Effects of Aging on the Microstructure and Properties of 7075 Al Sheets


Abstract
:1. Introduction
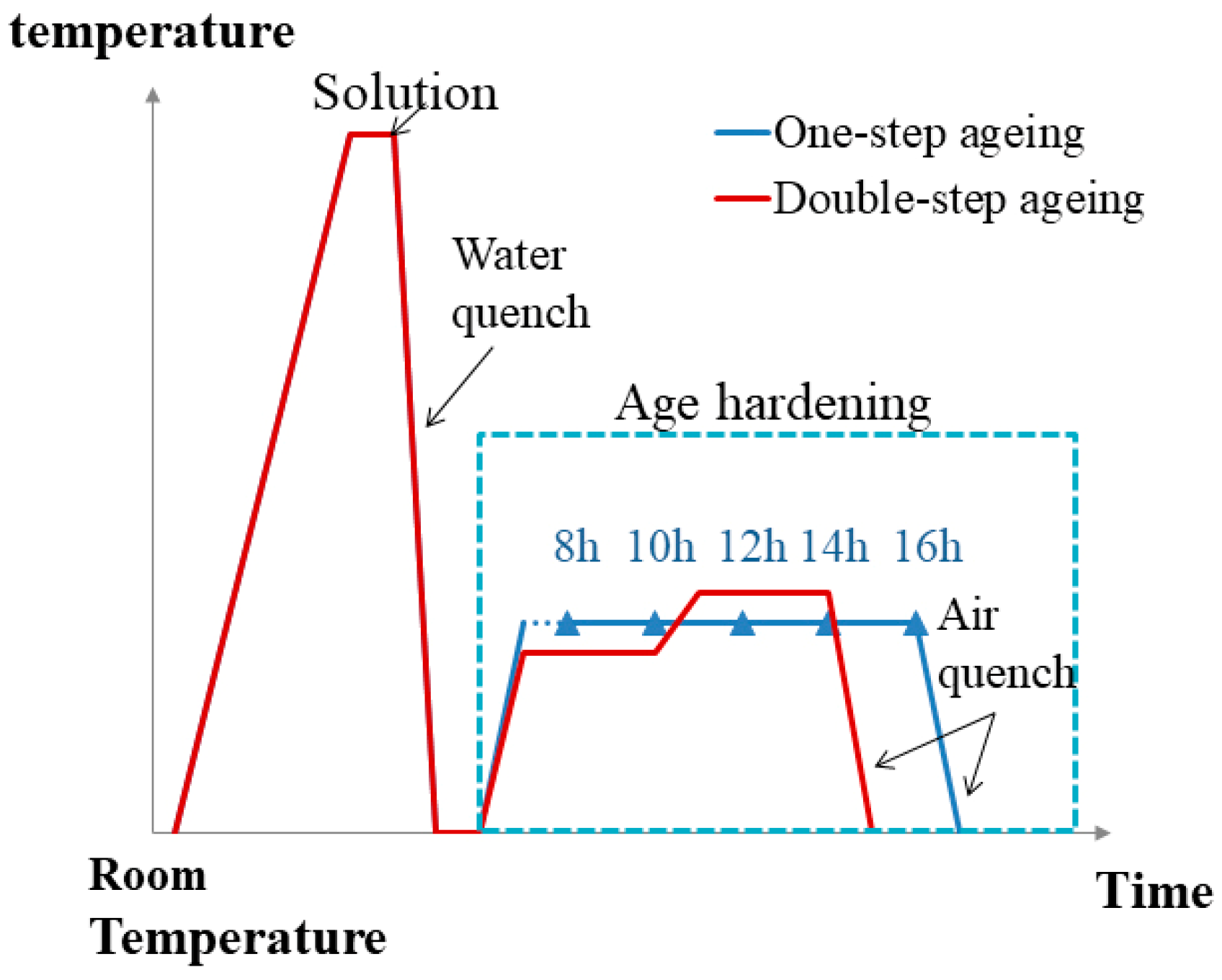
2. Material and Methods
3. Results
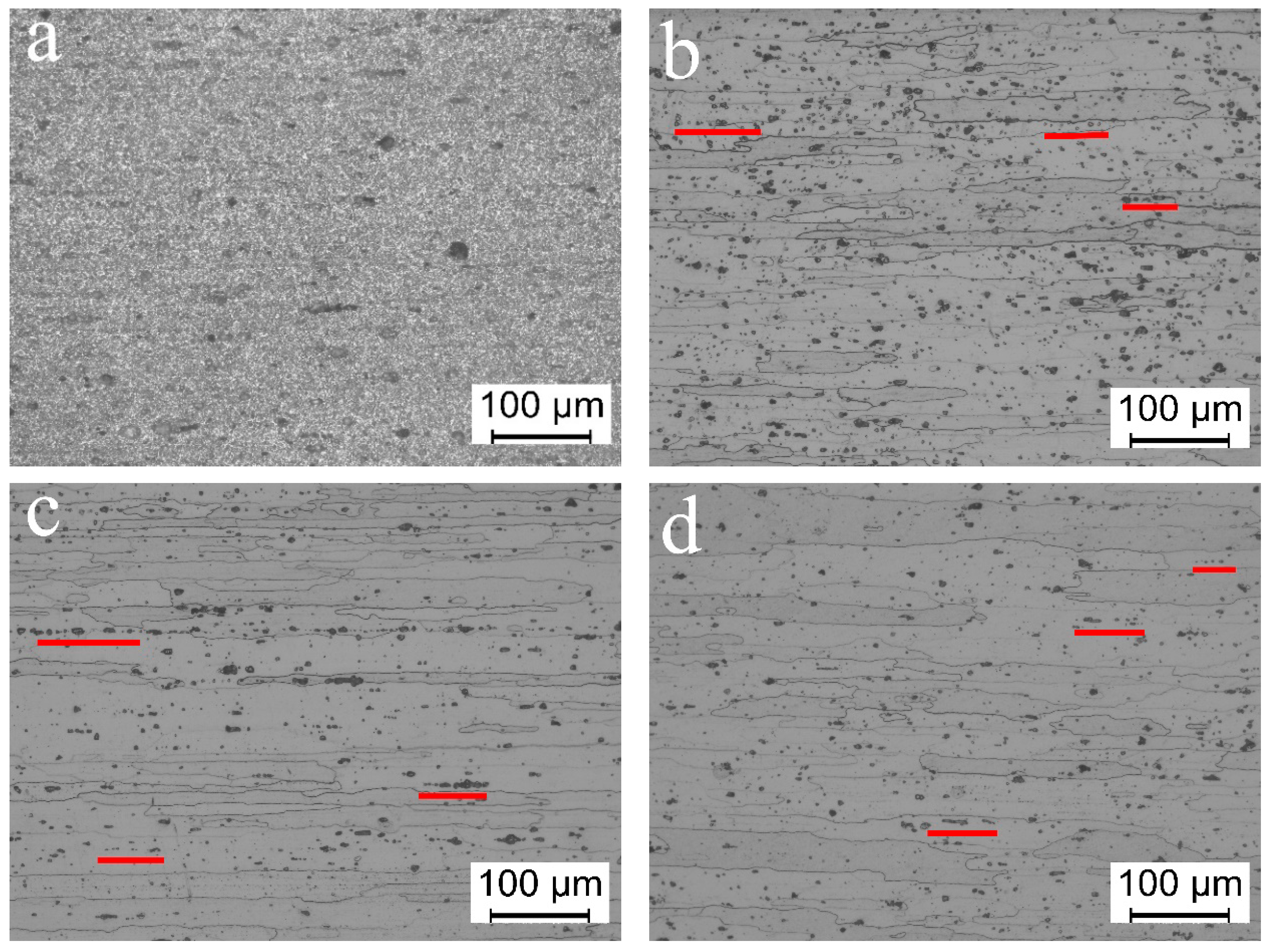
3.1. Microstructure Analysis Results
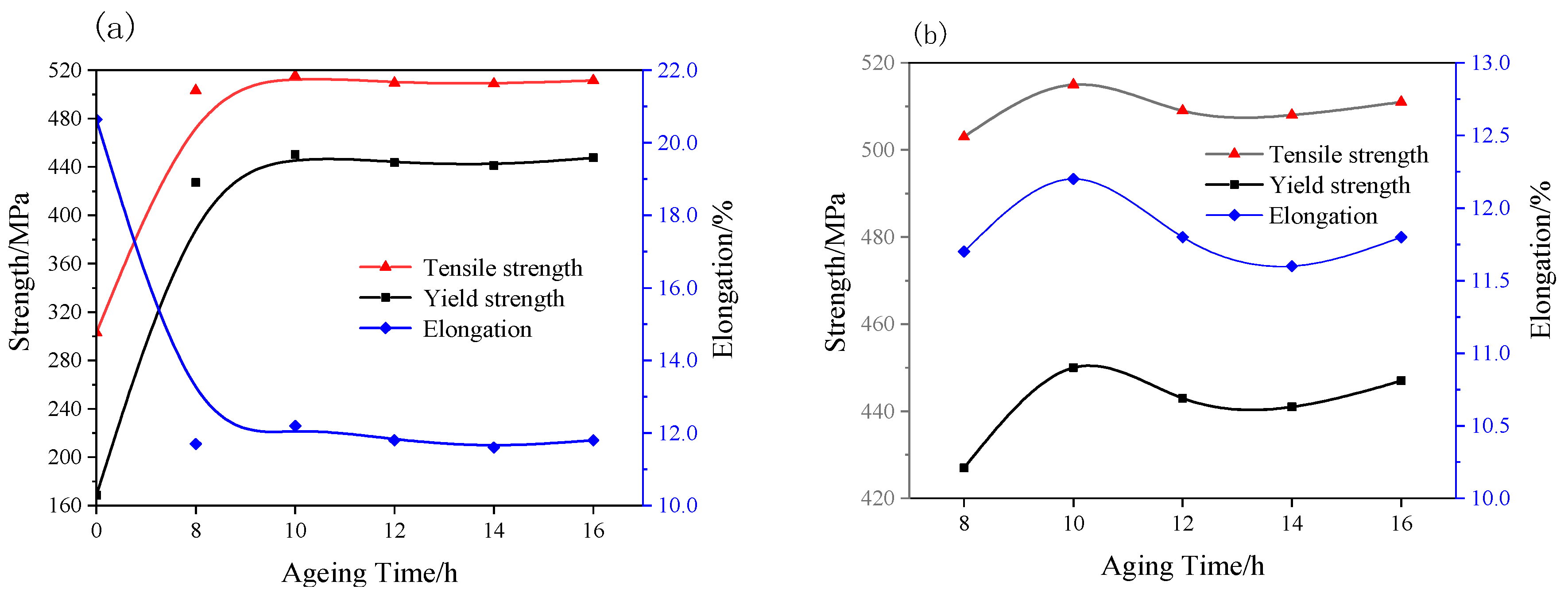
3.2. Hardness and Mechanical Properties
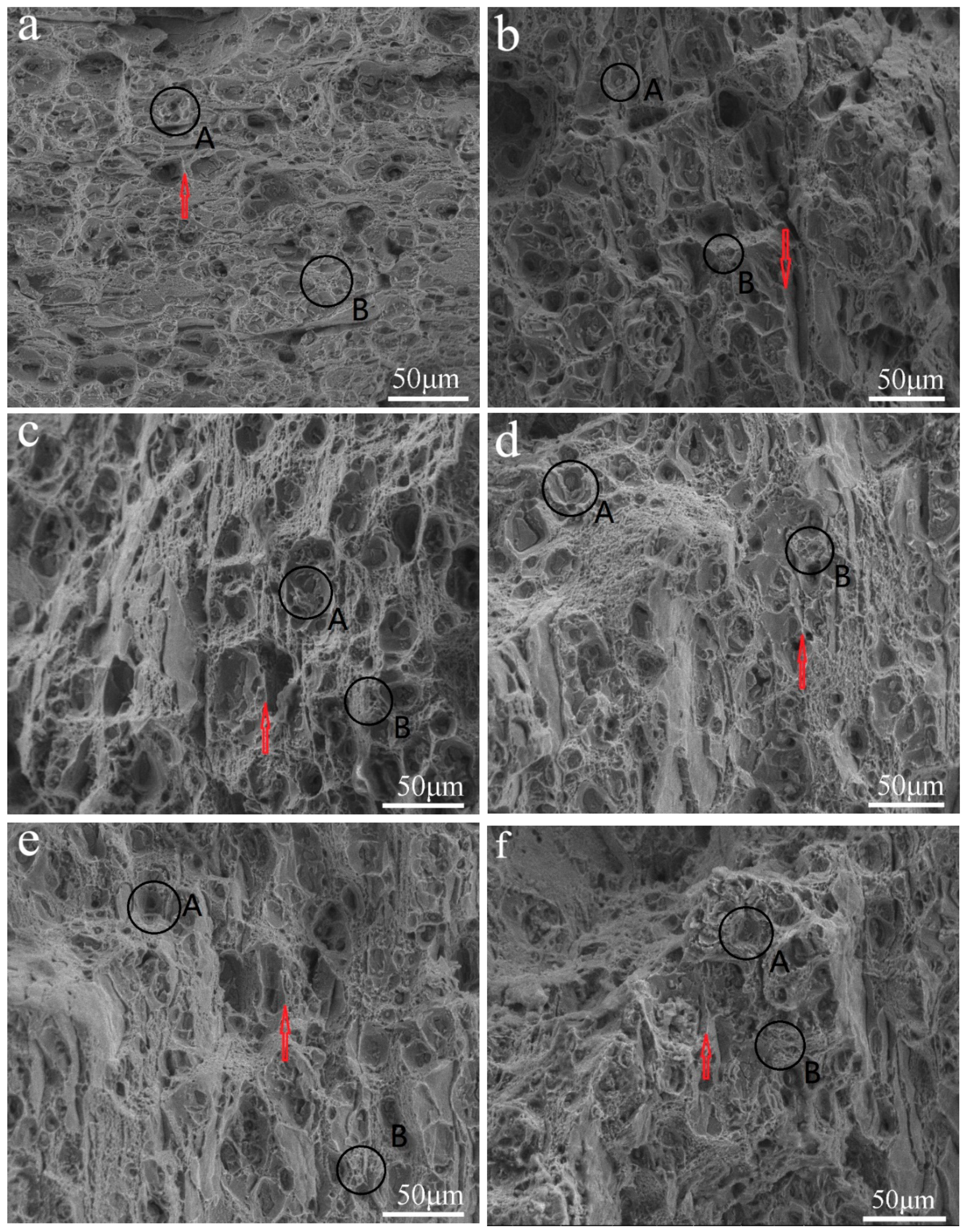
3.3. Morphology of Tensile Fracture
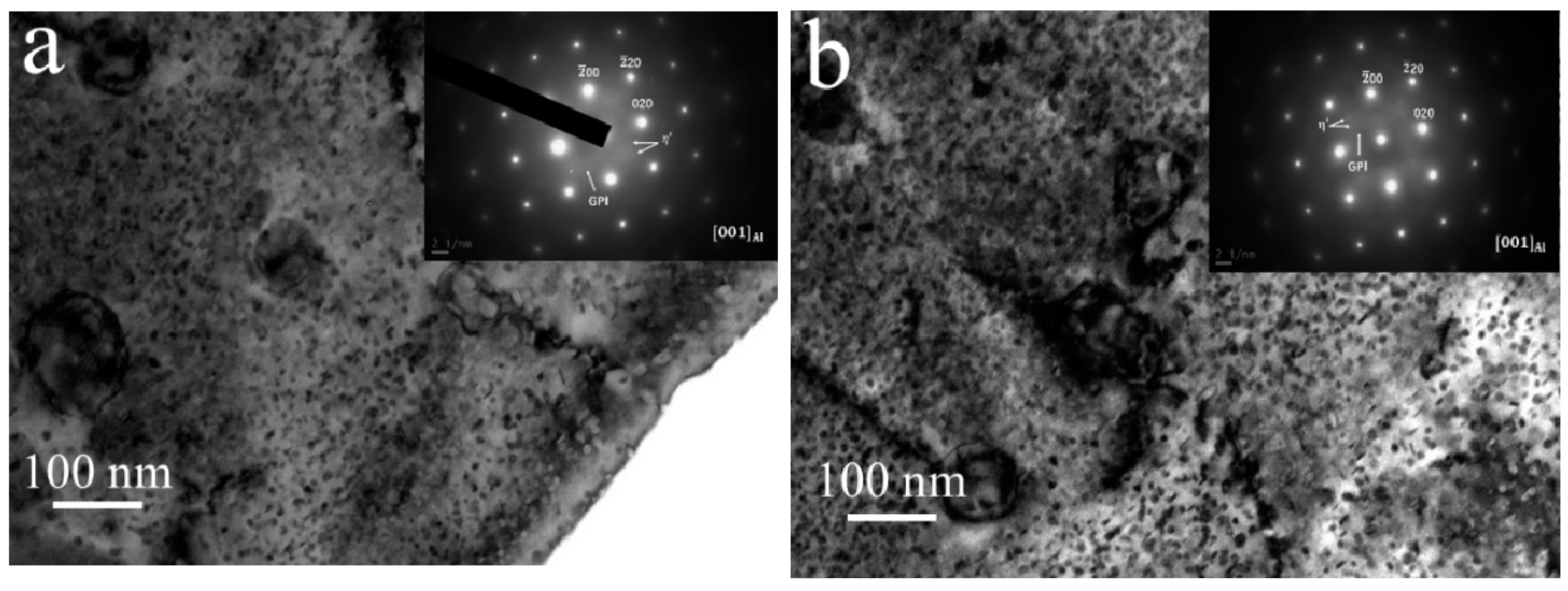
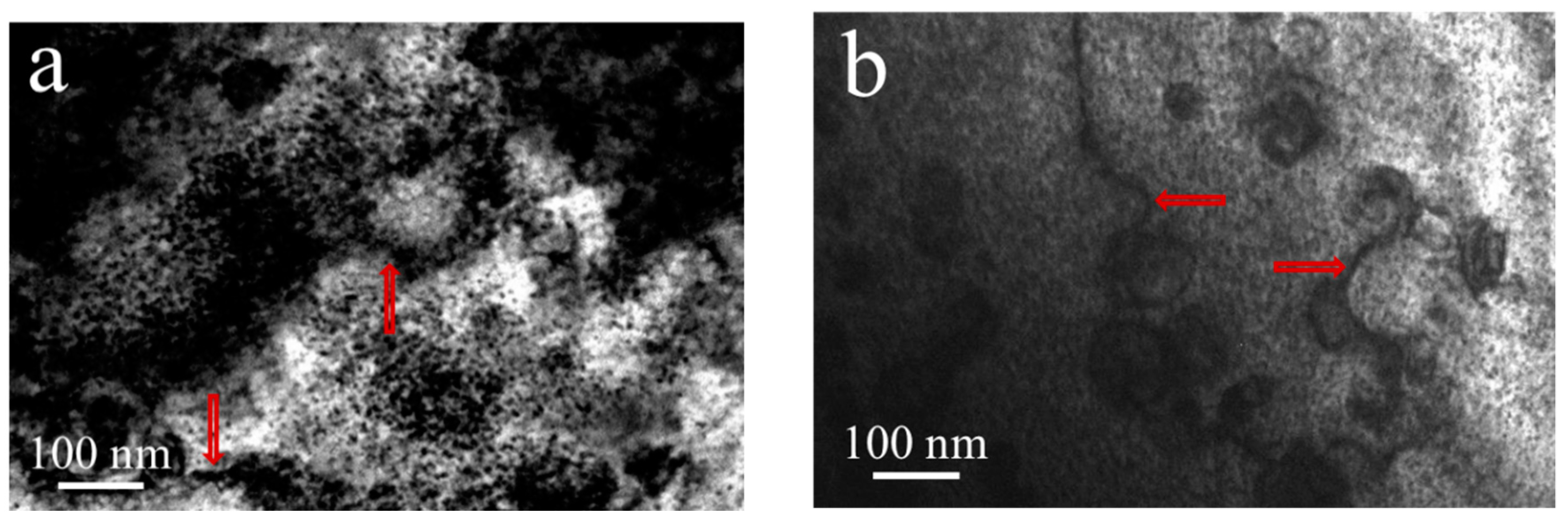
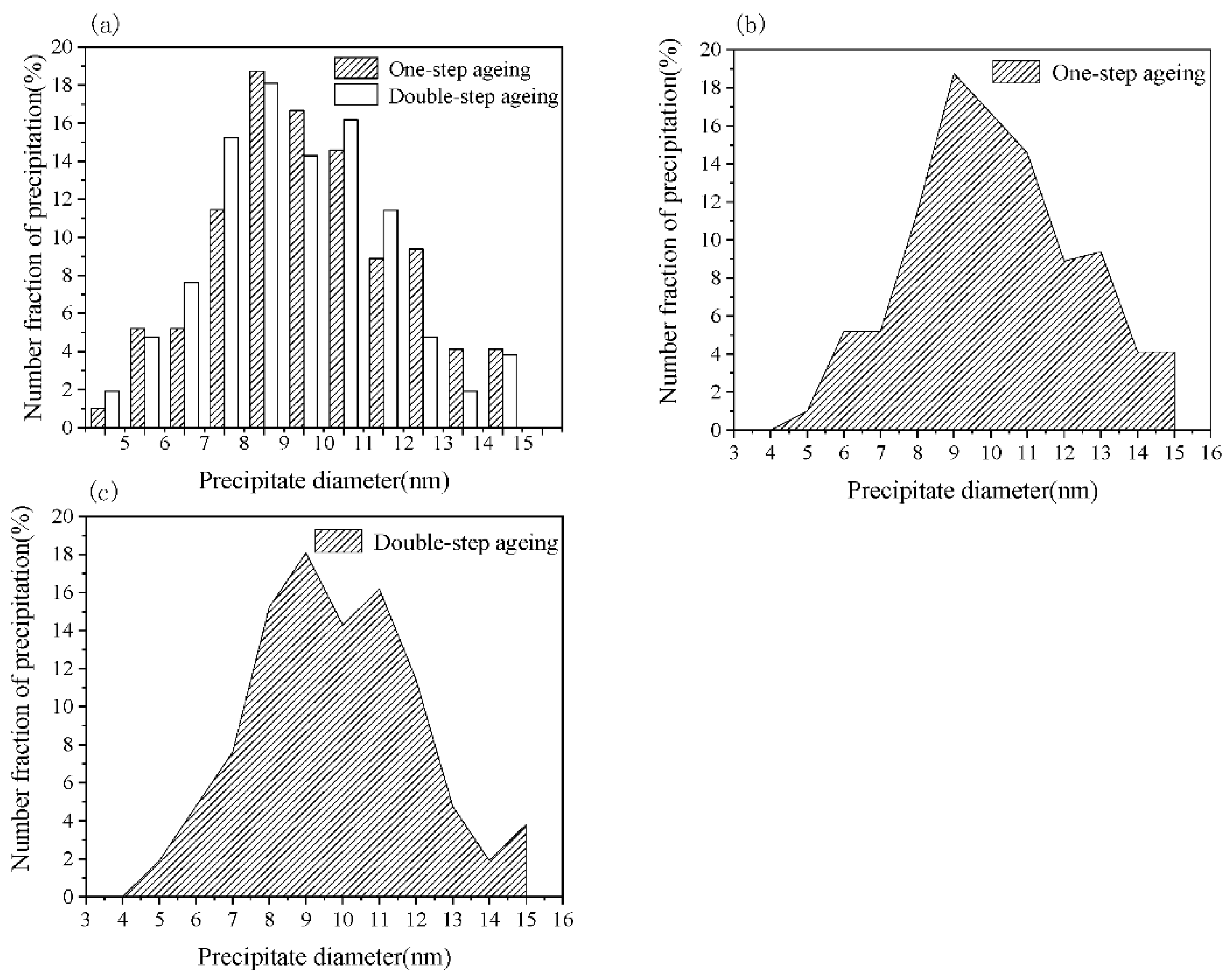
3.4. TEM Analysis
4. Discussion
5. Conclusions
- During one-step aging, the strength and hardness of the 7075 Al sheet first increased, then decreased. The tensile properties peaked after aging for 10 h; the tensile strength and microhardness were 515.3 MPa and 179.8 HV, respectively. Double aging of the Al sheet gave better mechanical properties than one-step aging; the tensile strength and microhardness were increased by 33.5 MPa and 12.2HV, respectively.
- The microstructural analysis showed that the samples subjected to double aging had higher dislocation and precipitation densities. Double aging resulted in the formation of a large number of distributed η’ phases and GP zones in the matrix within a short period of time. The strength and working efficiency of the sheets improved significantly.
- Precipitation had a significant influence on the 7075 Al sheets compared to dislocation.
Author Contributions
Funding
Conflicts of Interest
References
- Ferragut, R.; Somoza, A.; Tolley, A. Microstructural evolution of 7012 alloy during the early stages of artificial ageing. Acta Mater. 1999, 47, 4355–4364. [Google Scholar] [CrossRef]
- Williams, J.C.; Starke, E.A., Jr. Progress in structural materials for aerospace systems. Acta Mater. 2003, 51, 5775–5799. [Google Scholar] [CrossRef]
- Lei, C.; Li, H.; Fu, J.; Bian, T.J.; Zheng, G.W. Non-isothermal creep aging behaviors of an Al-Zn-Mg-Cu alloy. Mater. Charact. 2018, 144, 431–439. [Google Scholar] [CrossRef]
- Berg, L.K.; Gjønnes, J.; Hansen, V.; Li, X.Z.; Knutson-Wedel, M.; Waterloo, G.; Schryvers, D.; Wallenberg, L.R. GP-zones in Al–Zn–Mg alloys and their role in artificial aging. Acta Mater. 2001, 49, 3443–3451. [Google Scholar] [CrossRef]
- Liu, M.; Klobes, B.; Maier, K. On the age-hardening of an Al–Zn–Mg–Cu alloy: A vacancy perspective. Scr. Mater. 2011, 64, 21–24. [Google Scholar] [CrossRef]
- Liu, L.L.; Pan, Q.L.; Wang, X.D.; Xiong, S.W. The effects of aging treatments on mechanical property and corrosion behavior of spray formed 7055 aluminum alloy. J. Alloys Compd. 2018, 735, 261–276. [Google Scholar] [CrossRef]
- Jiang, J.T.; Xiao, W.Q.; Yang, L.; Shao, W.Z.; Yuan, S.J.; Zhen, L. Ageing behavior and stress corrosion cracking resistance of a non-isothermally aged Al-Zn-Mg-Cu alloy. Mater. Sci. Eng. A 2014, 605, 167–175. [Google Scholar] [CrossRef]
- Sha, G.; Cerezo, A. Early-stage precipitation in Al-Zn-Mg-Cu (7050). Acta Mater. 2004, 52, 4503–4516. [Google Scholar] [CrossRef]
- Khan, M.A.; Wang, Y.W.; Mohamed, A.A.; Malik, A.; Nazeer, F.; Yasin, G.; Yiawei, B.; Zhang, H. Microstructure and mechanical properties of an Al-Zn-Cu-Mg alloy processed by hot forming processes followed by heat treatments. Mater. Charact. 2019, 157, 109901. [Google Scholar] [CrossRef]
- Engdahl, T.; Hansen, V.; Warren, P.J.; Stiller, K. Investigation of fine scale precipitates in Al–Zn–Mg alloys after various heat treatments. Mater. Sci. Eng. A 2002, 327, 59–64. [Google Scholar] [CrossRef]
- Emani, S.V.; Benedyk, J.; Nash, P.; Chen, D. Double aging and thermomechanical heat treatment of AA7075 aluminum alloy extrusions. Mater. Sci. 2009, 44, 6384–6391. [Google Scholar] [CrossRef]
- Massalski, T.B. The Al−Cu (Aluminum-Copper) system. Bull. Alloy Phase Diagr. 1980, 1, 27–33. [Google Scholar] [CrossRef]
- Shercliff, H.R.; Ashby, M.F. A process model for age hardening aluminium alloys-I: The model. Acta Mater. 1990, 38, 1789–1802. [Google Scholar] [CrossRef]
- Ogura, T.; Hirose, A.; Sato, T. Effect of PFZ and Grain Boundary Precipitate on Mechanical Properties and Fracture Morphologies in Al-Zn-Mg (Ag) Alloys. In Proceedings of the 6th International Conference on Processing and Manufacturing of Advanced Materials (THERMEC) Congress, Berlin, Germany, 25–29 August 2009. [Google Scholar]
- Jiang, X.J.; Noble, B.; Holme, B.; Waterloo, G.; Tafto, J. Differential scanning calorimetry and electron diffraction investigation on low-temperature aging in Al-Zn-Mg alloys. Metall. Mater. Trans. A 2000, 31, 339–348. [Google Scholar] [CrossRef]
- ASTM International. ASTM E 112-13, Standard Test Methods for Determining Average Grain Size; ASTM: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Kelly, P.M.; Jostsons, A.; Blake, R.G.; Napier, J.G. The determination of foil thickness by scanning transmission electron microscopy. Phys. Status Solidi A 1975, 31, 771–780. [Google Scholar] [CrossRef]
- Dumont, M.; Lefebvre, M.; Doisneau-Cottignies, B.; Deschamps, A. Characterisation of the composition and volume fraction of η’ and η precipitates in an Al–Zn–Mg alloy by a combination of atom probe; small-angle X-ray scattering and transmission electron microscopy. Acta Mater. 2005, 53, 2881–2892. [Google Scholar] [CrossRef]
- Williamson, G.; Hall, W.H. X-ray line broadening from filed aluminum and wolfram. Acta Metall. 1953, 1, 22–31. [Google Scholar] [CrossRef]
- Sylwestrowicz, W.; Hall, E.O. The deformation and ageing of mild steel: III Discussion of results. Proc. Phys. Soc. B 1951, 64, 747–753. [Google Scholar] [CrossRef]
- Hornbogen, E.; Starke, E.A., Jr. Overview no. 102 Theory assisted design of high strength low aluminium. Acta Metall. Mater. 1993, 41, 1–16. [Google Scholar] [CrossRef]
- Embury, J.D.; Lloyd, D.J.; Ramachandran, T.R. Aluminum Alloys-Contemporary Research and Applications: Treatise on Materials Science Technology; Academic Press: Boston, MA, USA, 1989. [Google Scholar]
- Martin, J.W. Micromechanisms in Particle-Strengthened Alloys; Cambridge University Press: Cambridge, UK, 1980. [Google Scholar]
- Kelly, P.M. The effect of particle shape on dispersion hardening. Scr. Metall. 1972, 6, 647–656. [Google Scholar] [CrossRef]
- Harkness, S.D.; Hren, J.J. An investigation of strengthening by spherical coherent G.P. Zones. Met. Trans. 1970, 1, 43–49. [Google Scholar]
- Dixit, M.; Mishra, R.S.; Sankaran, K.K. Structure–property correlations in Al 7050 and Al 7055 high-strength aluminum alloys. Mater. Sci. Eng. A 2007, 478, 163–172. [Google Scholar] [CrossRef]
- Totten, G.E.; MacKenzie, D.S. Handbook of Aluminum. In Physical Metallurgy and Processes; Marcel Dekker: New York, NY, USA, 2003; Available online: https://www.routledge.com/Handbook-of-Aluminum-Vol-1-Physical-Metallurgy-and-Processes/Totten-MacKenzie/p/book/9780824704940 (accessed on 26 March 2003).








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Zn | Mg | Cu | Mn | Fe | Si | Cr | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| 7075 | 5.72 | 2.55 | 1.50 | 0.13 | 0.15 | 0.20 | 0.23 | 0.12 | Bal. |
| Aging Time | YS (MPa) | UTS (MPa) | Elongation (%) | Microhardness (HV) |
|---|---|---|---|---|
| 0 h | 168.7 | 302.9 | 20.6 | 36.4 |
| 8 h | 427.1 | 503.2 | 11.7 | 173.4 |
| 10 h | 450.3 | 515.3 | 12.2 | 179.8 |
| 12 h | 443.6 | 509.5 | 11.8 | 168.8 |
| 14 h | 441.2 | 508.8 | 11.6 | 170.4 |
| 16 h | 447.5 | 511.6 | 11.8 | 183.6 |
| DA treatment | 491.1 | 541.4 | 10.7 | 199.6 |
| Strengthening Increment, MPa | One-Step Aging (16 h) | DA Treatment (3 h at 120 °C and 3 h at 160 °C) |
|---|---|---|
| Grain boundary strengthening, ΔσHP | 71.1 | 78.6 |
| Dislocation strengthening, Δσd | 72.0 | 87.3 |
| Precipitation strengthening, Δσppt | 83.4 | 96.1 |
| Yield strengthening Increment, Δσtot | 401.6 | 468.2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Z.; Wu, R.; Wang, B.; Huang, M.; Lei, G.; Luo, F. Effects of Aging on the Microstructure and Properties of 7075 Al Sheets. Materials 2020, 13, 4022. https://doi.org/10.3390/ma13184022
Zhao Z, Wu R, Wang B, Huang M, Lei G, Luo F. Effects of Aging on the Microstructure and Properties of 7075 Al Sheets. Materials. 2020; 13(18):4022. https://doi.org/10.3390/ma13184022
Chicago/Turabian StyleZhao, Zhongxin, Ruoqing Wu, Bo Wang, Mingchu Huang, Guopeng Lei, and Fenghua Luo. 2020. "Effects of Aging on the Microstructure and Properties of 7075 Al Sheets" Materials 13, no. 18: 4022. https://doi.org/10.3390/ma13184022