3.2. The Crack Pattern on AAC Beams
The crack patterns of all the fibre only beams were found to be consistent among the three beams with a single spiralling crack localised on the beam. The average angle for the compressive struts of the AAC beams,
θv, was 50° on average for AAC beams, which is higher than the 45° in the space truss theory [
17]. The
θv recorded in this study was also higher than the value observed by Van Mier (2013), with 35–40° for the unconfined torsional test by Mode III loading of concrete and mortar cylinders [
39]. In accordance with AS3600,
θv was calculated to be 40.5° using the General Method (Clause 8.2.4.2) [
32]. The MFCT equations for OPC beams under pure torsion derived by Amin and Bentz estimated the
θv angle as 43° [
15]. It is important to note that most design standards and models are derived based on the well-understood properties of OPC. Hence, it was hypothesised AAC may have noticeable differences in the material properties to OPC at the meso level, which may lead to higher
θv angles.
Table 4 shows a summary of the compressive strut angles,
θv. The angle
θv was approximately 52° for the fibre only beams. No spalling of AAC was observed among the three beams tested as presence fibres in the concrete matrix could prevent spalling because of the ability to transfer tensile stress over a crack formed [
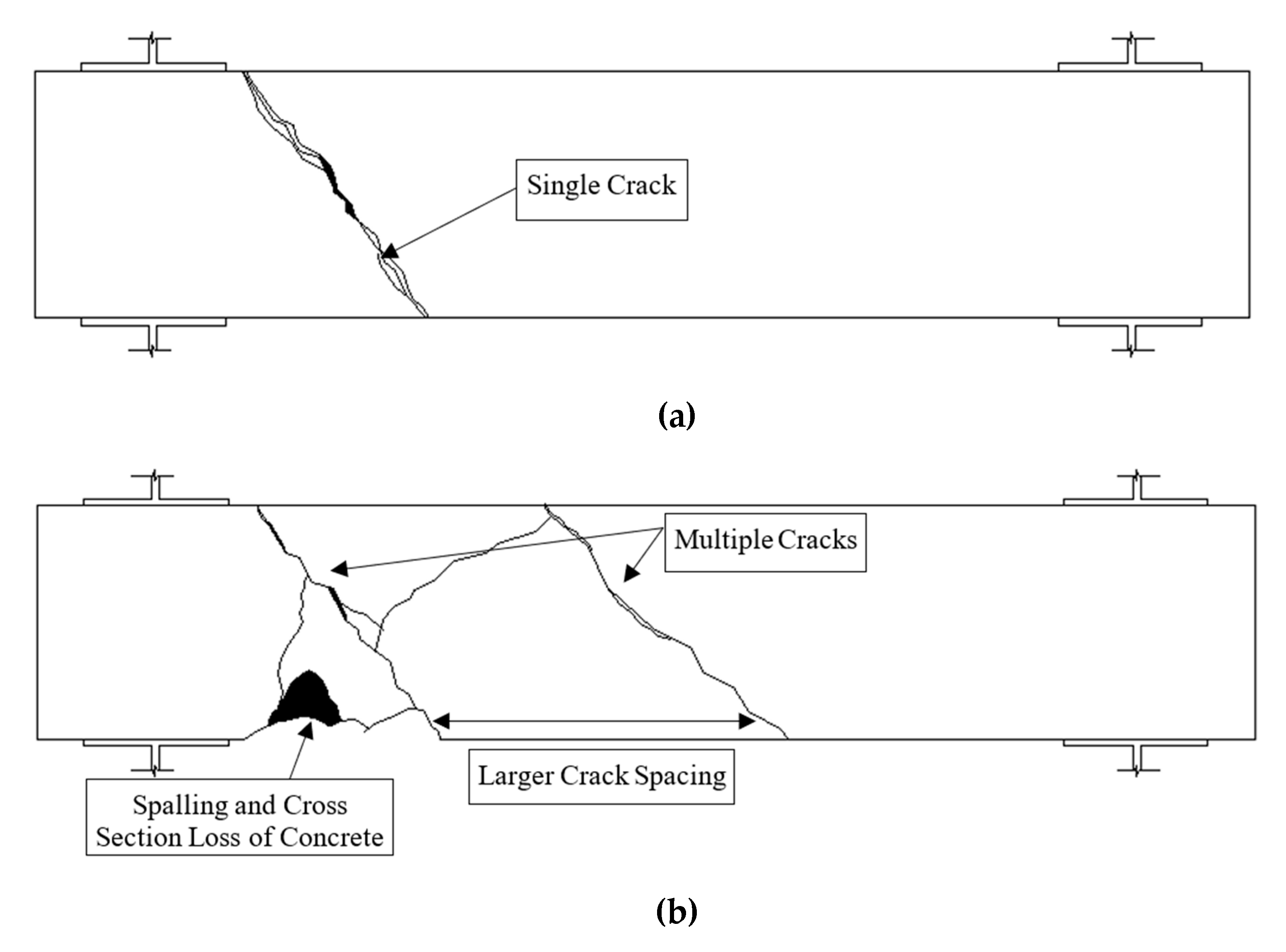
15]. During the testing of the fibre only beams, it was observed that the single localised crack was formed in a brittle and abrupt manner after the concrete was cracked, with a loud creaking sound of the fibres being engaged. Then, it was followed by significantly increased rotation and a drop in torque recorded, in which the tests of this batch had to be stopped early due to significant crack widening, a rapid increase in the angle of rotation and safety concerns. No other cracks were formed or diverged from the major crack. This is likely because the longitudinal chords from the space truss model were not present due to the absence of longitudinal reinforcements in the beam that led to the inability to transfer some stress from torsional moments, with the stresses from torsional forces carried by the fibre reinforced AAC. Interestingly, vertical splitting cracks were also observed on the AAC beams near the support of the beams This occurred due to the lack of longitudinal ties in the fibres only AAC beams, which led to flexural or shear failure. The spiral crack formed on the fibres only beams were incomplete where the spiral crack did not extend to both sides of the beams. According to Van Meir (2013), the cross-section area of the beams was reduced with the occurrence of spiral crack and the remaining intact cross-section might not have sufficient capacity to carry the confining axial stress [
39]. Hence, this led to a vertical splitting crack that is similar to Mode II loading. However, a complete brittle failure of the AAC beams was avoided as the steel fibres used in this study provided limited ductility after the first crack occurred.
Multiple diagonal compressive strut cracks were observed on the conventionally reinforced AAC beams in this scenario, which is supportive evidence of the space truss theory also being valid on AAC material. The average
θv of this series of beams was 49°, about 10% higher than the assumed 45° in earlier studies [
17]. It is important to note that the cracking behaviour of conventional reinforced series differed from the fibre only series in terms of its cracking behaviour. The conventional reinforcement AAC beams were not observed to display the same abrupt formation of localised crack after the first crack as purely fibre reinforced beams due to the presence of the longitudinal and transverse chords to provide some robustness post crack. The three tested beams displayed more post crack ductile behaviour in comparison, with diverged cracks also found on the conventionally reinforced beams as opposed to localised cracks in purely fibre reinforced beams. However, the low tensile capacity of AAC led to spalling on the beams for the conventionally reinforced beams, which, in turn, led to the loss of beam cross-section during the tests. The observation of spalling in this study at a high angle of rotation is consistent with the literature [
13,
21]. The findings are presented in
Figure 4 and
Figure 5.
With a hybrid reinforcement of steel reinforcement and fibres, the developed spiral cracks were narrower and more closely spaced, as indicated in
Figure 4 and
Figure 5. The crack width of most cracks formed was also smaller than conventionally reinforced. The formation of cracks in this series of beams was also gradual compared to the sudden formation of the purely fibre reinforced beams. No spalling was observed with hybrid reinforcements of all three beams. This was due to the increased tensile strength of the AAC matrix, which allowed the AAC to redistribute tensile strength over the cracks to other regions of the beam with higher crack surface area, to provide additional robustness to beams after the first crack. With the ability to increase tensile capacity over cracks, spalling of AAC was also prevented. The observations in this study are consistent with conventionally and fibre reinforced OPC beams in the literature [
13,
15,
19]. The post crack behaviour of these beams was also the most ductile among the series of beams tested in this study. Interestingly, the average
θv was fairly consistent with conventionally reinforced and pure fibre reinforcements. The
θv angle of hybrid reinforcements was 51°.
3.3. Behaviour and Strength of AAC Beams under Torsion
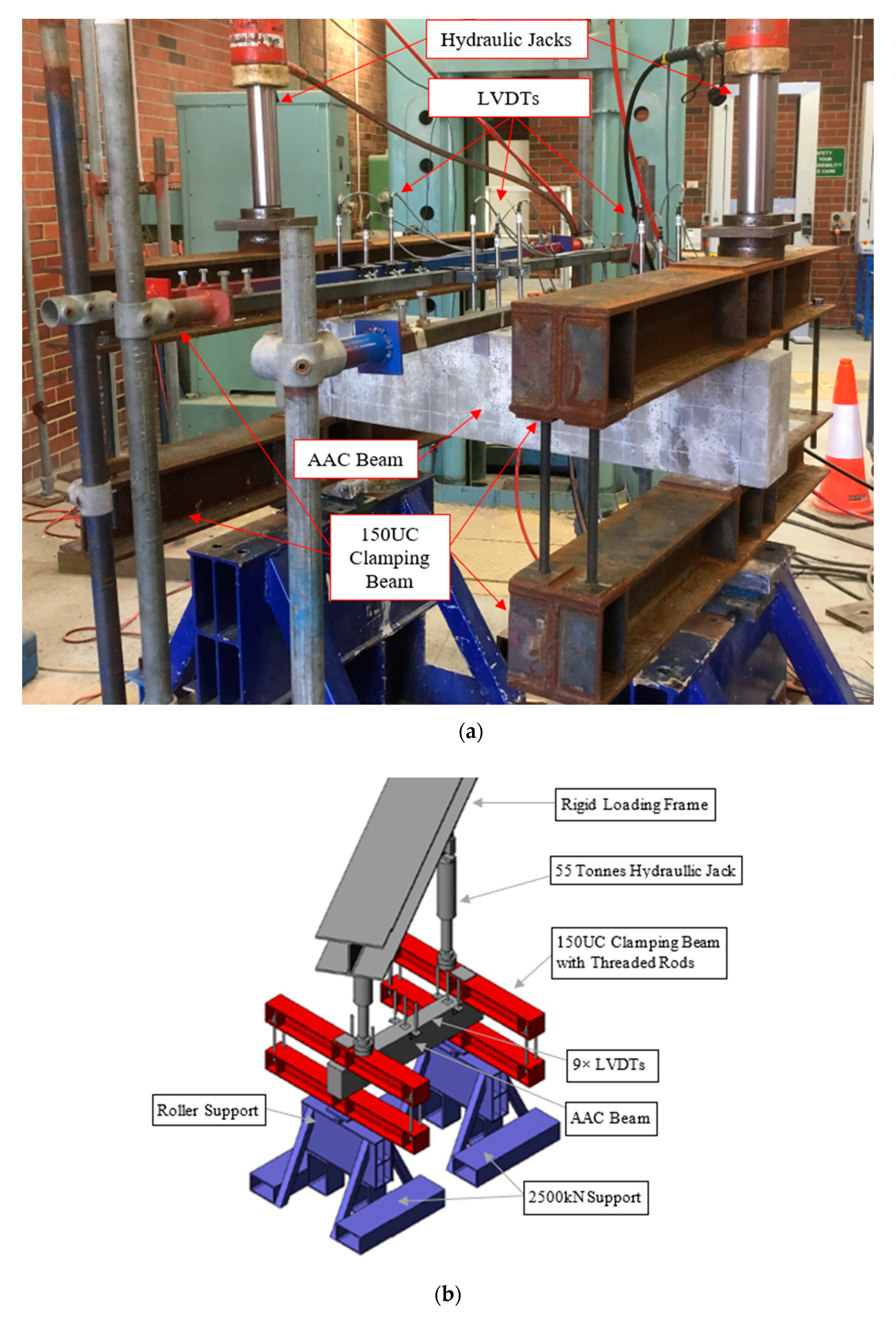
Tcr is the torque exerted on the beam when the first visible torsional crack occurred or first drop in torque during testing, and Tu is the maximum torsional load recorded throughout the torsional test. The Tcr and Tu of each beam coincide with the respective angle of rotation at the first crack (θcr) and ultimate torque (θu).
The torque and angle of rotation values of conventionally reinforced AAC beams are designated as a reference to the other two series. The average
Tcr and
Tu of conventionally reinforced AAC beams were 6.3 kNm and 8.3 kNm at average
θcr of 0.0031 rad/m and
θu of 0.0058.
Figure 6 illustrates the plots of torque versus angle of rotation of AAC beams produced with fibres only, conventional reinforcement and the hybrid reinforcement of both.
For the fibres only reinforced beam series, the average
Tcr and
Tu were 7.5 kNm and 8.3 kNm at average
θcr of 0.0035 rad/m and
θu of 0.0065 rad/m. The
Tu of fibre reinforced beams were similar to conventionally reinforced beams in torsion but the
Tcr of fibre reinforced beams were about 20% higher than conventionally reinforced beams. The average angle of rotation between fibre reinforced and conventionally was also observed to be similar in the first crack and ultimate crack scenario. The torsional performance of solely fibre reinforced AAC beams was found to have comparable performance to conventionally reinforced AAC beams until the first crack, despite the absence of any of the steel bars in the fibres only beams. In contrast, the post crack ductility after
θu was comparably poorer than conventional reinforcements, suggesting that AAC beams in torsion still require conventional steel reinforcements for consistent and sufficient post crack ductility to ensure the progressive collapse of structural members. Based on the torque versus angle of twist relationship shown in
Figure 7, there was a range of behaviours observed in the fibre only specimens.
Figure 7 shows that F1 and F3 displayed considerably improved strain-softening behaviour post crack while F2 showed a comparably less ductile behaviour instead. However, the use of steel fibres avoided sudden brittle failure of AAC beams under torsion. The behaviour was inconsistent among the beams tested, with only two out of three beams displaying the improved post crack strain-softening behaviour. The reason of the variation in post crack performance of the three fibre only AAC beams tested was because the OPC optimised double end-hooked geometry of the fibre anchorage might not be best suited for AAC applications as the strong bearing forces from high adhesion strength of AAC might lead to earlier brittle failure of the matrix, followed by softening post crack behaviour [
7,
40]. No fibre pullouts were observed during testing. The volume fraction percentage at 0.5% of steel fibre utilised in the AAC mixes could suggest another reason for the issue of inconsistent post crack behaviour due to fibre dispersion. Htut (2010) reported that cracks often initiate at regions of the fibre–matrix with the lowest amount of fibre concentration [
41]. Cracks tend to propagate through the path of least resistance in the fibre–matrix, particularly with fibres added at low volume fraction. According to
Figure 8, the observed cracks tended to travel around the path of least resistance, which was around the end hooks of the fibre without engaging the fibre at sections of a fibre reinforced concrete with a low volume fraction of fibres. It is also important to note that, at a higher volume fraction of fibre addition, the occurrence of cracks propagating along the path of least resistance would be less likely to occur. It is believed that a similar crack mechanism occurred with the fibres only AAC beams in torsion that lead to inconsistent post cracking behaviour.
The absence of the longitudinal and transverse cords provided by the space truss model could be the reason for the lower angle of rotation of fibres only AAC beams, in comparison to beams that has conventional reinforcements. Based on space truss idealisation of beams in torsion, the torsional strength of the beams is expressed by the yield stress of the longitudinal and transverse steel as well as the geometry of the reinforcing cage while the tensile strength of concrete does not contribute directly to torsion capacity in an unreinforced matrix. It is important to note that the conventional analysis in design codes generally assumes concrete does not have a tensile contribution for torsion. In contrast, for the pure fibre reinforced AAC beams, the post-peak ductility was contributed purely by the residual tensile strength of the steel fibres to avoid brittle failure. Although with the less ductile post-peak softening response of pure fibre reinforced to conventional reinforcements, the contribution of the fibres in AAC beams to post crack ductility could be considered significant, as an unreinforced AAC beam would have failed with brittle failure after first crack [
13].
For hybrid reinforcement beams with both steel fibres and conventional reinforcement, the average
Tcr and
Tu of hybrid reinforcements beams were 7.5 kNm and 10.5 kNm. The average angle of rotation of the hybrid reinforcements was indicated with
θcr of 0.0046 rad/m and
θu of 0.0158 rad/m, respectively. The application of both reinforcement types concurrently was found to have significantly improved torsional strength of AAC beam, particularly from the angle of rotation for first crack and ultimate torque. With reference to conventionally reinforced AAC beams, the
θcr and
θu in hybrid reinforcement beams were found 50% and 170% higher than the angle of rotations recorded for solely conventional reinforcements in AAC beams. The peak torque of hybrid reinforcements,
Tu, was also found to have increased 26% over conventional reinforcements. There was slight increase of approximately 20% in
Tcr of hybrid reinforced AAC beams. Therefore, the performance of hybrid fibres in AAC beams displays significant benefits with the addition of steel fibres to conventionally reinforced AAC beams. This can be explained as the addition of steel fibres enables the AAC to provide tensile capacity by the crack bridging mechanism to a beam under torsion. As cracks formed due to combined mixed-mode fracture on the concrete beam, the steel fibres were engaged to bridge the crack, thus allowing the stresses to transfer over the crack [
42]. With the fibres engaged after cracking, the stress within the beam would transfer to the uncracked areas of the beam with less fibre content, where microcracking would occur until single crack began to widen. This process will repeat until the failure of the beam. This leads to formations of multiple compression strut cracks to dissipate some of the torsional forces. Hence, the hybrid reinforcement of steel fibres and conventional reinforcements in AAC beams increases the torsional strength of the beams. The findings of the beneficiation of steel fibres addition in concrete under torsional load are consistent with the literature [
20,
21,
27].
The beams produced with hybrid fibres also displayed improved post crack strain-softening behaviour consistently across the beam specimens tested, in comparison to the fibres only beams. It can be suggested that the conventional steel reinforcement in hybrid reinforcements allows the geometry reinforcement cage to function as a torsional restraint in space truss to provide more robustness in the post-crack performance. Then, the steel fibres work in conjunction with conventional steel to redistribute the tensile stresses along with the hollow tube idealisation of the space truss in torsion near the surface of the beam to prevent localised cracks, as observed in conventional steel only batches. Particularly, the increased
Tcr torque was flagged in this study with the beams that have steel fibre reinforcements. With the absence of the conventional reinforcements, the fibre only beams in this study showed inconsistent strain-softening post crack due to the occurrence of cracks in AAC matrix tend to nucleate and propagate through a pathway with the least amount of fibres [
43,
44]. However, the presence of conventional reinforcements in hybrid reinforcements seemed to suggest that the inconsistent post crack behaviour of fibre only beams can be prevented with better post crack softening behaviour occurring more consistently in hybrid reinforced beams. Hence, the application of hybrid fibres allows the torsional capacity of AAC beams to be increased along with improved post crack ductility with consistent post crack behaviour. The
Tcr,
Tu,
θcr and
θu experimental results are tabulated in
Table 5. However, the data for RF1 are not presented here due to an unexpected technical issue occurring in the data logging system.
3.4. Toughness Index
The ASTM C1018-97 is adapted for analysis of beams after the first crack for investigation on the behaviour of the beams under torsion [
45]. The analysis aims to characterise the behaviour of the fibre reinforced beams after the onset of the first crack based on fixed points of the deflection to calculate the toughness of the beam. It is also to overcome the shortcoming of first-crack strength assessments as the contribution of fibres may not be a significant improvement of first crack performance to non-fibre reinforced concrete [
45]. ASTM C1018 is designed for fibre reinforced beams under flexural with the deflection of the mid-span of the beam measured. Hence, in this scenario, the angle of rotation of the beam in torsion was replaced the deflection of δ, 3δ, 5.5δ and 10.5δ. δ is originally denoted in ASTM C1018-97. The same was applied for the deflection when the first crack occurred with the notation denoted as the angle of rotation at the first crack (
θcr) for AAC beams in torsion.
The toughness index,
I5, I10 and
I20, is calculated with the corresponding area under the curve at 3δ, 5.5δ and 10.5δ from origin to δ. The toughness indices allow the comparison of the beams post crack performance in torsion after first crack at 3, 5.5 or 10 times of the angle of rotation of the initial crack. The purpose of adopting the principles from the ASTM C1019-97 is to allow comparisons between the three types of reinforcements in the AAC beams at different stages of the post crack curves. Concerning the torque versus angle of twist curves, the toughness index of
I5, I10 and
I20 were calculated with Equations (1)–(3), as per ASTM C1018-97 [
45].
Based on ASTM C1018, the residual strength factors of
R5,10 and
R10,20 can be derived from the toughness indices above to quantify the percentage of average torque retained after cracking over a specific deflection to the first crack load. The residual strength factors of
R5,10 and
R10,20 can be defined as Equations (4) and (5) [
45]:
It should be noted that there are no data available for fibres only AAC beams as the test had to be terminated after the 5.5δ point due to excessive rotation and large crack width where these beams were considered to reach failure. The crack width of the fibres only AAC beams in the series were exceeding the quarter length of the fibres, where it is known as the complete failure of the fibre [
35]. The calculated area under the graph is shown in
Table 6 and
Figure 9. The average toughness index and residual strength index of eight beams tested are plotted in
Table 7 and
Figure 10, respectively.
For the AAC beams with conventional reinforcements, the toughness indices shown in
Table 7 and
Figure 10 were used as a baseline for the comparison between the fibres only beams and hybrid reinforcements beams. Referring to the residual toughness factors of conventional reinforcements, it can be seen that there was slight hardening observed for
R5,10, indicating the steel bars yielded. This was followed by a softening curve at
R10,20, indicating a 20% drop in average load to the first crack.
It can be noted that the fibres only beams were observed to have lower toughness indices at
I5 and
I10 to conventionally reinforced AAC beams, with its toughness indices lower by approximately 7% and 16%, respectively. This suggests that the pure fibres AAC beams did not offer similar torsional strength as conventional reinforcements. The lack of data of
I20 for the fibres only beams is further evidence that pure fibre reinforcement offers a lower level of post crack ductility. In contrast to conventional reinforcements, the fibres only beams were found to record 18% drop at
R5,10, showing the post-crack softening occurs earlier. Hence, fibres only AAC beams are unsuitable for industrial applications due to lower ductility to conventionally reinforced beams where beams in torsion should perform on par or better than conventionally reinforced ones [
18].
On the other hand, the hybrid reinforcement of both conventional steel bars and the steel fibres showed noticeable improvements over conventionally reinforced AAC beams. In accordance with
Figure 10, the hybrid reinforcement demonstrated percentage increased 10%, 20% and 36% compared to conventionally reinforced beams, with reference to the
I5,
I10 and
I20 indices, respectively.
R5,10 and
R10,20 factors of the hybrid reinforcements also showed 142% and 127%, where the steel fibres addition in AAC could achieve higher ultimate torque and sustain the increased torsional resistance for a higher angle of twist. Furthermore,
R5,10 and
R10,20 factors were also approximately 34% and 47% higher than conventionally reinforced AAC beams. This further supports the addition of steel fibres to conventional steel can increase the post-crack torsional capacity, improving the angle of twist.
3.5. Analytical Results
Amin and Bentz (2018) proposed a model for concrete beams under torsional load that is suitable for design, as demonstrated in Equation (6) [
15]:
where
Ao is the area enclosed by the centreline of shear flow path;
s,
Asv and
fsv are the spacing, area (one leg only) and yield strength of transverse reinforcement;
Asl and
fsy are the area and yield strength of each longitudinal steel bar;
p is the perimeter of the concrete section (gross);
kfd is the fibre dispersion reduction factor, set as 0.82 to consider the effect of cracks propagating through the sections with the lowest number of fibres in the concrete matrix [
43,
44];
fw is the residual tensile strength, calculated in accordance to AS3600-2018 [
32];
θv is the principal compressive stress or the strut angle;
fcm is the average compressive strength of unreinforced AAC cylinders;
Ag is the gross cross-section of the AAC beam; and
tc is the equivalent hollow tube section thickness [
15], calculated as:
Based on the simplified Modified Compression Field Theory (MCFT), the compressive strut angle,
θv, can be calculated by iterating Equations (8)–(10) [
28].
Es is the elastic modulus of steel reinforcements with
Ast and
Asb the areas of the top and bottom longitudinal steel.
Amin and Bentz (2018) proposed a non-iterative version of the model that is more suitable for design in the industry [
15]. The non-iterative variant of the equation sets the strain of the concrete beam at mid-height to 80% of the yield strain for the bottom layer of the steel reinforcement, with
εx = 0.8
fsy/Es. The modified
θv equation is demonstrated as Equation (11) [
15]:
Table 8 summarises the analytical ultimate torque,
Tua, calculated with Equations (6) and (11). Regarding AS3600-2018,
Tus of the conventionally reinforced AAC beams is also calculated for further comparison as the current code does not allow the design of concrete beams in torsion with fibres [
32]. The ratio of
Tu to
Tua and
Tu to
Tus of each beam tested was calculated for corroboration between the experimental ultimate torque and analytical results, as shown in
Table 8.
Based on
Table 8, the Amin and Bentz (2018) model demonstrated a good correlation to the experimental
Tu of hybrid conventional and fibre reinforced beams, with an average
Tu/Tua ratio of 1.12 and a small coefficient of variance of 0.05. The conventional reinforced AAC beams showed a higher value of average
Tu/Tua ratio of 1.71 with a higher coefficient of variance of 0.15 with Amin and Bentz model. However, the current AS3600 concrete design code indicates the average ratio of
Tu/Tus is lower at 1.21 with the same coefficient of variance at 0.15. The values indicate the steel reinforcements contribution of beams in torsion is conservative, as AAC is known to display up to 10% increased bond strength of steel reinforcements compared to OPC [
6]. For the fibres only AAC beams, the average
Tu/Tua ratio is significantly higher at 2.36, suggesting that the fibre contribution of Amin and Bentz (2017) [
15] model may be underestimated for the steel fibre contributions. Further research is required to increase the model accuracy and the suitability of the model for AAC.

 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}