The Evolution of Fretting Wear Behavior and Damage Mechanism in Alloy 690TT with Cycle Number

 ,
,
Abstract
:1. Introduction
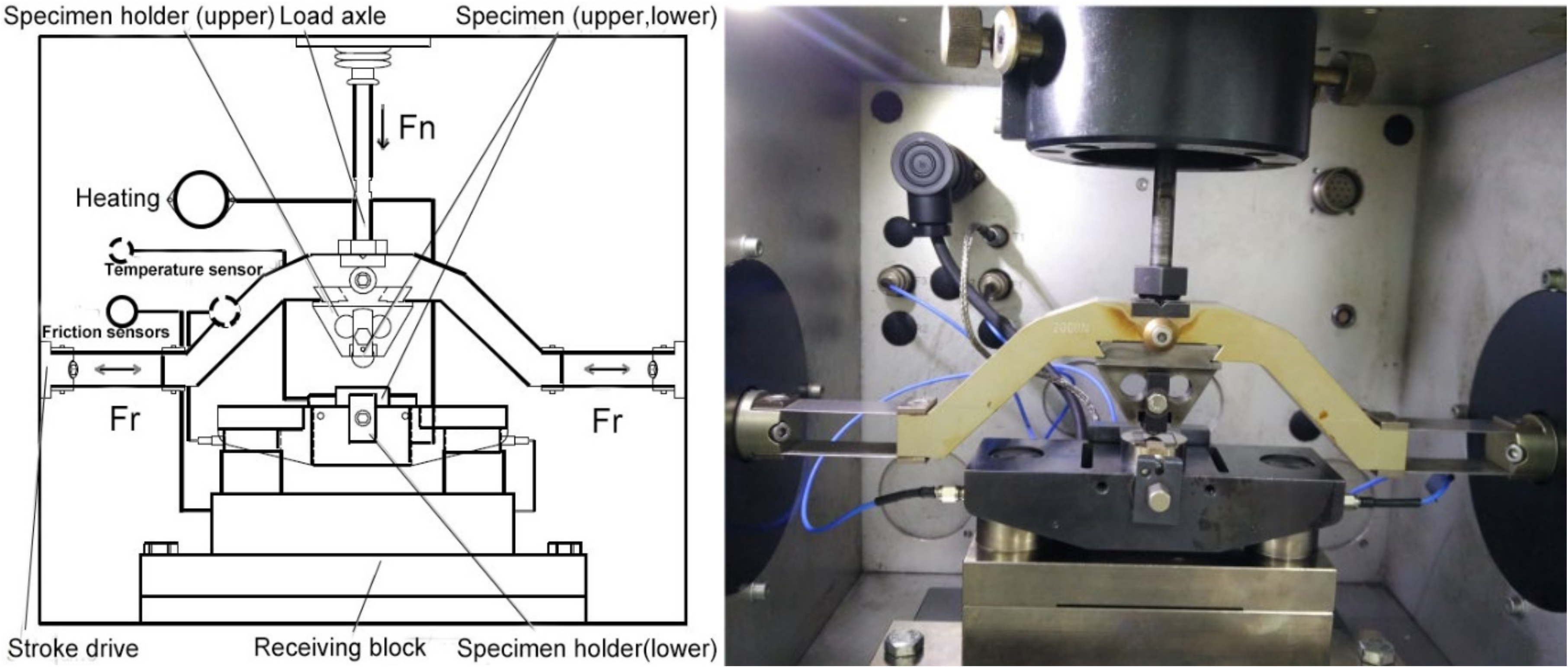
2. Materials and Methods
3. Results
3.1. Friction and Wear Data
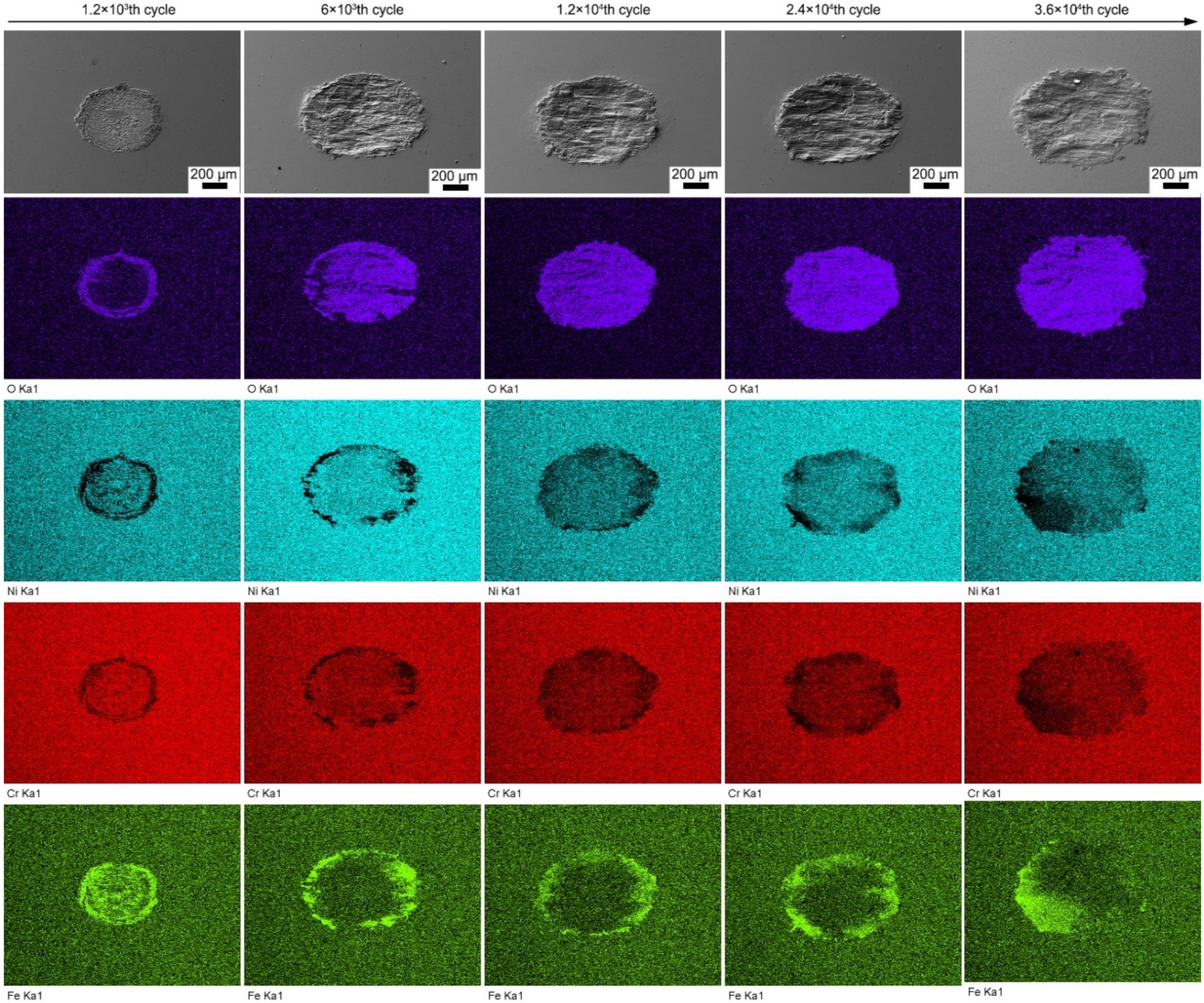
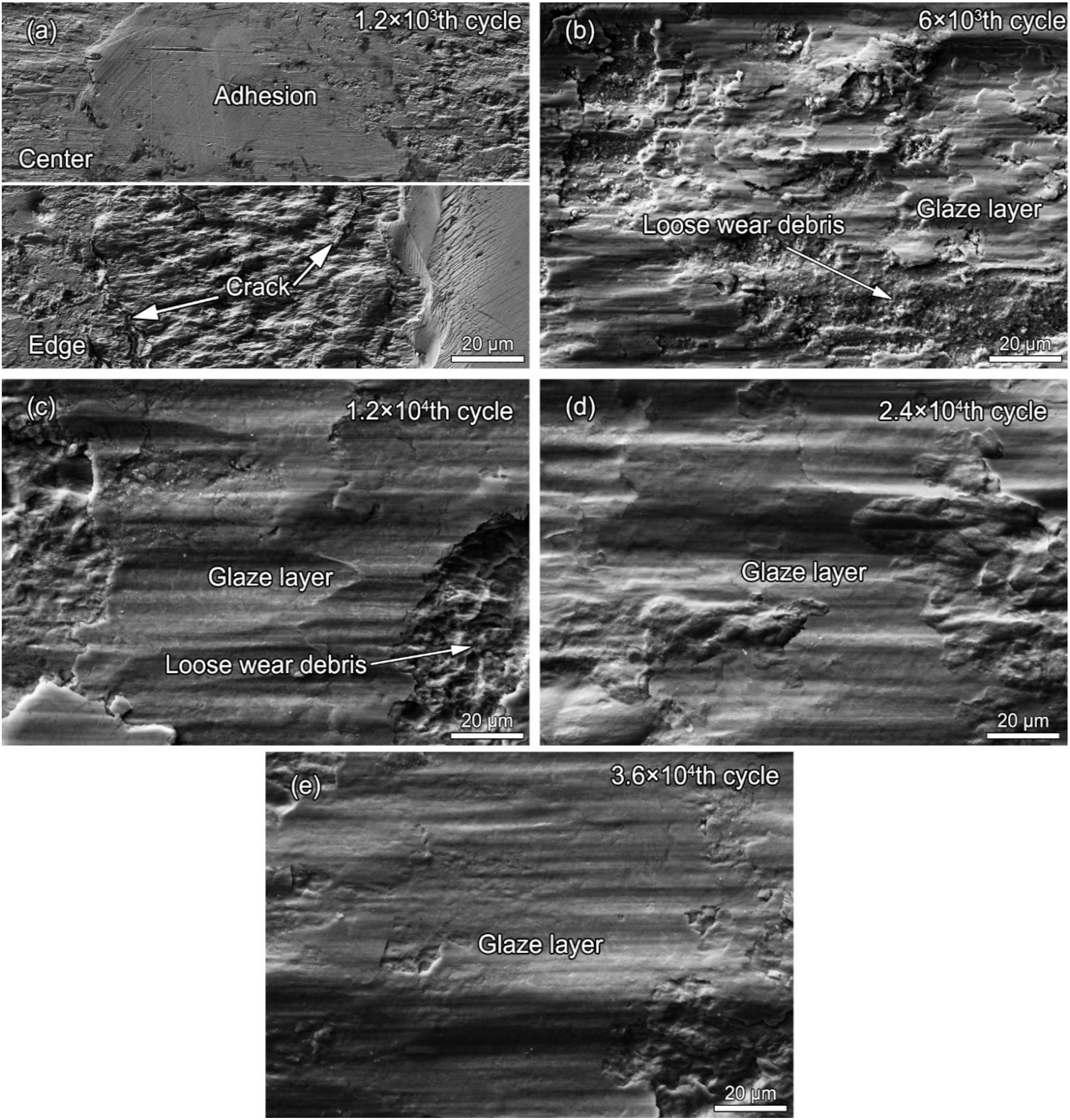
3.2. Wear Surface
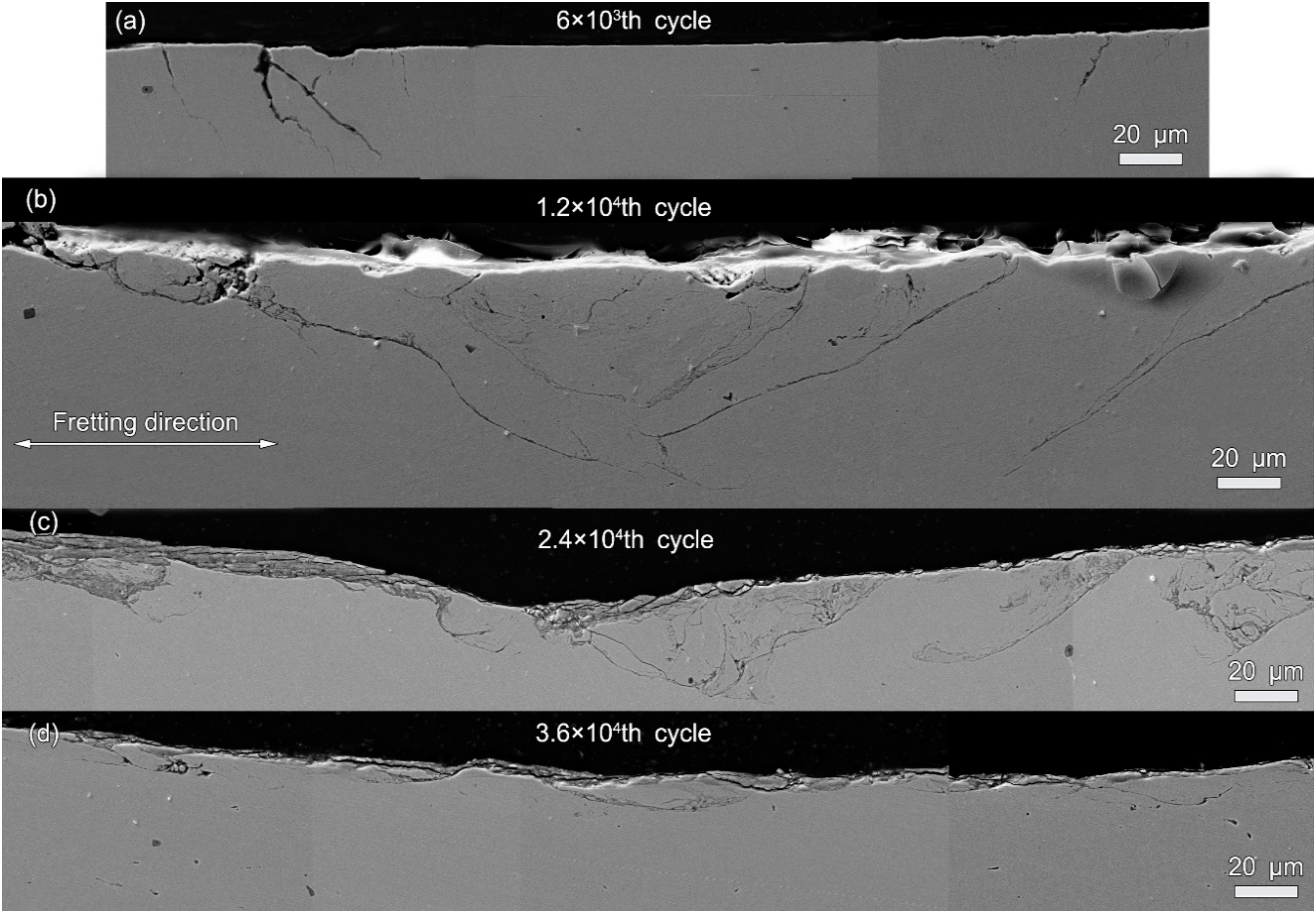
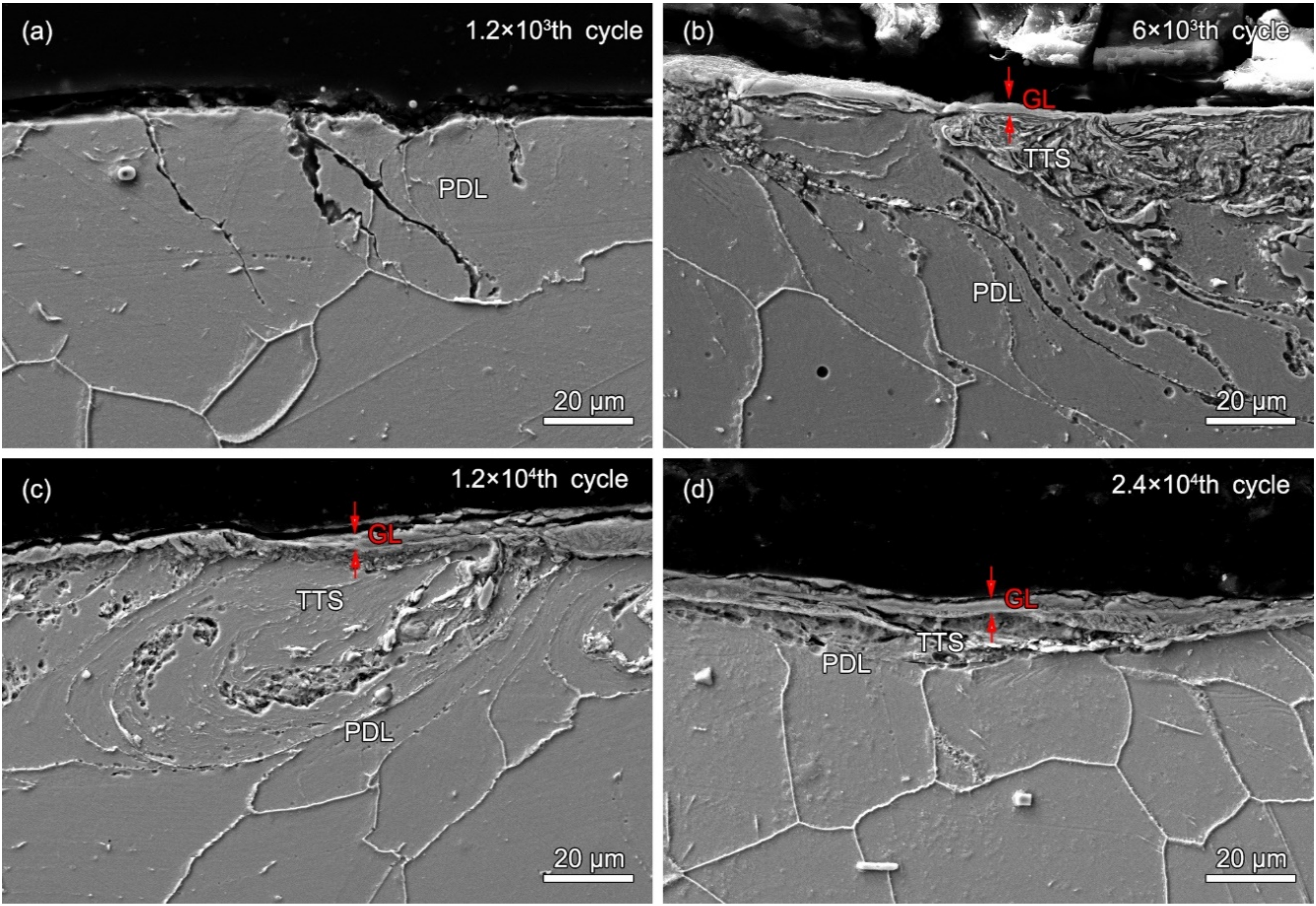
3.3. Wear Subsurface
4. Discussion
5. Conclusions
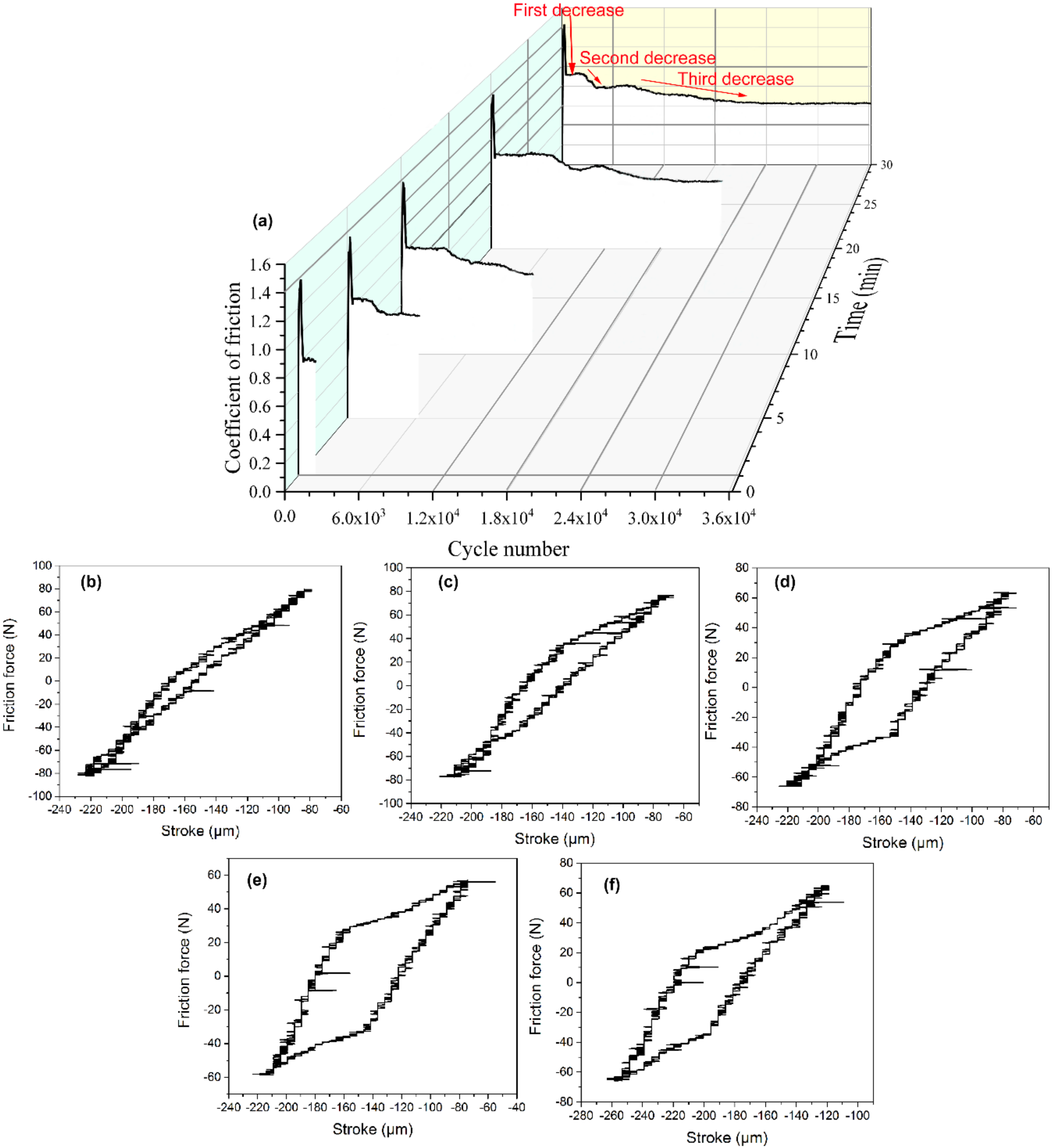
- The fretting behavior of alloy 690TT changed with the increase in cycle number. The fretting running status underwent a transition from partial slip and mixed stick-slip to final gross slip with the transformation of Ft–D curves from elliptic to the parallelogram. The relative motion was coordinated by elasto-plastic deformation in a partial slip regime (PSR) and plastic deformation in a gross slip regime (GSR).
- Once the fretting started, the COF increased rapidly due to the surface adhesion and plastic deformation at the contact. The COF experienced three drops throughout the fretting process, which indicated the transformation from high-friction wear to low-friction wear. The first drop was due to the transition from two-body to three-body contact. The second drop was mainly due to the formation of localized glaze. The third drop was because the glaze was formed on the whole contact surface. The third drop took more time than the previous two.
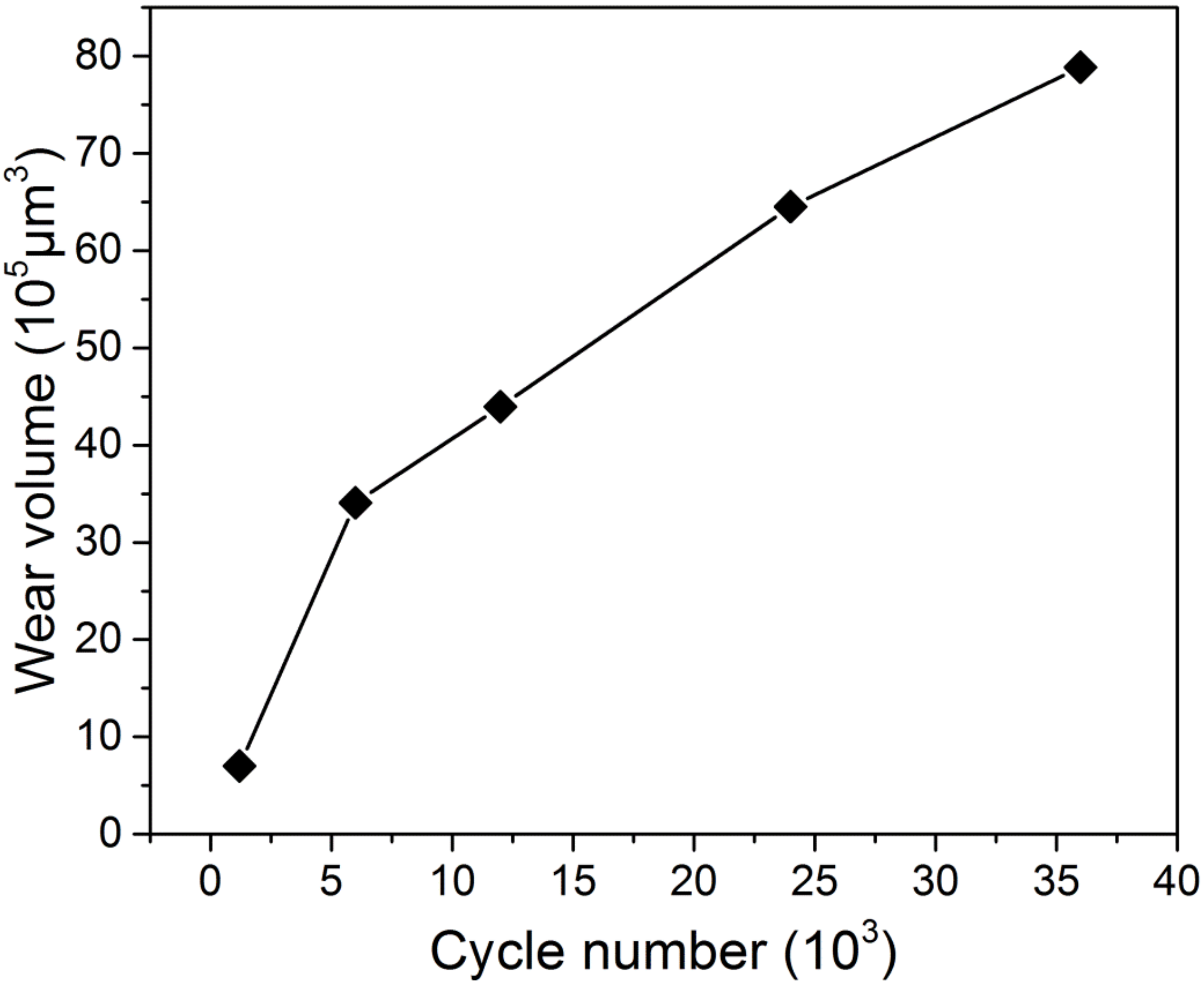
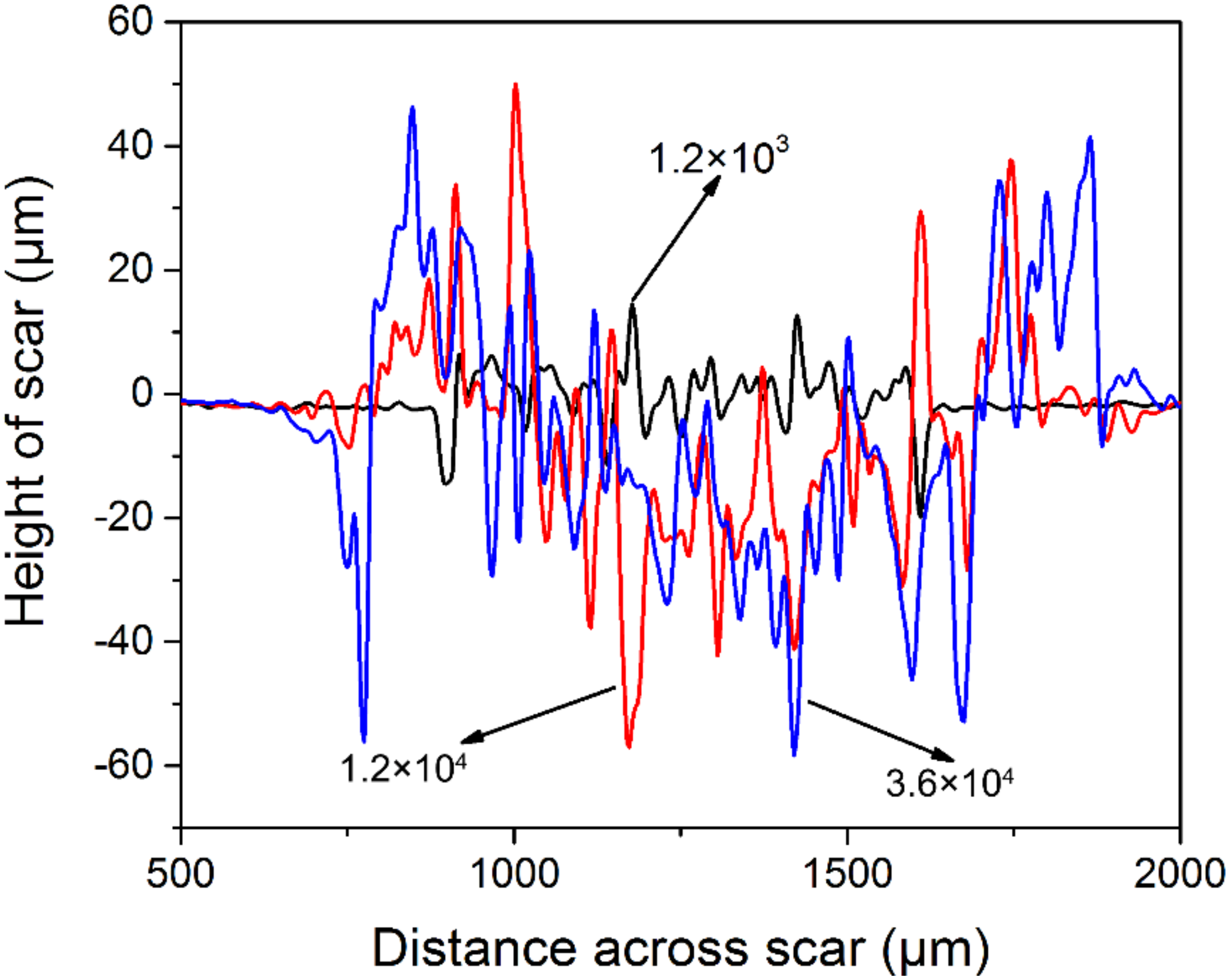
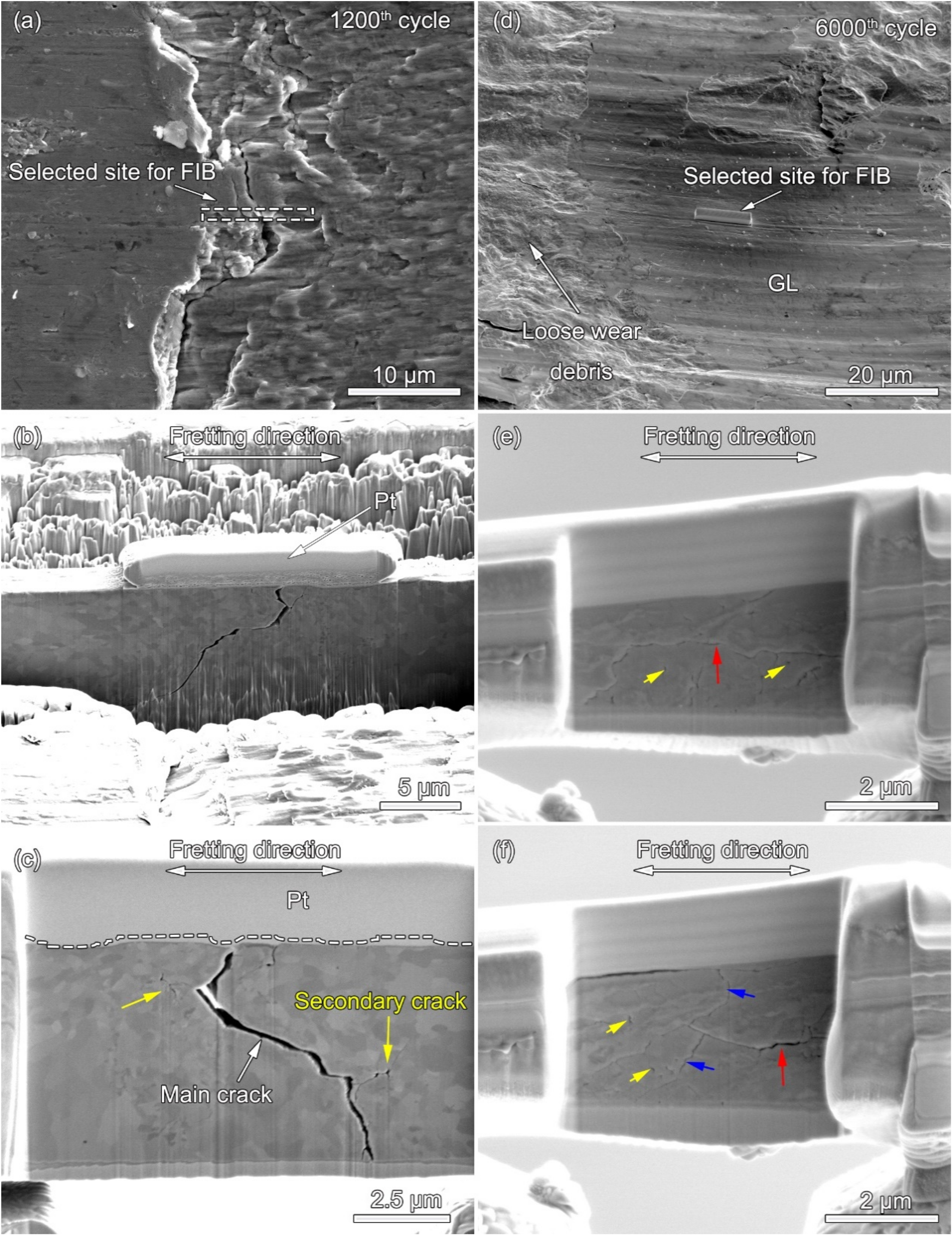
- The competition between fretting induced fatigue cracking (FIF) and fretting induced wear (FIW) ran throughout the entire fretting wear process. Before the 1.2 × 104th cycle, the velocity of crack propagation was faster than that of wear, and FIF became the winner in the competition. As the fretting cycle continued to increase, the wear velocity was obviously faster than that of FIF, which indicated that FIW defeats FIF.
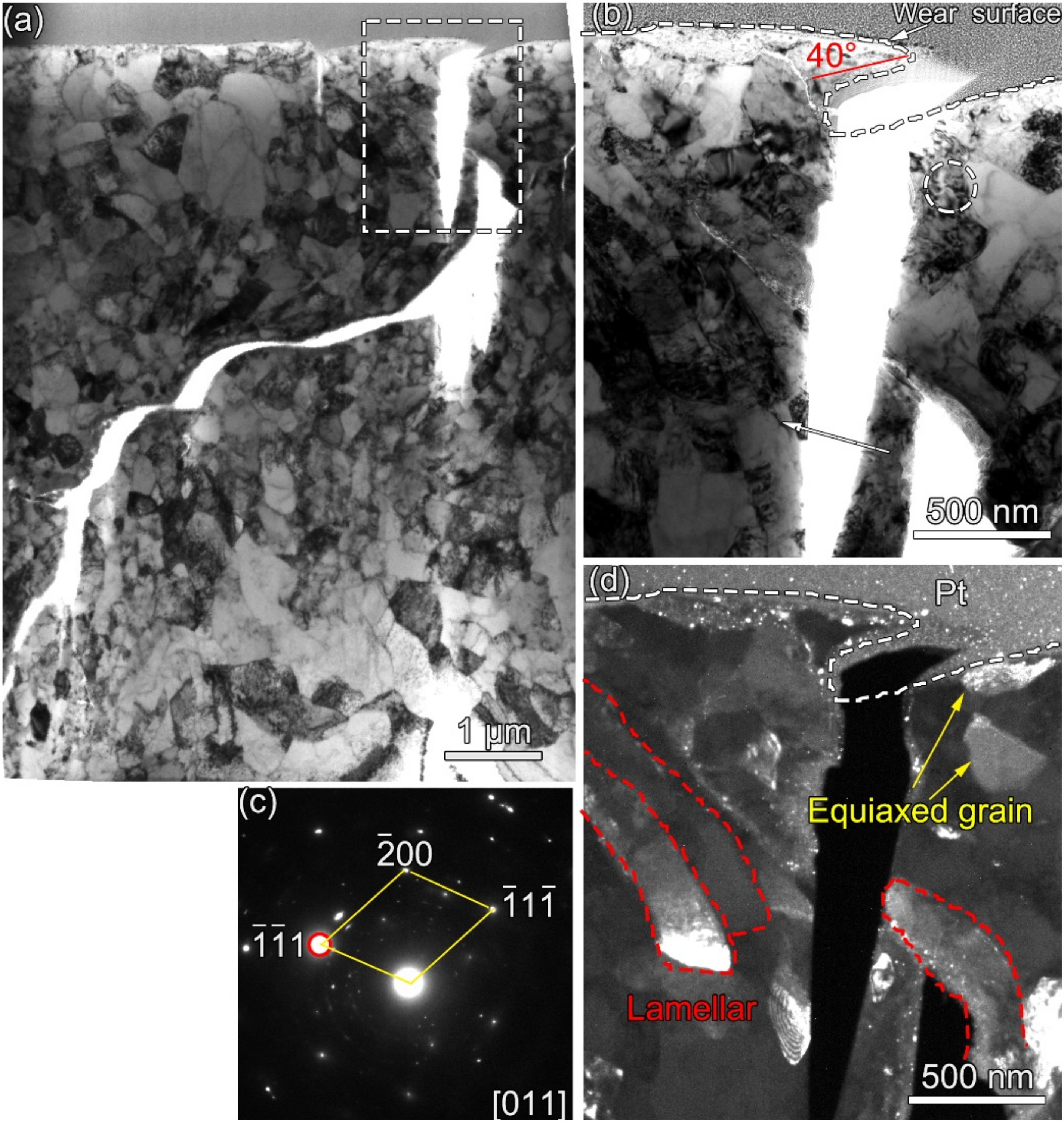
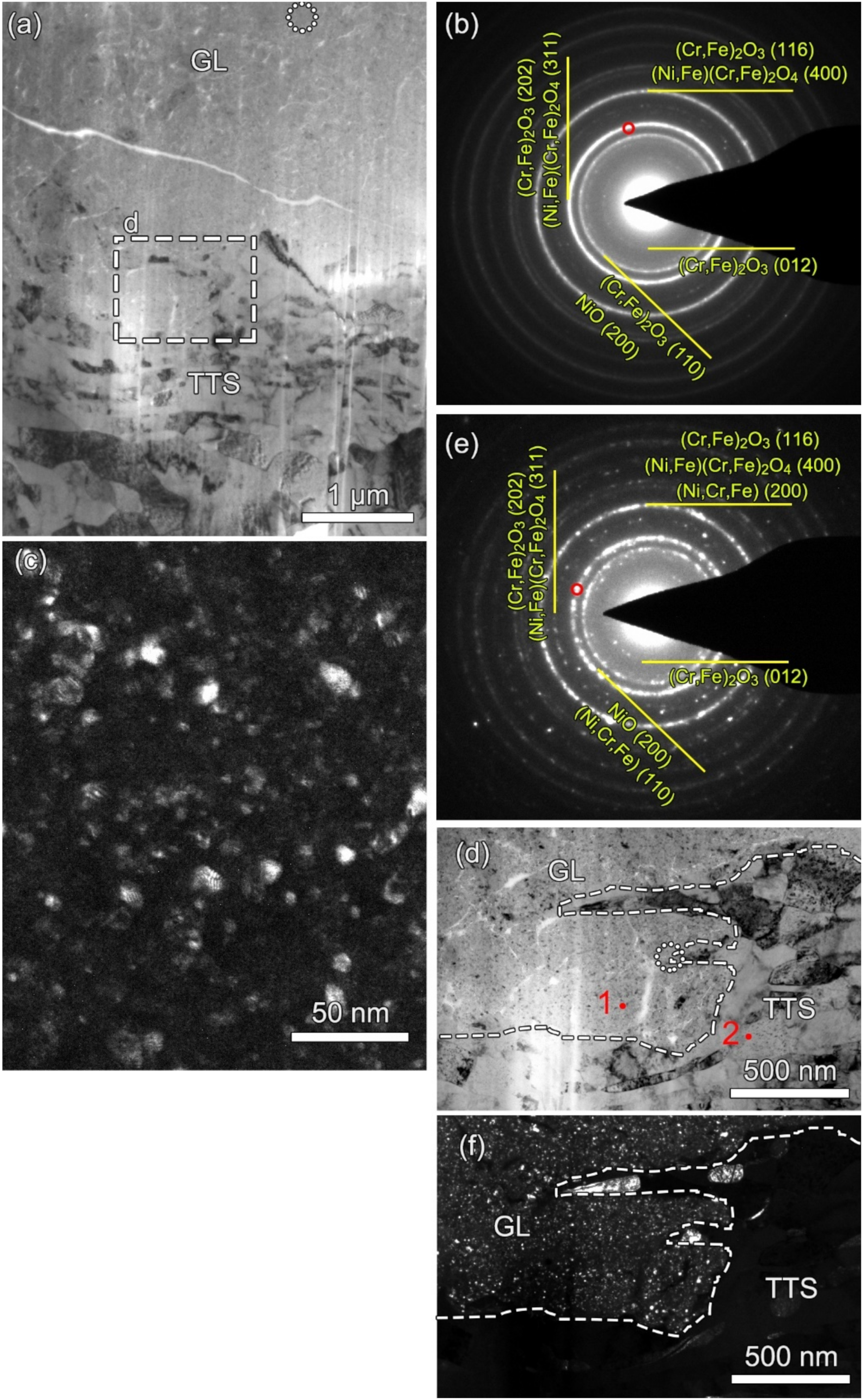
- A tribologically transformed structure (TTS) played an important role in crack initiation and propagation and particle detachment by delamination. The TTS participated in the competition between FIF and FIW. The gain boundaries and dislocations in the TTS were suitable pathways for crack initiation and propagation and oxygen permeation.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yue, T.; Abdel Wahab, M. Finite element analysis of fretting wear under variable coefficient of friction and different contact regimes. Tribol. Int. 2017, 107, 274–282. [Google Scholar] [CrossRef]
- Done, V.; Kesavan, D.; Krishna, R.M.; Chaise, T.; Nelias, D. Semi analytical fretting wear simulation including wear debris. Tribol. Int. 2017, 109, 1–9. [Google Scholar] [CrossRef]
- Hu, Z.; Lu, W.; Thouless, M.D.; Barber, J.R. Effect of plastic deformation on the evolution of wear and local stress fields in fretting. Int. J. Solids Struct. 2016, 82, 1–8. [Google Scholar] [CrossRef]
- Jin, O.; Mall, S. Effects of slip on fretting behavior: Experiments and analyses. Wear 2004, 256, 671–684. [Google Scholar] [CrossRef]
- Vingsbo, O.; Söderberg, S. On fretting maps. Wear 1988, 126, 131–147. [Google Scholar] [CrossRef]
- Lee, C.Y.; Tian, L.S.; Bae, J.W.; Chai, Y.S. Application of influence function method on the fretting wear of tube-to-plate contact. Tribol. Int. 2009, 42, 951–957. [Google Scholar] [CrossRef]
- Leonard, B.D.; Sadeghi, F.; Shinde, S.; Mittelbach, M. A Numerical and Experimental Investigation of Fretting Wear and a New Procedure for Fretting Wear Maps. Tribol. Trans. 2012, 55, 313–324. [Google Scholar] [CrossRef]
- Ghosh, A.; Wang, W.; Sadeghi, F. An elastic-plastic investigation of third body effects on fretting contact in partial slip. Int. J. Solids Struct. 2016, 81, 95–109. [Google Scholar] [CrossRef]
- Pearson, S.R.; Shipway, P.H. Is the wear coefficient dependent upon slip amplitude in fretting? Vingsbo and Söderberg revisited. Wear 2015, 330–331, 93–102. [Google Scholar] [CrossRef]
- Zhou, Z.R.; Vincent, L. Mixed fretting regime. Wear 1995, 181–183 Part 2, 531–536. [Google Scholar] [CrossRef]
- Wang, Z.H.; Lu, Y.H.; Li, J.; Shoji, T. Effect of pH value on the fretting wear behavior of Inconel 690 alloy. Tribol. Int. 2016, 95, 162–169. [Google Scholar] [CrossRef]
- Lee, Y.-H.; Kim, H.-K.; Kim, H.-D.; Park, C.-Y.; Kim, I.-S. A comparative study on the fretting wear of steam generator tubes in korean power plants. Wear 2003, 255, 1198–1208. [Google Scholar] [CrossRef]
- Lee, Y.-H.; Kim, I.-S.; Kang, S.-S.; Chung, H.-D. A study on wear coefficients and mechanisms of steam generator tube materials. Wear 2001, 250, 718–725. [Google Scholar] [CrossRef]
- Kim, D.-G.; Lee, Y.-Z. Experimental investigation on sliding and fretting wear of steam generator tube materials. Wear 2001, 250, 673–680. [Google Scholar] [CrossRef]
- Li, J.; Ma, M.; Lu, Y.H.; Xin, L. Evolution of wear damage in Inconel 600 alloy due to fretting against type 304 stainless steel. Wear 2016, 346–347, 15–21. [Google Scholar] [CrossRef]
- Mohd Tobi, A.; Ding, J.; Bandak, G.; Leen, S.; Shipway, P. A study on the interaction between fretting wear and cyclic plasticity for Ti–6Al–4V. Wear 2009, 267, 270–282. [Google Scholar] [CrossRef]
- Ding, J.; Leen, S.B.; McColl, I.R. The effect of slip regime on fretting wear-induced stress evolution. Int. J. Fatigue 2004, 26, 521–531. [Google Scholar] [CrossRef]
- Guo, X.; Lai, P.; Tang, L.; Chen, K.; Zhang, L. Time-dependent wear behavior of alloy 690 tubes fretted against 405 stainless steel in high-temperature argon and water. Wear 2018, 414–415, 194–201. [Google Scholar] [CrossRef]
- Lavella, M.; Botto, D. Fretting wear characterization by point contact of nickel superalloy interfaces. Wear 2011, 271, 1543–1551. [Google Scholar] [CrossRef]
- Soria, S.R.; Tolley, A.; Yawny, A. Characterization of damage and triboparticles resulting from fretting of Incoloy 800 steam generator tubes against different materials. Wear 2017, 390, 198–208. [Google Scholar] [CrossRef]
- Xin, L.; Han, Y.; Lu, Y.; Shoji, T. Investigation on the Fretting Wear Behavior and Mechanisms of Alloy 690TT during the Transformation from Mixed Regime to Partial Slip Regime Induced by Elevated Temperature. Tribol. Trans. 2019, 62, 464–475. [Google Scholar] [CrossRef]
- Xin, L.; Wang, Z.H.; Li, J.; Lu, Y.H.; Shoji, T. Fretting Wear Behavior and Mechanism of Inconel 690 Alloy Related to the Displacement Amplitude. Tribol. Trans. 2017, 60, 913–922. [Google Scholar] [CrossRef]
- Chung, I.; Lee, M. An experimental study on fretting wear behavior of cross-contacting Inconel 690 tubes. Nucl. Eng. Des. 2011, 241, 4103–4110. [Google Scholar] [CrossRef]
- Jeong, S.-H.; Cho, C.-W.; Lee, Y.-Z. Friction and wear of Inconel 690 for steam generator tube in elevated temperature water under fretting condition. Tribol. Int. 2005, 38, 283–288. [Google Scholar] [CrossRef]
- Yun, J.Y.; Lee, H.S.; Hur, D.H.; Kang, W.S.; Bae, C.H.; Kim, S.J. Effect of oxidation film on the fretting wear behavior of Alloy 690 steam generator tube mated with SUS 409. Wear 2016, 368–369, 344–349. [Google Scholar] [CrossRef]
- Zhou, Z.R.; Vincent, L. Effect of external loading on wear maps of aluminium alloys. Wear 1993, 162, 619–623. [Google Scholar] [CrossRef]
- Zhu, M.; Zhou, Z. On the mechanisms of various fretting wear modes. Tribol. Int. 2011, 44, 1378–1388. [Google Scholar] [CrossRef]
- Waterhouse, R.B. Fretting Corrosion; Pergamon Press: Oxford, UK, 1972. [Google Scholar]
- Rynio, C.; Hattendorf, H.; Klöwer, J.; Eggeler, G. On the physical nature of tribolayers and wear debris after sliding wear in a superalloy/steel tribosystem at 25 and 300 °C. Wear 2014, 317, 26–38. [Google Scholar] [CrossRef]
- Rynio, C.; Hattendorf, H.; Klöwer, J.; Eggeler, G. The evolution of tribolayers during high temperature sliding wear. Wear 2014, 315, 1–10. [Google Scholar] [CrossRef]
- Tuckart, W.; Iurman, L.; Forlerer, E. Influence of microstructure on tribologically mixed layers. Wear 2011, 271, 792–801. [Google Scholar] [CrossRef]
- Stott, F.H.; Lin, D.S.; Wood, G.C. “Glazes” produced on Nickel-base Alloys during High Temperature Wear. Nat. Phys. Sci. 1973, 242, 75–77. [Google Scholar] [CrossRef]
- Stott, F.H.; Lin, D.S.; Wood, G.C. The structure and mechanism of formation of the ‘glaze’ oxide layers produced on nickel-based alloys during wear at high temperatures. Corros. Sci. 1973, 13, 449–469. [Google Scholar] [CrossRef]
- Rybiak, R.; Fouvry, S.; Bonnet, B. Fretting wear of stainless steels under variable temperature conditions: Introduction of a ‘composite’ wear law. Wear 2010, 268, 413–423. [Google Scholar] [CrossRef]
- Du, H.; Datta, P.; Inman, I.; Geurts, R.; Kübel, C. Microscopy of wear affected surface produced during sliding of Nimonic 80A against Stellite 6 at 20 °C. Mater. Sci. Eng. A 2003, 357, 412–422. [Google Scholar] [CrossRef]
- Stott, F. The role of oxidation in the wear of alloys. Tribol. Int. 1998, 31, 61–71. [Google Scholar] [CrossRef]
- Chattopadhyay, B.; Wood, G.C. The transient oxidation of alloys. Oxid. Met. 1970, 2, 373–399. [Google Scholar] [CrossRef] [Green Version]
- Wood, G.C.; Chattopadhyay, B. Transient oxidation of Ni-base alloys. Corros. Sci. 1970, 10, 471–480. [Google Scholar] [CrossRef]
- Xin, L.; Ma, M.; Lu, Y.; Shoji, T. Comparative study on fretting wear behaviors of Alloy 600MA in dry air and deionized water conditions. Wear 2019, 418–419, 167–179. [Google Scholar] [CrossRef]
- Xin, L.; Yang, B.B.; Li, J.; Lu, Y.H.; Shoji, T. Wear damage of Alloy 690TT in partial and gross slip fretting regimes at high temperature. Wear 2017, 390, 71–79. [Google Scholar] [CrossRef]
- Zhu, M.H.; Zhou, Z.R.; Kapsa, P.; Vincent, L. An experimental investigation on composite fretting mode. Tribol. Int. 2001, 34, 733–738. [Google Scholar] [CrossRef]
- Leroux, J.; Nélias, D. Stick-slip analysis of a circular point contact between a rigid sphere and a flat unidirectional composite with cylindrical fibers. Int. J. Solids Struct. 2011, 48, 3510–3520. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Yang, B.B.; Lu, Y.H.; Xin, L.; Wang, Z.H.; Shoji, T. The effects of electrochemical polarization condition and applied potential on tribocorrosion behaviors of Inconel 690 alloys in water environment. Mater. Des. 2017, 119, 93–103. [Google Scholar] [CrossRef]
- Zhang, K.; Wang, Z.B.; Lu, K. Enhanced fatigue property by suppressing surface cracking in a gradient nanostructured bearing steel. Mater. Res. Lett. 2016, 5, 258–266. [Google Scholar] [CrossRef] [Green Version]
- Rigney, D.A.; Glaeser, W.A. The significance of near surface microstructure in the wear process. Wear 1978, 46, 241–250. [Google Scholar] [CrossRef]
- Xin, L.; Huang, Q.; Han, Y.; Ji, H.; Lu, Y.; Shoji, T. Insights into the fatigue cracking of Alloy 690TT subjected to fretting wear under partial slip conditions. Mater. Charact. 2020, 159, 110040. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Element | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Ni | Fe | Cr | C | Ti | Mn | Si | P | S | |
| Alloy 690TT | Bal | 11.6 | 29.9 | 0.025 | 0.30 | 0.25 | 0.33 | 0.086 | 0.0025 |
| 304SS | 9.35 | Bal | 18.3 | 0.018 | - | 1.31 | 0.31 | 0.034 | 0.0025 |
| Specimen | Vickers Hardness (HV) | Yield Strength (MPa) | Tensile Strength (MPa) |
|---|---|---|---|
| Alloy 690TT | 235 | 325 | 725 |
| 304SS | 210 | 265 | 595 |
| Location | Element | |||
|---|---|---|---|---|
| Ni | Fe | Cr | O | |
| GL | 43.58 | 7.40 | 18.58 | 30.44 |
| TTS | 66.31 | 9.70 | 23.98 | - |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xin, L.; Han, Y.; Ling, L.; Zhang, W.; Lu, Y.; Shoji, T. The Evolution of Fretting Wear Behavior and Damage Mechanism in Alloy 690TT with Cycle Number. Materials 2020, 13, 2417. https://doi.org/10.3390/ma13102417
Xin L, Han Y, Ling L, Zhang W, Lu Y, Shoji T. The Evolution of Fretting Wear Behavior and Damage Mechanism in Alloy 690TT with Cycle Number. Materials. 2020; 13(10):2417. https://doi.org/10.3390/ma13102417
Chicago/Turabian StyleXin, Long, Yongming Han, Ligong Ling, Weidong Zhang, Yonghao Lu, and Tetsuo Shoji. 2020. "The Evolution of Fretting Wear Behavior and Damage Mechanism in Alloy 690TT with Cycle Number" Materials 13, no. 10: 2417. https://doi.org/10.3390/ma13102417