Microstructural, Tribology and Corrosion Properties of Optimized Fe3O4-SiC Reinforced Aluminum Matrix Hybrid Nano Filler Composite Fabricated through Powder Metallurgy Method




Abstract
:1. Introduction
2. Materials Selection and Method
2.1. Fabrication Process
2.2. Characterization
2.2.1. Phase Analysis and Microstructural Characterization
2.2.2. Micro Hardness
2.2.3. Wear Test
2.2.4. Corrosion Behavior
3. Results and Discussion
3.1. Microstructural Evaluation
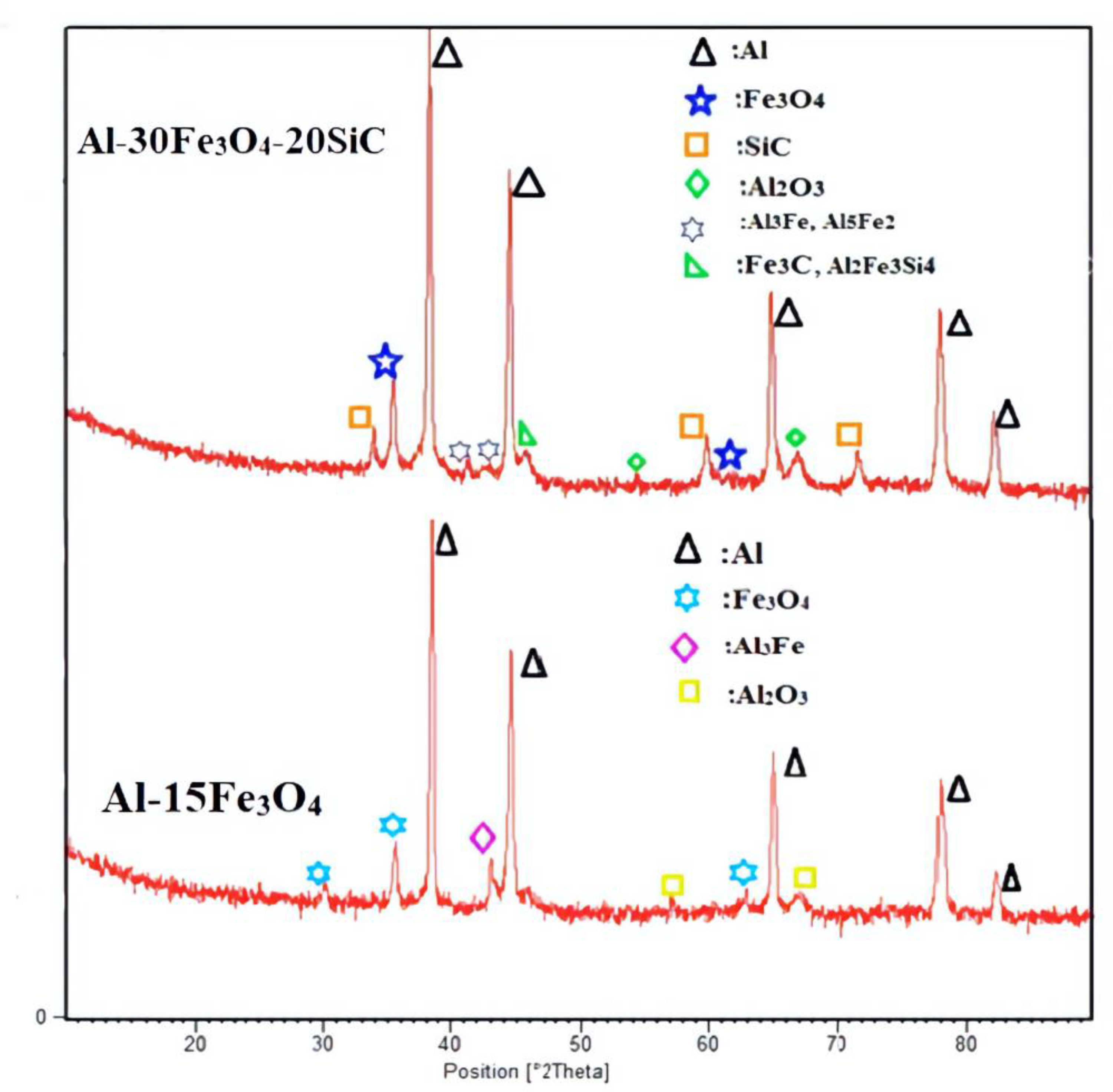
3.2. Characterization XRD
3.3. Density Measurements
3.4. Hardness Test
3.5. Tribology Analysis
3.6. Effectiveness of Corrosion Protection
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Qu, X.-H.; Zhang, L.; Mao, W.; Ren, S.-B. Review of metal matrix composites with high thermal conductivity for thermal management applications. Prog. Nat. Sci. Mater. Int. 2011, 21, 189–197. [Google Scholar] [CrossRef] [Green Version]
- Behera, M.P.; Dougherty, T.; Singamneni, S. Conventional and Additive Manufacturing with Metal Matrix Composites: A Perspective. Procedia Manuf. 2019, 30, 159–166. [Google Scholar] [CrossRef]
- Ahamad, N.; Mohammad, A.; Sadasivuni, K.K.; Gupta, P. Structural and mechanical characterization of stir cast Al–Al2O3–TiO2 hybrid metal matrix composites. J. Compos. Mater. 2020, 54, 2985–2997. [Google Scholar] [CrossRef]
- Bandil, K.; Vashisth, H.; Kumar, S.; Verma, L.; Jamwal, A.; Kumar, D.; Singh, N.; Sadasivuni, K.K.; Gupta, P. Microstructural, mechanical and corrosion behaviour of Al–Si alloy reinforced with SiC metal matrix composite. J. Compos. Mater. 2019, 53, 4215–4223. [Google Scholar] [CrossRef]
- Manikandan, R.; Arjunan, T. Studies on micro structural characteristics, mechanical and tribological behaviours of boron carbide and cow dung ash reinforced aluminium (Al 7075) hybrid metal matrix composite. Compos. Part B Eng. 2020, 183, 107668. [Google Scholar] [CrossRef]
- Sarraf, M.; Dabbagh, A.; Razak, B.A.; Mahmoodian, R.; Nasiri-Tabrizi, B.; Hosseini, H.R.M.; Saber-Samandari, S.; Kasim, N.H.A.; Abdullah, H.; Sukiman, N.L. Highly-ordered TiO2 nanotubes decorated with Ag2O nanoparticles for improved biofunctionality of Ti6Al4V. Surf. Coat. Technol. 2018, 349, 1008–1017. [Google Scholar] [CrossRef]
- Sarraf, M.; Dabbagh, A.; Razak, B.A.; Nasiri-Tabrizi, B.; Hosseini, H.R.M.; Saber-Samandari, S.; Kasim, N.H.A.; Yean, L.K.; Sukiman, N.L. Silver oxide nanoparticles-decorated tantala nanotubes for enhanced antibacterial activity and osseointegration of Ti6Al4V. Mater. Des. 2018, 154, 28–40. [Google Scholar] [CrossRef]
- Idusuyi, N.; Olayinka, J.I. Dry sliding wear characteristics of aluminium metal matrix composites: A brief overview. J. Mater. Res. Technol. 2019, 8, 3338–3346. [Google Scholar] [CrossRef]
- Nayim, S.T.I.; Hasan, M.Z.; Seth, P.P.; Gupta, P.; Thakur, S.; Kumar, D.; Jamwal, A. Effect of CNT and TiC hybrid reinforcement on the micro-mechano-tribo behaviour of aluminium matrix composites. Mater. Today Proc. 2020, 21, 1421–1424. [Google Scholar] [CrossRef]
- Kavimani, V.; Prakash, K.S.; Thankachan, T. Experimental investigations on wear and friction behaviour of SiC@ r-GO reinforced Mg matrix composites produced through solvent-based powder metallurgy. Compos. Part B Eng. 2019, 162, 508–521. [Google Scholar] [CrossRef]
- Garg, P.; Jamwal, A.; Kumar, D.; Sadasivuni, K.K.; Hussain, C.M.; Gupta, P. Advance research progresses in aluminium matrix composites: Manufacturing & applications. J. Mater. Res. Technol. 2019, 8. [Google Scholar] [CrossRef]
- Mavhungu, S.; Akinlabi, E.; Onitiri, M.; Varachia, F. Aluminum matrix composites for industrial use: Advances and trends. Procedia Manuf. 2017, 7, 178–182. [Google Scholar] [CrossRef]
- Sharma, S.; Nanda, T.; Pandey, O. Effect of particle size on dry sliding wear behaviour of sillimanite reinforced aluminium matrix composites. Ceram. Int. 2018, 44, 104–114. [Google Scholar] [CrossRef]
- Prakash, C.; Singh, S.; Sharma, S.; Garg, H.; Singh, J.; Kumar, H.; Singh, G. Fabrication of aluminium carbon nano tube silicon carbide particles based hybrid nano-composite by spark plasma sintering. Mater. Today Proc. 2020, 21, 1637–1642. [Google Scholar] [CrossRef]
- Satyanarayana, T.; Rao, P.S.; Krishna, M.G. Influence of wear parameters on friction performance of A356 aluminum–graphite/granite particles reinforced metal matrix hybrid composites. Heliyon 2019, 5, e01770. [Google Scholar] [CrossRef]
- Fenghong, C.; Chang, C.; Zhenyu, W.; Muthuramalingam, T.; Anbuchezhiyan, G. Effects of silicon carbide and tungsten carbide in Aluminium metal matrix composites. Silicon 2019, 11, 2625–2632. [Google Scholar] [CrossRef]
- Kumar, A.; Arafath, M.Y.; Gupta, P.; Kumar, D.; Hussain, C.M.; Jamwal, A. Microstructural and mechano-tribological behavior of Al reinforced SiC-TiC hybrid metal matrix composite. Mater. Today Proc. 2020, 21, 1417–1420. [Google Scholar] [CrossRef]
- Zhang, J.; Yang, S.; Chen, Z.; Wu, H.; Zhao, J.; Jiang, Z. Graphene encapsulated SiC nanoparticles as tribology-favoured nanofillers in aluminium composite. Compos. Part B Eng. 2019, 162, 445–453. [Google Scholar] [CrossRef]
- Ferreira, L.; Bayraktar, E.; Robert, M. Magnetic and electrical properties of aluminium matrix composite reinforced with magnetic nano iron oxide (Fe3O4). Adv. Mater. Process. Technol. 2016, 2, 165–173. [Google Scholar]
- Roseline, S.; Paramasivam, V. Corrosion behaviour of heat treated Aluminium Metal Matrix composites reinforced with Fused Zirconia Alumina 40. J. Alloys Compd. 2019, 799, 205–215. [Google Scholar] [CrossRef]
- Boutouta, A.; Yacine Debili, M. Microstructural and thermal characteristics of the sintered Al-Fe2O3 composites. Eng. Rev. 2020, 40, 32–38. [Google Scholar] [CrossRef]
- Yuan, S.; Liang, B.; Zhao, Y.; Pehkonen, S. Surface chemistry and corrosion behaviour of 304 stainless steel in simulated seawater containing inorganic sulphide and sulphate-reducing bacteria. Corros. Sci. 2013, 74, 353–366. [Google Scholar] [CrossRef]
- Yu, Y.H.; Lin, Y.Y.; Lin, C.H.; Chan, C.C.; Huang, Y.C. High-performance polystyrene/graphene-based nanocomposites with excellent anti-corrosion properties. Polym. Chem. 2014, 5, 535–550. [Google Scholar] [CrossRef]
- Sarraf, M.; Nasiri-Tabrizi, B.; Dabbagh, A.; Basirun, W.J.; Sukiman, N.L. Optimized nanoporous alumina coating on AA3003-H14 aluminum alloy with enhanced tribo-corrosion performance in palm oil. Ceram. Int. 2020, 46, 7306–7323. [Google Scholar] [CrossRef]
- Jawalkar, C.; Verma, A.S.; Suri, N. Fabrication of aluminium metal matrix composites with particulate reinforcement: A review. Mater. Today Proc. 2017, 4, 2927–2936. [Google Scholar]
- Sijo, M.; Jayadevan, K. Analysis of stir cast aluminium silicon carbide metal matrix composite: A comprehensive review. Procedia Technol. 2016, 24, 379–385. [Google Scholar] [CrossRef] [Green Version]
- Sulaiman, S.; Marjom, Z.; Ismail, M.; Ariffin, M.; Ashrafi, N. Effect of modifier on mechanical properties of aluminium silicon carbide (Al-SiC) composites. Procedia Eng. 2017, 184, 773–777. [Google Scholar] [CrossRef]
- Ravikumar, K.; Kiran, K.; Sreebalaji, V. Characterization of mechanical properties of aluminium/tungsten carbide composites. Measurement 2017, 102, 142–149. [Google Scholar] [CrossRef]
- Okamoto, H.; Massalski, T. Binary Alloy Phase Diagrams; ASM International: Materials Park, OH, USA, 1990. [Google Scholar]
- Lee, J.-M.; Kang, S.-B.; Sato, T.; Tezuka, H.; Kamio, A. Evolution of iron aluminide in Al/Fe in situ composites fabricated by plasma synthesis method. Mater. Sci. Eng. A 2003, 362, 257–263. [Google Scholar] [CrossRef]
- Movahedi, M.; Kokabi, A.; Reihani, S.S.; Najafi, H.; Farzadfar, S.; Cheng, W.; Wang, C. Growth kinetics of Al–Fe intermetallic compounds during annealing treatment of friction stir lap welds. Mater. Charact. 2014, 90, 121–126. [Google Scholar] [CrossRef]
- AzimiRoeen, G.; Kashani-Bozorg, S.F.; Nosko, M.; Lotfian, S. Mechanical and Microstructural Characterization of Hybrid Aluminum Nanocomposites Synthesized from an Al–Fe3O4 System by Friction Stir Processing. Met. Mater. Int. 2019, 26, 1441–1453. [Google Scholar] [CrossRef]
- Raghavan, V. Al-Fe-Si (aluminum-iron-silicon). J. Phase Equilib. Diffus. 2009, 30, 184–188. [Google Scholar] [CrossRef]
- Kwak, S.-Y.; Yun, J.-G.; Lee, J.-H.; Shin, D.-I.; Kang, C.-Y. Identification of intermetallic compounds and its formation mechanism in boron steel hot-dipped in Al-7 wt.% Mn alloy. Coatings 2017, 7, 222. [Google Scholar] [CrossRef] [Green Version]
- Chung, K.; Kwong, F.; Li, J.; Ng, D.H. Reaction mechanisms between Al and Fe3O4 powders in the formation of an Al-based metal matrix composite. Philos. Mag. 2009, 89, 1535–1553. [Google Scholar] [CrossRef]
- Moro, M. Nano-Characterization of Ceramic-Metallic Interpenetrating Phase Composite Material Using Electron Crystallography. Ph.D. Thesis, Youngstown State University, Youngstown, OH, USA, 2012. [Google Scholar]
- Tabonah, T.M.K.; Akkaş, M.; Islak, S. Microstructure, Wear and Corrosion Properties of NiB-TiC Composite Materials Produced By Powder Metallurgy Method. Sci. Sinter. 2019, 51, 327–338. [Google Scholar]
- Bisht, A.; Kumar, V.; Li, L.H.; Chen, Y.; Agarwal, A.; Lahiri, D. Effect of warm rolling and annealing on the mechanical properties of aluminum composite reinforced with boron nitride nanotubes. Mater. Sci. Eng. A 2018, 710, 366–373. [Google Scholar] [CrossRef]
- Sarraf, M.; Razak, B.A.; Nasiri-Tabrizi, B.; Dabbagh, A.; Kasim, N.H.A.; Basirun, W.J.; Sulaiman, E.B. Nanomechanical properties, wear resistance and in-vitro characterization of Ta2O5 nanotubes coating on biomedical grade Ti–6Al–4V. J. Mech. Behav. Biomed. Mater. 2017, 66, 159–171. [Google Scholar] [CrossRef]
- Sarraf, M.; Zalnezhad, E.; Bushroa, A.; Hamouda, A.; Rafieerad, A.; Nasiri-Tabrizi, B. Effect of microstructural evolution on wettability and tribological behavior of TiO2 nanotubular arrays coated on Ti–6Al–4V. Ceram. Int. 2015, 41, 7952–7962. [Google Scholar] [CrossRef]
- Zhao, L.-Z.; Zhao, M.-J.; Li, D.-Y.; Zhang, J.; Xiong, G.-Y. Study on Fe–Al–Si in situ composite coating fabricated by laser cladding. Appl. Surf. Sci. 2012, 258, 3368–3372. [Google Scholar] [CrossRef]
- Wang, L.; Dong, B.; Qiu, F.; Geng, R.; Zou, Q.; Yang, H.; Li, Q.; Xu, Z.; Zhao, Q.; Jiang, Q. Dry sliding friction and wear characterization of in situ TiC/Al-Cu3. 7-Mg1. 3 nanocomposites with nacre-like structures. J. Mater. Res. Technol. 2020, 9, 641–653. [Google Scholar] [CrossRef]
- Sarraf, M.; Sukiman, N.L.; Bushroa, A.R.; Nasiri-Tabrizi, B.; Dabbagh, A.; Kasim, N.A.; Basirun, W. In vitro bioactivity and corrosion resistance enhancement of Ti-6Al-4V by highly ordered TiO2 nanotube arrays. J. Aust. Ceram. Soc. 2019, 55, 187–200. [Google Scholar] [CrossRef]
- Subri, N.W.B.; Sarraf, M.; Nasiri-Tabrizi, B.; Ali, B.; Mohd Sabri, M.F.; Basirun, W.J.; Sukiman, N.L. Corrosion insight of iron and bismuth added Sn–1Ag–0.5 Cu lead-free solder alloy. Corros. Eng. Sci. Technol. 2020, 55, 35–47. [Google Scholar] [CrossRef]
- Zakaria, H. Microstructural and corrosion behavior of Al/SiC metal matrix composites. Ain Shams Eng. J. 2014, 5, 831–838. [Google Scholar] [CrossRef]
- Jamwal, A.; Prakash, P.; Kumar, D.; Singh, N.; Sadasivuni, K.K.; Harshit, K.; Gupta, S.; Gupta, P. Microstructure, wear and corrosion characteristics of Cu matrix reinforced SiC–graphite hybrid composites. J. Compos. Mater. 2019, 53, 2545–2553. [Google Scholar] [CrossRef]
- Sadawy, M.M. Effect of Al2O3 additives on the corrosion and electrochemical behavior of steel embedded in ordinary Portland cement concrete. Am. J. Mater. Res. 2014, 4, 53–58. [Google Scholar]
- Eftekhari, M.; Movahedi, M.; Kokabi, A.H. Microstructure, Strength, and Wear Behavior Relationship in Al-Fe3O4 Nanocomposite Produced by Multi-pass Friction Stir Processing. J. Mater. Eng. Perform. 2017, 26, 3516–3530. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Al (wt%) | Fe3O4 (wt%) | SiC (wt%) |
|---|---|---|---|
| sample 1 | 80 | 15 | 0 |
| sample 2 | 70 | 15 | 10 |
| sample 3 | 60 | 15 | 20 |
| sample 4 | 50 | 15 | 30 |
| sample 5 | 65 | 30 | 0 |
| sample 6 | 55 | 30 | 10 |
| sample 7 | 50 | 30 | 15 |
| sample 8 | 45 | 30 | 20 |
| Parameter | Al-15Fe3O4 | Al-30Fe3O4 | Al-15Fe3O4-30 SiC | Al-30Fe3O4-20 SiC |
|---|---|---|---|---|
| Ecorr/mV | −729.522 | −615.712 | −680.156 | −685.751 |
| Icorr/A log (|<I>/A|) | 6.157 × 10−4 | 7.342 × 10−5 | 5.591 × 10−5 | 1.018 × 10−6 |
| Sample weights (gr) | 2.21 | 2.75 | 2.42 | 2.91 |
| Corrosion rate (mm/year) | 8.4 × 10−4 | 0.87 × 10−4 | 0.8 × 10−4 | 0.01 × 10−4 |
| P.E. (%) | - | 88.07 | 90.91 | 99.83 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ashrafi, N.; Azmah Hanim, M.A.; Sarraf, M.; Sulaiman, S.; Hong, T.S. Microstructural, Tribology and Corrosion Properties of Optimized Fe3O4-SiC Reinforced Aluminum Matrix Hybrid Nano Filler Composite Fabricated through Powder Metallurgy Method. Materials 2020, 13, 4090. https://doi.org/10.3390/ma13184090
Ashrafi N, Azmah Hanim MA, Sarraf M, Sulaiman S, Hong TS. Microstructural, Tribology and Corrosion Properties of Optimized Fe3O4-SiC Reinforced Aluminum Matrix Hybrid Nano Filler Composite Fabricated through Powder Metallurgy Method. Materials. 2020; 13(18):4090. https://doi.org/10.3390/ma13184090
Chicago/Turabian StyleAshrafi, Negin, M. A. Azmah Hanim, Masoud Sarraf, S. Sulaiman, and Tang Sai Hong. 2020. "Microstructural, Tribology and Corrosion Properties of Optimized Fe3O4-SiC Reinforced Aluminum Matrix Hybrid Nano Filler Composite Fabricated through Powder Metallurgy Method" Materials 13, no. 18: 4090. https://doi.org/10.3390/ma13184090