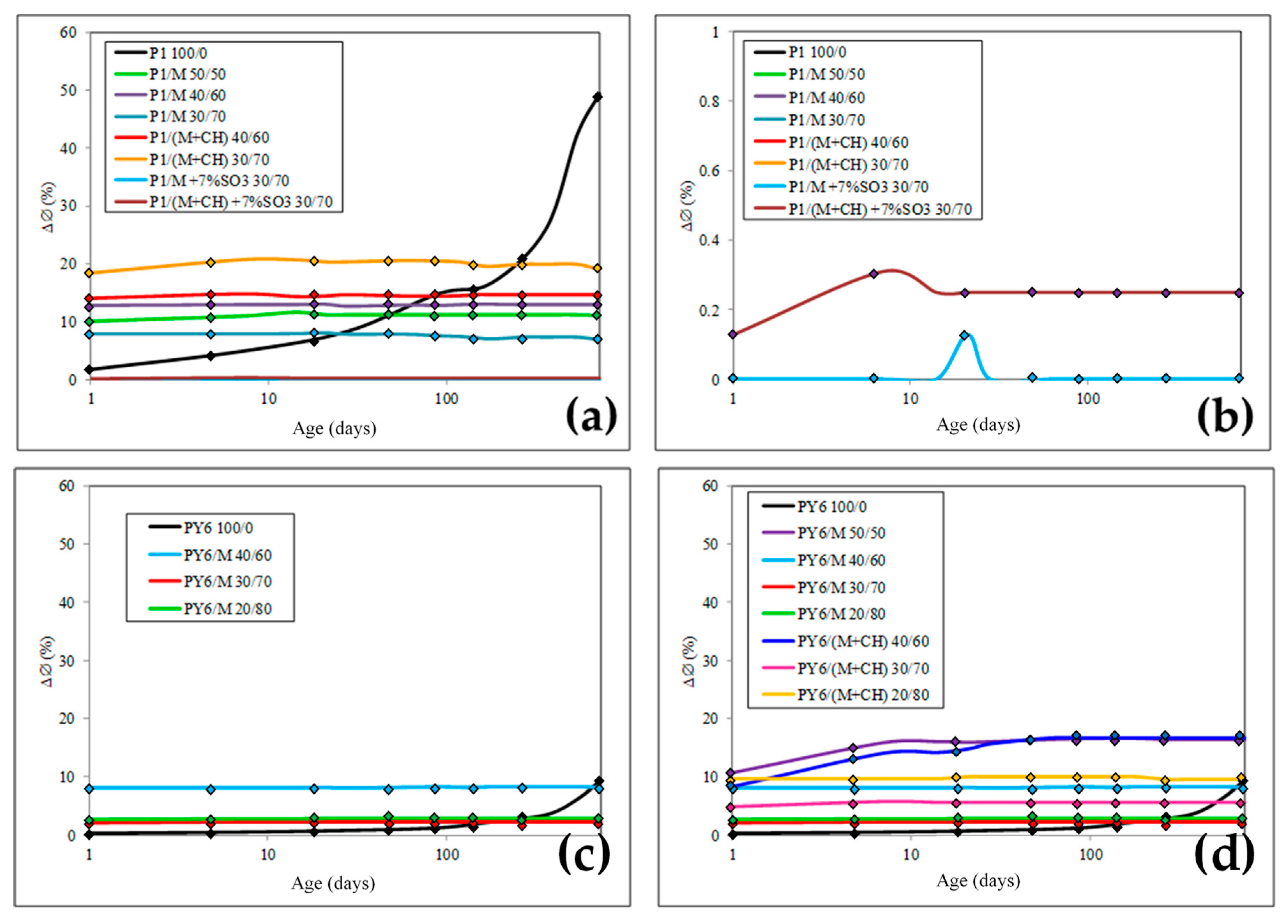
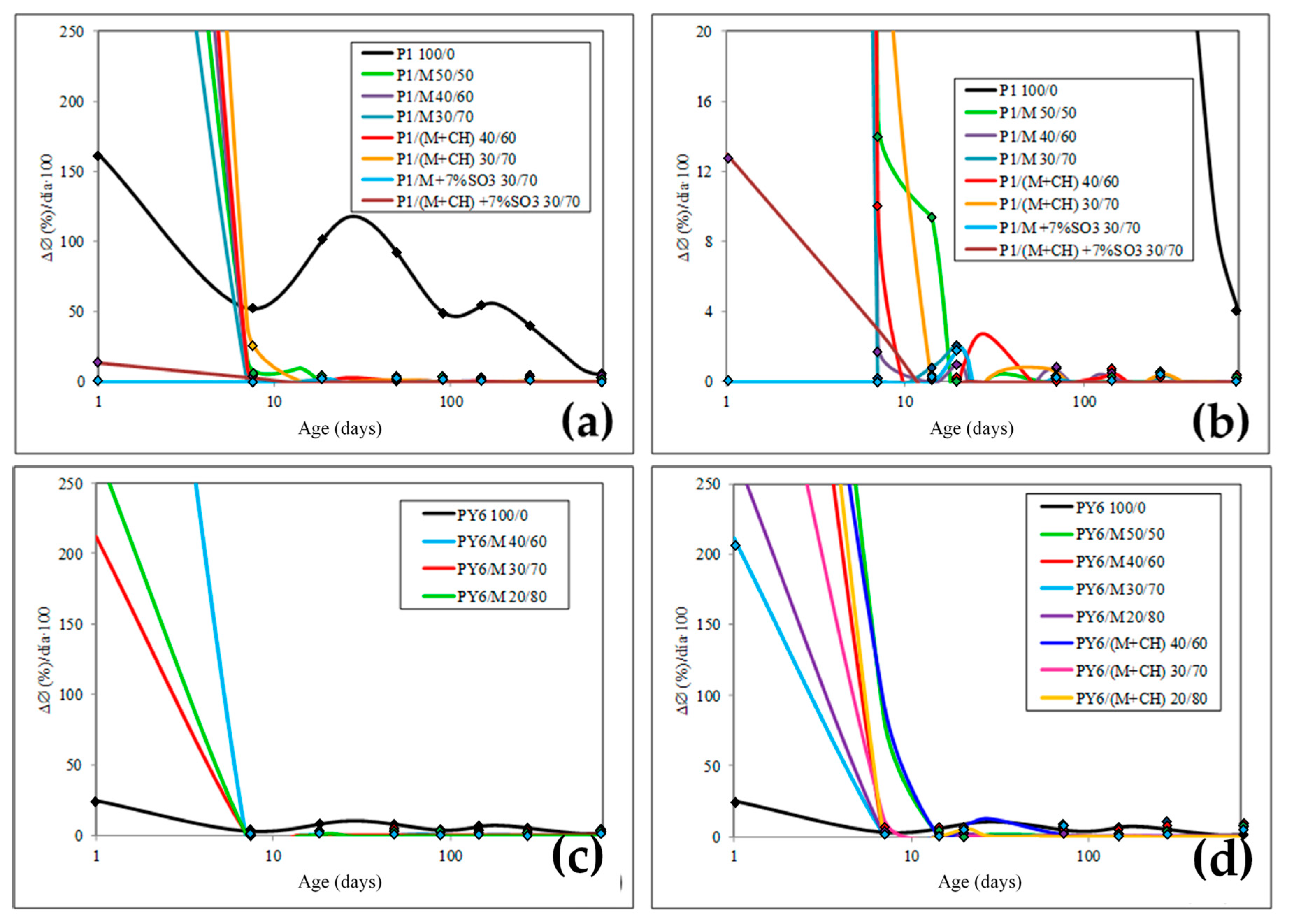
3.3. Le Chatelier–Anstett (L–A) Test
Observations
- Firstly, the expansion of L-A specimens was most important with a rising proportion of M, but when this quantity of M calcined clay was higher than 60%, there was a significant decrease in L-A specimen expansion. It is common that, at the age of 1 day, ΔØ values are extremely high. Thus, ΔØ1day values fit the following inequality:ΔØ1day: P1 < P1/M 30/70 < P1/M 50/50 < P1/ 40/60 < P1/M 40/60 + CH < P1/M 30/70 + CH
- 2.
- Secondly, the insignificant expansion of L-A specimens in case of blended cements P1/M 30/70 and P1/M 30/70 + CH when previously a 7% SO3. The L–A test findings (Figure 3 and Figure 4) showed that, by the criteria put forward by Talero [9], these cement pastes were highly sulfate resistant, for their, ΔØ28d were lower than the 1.25% ceiling. However, these results weren´t consistent with the crystalline composition of this P1 and the Al2O3r− amount of CC, see Table 1. Therefore, the key question is why these L-A specimens didn´t expand as they should in this accelerated test.
- Firstly, the expansion of L-A specimens was most important with rising proportion of M, but a kinetic difference was found. When this quantity of M calcined clay was higher than 60% there was a significant decrease in L-A specimen expansion as well.
4. Conclusions
- The obtained results confirm the SR increase and mechanical strengths decrease of a Portland cement when it´s replaced by a CC in amounts greater than 40%. This result is a consequence of the chemical effect derived from the pozzolanic activity of the CC which was blended. A considerable decrease in portlandite was then caused in the liquid phase of its paste.
- With such high CC replacement percentages, various blended cements met the regulated specifications for compressive mechanical strengths (CMS) and flexural mechanical strengths (FMS). In contrast, some blended cements didn’t reach the minimum available amount of portlandite in the liquid phase so that CC could develop its full pozzolanic activity to guarantee the reaction products stability.
- In sulfate resistance tests, the expansion decrease ratio in the cements with a higher quantity of CC is due to the lower proportional concentration of portlandite from the beginning to the end of the test. This lower amount of CH prevented the formation of all the ett-rf amounts of CC origin. In the case of P1 cement, the expansion was also induced by the content of C3A (%) of P1, which was able to stimulate CC
- With the external addition of CH, the CC was able to show its true chemical character and behavior against the attack of sulfates. With this, the greater amount of ett-rf formation of Al2O3r– pozzolan origin caused a decrease in its RS and the increase in mechanical strengths was generated for 28 and 90 days in EN 196-1 mortar specimens of the new pozzolanic cement CEM IV/B type.
Author Contributions
Funding
Conflicts of Interest
References
- Damtoft, J.S.; Lukasik, J.; Herfort, D.; Sorrentino, D.; Gartner, E.M. Sustainable development and climate change initiatives. Cem. Concr. Res. 2008, 38, 115–127. [Google Scholar] [CrossRef]
- Scrivener, K.; John, V.; Gartner, E. Eco-Efficient Cements: Potential Economically Viable Solutions for a Low-CO2 Cement-Based Materials Industry; Technical Report; UNEP (United Nations Environment Program): New York, NY, USA, December 2016. [Google Scholar]
- Mehta, P.K. Pozzolanic and Cementitious By-products as Mineral Admixtures for Concrete—A Critical Review; Fly Ash, Silica Fume Slag & Other Mineral By-Products in Concrete; American Concrete Institute: Detroit, MI, USA, 1983; Volume 1, pp. 1–46. [Google Scholar]
- Trusilewicz, L.; Fernandez Martinez, F.; Talero, R. TEM and SAED characterization of metakaolin. Pozzolanic activity. J. Am. Ceram. Soc. 2012, 95, 2989–2996. [Google Scholar] [CrossRef] [Green Version]
- Nowoświat, A.; Gołaszewski, J. Influence of the Variability of Calcareous Fly Ash Properties on Rheological Properties of Fresh Mortar with Its Addition. Materials 2019, 12, 1942. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Moghadam, H.A.; Mirzaei, A.; Dehghi, Z.A. The relation between porosity, hydration degree and compressive strength of Portland cement pastes in the presence of aluminum chloride additive. Constr. Build. Mater. 2020, 250, 118884. [Google Scholar] [CrossRef]
- Rahhal, V.; Bonavetti, V.; Trusilewicz, L.; Pedrajas, C.; Talero, R. Role of the filler on Portland cement hydration at early ages. Constr. Build. Mater. 2012, 27, 82–90. [Google Scholar] [CrossRef]
- CEMENTO VERDE. Amigable con el Planeta. Available online: https://colombia.argos.co/Conoce-nuestros-productos/Cemento-Verde (accessed on 28 June 2020).
- Talero, R. Contribution to the Analytical and Physical-Chemical Study of the System: Pozzolanic Cements—Gypsum—Water (at 20 ± 2 °C). Ph.D. Thesis, Complutense University of Madrid, Madrid, Spain, January 1986. [Google Scholar]
- ASTM C 618-08a Standard. Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. In Annual Book of ASTM Standards, Section 4 Construction; ASTM International: West Conshohocken, PA, USA, 1994; Volume 04.02. [Google Scholar]
- Talero, R. Expansive Synergic Effect of ettringite from pozzolan and from OPC, co-precipitating in a common plaster-bearing solution. Part I. By cement pastes and mortars. Constr. Build. Mater. 2010, 24, 779–789. [Google Scholar] [CrossRef]
- Talero, R. Co-precipitation of ettringite of rapid and slow formation. Consequence: Expansive Synergic Effect. Its demonstration by mortars and concretes. Mater. Construcc. 2011, 61, 327–352. [Google Scholar] [CrossRef] [Green Version]
- Murat, R.; Comel, C. Hydration reaction and hardening of calcined clays and related minerals. Part III. Influence of calcination process of kaolinite on mechanical strengths of hardened metakaolinite. Cem. Concr. Res. 1983, 13, 631–637. [Google Scholar] [CrossRef]
- Mejía, R.; Delvasto, S.; Talero, R. Chloride diffusion measured by a modified permeability test in normal and blended cements. Adv. Cem. Res. 2003, 15, 113–118. [Google Scholar] [CrossRef]
- Krishnan, S.; Emmanuel, A.C.; Bishnoi, S. Effective clinker replacement using SCM in low clinker cements. RILEM Bookseries 2015, 10, 517–521. [Google Scholar]
- Scrivener, K.; Avet, F.; Zunino, F.; Ston, J. More sustainable constructions using limestone calcined clay cement (LC3). In Proceedings of the 5th International Conference on Sustainable Construction Materials and Technologies, SCMT 2019, Kingston upon Thames, UK, 14–17 July 2019. [Google Scholar]
- Barbalho, E.A.; Silva, E.F.; Rêgo, J.H.S. Study of the proportion of calcined clay and limestone filer in the LC3 cement at different replacement levels. Rev. Mat. 2020, 25. [Google Scholar] [CrossRef] [Green Version]
- Bishnoi, S.; Maity, S. Limestone calcined clay cement: The experience in india this far. RILEM Bookseries 2018, 16, 64–68. [Google Scholar]
- Huang, W.; Kazemi-Kamyab, H.; Sun, W.; Scrivener, K. Effect of replacement of silica fume with calcined clay on the hydration and microstructural development of eco-UHPFRC. Mater. Des. 2017, 121, 36–46. [Google Scholar] [CrossRef]
- Shah, V.; Parashar, A.; Mishra, G.; Medepalli, S.; Krishnan, S.; Bishnoi, S. Influence of cement replacement by limestone calcined clay pozzolan on the engineering properties of mortar and concrete. Adv. Cem. Res. 2020, 32, 101–111. [Google Scholar] [CrossRef]
- Kaminskas, R.; Kubiliute, R.; Prialgauskaite, B. Smectite clay waste as an additive for Portland cement. Cem. Concr. Comp. 2020, 113. [Google Scholar] [CrossRef]
- RILEM CPC-18. Measurement of hardened concrete carbonation depth. Mater. Struct. 1988, 21, 453–455. [Google Scholar] [CrossRef]
- Blondiau, L. Considerations diverses relatives à l´essai de resistance chimique au sulfate de calcium suivant le processus Le Chatelier-Ansttet. Rev. Mat. Constr. Trav. Pub. 1961, 546, 189–220. [Google Scholar]
- Aramburo, C. Sulfate and Mechanical Strengths Performance of Portland Cements with Pozzolans High Contents (≥40%). Chemical Fundaments and Justification of Other Possible Consequences. Ph.D. Thesis, Politecnica University of Madrid, Madrid, Spain, January 2019. [Google Scholar]
- EN 197-1 Standard. In Standard: Cement. Part I: Composition, Specifications and Conformity Criteria for Common Cements; AENOR: Madrid, Spain, 2000.
- ASTM C 595M. In Standard Specification for Blended Hydraulic Cements; ASTM International: West Conshohocken, PA, USA, 1995.
- UNE 80-225 Standard. In Standard: Métodos de Ensayo de Cementos. Análisis Químico: Determinación del Dioxido de Silicio (SiO2) Reactivo en los Cementos, en las Puzolanas y en las Cenizas Volantes; AENOR: Madrid, Spain, 2012.
- Talero, R. New method of wet chemical analysis to determine reactive alumina content in natural and artificial pozzolans. Priv. Communed. 2019. [Google Scholar]
- EN 196-5 Standard. In Methods for Testing Cement. Part 5: Pozzolanicity Test for Pozzolanic Cements; AENOR: Madrid, Spain, 2005.
- EN 196-1 Standard. In Methods for Testing Cement. Part 1: Determination of Mechanical Strengths; AENOR: Madrid, Spain, 2010.
- Talero, R.; Rahhal, V. Calorimetric comparison of Portland cement containing silica fume and metakaolin: Is silica fume, like metakaolin, characterized by pozzolanic activity that is more specific than generic? J. Anal. Calorim. 2009, 96, 383–393. [Google Scholar] [CrossRef]
- Delgado, A. Contribution to the Analysis and Study of the Aggregate-Cement Paste Interfacial Transition Zone (ITZ). Ph.D. Thesis, Castilla la Mancha University (UCLM), Ciudad Real, Spain, May 2014. [Google Scholar]
- Rahhal, V.; Talero, R. Calorimetry of Portland cement with metakaolins, quartz and gypsum additions. J. Anal. Calorim. 2008, 91, 825–834. [Google Scholar] [CrossRef]
- Talero, R. Kinetochemical and morphological differentiation of ettringites by metakaolin, Portland cements and the Le Chatelier–Ansttet test. Cem. Concr. Res. 2002, 32, 707–717. [Google Scholar] [CrossRef]
- Talero, R. Performance of metakaolin and Portland cements in ettringite formation as determined by the Le Chatelier–Ansttet test: Kinetic and morphological differences and new specification. Silic. Ind. 2007, 72, 191–204. [Google Scholar]
- Talero, R.; Aramburo, C.; González, M.; Sánchez de Rojas, M.I.; Blázquez, A.; Frías, M.; Pedrajas, C. Sulfate Resistance in OPC and SRPC Containing Calcined Paper Sludge Waste: Ettringite or Thaumasite Formation. J. Mater. Civ. Eng. 2017, 29. [Google Scholar] [CrossRef] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Parameters (%) | Portland Cements | Calcined Clay (M) | |
|---|---|---|---|
| P1 | PY6 | ||
| L.O.I. | 1.60 | 1.11 | 0.60 |
| I.R. | 0.70 | 0.15 | 0.22 |
| SiO2 | 19.18 | 21.70 | 73.55 |
| Al2O3 | 6.44 | 1.52 | 23.11 |
| Fe2O3 | 1.75 | 4.11 | 1.19 |
| CaO | 63.94 | 67.97 | 0.63 |
| MgO | 1.48 | 0.42 | 0.03 |
| Na2O | 0.90 | 0.43 | 0.07 |
| K2O | 0.52 | 0.20 | 0.70 |
| TiO2 | - | - | |
| PY6O5 | - | - | |
| SO3 | 3.50 | 2.34 | |
| SiO2r− | 38.00 | ||
| Al2O3r− | 15.00 | ||
| TOTAL | 100.01 | 99.50 | 100.10 |
| H2O (105 °C) | 0.24 | 0.22 | 0.00 |
| Free CaO | 1.9 | 1.75 | - |
| Blaine Specific Surface (BSS) (m2/kg) | 319 | 329 | 726 |
| Specific Density (Kg/m3) | 3080 | 3210 | 2550 |
| C3S | 51.05 | 79.43 | |
| C2S | 16.48 | 2.29 | |
| C3A | 14.11 | 0.00 | |
| C4AF(+C2F) | 5.33 | 10.19 | |
| Age (days) | P1 100/00 | P1/M 60/40 | P1/M 50/50 | P1/M 50/50 + CH | P1/M 40/60 | P1/M 40/60 + CH | P1/”Z” 30/70 | P1/”Z” 30/70 + CH | |||
|---|---|---|---|---|---|---|---|---|---|---|---|
| M | M + 7.0%SO3 | M | M + 7.0%SO3 | ||||||||
| 7 | Compresive (MPa) | 36.9 | 33.6 | 26.7 | 30.6 | 14.2 | 17.8 | 12.8 | 13.1 | 17.3 | |
| Flexural (MPa) | 7.1 | 8.2 | 7.6 | 3.3 | 4.3 | 4.1 | 3.4 | 4.5 | |||
| 28 | Compresive (MPa) | 41.9 | 48.0 | 37.2 | 38.6 | 18.9 | 25.7 | 15.8 | 19.3 | 30.7 | |
| Flexural (MPa) | 7.3 | 9.2 | 8.8 | 4.0 | 5.1 | 5.0 | 3.9 | 5.5 | |||
| 90 | Compresive (MPa) | 46.6 | 48.9 | 37.9 | 41.1 | 20.2 | 27.9 | 18.6 | 26.0 | 20.5 | 33.0 |
| Flexural (MPa) | 7.9 | 9.2 | 8.9 | 4.7 | 6.0 | 5.4 | 4.2 | 0.0 | |||
| Age (days) | PY6 100/00 | PY6/M 60/40 | PY6/M 50/50 | PY6/M 50/50 + CH | PY6/M 40/60 | PY6/M 40/60 + CH | PY6/”Z” 30/70 | PY6/”Z” 30/70 + CH | |||
| M | M + 7.0%SO3 | M | M + 7.0%SO3 | ||||||||
| 7 | Compresive (MPa) | 29.9 | 30.7 | 23.7 | 25.0 | 18.5 | 19.5 | 13.3 | 16.9 | 20.1 | |
| Flexural (MPa) | 5.7 | 5.5 | 3.4 | 2.6 | 3.1 | 1.9 | 2.2 | 2.3 | |||
| 28 | Compresive (MPa) | 39.9 | 46.6 | 36.1 | 37.9 | 28.7 | 30.1 | 21.2 | 26.8 | 31.9 | |
| Flexural (MPa) | 7.4 | 8.5 | 7.1 | 6.3 | 7.5 | 4.2 | 5.6 | 5.8 | |||
| 90 | Compresive (MPa) | 46.3 | 49.0 | 40.4 | 42.7 | 30.5 | 32.2 | 21.7 | 32.0 | 30.4 | 33.0 |
| Flexural (MPa) | 9.0 | 9.1 | 7.3 | 6.4 | 7.6 | 4.7 | 6.6 | 6.9 | |||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aramburo, C.H.; Pedrajas, C.; Talero, R. Portland Cements with High Content of Calcined Clay: Mechanical Strength Behaviour and Sulfate Durability. Materials 2020, 13, 4206. https://doi.org/10.3390/ma13184206
Aramburo CH, Pedrajas C, Talero R. Portland Cements with High Content of Calcined Clay: Mechanical Strength Behaviour and Sulfate Durability. Materials. 2020; 13(18):4206. https://doi.org/10.3390/ma13184206
Chicago/Turabian StyleAramburo, Carlos H., César Pedrajas, and Rafael Talero. 2020. "Portland Cements with High Content of Calcined Clay: Mechanical Strength Behaviour and Sulfate Durability" Materials 13, no. 18: 4206. https://doi.org/10.3390/ma13184206