Modified Starch as a Filter Controller in Water-Based Drilling Fluids

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Copolymerization of Corn Starch with an Itaconic Acid, S-g-IA_APS
2.3. Starch Characterization
2.3.1. Determination of Carbonyl, –C(O)H, and Carboxyl, –COOH, Groups Contents
2.3.2. Fourier Transform Infrared Spectroscopy (FTIR)
2.3.3. Thermogravimetric Analysis (TGA)
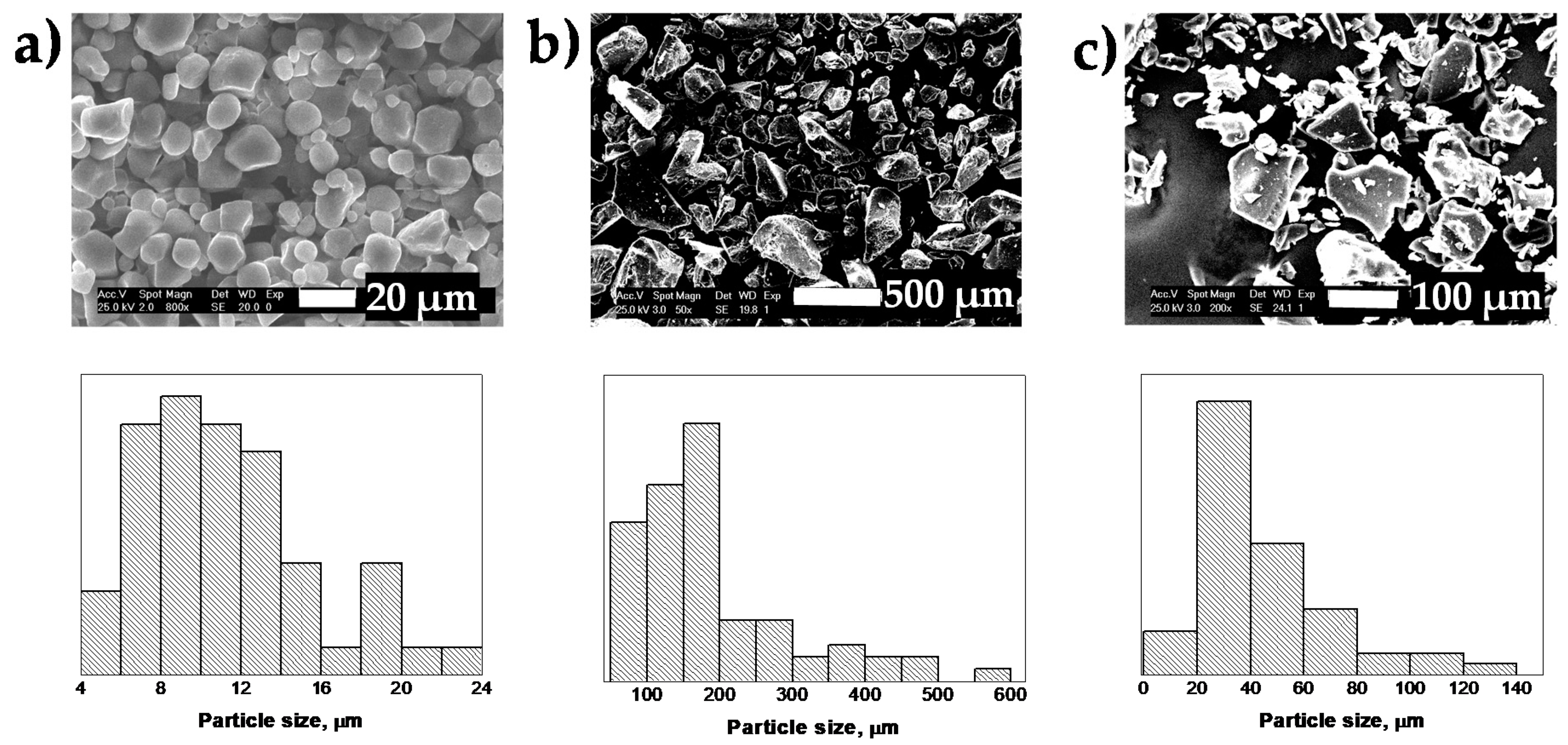
2.3.4. Scanning Electron Microscopy (SEM)
2.4. Preparation of Water-Based Drilling Fluids
2.5. Physico-Chemical, Rheological, and Filtering Properties
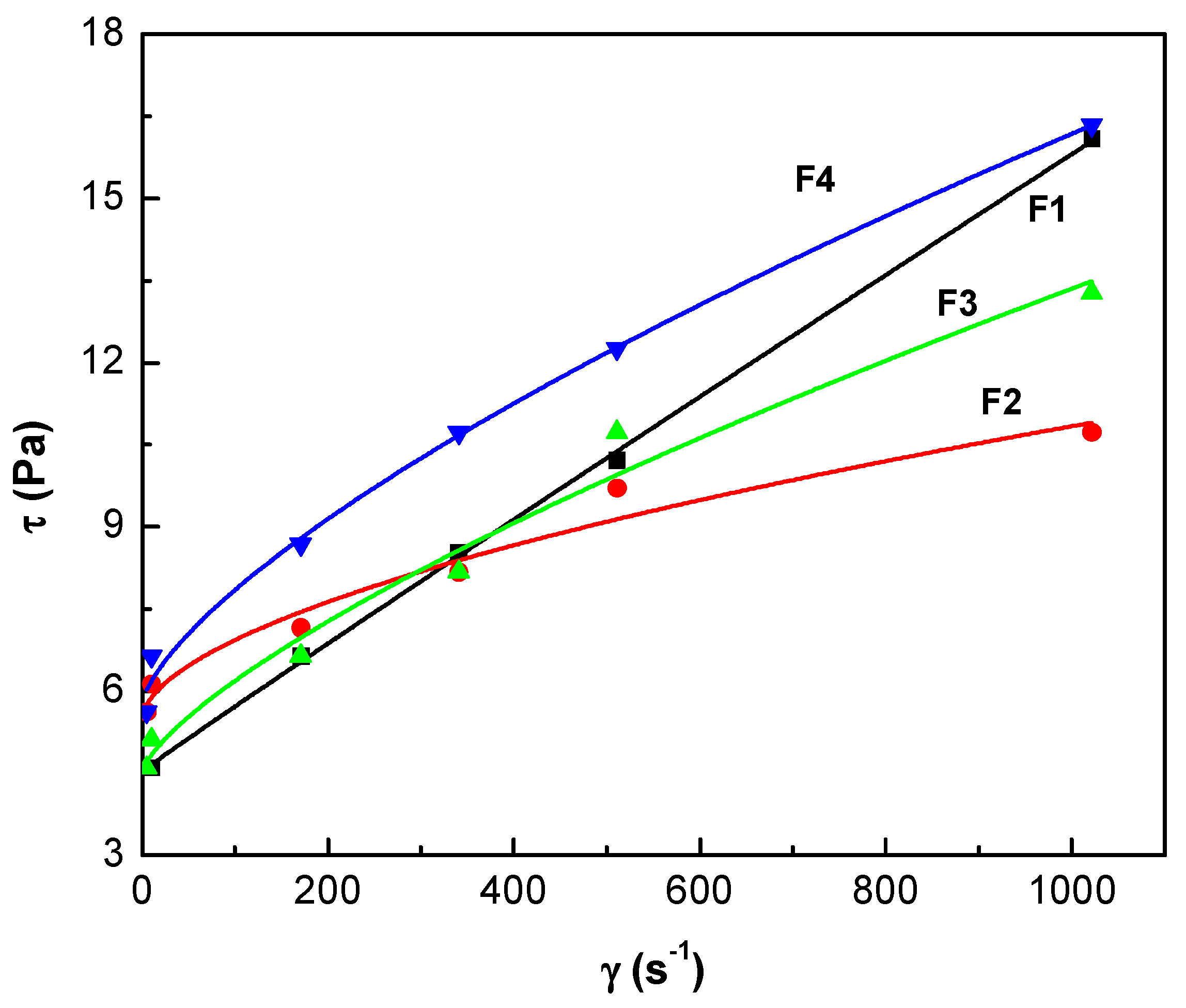
2.5.1. Rheological Properties
2.5.2. Filtering Properties
2.6. Temperature and Contaminant Resistance
2.6.1. HPHT Filtering
2.6.2. Aging in a Dynamic Oven
2.6.3. Salt and Cement Contamination
3. Results
3.1. Starch Characterization
Content of Aldehyde and Carboxyl Groups
3.2. Physico-Chemical, Rheological, and Filtering Properties of WBDF
3.2.1. Physico-Chemical and Rheological Properties
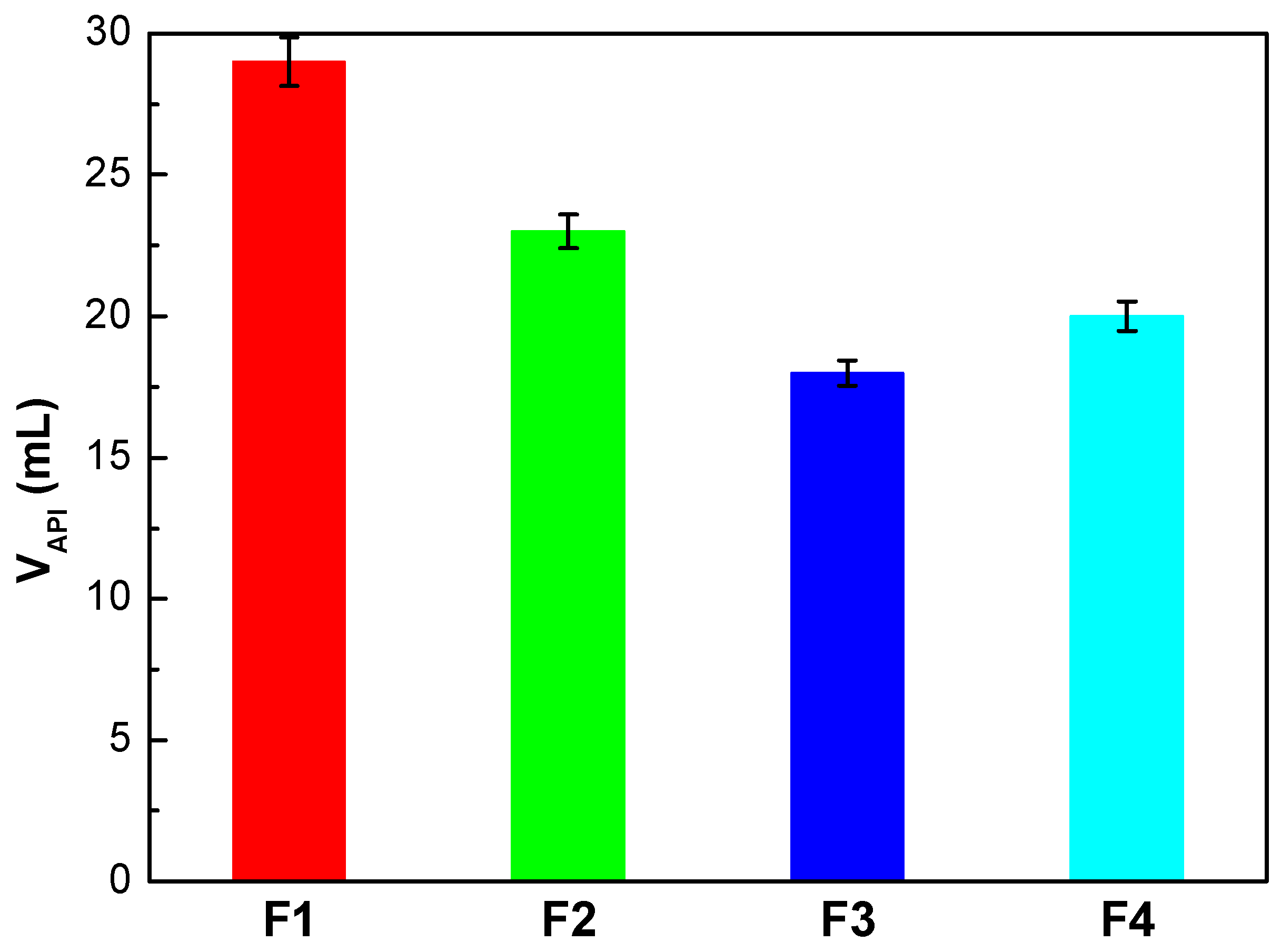
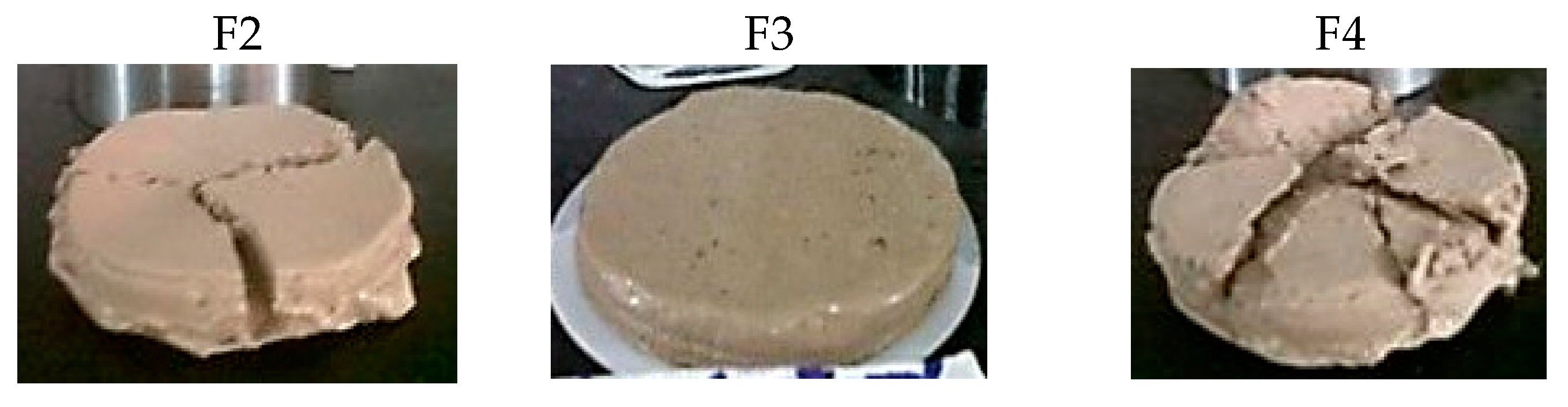
3.2.2. Filtering Properties
3.3. WBDF Resistance to Temperature and Contaminants
3.3.1. HPHT Filtering
3.3.2. Thermal Aging Test
3.3.3. Salt and Cement Contamination
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Amanullah, M.; Yu, L. Environment friendly fluid loss additives to protect the marine environment from the detrimental effect of mud additives. J. Petrol. Sci. Eng. 2005, 48, 199–208. [Google Scholar] [CrossRef]
- Wenger, L.M.; Davis, C.L.; Evensen, J.M.; Gormly, J.R.; Mankiewicz, P.J. Impact of modern deepwater drilling and testing fluids on geochemical evaluations. Org. Geochem. 2004, 35, 1527–1536. [Google Scholar] [CrossRef]
- Wu, Y.M.; Sun, D.J.; Zhang, B.Q.; Zhang, C.G. Properties of high-temperature drilling fluids incorporating disodium itaconate/acrylamide/sodium 2-acrylamido-2-methylpropanesulfonate terpolymers as fluid-loss reducers. J. Appl. Polym. Sci. 2002, 83, 3068–3075. [Google Scholar] [CrossRef]
- Guo, W.-Y.; Peng, B. Synthesis and characterization of starch-graft-polyacrylamide copolymers and their application as filtration control agents in drilling fluid. J. Vinyl Addit. Technol. 2012, 18, 261–266. [Google Scholar] [CrossRef]
- Eutamene, M.; Benbakhti, A.; Khodja, M.; Jada, A. Preparation and aqueous properties of starch-grafted polyacrylamide copolymers. Starch-Stärke 2009, 61, 81–91. [Google Scholar] [CrossRef]
- Chang, X.; Sun, J.; Xu, Z.; Lv, K.; Dai, Z.; Zhang, F.; Huang, X.; Liu, J. Synthesis of a novel environment-friendly filtration reducer and its application in water-based drilling fluids. Colloids Surf. Physicochem. Eng. Aspects 2019, 568, 284–293. [Google Scholar] [CrossRef]
- Fattah, K.A.; Blkoor, S.O. The influence of xc-polymer on drilling fluid filter cake properties and formation damage. J. Petrol. Environ. Biotechnol. 2013, 4, 1–10. [Google Scholar] [CrossRef]
- Ghazali, N.A.; Alias, N.H.; Mohd, T.A.T.; Adeib, S.I.; Noorsuhana, M.Y. Potential of corn starch as fluid loss control agent in drilling mud. Appl. Mech. Mater. 2015, 754–755, 682–687. [Google Scholar] [CrossRef]
- Ademiluyi Taiwo, J.O.F.; Kazeem, A.A. Investigation of local polymer (cassava starches) as a substitute for imported sample in viscosity and fluid loss control of water based drilling mud. ARPN J. Eng. Appl. Sci. 2011, 6, 43–48. [Google Scholar]
- Omotioma, M.; Ejikeme, P.C.N.; Ume, J.I. Improving the rheological properties of water based mud with the addition of cassava starch. IOSR J. Appl. Chem. 2015, 8, 70–73. [Google Scholar] [CrossRef]
- Samavati, R.; Abdullah, N.; Nowtarki, K.T.; Hussain, S.A.; Biak, D.R.A. Rheological and fluid loss properties of water based drilling mud containing hcl-modified fufu as a fluid loss control agent. Int. J. Chem. Eng. Appl. 2014, 5, 446–450. [Google Scholar]
- Xu, J.; Hu, Y.; Chen, Q.; Chen, D.; Lin, J.; Bai, X. Preparation of hydrophobic carboxymethyl starches and analysis of their properties as fluid loss additives in drilling fluids. Starch-Stärke 2017, 69, 1600153. [Google Scholar] [CrossRef]
- Athawale, V.D.; Lele, V. Graft copolymerization onto starch. Ii. Grafting of acrylic acid and preparation of its hydrogels. Carbohydr. Polym. 1998, 35, 21–27. [Google Scholar] [CrossRef]
- Fares, M.M.; El-faqeeh, A.S.; Osman, M.E. Graft copolymerization onto starch–i. Synthesis and optimization of starch grafted with n-tert-butylacrylamide copolymer and its hydrogels. J. Polymer Res. 2003, 10, 119–125. [Google Scholar] [CrossRef]
- Soto, D.; Urdaneta, J.; Pernia, K.; León, O.; Muñoz-Bonilla, A.; Fernández-García, M. Itaconic acid grafted starch hydrogels as metal remover: Capacity, selectivity and adsorption kinetics. J. Polym. Environ. 2016, 24, 343–355. [Google Scholar] [CrossRef]
- Singh, V.; Tiwari, A.; Pandey, S.; Singh, S.K. Peroxydisulfate initiated synthesis of potato starch-graft-poly(acrylonitrile) under microwave irradiation. Express Polymer Lett. 2007, 1, 51–58. [Google Scholar] [CrossRef]
- Işıklan, N.; Kurşun, F.; İnal, M. Graft copolymerization of itaconic acid onto sodium alginate using benzoyl peroxide. Carbohydr. Polym. 2010, 79, 665–672. [Google Scholar] [CrossRef]
- Soto, D.; Urdaneta, J.; Pernía, K.; León, O.; Muñoz-Bonilla, A.; Fernandez-García, M. Removal of heavy metal ions in water by starch esters. Starch-Starke 2016, 68, 37–46. [Google Scholar] [CrossRef]
- Soto, D.; Urdaneta, J.; Pernía, K.; León, O.; Muñoz-Bonilla, A.; Fernández-García, M. Heavy metal (Cd2+, Ni2+, Pb2+ and Cu2+) adsorption in aqueous solutions by oxidized starches. Polym. Adv. Technol. 2015, 26, 147–152. [Google Scholar] [CrossRef]
- Broido, A. A simple, sensitive graphical method of treating thermogravimetric analysis data. J. Polym. Sci. Part A-2: Polym. Phys. 1969, 7, 1761–1773. [Google Scholar] [CrossRef]
- Guo, B.; Liu, G. Chapter two—mud hydraulics fundamentals. In Applied Drilling Circulation Systems; Guo, B., Liu, G., Eds.; Gulf Professional Publishing: Boston, MA, USA, 2011; pp. 19–59. [Google Scholar]
- API. Recommended Practice for Field Testing Water-based Drilling Fluids; American Petroleum Institute (API): Washington, WA, USA, 2009; pp. 8–10. [Google Scholar]
- Sangseethong, K.; Termvejsayanon, N.; Sriroth, K. Characterization of physicochemical properties of hypochlorite- and peroxide-oxidized cassava starches. Carbohydr. Polym. 2010, 82, 446–453. [Google Scholar] [CrossRef]
- Flores-Morales, A.; Jiménez-Estrada, M.; Mora-Escobedo, R. Determination of the structural changes by ft-ir, raman, and cp/mas 13c nmr spectroscopy on retrograded starch of maize tortillas. Carbohydr. Polym. 2012, 87, 61–68. [Google Scholar] [CrossRef]
- Mathew, S.; Abraham, T. Physico-chemical characterization of starch ferulates of different degrees of substitution. Food Chem. 2007, 105, 579–589. [Google Scholar] [CrossRef]
- Sabaa, M.W.; Mokhtar, S.M. Chemically induced graft copolymerization of itaconic acid onto cellulose fibers. Polym. Test. 2002, 21, 337–343. [Google Scholar] [CrossRef]
- Naguib, H.F. Chemically induced graft copolymerization of itaconic acid onto sisal fibers. J. Polymer Res. 2002, 9, 207–211. [Google Scholar] [CrossRef]
- Liu, X.; Yu, L.; Xie, F.; Li, M.; Chen, L.; Li, X. Kinetics and mechanism of thermal decomposition of cornstarches with different amylose/amylopectin ratios. Starch-Stärke 2010, 62, 139–146. [Google Scholar] [CrossRef]
- Dumitriu, S. Polysaccharides: Structural Diversity and Functional Versatility, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar]
- Athawale, V.D.; Lele, V. Thermal studies on granular maize starch and its graft copolymers with vinyl monomers. Starch-Stärke 2000, 52, 205–213. [Google Scholar] [CrossRef]
- Lanthong, P.; Nuisin, R.; Kiatkamjornwong, S. Graft copolymerization, characterization, and degradation of cassava starch-g-acrylamide/itaconic acid superabsorbents. Carbohydr. Polym. 2006, 66, 229–245. [Google Scholar] [CrossRef]
- Vasques, C.T.; Domenech, S.C.; Severgnini, V.L.S.; Belmonte, L.A.O.; Soldi, M.S.; Barreto, P.L.M.; Soldi, V. Effect of thermal treatment on the stability and structure of maize starch cast films. Starch-Stärke 2007, 59, 161–170. [Google Scholar] [CrossRef]
- Lárez, V.C.; Canelón, F.; Millán, E.; Perdomo, G.; Katime, I. New results on the polymerisation of the itaconic acid in aqueous medium. Polym. Bull. 2002, 49, 119–126. [Google Scholar] [CrossRef]
- Soliman, A.A.A.; El-Shinnawy, N.A.; Mobarak, F. Thermal behaviour of starch and oxidized starch. Thermochim. Acta 1997, 296, 149–153. [Google Scholar] [CrossRef]
- Lindeboom, N.; Chang, P.R.; Tyler, R.T. Analytical, biochemical and physicochemical aspects of starch granule size, with emphasis on small granule starches: A review. Starch-Stärke 2004, 56, 89–99. [Google Scholar] [CrossRef]
- BeMiller, J.N.; Whistler, R.L. Starch: Chemistry and Technology, 3rd ed.; Inc. (London) Ltd. Academic Press: London, UK, 2009. [Google Scholar]
- Sujka, M.; Jamroz, J. A-amylolysis of native potato and corn starches–sem, afm, nitrogen and iodine sorption investigations. LWT-Food Sci. Technol. 2009, 42, 1219–1224. [Google Scholar] [CrossRef]
- Zhang, L.M.; Tan, Y.B.; Li, Z.M. New water-soluble ampholytic polysaccharides for oilfield drilling treatment: A preliminary study. Carbohydr. Polym. 2001, 44, 255–260. [Google Scholar] [CrossRef]
- Wan, T.; Yao, J.; Zishun, S.; Li, W.; Juan, W. Solution and drilling fluid properties of water soluble am–aa–sss copolymers by inverse microemulsion. J. Petrol. Sci. Eng. 2011, 78, 334–337. [Google Scholar] [CrossRef]
- Zoveidavianpoor, M.; Samsuri, A. The use of nano-sized tapioca starch as a natural water-soluble polymer for filtration control in water-based drilling muds. J. Natural Gas Sci. Eng. 2016, 34, 832–840. [Google Scholar] [CrossRef]
- Dias, F.T.G.; Souza, R.R.; Lucas, E.F. Influence of modified starches composition on their performance as fluid loss additives in invert-emulsion drilling fluids. Fuel 2015, 140, 711–716. [Google Scholar] [CrossRef]
- Heller, H.; Keren, R. Rheology of na-rich montmorillonite suspension as affected by electrolyte concentration and shear rate. Clays Clay Miner. 2001, 49, 286–291. [Google Scholar] [CrossRef]
- Saboori, R.; Sabbaghi, S.; Kalantariasl, A. Improvement of rheological, filtration and thermal conductivity of bentonite drilling fluid using copper oxide/polyacrylamide nanocomposite. Powder Technol. 2019, 353, 257–266. [Google Scholar] [CrossRef]
- Abu-Jdayil, B. Rheology of sodium and calcium bentonite–water dispersions: Effect of electrolytes and aging time. Int. J. Miner. Process. 2011, 98, 208–213. [Google Scholar] [CrossRef]
- Khalil, M.; Mohamed Jan, B. Herschel-bulkley rheological parameters of a novel environmentally friendly lightweight biopolymer drilling fluid from xanthan gum and starch. J. Appl. Polym. Sci. 2012, 124, 595–606. [Google Scholar] [CrossRef]
- Alsabagh, A.M.; Abdou, M.I.; Khalil, A.A.; Ahmed, H.E.; Aboulrous, A.A. Investigation of some locally water-soluble natural polymers as circulation loss control agents during oil fields drilling. Egyptian J. Petrol. 2014, 23, 27–34. [Google Scholar] [CrossRef] [Green Version]
- Baba Hamed, S.; Belhadri, M. Rheological properties of biopolymers drilling fluids. J. Petrol. Sci. Eng. 2009, 67, 84–90. [Google Scholar] [CrossRef]
- Makinde, F.A.; Adejumo, A.D.; Ako, C.T.; Efeovbokhan, V.E. Modelling the effects of temperature and aging time on the rheological properties of drilling fluids. Petrol. Coal 2011, 53, 167–182. [Google Scholar]
- Majid, N.; Fereydoon, K.; Mohammad, A.; Saadati, Z. Experimental study of the contamination effects of gachsaran formation fluid on the heavy-weight drilling fluid. Open Petrol. Eng. J. 2018, 11, 107–117. [Google Scholar] [CrossRef] [Green Version]
- Joel, O.F.; Ndubuisi, E.C.; Ikeh, L. Effect of cement contamination on some properties of drilling mud. In Proceedings of the Nigeria Annual International Conference and Exhibition, Lagos, Nigeria, 6–8 August 2012; Society of Petroleum Engineers: Lagos, Nigeria, 2012; p. 5. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Amount (g) | Fluid | Starch | Function |
|---|---|---|---|---|
| Water | 350 | Continuous phase | ||
| Starch | 1.5 | F1 | Without | Filter controller |
| F2 | NCS | |||
| F3 | S-g-IA_APS | |||
| F4 | CPS | |||
| Bentonite | 17.5 | Viscosifying | ||
| BaSO4 | 219.3 | Densifying | ||
| NaHCO3 | 2.0 | Antimicrobial | ||
| NaOH | 0.5 | pH controller |
| Starch | –C(O)H (%) | –COOH (%) |
|---|---|---|
| NCS | 0.79 ± 0.03 | 0.05 ± 0.01 |
| S-g-IA_APS | 0.08 ± 0.02 | 0.42 ± 0.04 |
| CPS | 0.03 ± 0.02 | 0.31 ± 0.04 |
| Property | F1 | F2 | F3 | F4 |
|---|---|---|---|---|
| ρ (g/mL) | 1.43 | 1.46 | 1.44 | 1.45 |
| pH | 9.2 | 10.2 | 10.4 | 10.1 |
| µa (mPa·s) | 15.8 | 10.5 | 13.0 | 16.0 |
| µp (mPa·s) | 11.5 | 2.0 | 5.0 | 8.0 |
| Yp (Pa) | 4.3 | 8.7 | 8.2 | 8.2 |
| Yp/µp (s−1) | 378 | 4342 | 1635 | 1022 |
| Rg,10 s (Pa) | 3.6 | 5.6 | 4.6 | 7.2 |
| Rg,10 min (Pa) | 6.1 | 6.6 | 9.2 | 12.8 |
| Rg,10 min − Rg,10 s (Pa) | 2.5 | 1.0 | 4.6 | 5.6 |
| Parameter | F2 | F3 | F4 |
|---|---|---|---|
| Salt Contaminated WBDF | |||
| ρ (g/mL) | 1.36 | 1.43 | 1.30 |
| pH | 10.4 | 9.8 | 9.5 |
| µa (mPa·s) | 44.5 | 17.0 | 36.0 |
| µp (mPa·s) | 9.0 | 6.0 | 6.0 |
| Yp (Pa) | 36.3 | 11.2 | 30.7 |
| Yp/µp (s−1) | 4030 | 1873 | 5109 |
| Rg,10s (Pa) | 23.5 | 7.7 | 14.8 |
| Rg,10 min (Pa) | 26.1 | 11.8 | 17.9 |
| Rg,10 min − Rg,10 s (Pa) | 2.6 | 4.1 | 3.1 |
| VAPI (mL) | 154 | 85 | 173 |
| Cement Contaminated WBDF | |||
| ρ (g/mL) | 1.46 | 1.45 | 1.45 |
| pH | 12.4 | 12.5 | 12.5 |
| µa (mPa·s) | 14.0 | 15.0 | 16.5 |
| µp (mPa·s) | 12.0 | 13.0 | 14.0 |
| Yp (Pa) | 2.0 | 2.0 | 2.6 |
| Yp/µp (s−1) | 170 | 157 | 182 |
| Rg,10 s (Pa) | 0.5 | 0.5 | 0.5 |
| Rg,10 min (Pa) | 6.6 | 6.6 | 6.1 |
| Rg,10 min − Rg,10 s (Pa) | 6.1 | 6.1 | 5.6 |
| VAPI (mL) | 26 | 16 | 13 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Soto, D.; León, O.; Urdaneta, J.; Muñoz-Bonilla, A.; Fernández-García, M. Modified Starch as a Filter Controller in Water-Based Drilling Fluids. Materials 2020, 13, 2794. https://doi.org/10.3390/ma13122794
Soto D, León O, Urdaneta J, Muñoz-Bonilla A, Fernández-García M. Modified Starch as a Filter Controller in Water-Based Drilling Fluids. Materials. 2020; 13(12):2794. https://doi.org/10.3390/ma13122794
Chicago/Turabian StyleSoto, Diana, Orietta León, José Urdaneta, Alexandra Muñoz-Bonilla, and Marta Fernández-García. 2020. "Modified Starch as a Filter Controller in Water-Based Drilling Fluids" Materials 13, no. 12: 2794. https://doi.org/10.3390/ma13122794