Effects of Cooling Rate during Quenching and Tempering Conditions on Microstructures and Mechanical Properties of Carbon Steel Flange

 , ,
, ,  and
and
Abstract
:1. Introduction
2. Background
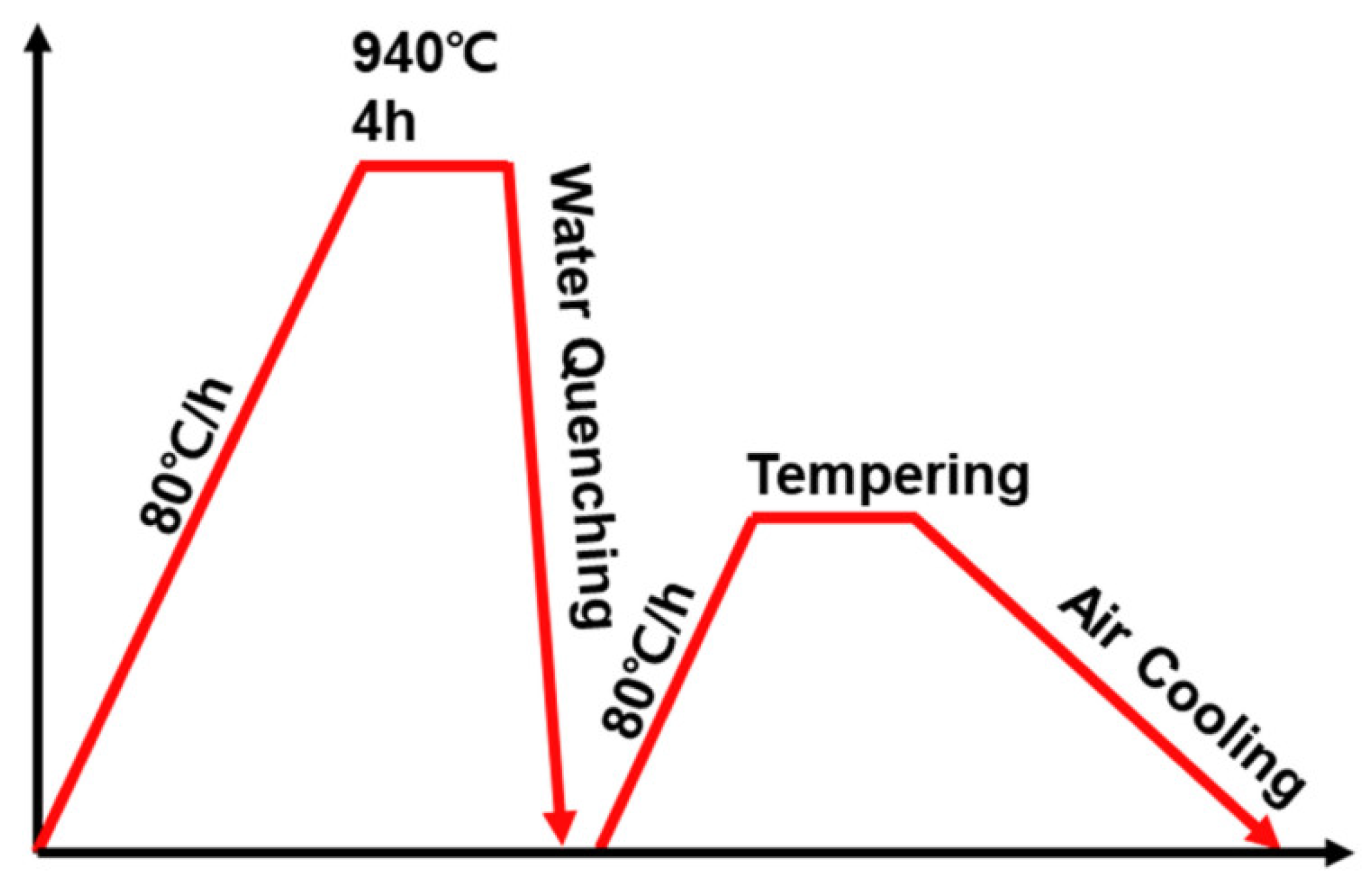
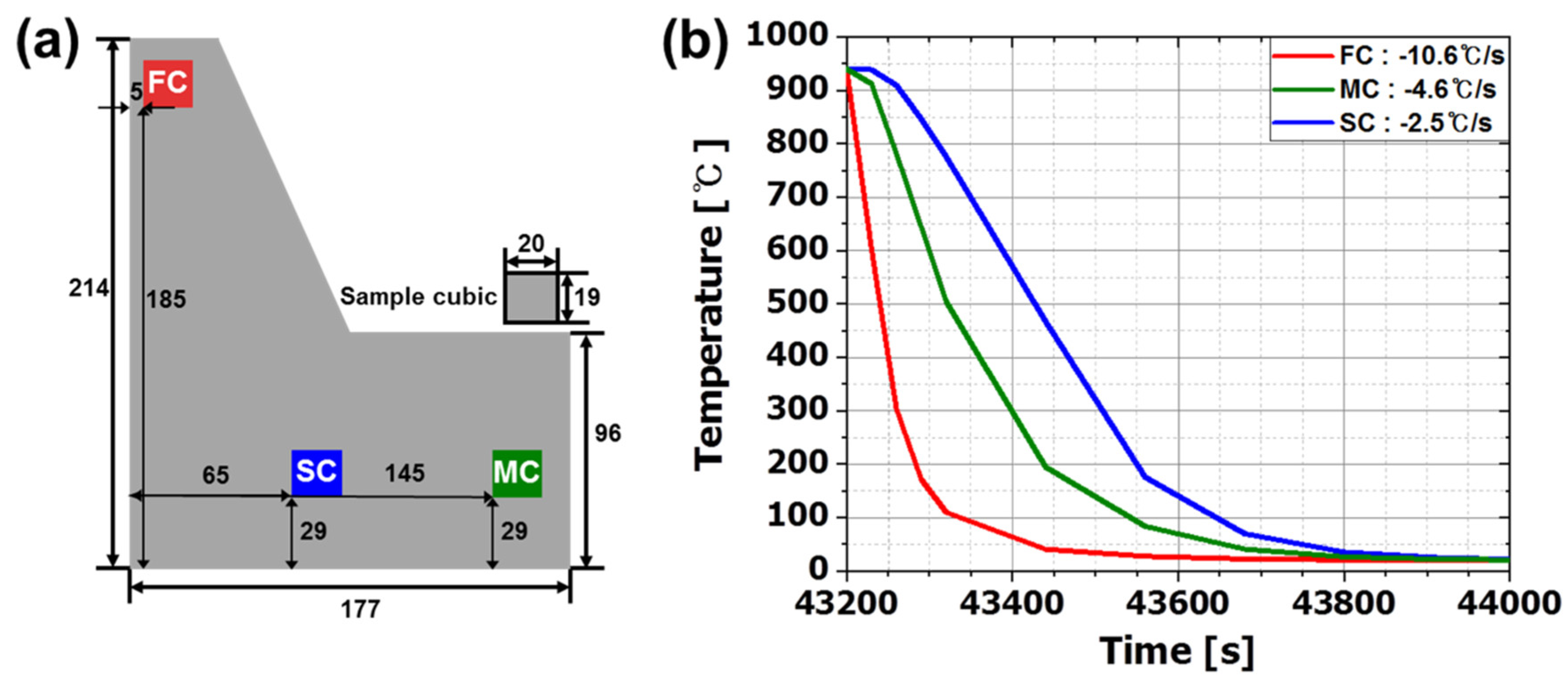
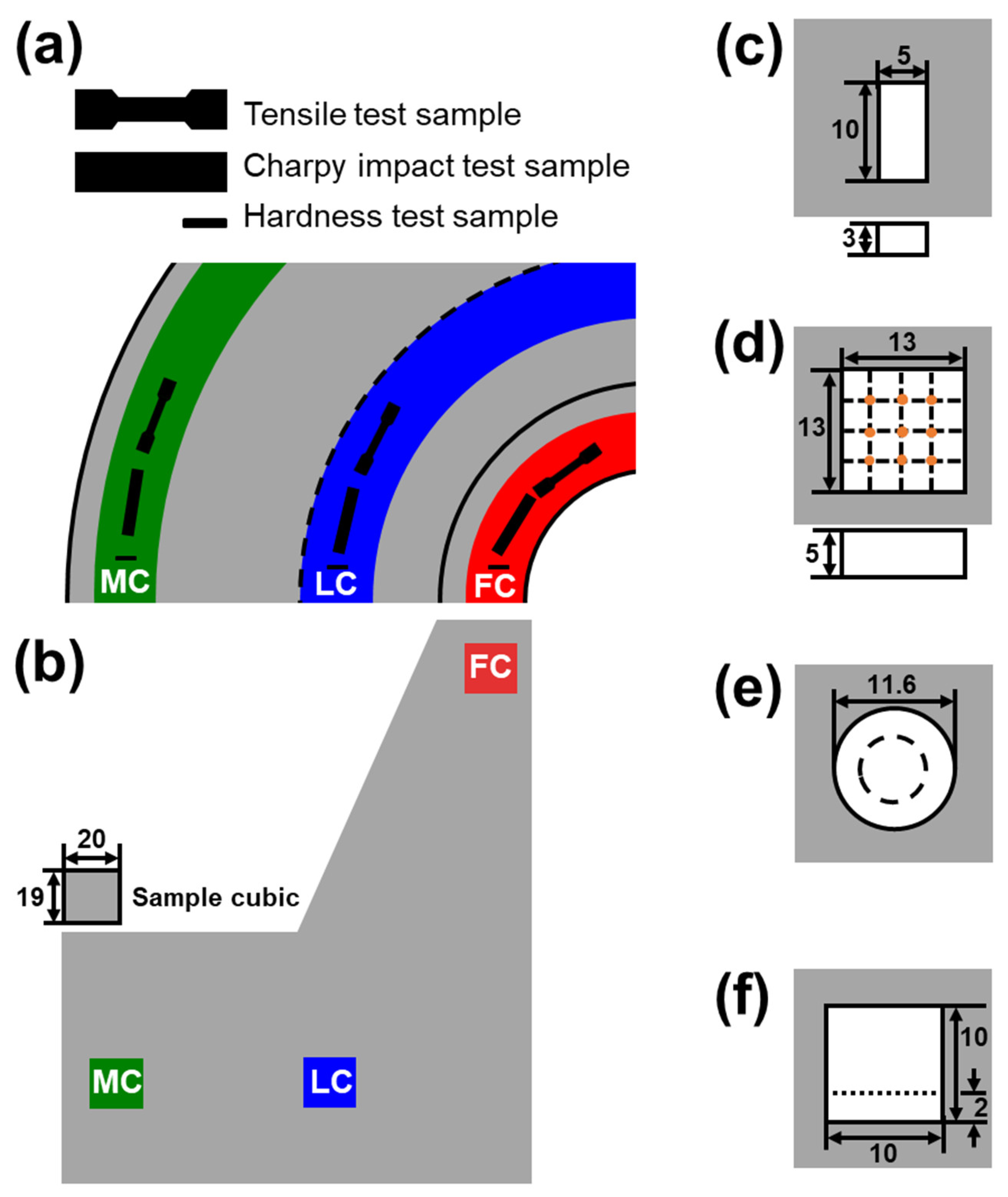
3. Materials and Methods
4. Results and Discussion
5. Conclusions
- (1)
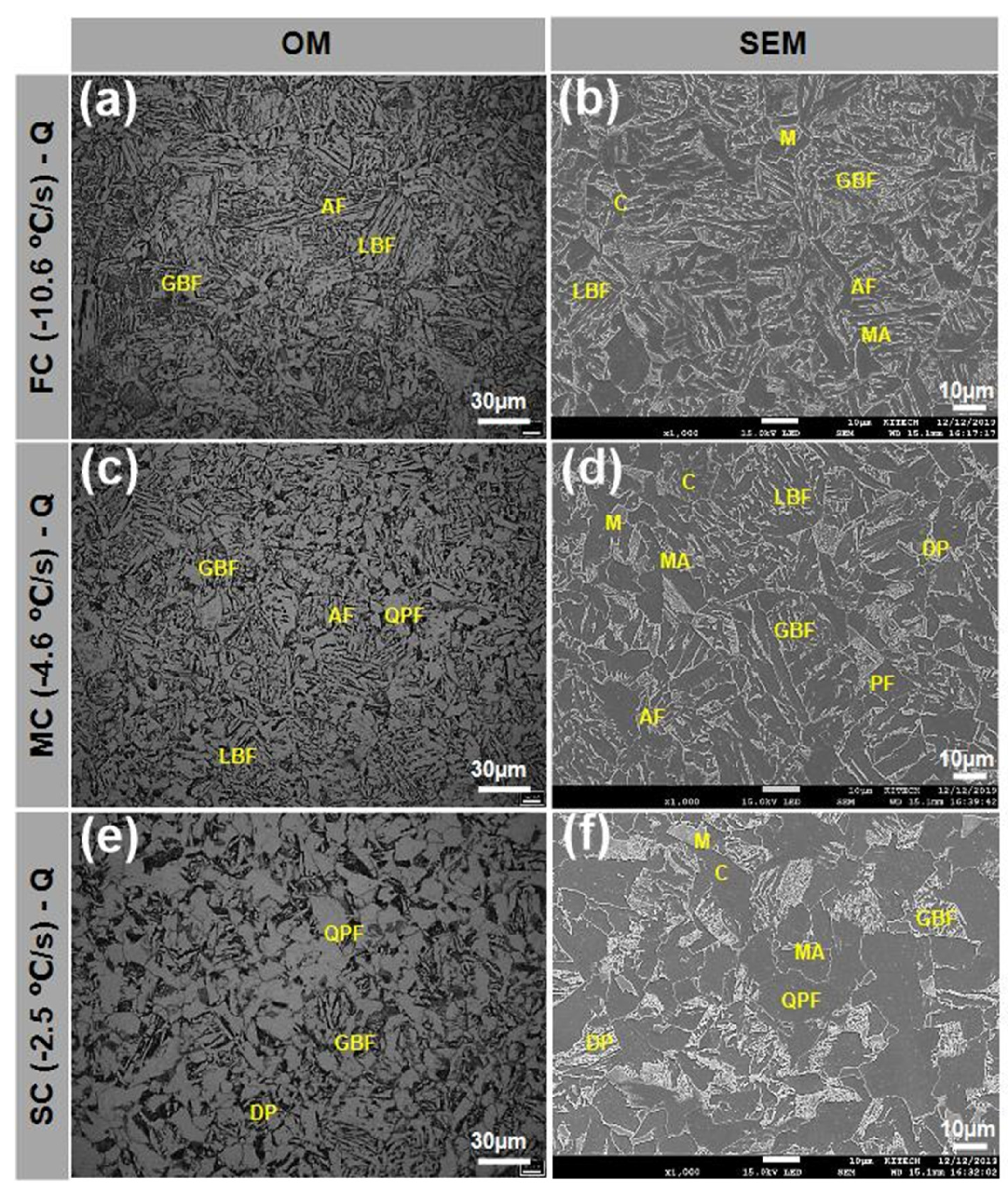
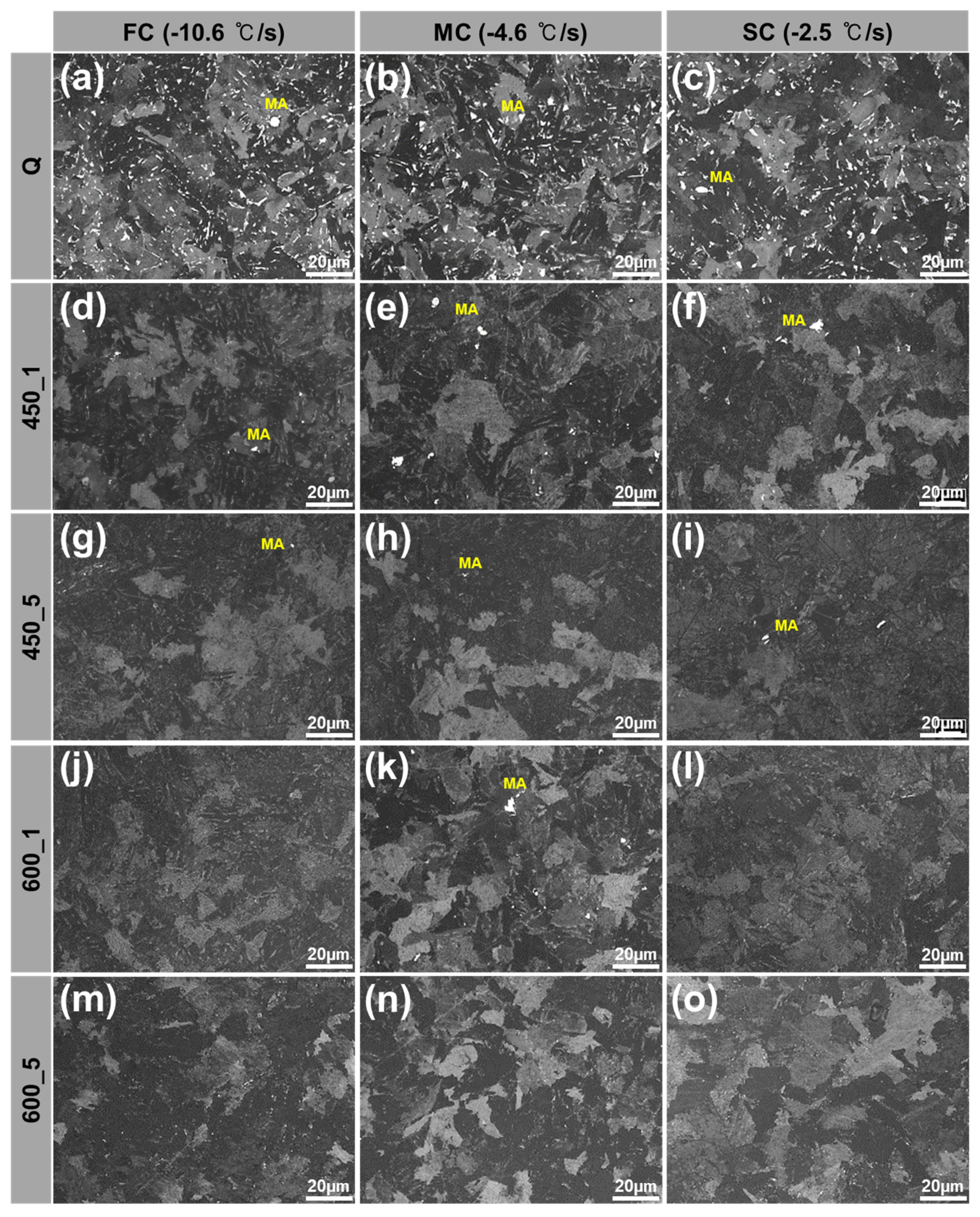
- During quenching, cooling rates varied among locations due to non-uniform cooling in flanges. Microstructure was strongly affected by cooling rates in a way that area fraction of either hard or soft constituent phases was determined by cooling rate. FC-Q has the highest area fraction of hard phase such as LBF, AF and M while SC-Q showed the area volume fraction of softer phases like QPF and DP/P.
- (2)
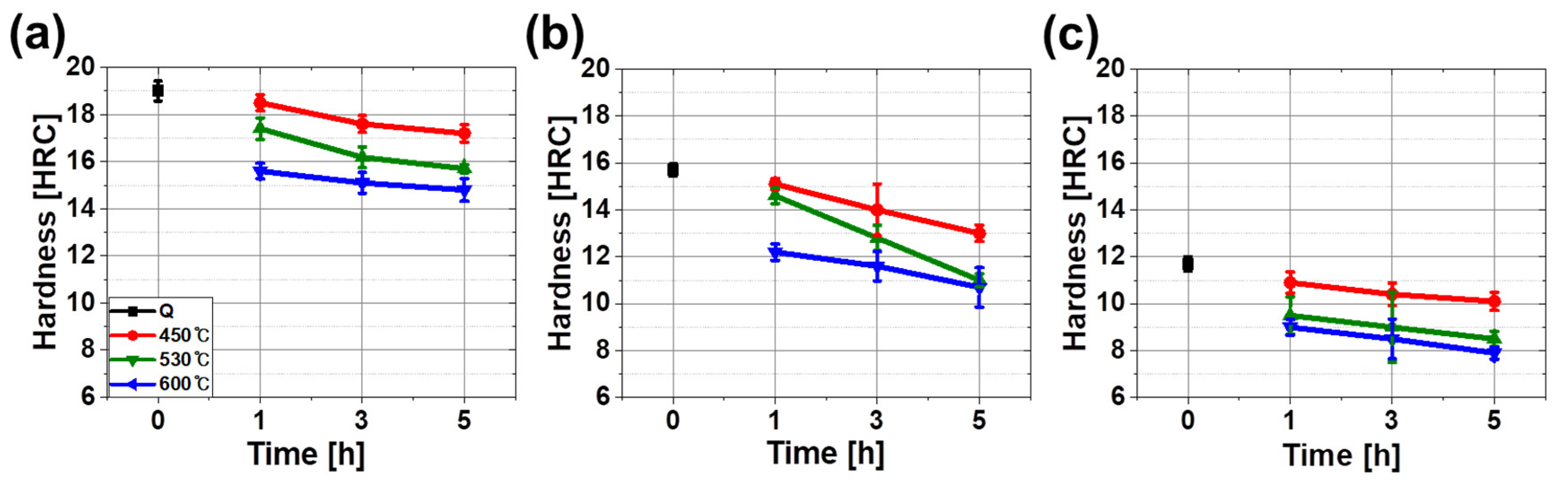
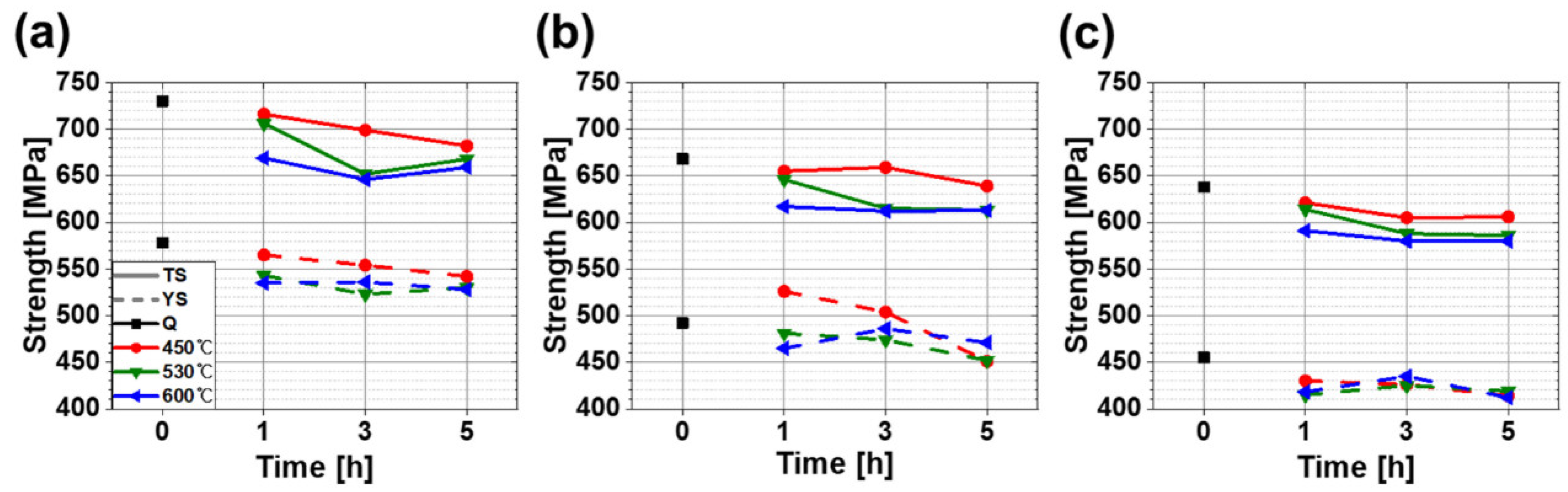
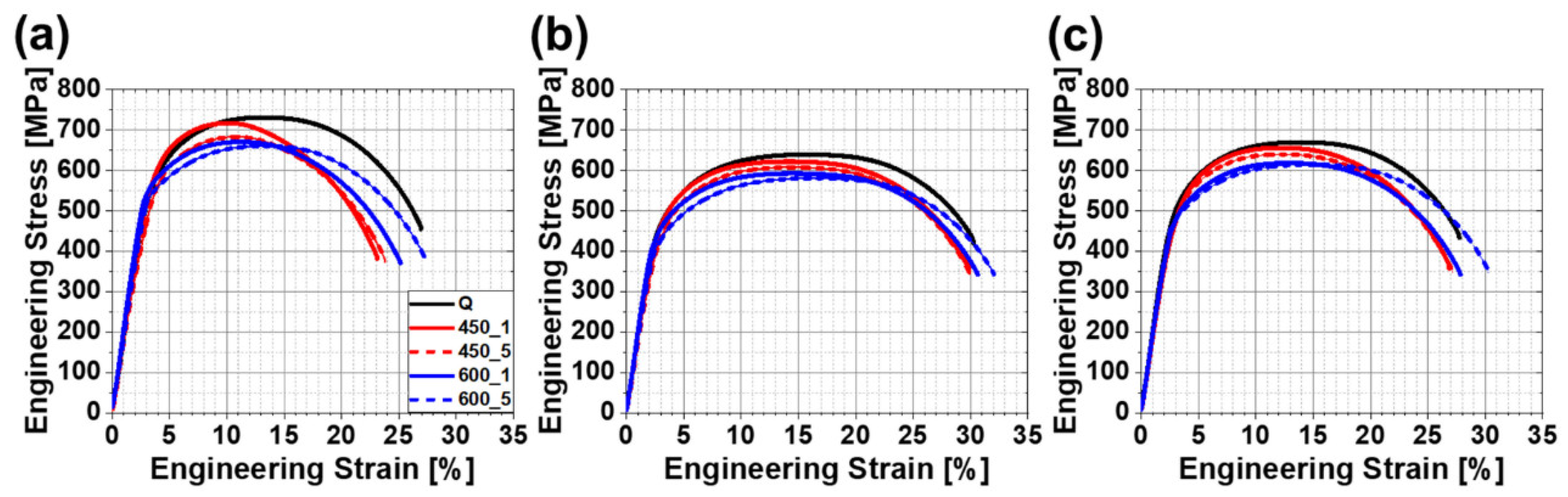
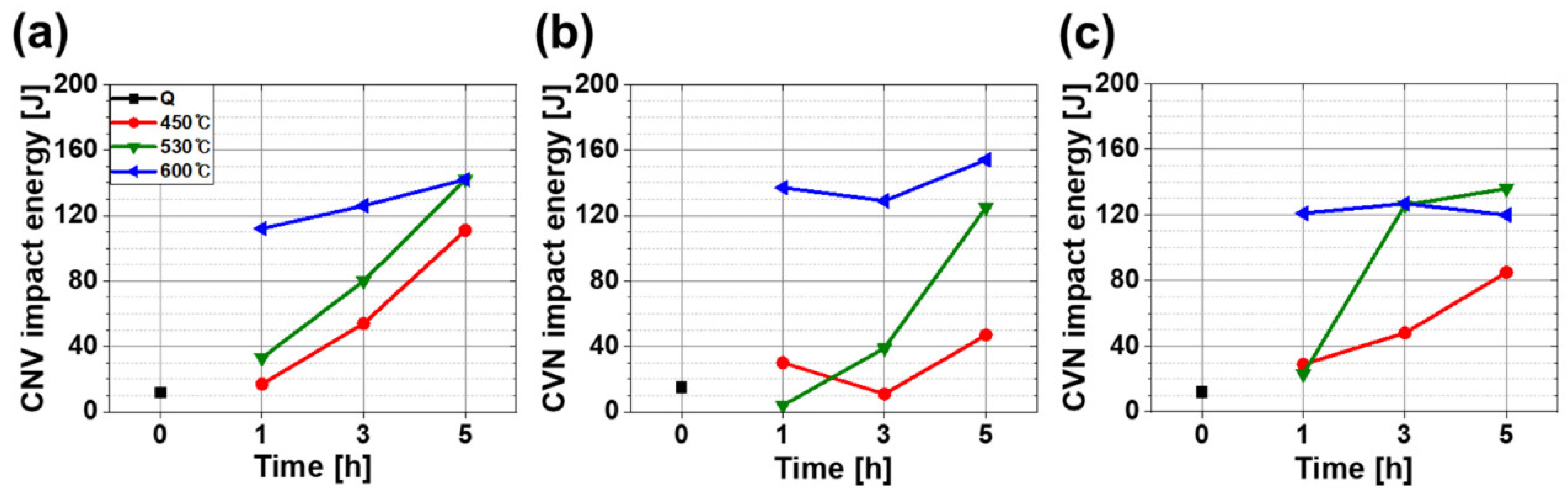
- Both strength and hardness were dependent on cooling rates; faster cooling rates induced hard phases so that hardness and strength resultantly increased. CVN impact energy at −46 °C, however, did not show clear dependence on cooling rates.
- (3)
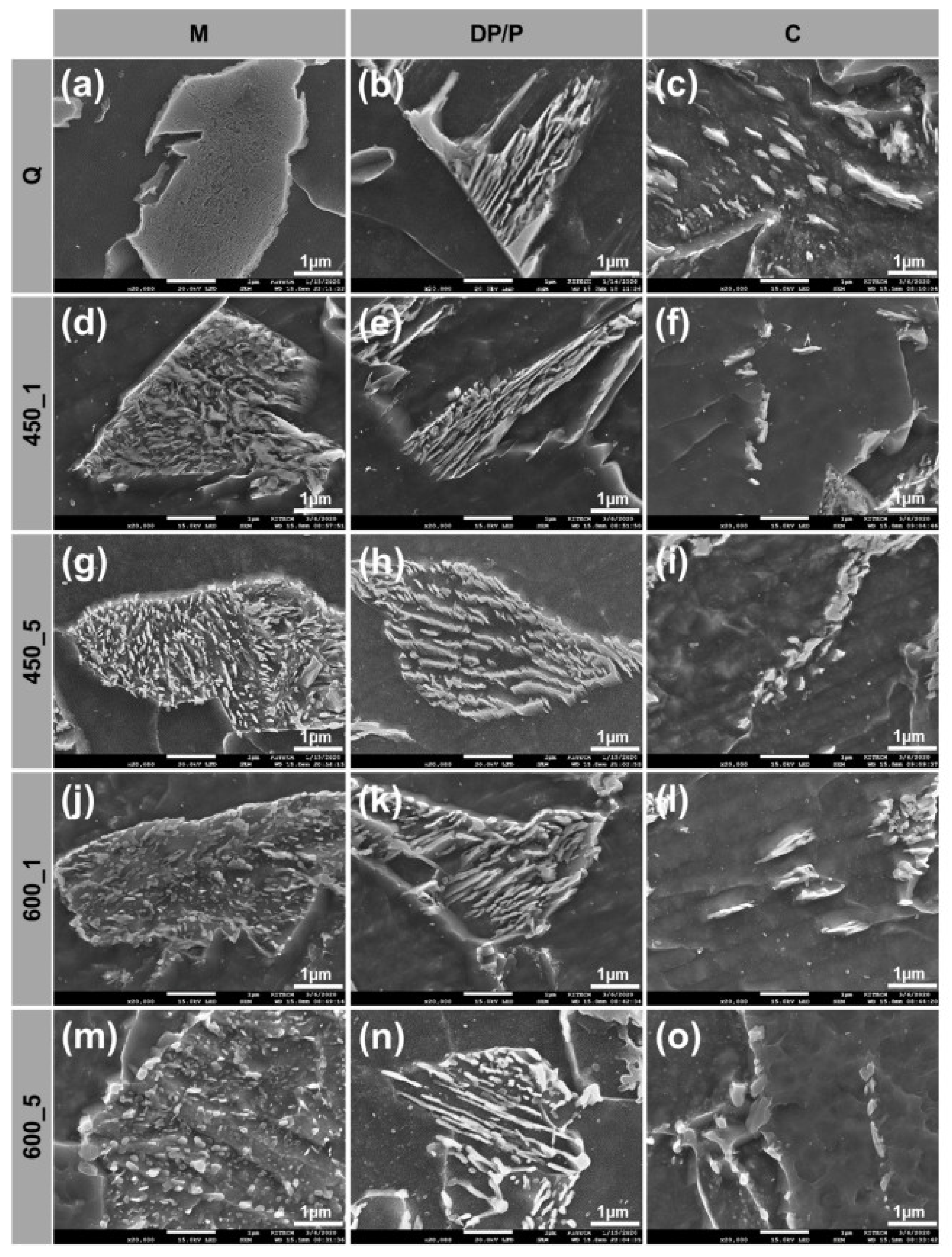
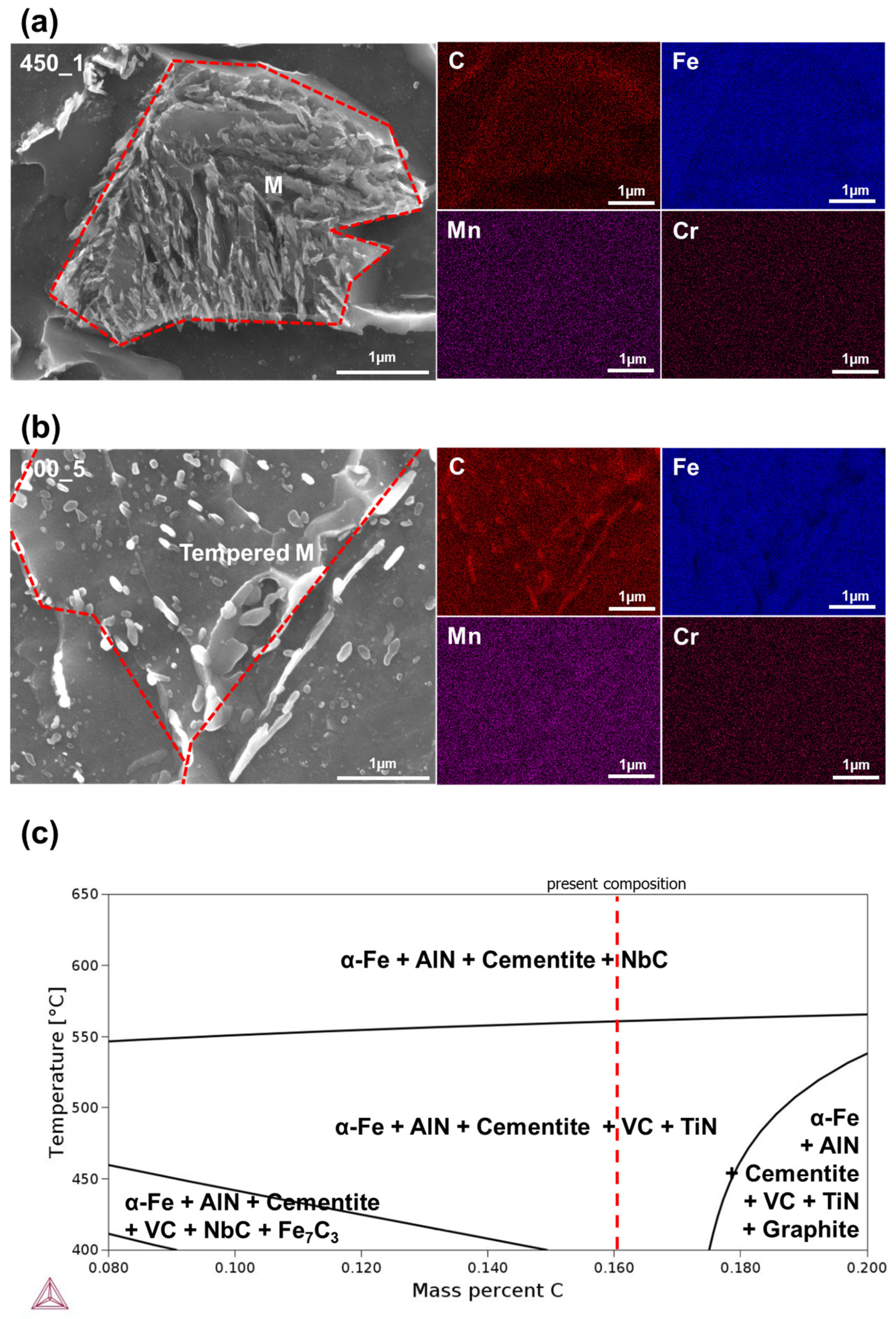
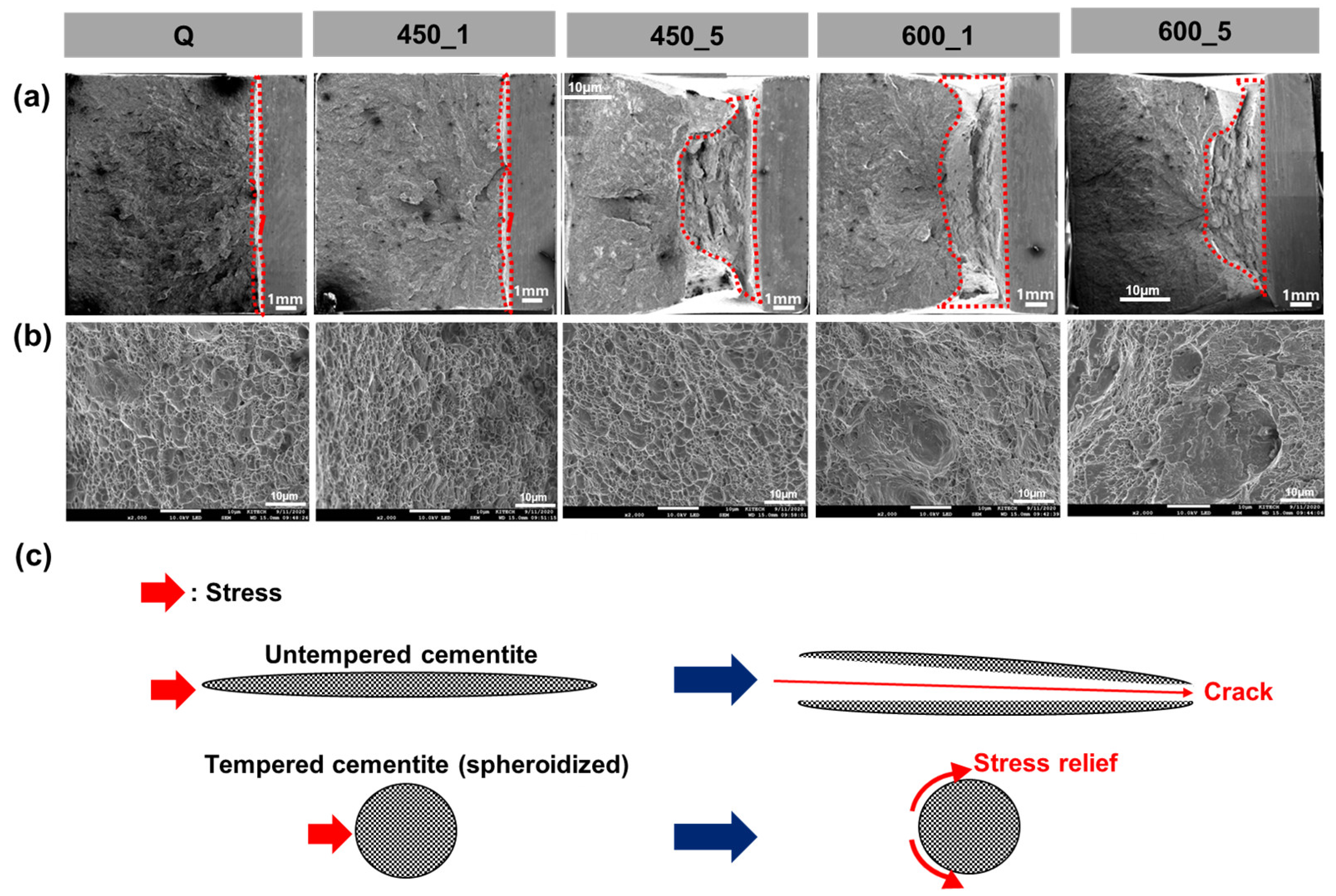
- Tempering evidently changed microstructure by decomposing of secondary phases such as M and P and spheroidizing cementite carbide. Accordingly, hardness, strength and CVN impact energy were improved.
Author Contributions
Funding
Conflicts of Interest
References
- Kim, J.; Suh, Y.; Hwang, S.; Shin, S.Y. Effect of Rolling Conditions on Microstructure and Mechanical Properties of Thick Steel Plates for Offshore Platforms. Korean J. Mater. Res. 2018, 28, 478–488. [Google Scholar] [CrossRef]
- Sayed, A.A.; Kheirandish, S. Affect of the Tempering Temperature on the Microstructure and Mechanical Properties of Dual Phase Steels. Mater. Sci. Eng. A 2012, 532, 21–25. [Google Scholar] [CrossRef]
- Radionova, L.V.; Ivanov, V.A.; Strugov, S.S. Study of Force and Kinematic Parameters of the Low-Waste, Zero-Draft Hot Forging of Welding Neck Flanges on the Basis of a Combined Expansion-Extrusion Deforming Procedure. Mater. Sci. Forum 2019, 946, 823–831. [Google Scholar] [CrossRef]
- Zhou, Y.; Jia, T.; Zhang, X.; Liu, Z.; Misra, R. Investigation on Tempering of Granular Bainite in an Offshore Platform Steel. Mater. Sci. Eng. A 2015, 626, 352–361. [Google Scholar] [CrossRef]
- Jung, I. Current Status of Offshore Plant Equipment Industry. Korean Soc. Mech. Eng. 2012, 52, 36–40. [Google Scholar]
- Filho, A.I.; Da Silva, R.V.; De Oliveira, P.G.B.; Martins, J.B.R.; Strangwood, M. Influence of Niobium and Molybdenum on Mechanical Strength and Wear Resistance of Microalloyed Steels. Mater. Res. 2017, 20, 1029–1034. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.; Li, C.; Ren, J.; Tu, X.; Chen, L. Strength and Toughness of Fe-1.2Mn-0.3Cr-1.4Ni-0.4Mo-C Tempered Steel Plate in Three Cooling Processes. Mater. Sci. Eng. A 2019, 754, 178–189. [Google Scholar] [CrossRef]
- Lima, A.P.D.S.; De Faria, G.L.; Filho, V.B.D.T.; Cândido, L.C. Effect of the Chemical Homogeneity of a Quenched and Tempered C-Mn Steel Pipe on the Mechanical Properties and Phase Transformations. Mater. Res. 2019, 22, 1–11. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, H.-Q.; Li, J. Thickness Dependence of Toughness in Ultra-Heavy Low-Alloyed Steel Plate after Quenching and Tempering. Metals 2018, 8, 628. [Google Scholar] [CrossRef] [Green Version]
- Xie, Z.; Ma, X.; Shang, C.; Wang, X.; Subramanian, S. Nano-Sized Precipitation and Properties of a Low Carbon Niobium Micro-Alloyed Bainitic Steel. Mater. Sci. Eng. A 2015, 641, 37–44. [Google Scholar] [CrossRef]
- Jiang, Z.; Wang, P.; Li, D.; Li, Y. Effects of Rare Earth on Microstructure and Impact Toughness of Low Alloy Cr-Mo-V Steels for Hydrogenation Reactor Vessels. J. Mater. Sci. Technol. 2020, 45, 1–14. [Google Scholar] [CrossRef]
- Pan, F.; Chen, H.-L.; Su, Y.-H.; Su, Y.-H.; Hwang, W.-S. Inclusions Properties at 1673 K and Room Temperature with Ce Addition in SS400 Steel. Sci. Rep. 2017, 7, 1–8. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ahn, Y.S. Change of Microstructures and Mechanical Properties in Mn-Mo-Ni Low Alloy Steel with Respect to Intercritical Heat Treatment Conditions. J. Korean Inst. Met. Mater. 2000, 38, 1309–1316. [Google Scholar]
- Ju, Y.; Goodall, A.; Strangwood, M.; Davis, C. Characterisation of Precipitation and Carbide Coarsening in Low Carbon Low Alloy Q&T Steels during the Early Stages of Tempering. Mater. Sci. Eng. A 2018, 738, 174–189. [Google Scholar] [CrossRef] [Green Version]
- Hong, S.; Lee, C.; Kim, M.-C.; Lee, B.-S. Effects of Microstructure Variation on Tensile and Charpy Impact Properties in Heavy-Section SA508 Gr.3 Low Alloy Steels for Commercial Reactor Pressure Vessel. J. Korean Inst. Met. Mater. 2017, 55, 752–759. [Google Scholar] [CrossRef]
- Cheng, T.C.; Yu, C.; Yang, T.C.; Huang, C.-Y.; Lin, H.-C.; Shiue, R.-K. Microstructure and Impact Toughness of Offshore Steel. Arch. Metall. Mater. 2018, 63, 167–172. [Google Scholar] [CrossRef]
- Liu, W.; Zang, M.; Zheng, Z.; Wang, Q. Influence of Cooling Process on Microstructure and Property of Low-Carbon V–N Micro-Alloyed Medium and Heavy High-Strength Steel Plate. Metallogr. Microstruct. Anal. 2018, 7, 434–442. [Google Scholar] [CrossRef]
- Jia, S.-J.; Li, B.; Liu, Q.-Y.; Ren, Y.; Zhang, S.; Gao, H. Effects of Continuous Cooling Rate on Morphology of Granular Bainite in Pipeline Steels. J. Iron Steel Res. Int. 2020, 27, 681–690. [Google Scholar] [CrossRef]
- Saastamoinen, A.; Kaijalainen, A.; Heikkala, J.; Porter, D.; Suikkanen, P. The Effect of Tempering Temperature on Microstructure, Mechanical Properties and Bendability of Direct-Quenched Low-Alloy Strip Steel. Mater. Sci. Eng. A 2018, 730, 284–294. [Google Scholar] [CrossRef]
- Karmakar, A.; Sahu, P.; Neogy, S.; Chakrabarti, D.; Mitra, R.; Mukherjee, S.; Kundu, S. Effect of Cooling Rate and Chemical Composition on Microstructure and Properties of Naturally Cooled Vanadium-Microalloyed Steels. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2017, 48, 1581–1595. [Google Scholar] [CrossRef]
- Chen, Z.; Nash, P.; Zhang, Y. Correlation of Cooling Rate, Microstructure and Hardness of S34MnV Steel. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2019, 50, 1718–1728. [Google Scholar] [CrossRef]
- Yen, H.-W.; Chiang, M.-H.; Lin, Y.-C.; Chen, D.; Huang, C.-Y.; Lin, H. High-Temperature Tempered Martensite Embrittlement in Quenched-and-Tempered Offshore Steels. Metals 2017, 7, 253. [Google Scholar] [CrossRef] [Green Version]
- Bramfitt, B.L.; Speer, J.G. A Perspective on the Morphology of Bainite. Metall. Trans. A 1990, 21, 817–829. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Bainite in Steels, 2nd ed.; Taylor & Francis Group: Boca Raton, FL, USA, 2001; Volume 21A, pp. 1–454. [Google Scholar] [CrossRef]
- Krauss, G.; Thompson, S.W. Ferritic Microstructures in Continuously Cooled Low- and Ultralow-Carbon Steels. ISIJ Int. 1995, 35, 937–945. [Google Scholar] [CrossRef]
- Kim, Y.M.; Shin, S.Y.; Lee, H.; Hwang, B.; Lee, S.; Kim, N.J. Effects of Molybdenum and Vanadium Addition on Tensile and Charpy Impact Properties of API X70 Linepipe Steels. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2007, 38, 1731–1742. [Google Scholar] [CrossRef] [Green Version]
- Zhao, H.; Wynne, B.P.; Palmiere, E.J. Conditions for the Occurrence of Acicular Ferrite Transformation in HSLA Steels. J. Mater. Sci. 2018, 53, 3785–3804. [Google Scholar] [CrossRef] [Green Version]
- Bhadeshia, H.; Honeycombe, R. Steels: Microstructure and Properties, 3rd ed.; Elsevier: Oxford, UK, 2006. [Google Scholar]
- Josefsson, B.; Andrén, H.O. Microstructure of Granular Bainite. J. Phys. 1988, 49, 293–298. [Google Scholar] [CrossRef]
- Jiang, Z.; Wang, P.; Li, D.; Li, Y. The Evolutions of Microstructure and Mechanical Properties of 2.25Cr-1Mo-0.25V Steel with Different Initial Microstructures during Tempering. Mater. Sci. Eng. A 2017, 699, 165–175. [Google Scholar] [CrossRef]
- Samuel, F.H. A Crystallographic Study of Pearlite Growth in Steels. Trans. Iron Steel Inst. Jpn. 1983, 23, 403–409. [Google Scholar] [CrossRef]
- Johnson, D.R.; Becker, W.T. Toughness of Tempered Upper and Lower Bainitic Microstructures in a 4150 Steel. J. Mater. Eng. Perform. 1993, 2, 255–263. [Google Scholar] [CrossRef]
- Zajac, S.; Schwinnand, V.; Tacke, K.H. Characterisation and Quantification of Complex Bainitic Microstructures in High and Ultra-High Strength Linepipe Steels. Mater. Sci. Forum 2005, 500–501, 387–394. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Developments in Martensitic and Bainitic Steels: Role of the Shape Deformation. Mater. Sci. Eng. A 2004, 378, 34–39. [Google Scholar] [CrossRef]
- Han, S.Y.; Shin, S.Y.; Lee, S.; Kim, N.J.; Bae, J.-H.; Kim, K. Effects of Cooling Conditions on Tensile and Charpy Impact Properties of API X80 Linepipe Steels. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2010, 41, 329–340. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.C.; Yang, J.R. Effects of Chemical Composition, Rolling and Cooling Conditions on the Amount of Martensite/Austenite (M/A) Constituent Formation in Low Carbon Bainitic Steels. Mater. Sci. Eng. A 1992, 154, 43–49. [Google Scholar] [CrossRef]
- Wang, C.; Wu, X.; Liu, J.; Xu, N. Transmission Electron Microscopy of Martensite/Austenite Islands in Pipeline Steel X70. Mater. Sci. Eng. A 2006, 438–440, 267–271. [Google Scholar] [CrossRef]
- Reisinger, S.; Ressel, G.; Eck, S.; Marsoner, S. Differentiation of Grain Orientation with Corrosive and Colour Etching on a Granular Bainitic Steel. Micron 2017, 99, 67–73. [Google Scholar] [CrossRef]
- Huda, N.; Midawi, A.R.; Gianetto, J.; Lazor, R.; Gerlich, A.P. Influence of Martensite-Austenite (MA) on Impact Toughness of X80 Line Pipe Steels. Mater. Sci. Eng. A 2016, 662, 481–491. [Google Scholar] [CrossRef]
- Cree, A.M.; Faulkner, R.G.; Lyne, A.T. Cementite Particle Coarsening during Spheroidisation of Bearing Steel SAE 52100. Mater. Sci. Technol. (UK) 1995, 11, 566–571. [Google Scholar] [CrossRef]
- Krauss, G. Steels Processing, Structure, and Performance, 2nd ed.; ASM International: Materials Park, OH, USA, 2005. [Google Scholar]
- Gao, W.; Leng, Y.; Fu, D.; Teng, J. Effects of Niobium and Heat Treatment on Microstructure and Mechanical Properties of Low Carbon Cast Steels. Mater. Des. 2016, 105, 114–123. [Google Scholar] [CrossRef]
- Karadeniz, E. Influence of Different Initial Microstructure on the Process of Spheroidization in Cold Forging. Mater. Des. 2008, 29, 251–256. [Google Scholar] [CrossRef]
- Kamyabi-Gol, A.; Sheikh-Amiri, M. Spheroidizing Kinetics and Optimization of Heat Treatment Parameters in CK60 Steel Using Taguchi Robust Design. J. Iron Steel Res. Int. 2010, 17, 45–52. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Peet, M.; Caballero, F.G.; Bhadeshia, H.K.D.H. Tempering of Hard Mixture of Bainitic Ferrite and Austenite. Mater. Sci. Technol. 2004, 20, 814–818. [Google Scholar] [CrossRef] [Green Version]
- Sahoo, R.; Kabir, A.S. Effect of Heat Treatments on Microstructures and Mechanical Properties of Ti-5553 Alloy. In TMS 2020 149th Annual Meeting & Exhibition Supplemental Proceedings; Springer: Cham, Switzerland, 2020; Volume 18, pp. 1799–1807. [Google Scholar] [CrossRef]
- Hayashi, K.; Miyata, K.; Katsuki, F.; Ishimoto, T.; Nakano, T. Individual Mechanical Properties of Ferrite and Martensite in Fe-0.16 Mass% C-1.0 Mass% Si-1.5 Mass% Mn Steel. J. Alloys Compd. 2013, 577, 593–596. [Google Scholar] [CrossRef]
- Baltazar-Hernández, V.H.; Panda, S.; Kuntz, M.; Zhou, Y. Nanoindentation and Microstructure Analysis of Resistance Spot Welded Dual Phase Steel. Mater. Lett. 2010, 64, 207–210. [Google Scholar] [CrossRef]
- Azuma, M.; Goutianos, S.; Hansen, N.; Winther, G.; Huang, X. Effect of Hardness of Martensite and Ferrite on Void Formation in Dual Phase Steel. Mater. Sci. Technol. (UK) 2012, 28, 1092–1100. [Google Scholar] [CrossRef]
- Sirinakorn, T.; Uthaisangsuk, V. Effects of The Tempering Temperature on Mechanical Properties. J. Met. Mater. Miner. 2014, 24, 13–20. [Google Scholar] [CrossRef]
- Yan, W.; Zhu, L.; Sha, W.; Shan, Y.; Yang, K. Change of Tensile Behavior of a High-Strength Low-Alloy Steel with Tempering Temperature. Mater. Sci. Eng. A 2009, 517, 369–374. [Google Scholar] [CrossRef]
- Shen, Z.; Wang, B.; Liang, G.; Zhang, Y.; Han, K.; Song, C. Grain Boundary Pop-in, Yield Point Phenomenon and Carbon Segregation in Aged Low Carbon Steel. ISIJ Int. 2018, 58, 373–375. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.-M.; Li, X.; Yang, L.; Shen, Z.-Y.; Wang, B.-L.; Zhao, S.-L.; Liang, G.-F.; Song, C.-J. Effect of Coiling and Annealing Temperatures on Yield Point Behavior of Low-Carbon Steel. J. Iron Steel Res. Int. 2020, 27, 325–333. [Google Scholar] [CrossRef]
- Han, K.; Toplosky, V.J.; Min, N.; Xin, Y.; Walsh, R.; Lu, J. Yielding and Strain-Hardening of Reinforcement Materials. IEEE Trans. Appl. Supercond. 2019, 29, 1–5. [Google Scholar] [CrossRef]
- Ahn, T.-H.; Oh, C.-S.; Lee, K.; George, E.P.; Han, H.N. Relationship between Yield Point Phenomena and the Nanoindentation Pop-in Behavior of Steel. J. Mater. Res. 2012, 27, 39–44. [Google Scholar] [CrossRef]
- Cottrell, A.H.; Bilby, B.A. Dislocation Theory of Yielding and Strain Ageing of Iron. Proc. Phys. Soc. Sect. A 1949, 62, 49–62. [Google Scholar] [CrossRef]
- Hanamura, T.; Yin, F.; Nagai, K. Ductile-Brittle Transition Temperature of Ultrafine Ferrite/Cementite Microstructure in a Low Carbon Steel Controlled by Effective Grain Size. ISIJ Int. 2004, 44, 610–617. [Google Scholar] [CrossRef]
- Xing, R.; Yu, D.; Xie, G.; Yang, Z.; Wang, X.; Chen, X. Effect of Thermal Aging on Mechanical Properties of a Bainitic Forging Steel for Reactor Pressure Vessel. Mater. Sci. Eng. A 2018, 720, 169–175. [Google Scholar] [CrossRef]
- Choi, S.W.; Lee, W.I. Study on Fracture Behavior of Mild Steel Under Cryogenic Condition. J. Korean Inst. Gas. 2015, 19, 62–66. [Google Scholar] [CrossRef] [Green Version]
- Ahn, Y.-S.; Kim, H.-D.; Byun, T.-S.; Oh, Y.-J.; Kim, G.-M.; Hong, J.-H. Application of Intercritical Heat Treatment to Improve Toughness of SA508 Cl.3 Reactor Pressure Vessel Steel. Nucl. Eng. Des. 1999, 194, 161–177. [Google Scholar] [CrossRef]
- Yan, P.; Liu, Z.; Bao, H.; Weng, Y.; Liu, W. Effect of Tempering Temperature on the Toughness of 9Cr-3W-3Co Martensitic Heat Resistant Steel. Mater. Des. 2014, 54, 874–879. [Google Scholar] [CrossRef]
- Davis, C.L.; King, J.E. Cleavage Initiation in the Intercritically Reheated Coarse-Grained Heat Affected Zone: Part II. Failure Criteria and Statistical Effects. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. A 1996, 27, 3019–3029. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | C | Si | Mn | P | S | Cr | Ni | As |
|---|---|---|---|---|---|---|---|---|---|
| Content | Bal. | 0.1605 | 0.246 | 1.266 | 0.0147 | 0.0045 | 0.191 | 0.014 | 0.004 |
| B | Ca | Cu | Mo | N | Nb | Sn | Ti | V | Al |
| 0.0002 | 0.0002 | 0.027 | 0.082 | 0.0037 | 0.0019 | 0.002 | 0.0016 | 0.054 | 0.026 |
| Specimen Name | Tempering Temperature (°C) | Tempering Time (h) |
|---|---|---|
| Q | × | × |
| 450_1 | 450 | 1 |
| 450_3 | 450 | 3 |
| 450_5 | 450 | 5 |
| 530_1 | 530 | 1 |
| 530_3 | 530 | 3 |
| 530_5 | 530 | 5 |
| 600_1 | 600 | 1 |
| 600_3 | 600 | 3 |
| 600_5 | 600 | 5 |
| Name | Matrix | Secondary Phase | |||||
|---|---|---|---|---|---|---|---|
| LBF | AF | GBF | QPF | M | DP/P | MA | |
| FC-Q | 13 ± 1.0 | 16 ± 4.0 | 47 ± 4.1 | - | 17 ± 2.0 | 5 ± 1.5 | 2 ± 0.2 |
| MC-Q | 8 ± 3.0 | 12 ± 4.4 | 51 ± 4.7 | 6 ± 3.4 | 11 ± 3.1 | 10 ± 0.7 | 2 ± 0.1 |
| SC-Q | - | - | 37 ± 7.9 | 39 ± 5.9 | 7 ± 1.3 | 15 ± 1.4 | 2 ± 0.1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jo, H.; Kang, M.; Park, G.-W.; Kim, B.-J.; Choi, C.Y.; Park, H.S.; Shin, S.; Lee, W.; Ahn, Y.-S.; Jeon, J.B. Effects of Cooling Rate during Quenching and Tempering Conditions on Microstructures and Mechanical Properties of Carbon Steel Flange. Materials 2020, 13, 4186. https://doi.org/10.3390/ma13184186
Jo H, Kang M, Park G-W, Kim B-J, Choi CY, Park HS, Shin S, Lee W, Ahn Y-S, Jeon JB. Effects of Cooling Rate during Quenching and Tempering Conditions on Microstructures and Mechanical Properties of Carbon Steel Flange. Materials. 2020; 13(18):4186. https://doi.org/10.3390/ma13184186
Chicago/Turabian StyleJo, Haeju, Moonseok Kang, Geon-Woo Park, Byung-Jun Kim, Chang Yong Choi, Hee Sang Park, Sunmi Shin, Wookjin Lee, Yong-Sik Ahn, and Jong Bae Jeon. 2020. "Effects of Cooling Rate during Quenching and Tempering Conditions on Microstructures and Mechanical Properties of Carbon Steel Flange" Materials 13, no. 18: 4186. https://doi.org/10.3390/ma13184186