Simultaneous Compositional and Grain Size Measurements Using Laser Opto-Ultrasonic Dual Detection for Additive Manufacturing

Abstract
:1. Introduction
2. Materials and Methods
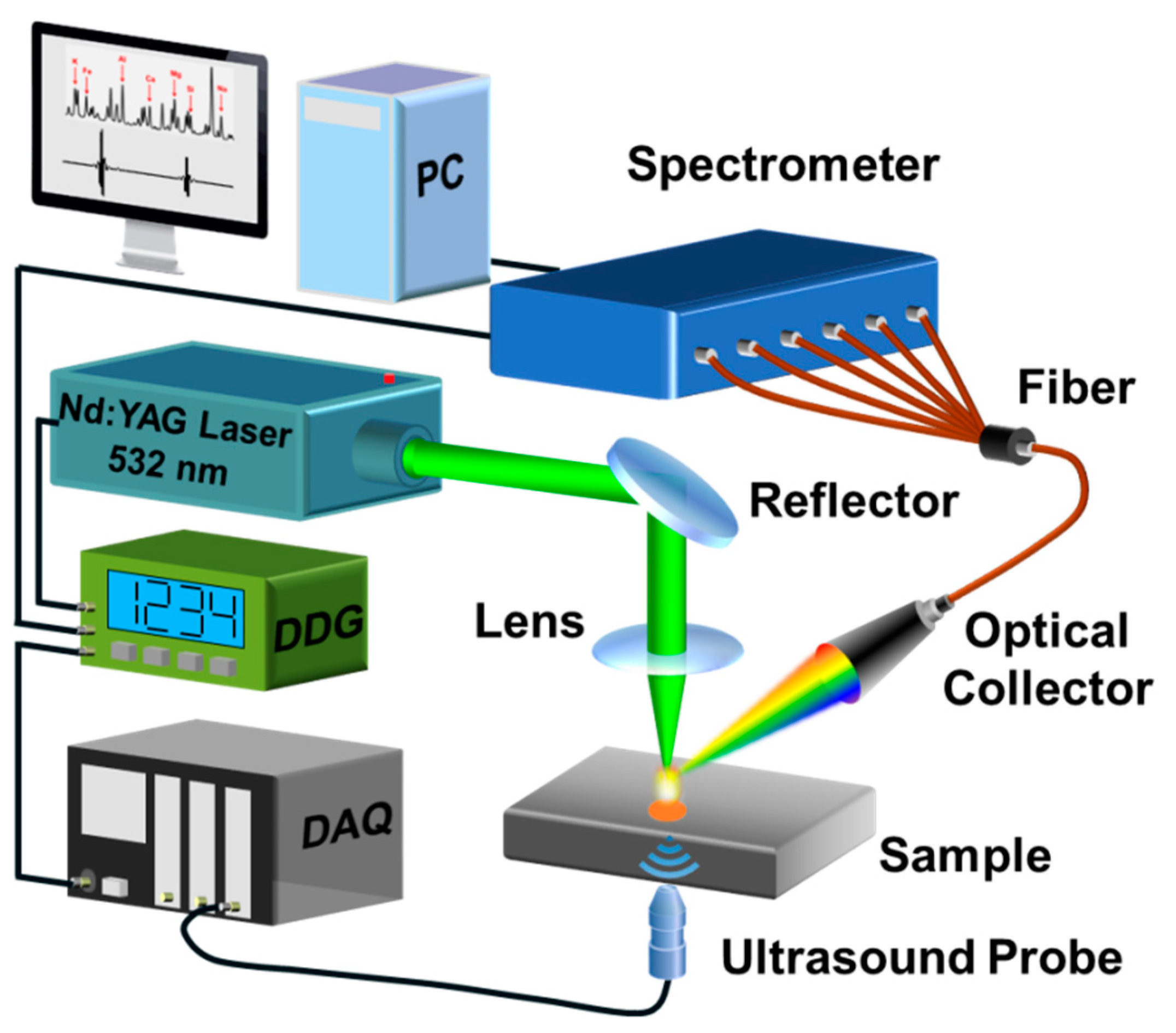
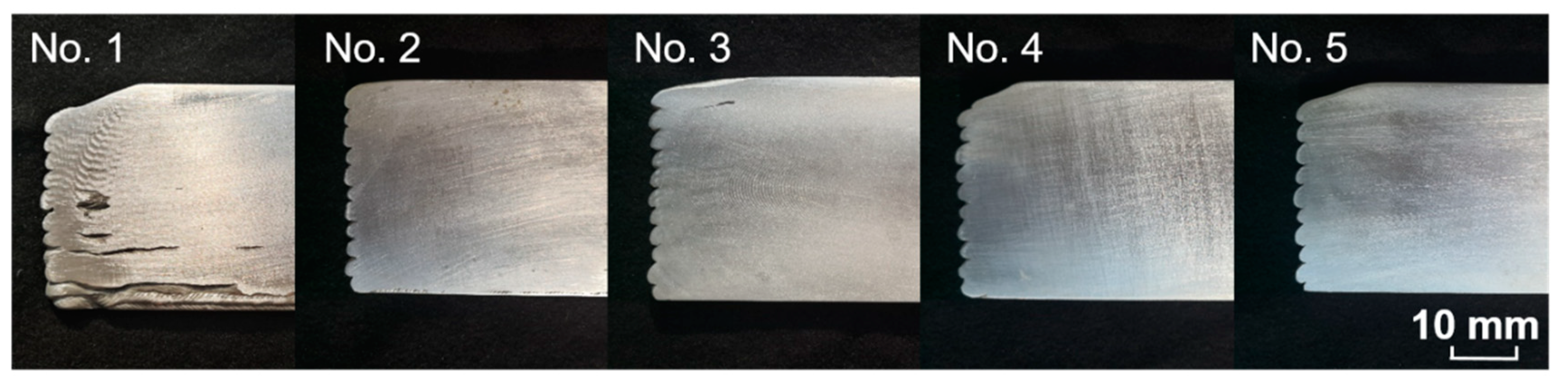
2.1. Experimental Setup and Materials
2.2. Laser Opto-Ultrasonic Dual (LOUD) Detection
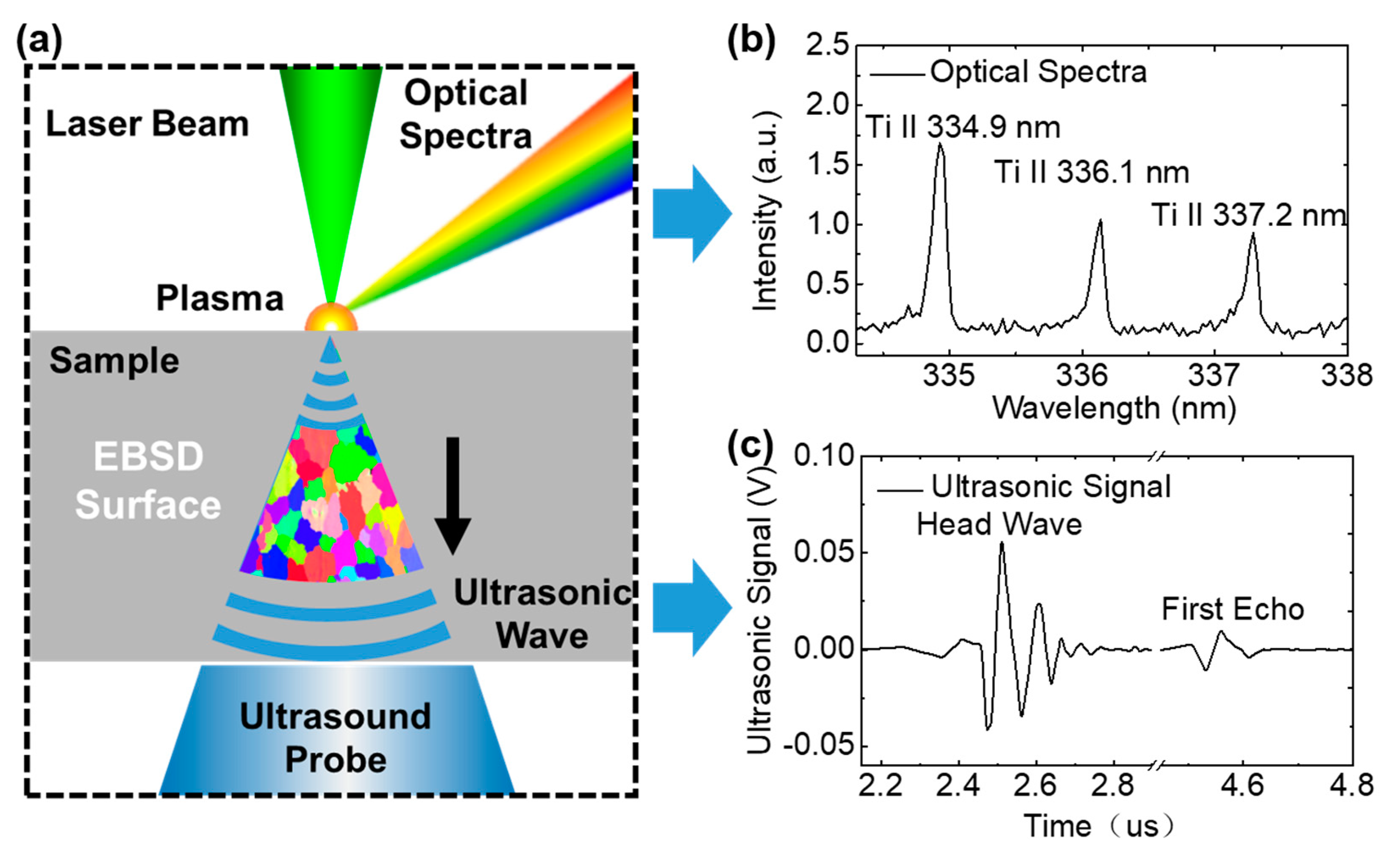
2.2.1. Generation of an Opto-Ultrasonic Signal
2.2.2. Optical Spectral Signal Processing of Elements
2.2.3. Ultrasonic Signal Processing of Grain Size
3. Results and Discussion
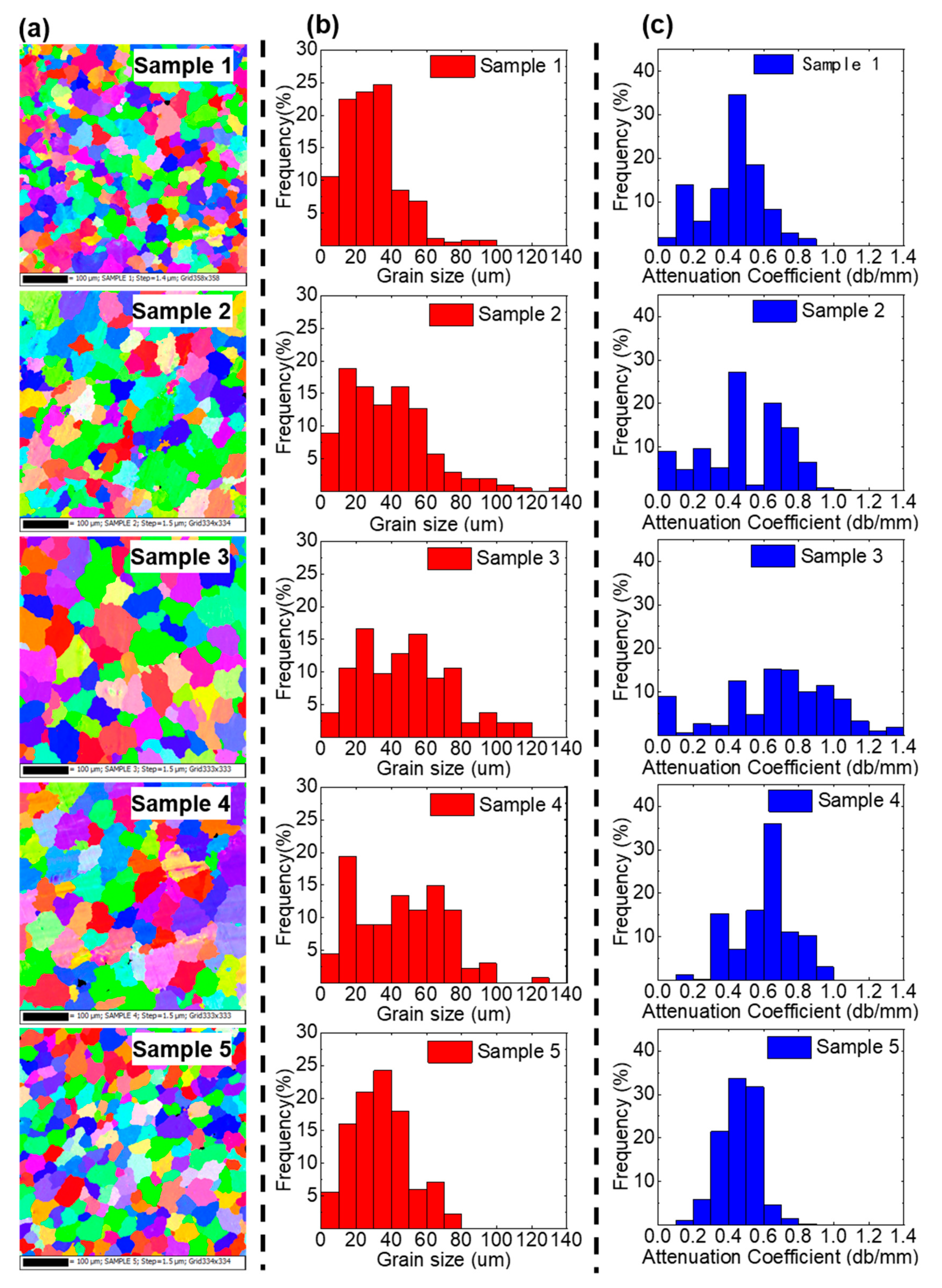
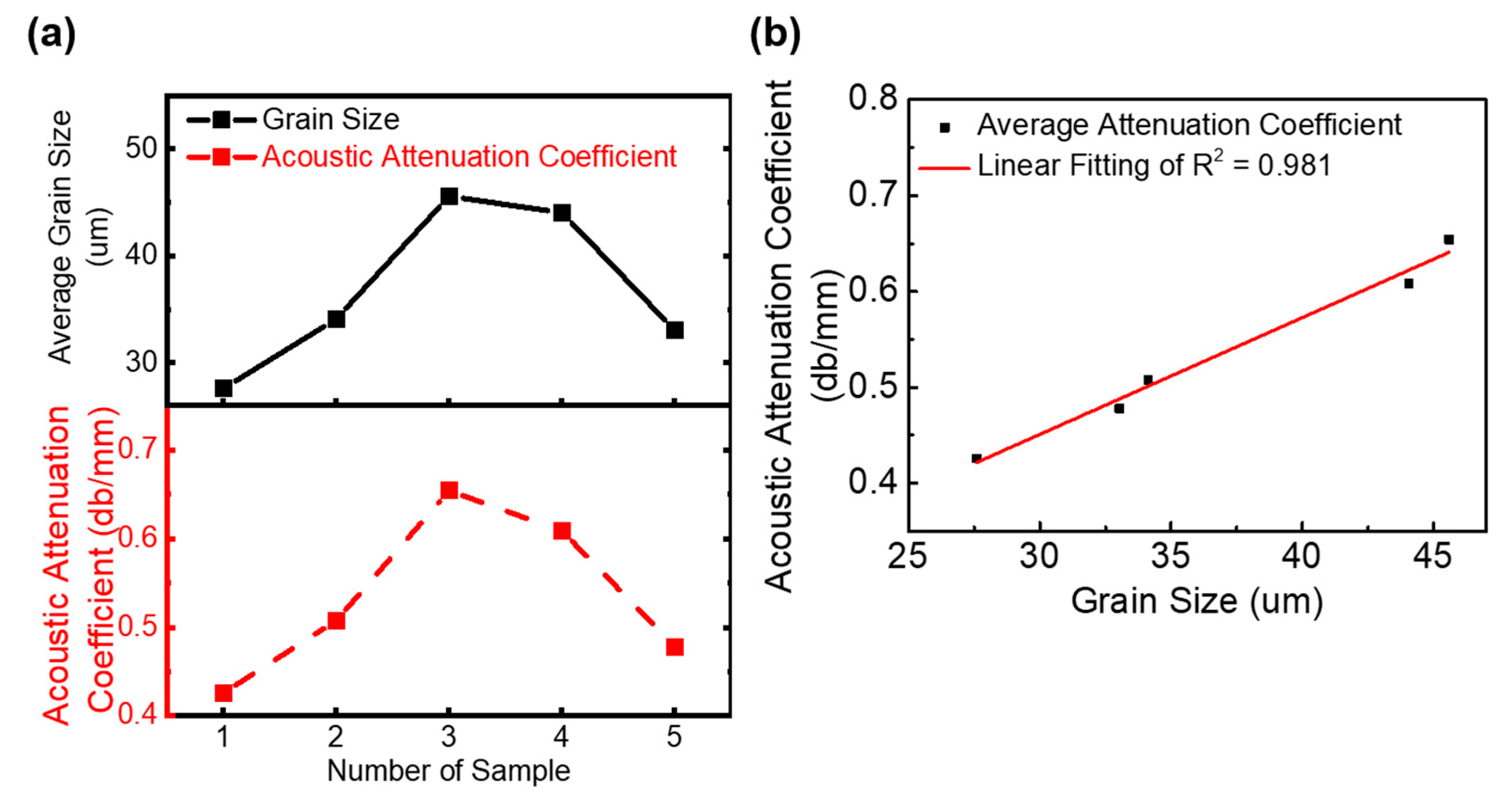
3.1. Grain Size Measurements of LOUD and EBSD
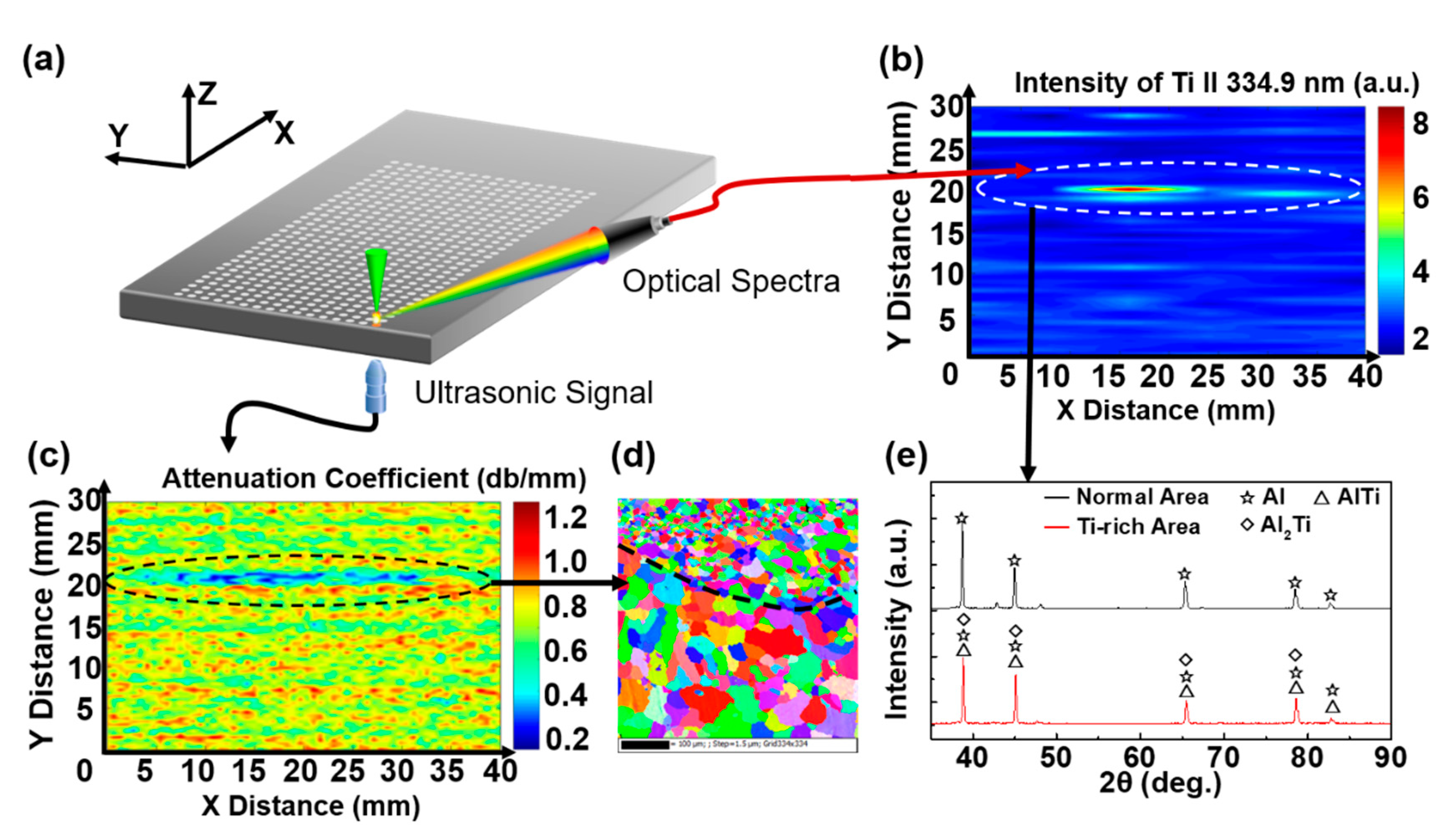
3.2. Simultaneous Detection of Grain Size and Elements Using LOUD
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| AM | additive manufacture |
| LOUD detection | laser opto-ultrasonic dual detection |
| WAAM | wire + arc additive manufacturing |
| EBSD | electron backscatter diffraction |
| XRD | X-ray diffraction |
| CCD | charge-coupled device |
| SBR | signal-to- background ratio |
| DAQ | data acquisition card |
| DDG | digital delay generator |
| VP CMT | variable polarity cold metal transfer |
References
- Martin, J.H.; Yahata, B.D.; Hundley, J.M.; Mayer, J.A.; Schaedler, T.A.; Pollock, T.M. 3D printing of high-strength aluminium alloys. Nature 2017, 549, 365. [Google Scholar] [CrossRef] [PubMed]
- Sigworth, G.K.; Kuhn, T.A. Grain refinement of aluminum casting alloys. Int. J. Met. 2007, 1, 31–40. [Google Scholar] [CrossRef]
- Berbenni, S.; Favier, V.; Berveiller, M. Impact of the grain size distribution on the yield stress of heterogeneous materials. Int. J. Plast. 2007, 23, 114–142. [Google Scholar] [CrossRef]
- Gu, J.; Ding, J.; Williams, S.W.; Gu, H.; Bai, J.; Zhai, Y.; Ma, P. The strengthening effect of inter-layer cold working and post-deposition heat treatment on the additively manufactured Al–6.3 Cu alloy. Mater. Sci. Eng. A 2016, 651, 18–26. [Google Scholar] [CrossRef] [Green Version]
- Szost, B.A.; Terzi, S.; Martina, F.; Boisselier, D.; Prytuliak, A.; Pirling, T.; Hofmann, M.; Jarvis, D.J. A comparative study of additive manufacturing techniques: Residual stress and microstructural analysis of CLAD and WAAM printed Ti–6Al–4V components. Mater. Des. 2016, 89, 559–567. [Google Scholar] [CrossRef] [Green Version]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A review of the wire arc additive manufacturing of metals: Properties, defects and quality improvement. J. Manuf. Process. 2018, 35, 127–139. [Google Scholar] [CrossRef]
- Sun, R.; Li, L.; Zhu, Y.; Guo, W.; Peng, P.; Cong, B.; Sun, J.; Che, Z.; Li, B.; Guo, C. Microstructure, residual stress and tensile properties control of wire-arc additive manufactured 2319 aluminum alloy with laser shock peening. J. Alloy. Compd. 2018, 747, 255–265. [Google Scholar] [CrossRef]
- Ji, X.; Mirkoohi, E.; Ning, J.; Liang, S.Y. Analytical modeling of post-printing grain size in metal additive manufacturing. Opt. Lasers Eng. 2020, 124, 105805. [Google Scholar] [CrossRef]
- Chen, H.; Yao, Y.; Warner, J.A.; Qu, J.; Yun, F.; Ye, Z.; Ringer, S.P.; Zheng, R. Grain size quantification by optical microscopy, electron backscatter diffraction, and magnetic force microscopy. Micron 2017, 101, 41–47. [Google Scholar] [CrossRef]
- Gao, X.; Zeng, W.; Zhao, Q.; Zhang, S.; Li, M.; Zhu, Z. Acquisition of recrystallization information using optical metallography in a metastable beta titanium alloy. J. Alloy. Compd. 2017, 727, 346–352. [Google Scholar] [CrossRef]
- Perevertov, O.; Neslušan, M.; Stupakov, A. Detection of milled 100Cr6 steel surface by eddy current and incremental permeance methods. NDT E Int. 2017, 87, 15–23. [Google Scholar] [CrossRef]
- Ghanei, S.; Alam, A.S.; Kashefi, M.; Mazinani, M. Nondestructive characterization of microstructure and mechanical properties of intercritically annealed dual-phase steel by magnetic Barkhausen noise technique. Mater. Sci. Eng. A 2014, 607, 253–260. [Google Scholar] [CrossRef]
- Zhu, Y.-K.; Tian, G.-Y.; Lu, R.-S.; Zhang, H. A review of optical NDT technologies. Sensors 2011, 11, 7773–7798. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bai, X.; Zhao, Y.; Ma, J.; Liu, Y.; Wang, Q. Grain-size distribution effects on the attenuation of laser-generated ultrasound in α-titanium alloy. Materials 2019, 12, 102. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bouda, A.B.; Lebaili, S.; Benchaala, A. Grain size influence on ultrasonic velocities and attenuation. NDT E Int. 2003, 36, 1–5. [Google Scholar] [CrossRef]
- Li, X.; Song, Y.; Liu, F.; Hu, H.; Ni, P. Evaluation of mean grain size using the multi-scale ultrasonic attenuation coefficient. NDT E Int. 2015, 72, 25–32. [Google Scholar] [CrossRef]
- Tamura, Y.; Motegi, T.; Kono, N.; Sato, E. Effect of Minor Elements on Grain Size of Mg-9% Al alloy. In Materials Science Forum; Trans Tech Publications Ltd.: Zurich, Switzerland, 2000; pp. 199–204. [Google Scholar]
- Ma, Y.; Hu, Z.; Tang, Y.; Ma, S.; Chu, Y.; Li, X.; Luo, W.; Guo, L.; Zeng, X.; Lu, Y. Laser opto-ultrasonic dual detection for simultaneous compositional, structural, and stress analyses for wire+ arc additive manufacturing. Addit. Manuf. 2020, 31, 100956. [Google Scholar] [CrossRef]
- Zhou, Y.; Lin, X.; Kang, N.; Huang, W.; Wang, J.; Wang, Z. Influence of travel speed on microstructure and mechanical properties of wire+ arc additively manufactured 2219 aluminum alloy. J. Mater. Sci. Technol. 2020, 37, 143–153. [Google Scholar] [CrossRef]
- Singh, J.P.; Thakur, S.N. Laser-Induced Breakdown Spectroscopy; Elsevier: Amsterdam, The Netherlands, 2007. [Google Scholar]
- Guo, Y.-M.; Guo, L.-B.; Li, J.-M.; Liu, H.-D.; Zhu, Z.-H.; Li, X.-Y.; Lu, Y.-F.; Zeng, X.-Y. Research progress in Asia on methods of processing laser-induced breakdown spectroscopy data. Front. Phys. 2016, 11, 114212. [Google Scholar] [CrossRef]
- Anabitarte, F.; Cobo, A.; Lopez-Higuera, J.M. Laser-induced breakdown spectroscopy: Fundamentals, applications, and challenges. ISRN Spectrosc. 2012, 2012, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Tang, Y.; Hao, Z.; Zhao, N.; Yang, X.; Yu, H.; Guo, L.; Li, X.; Zeng, X.; Lu, Y. Evaluation of the self-absorption reduction of minor elements in laser-induced breakdown spectroscopy assisted with laser-stimulated absorption. J. Anal. At. Spectrom. 2017, 32, 2189–2193. [Google Scholar] [CrossRef]
- Tang, Y.; Guo, L.; Li, J.; Tang, S.; Zhu, Z.; Ma, S.; Li, X.; Zeng, X.; Duan, J.; Lu, Y. Investigation on self-absorption reduction in laser-induced breakdown spectroscopy assisted with spatially selective laser-stimulated absorption. J. Anal. At. Spectrom. 2018, 33, 1683–1688. [Google Scholar] [CrossRef]
- Sun, L.; Yu, H. Correction of self-absorption effect in calibration-free laser-induced breakdown spectroscopy by an internal reference method. Talanta 2009, 79, 388–395. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Papadakis, E.P. Revised grain-scattering formulas and tables. J. Acoust. Soc. Am. 1965, 37, 703–710. [Google Scholar] [CrossRef]
- Papadakis, E. Physical acoustics and microstructure of iron alloys. Int. Met. Rev. 1984, 29, 1–24. [Google Scholar] [CrossRef]
- Zhang, C.; Li, Y.; Gao, M.; Zeng, X. Wire arc additive manufacturing of Al-6Mg alloy using variable polarity cold metal transfer arc as power source. Mater. Sci. Eng. A 2018, 711, 415–423. [Google Scholar] [CrossRef]
- Crossley, F.; Mondolfo, L. Mechanism of grain refinement in aluminum alloys. JOM 1951, 3, 1143–1148. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Arc Current (A) | Arc Voltage (V) | Wire Feed (m/min) | Scanning Speed (mm/s) | Interlayer Wait-Time (s) | Heat Input (J/mm) |
|---|---|---|---|---|---|---|
| 1 | 117 | 12 | 9 | 8.42 | 180 | 150 |
| 2 | 117 | 12 | 9 | 7.22 | 180 | 175 |
| 3 | 117 | 12 | 9 | 6.32 | 180 | 200 |
| 4 | 117 | 12 | 9 | 6.32 | 120 | 200 |
| 5 | 117 | 12 | 9 | 6.32 | 60 | 200 |
| Elements (wt. %) | Cu | Mg | Si | Fe | Cr | Zr | Zn | Mn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| Wire (ER2319) | 6.010 | 0.004 | 0.044 | 0.172 | 0.003 | 0.100 | 0.007 | 0.270 | 0.104 | rest |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, Y.; Hu, X.; Hu, Z.; Sheng, Z.; Ma, S.; Chu, Y.; Wan, Q.; Luo, W.; Guo, L. Simultaneous Compositional and Grain Size Measurements Using Laser Opto-Ultrasonic Dual Detection for Additive Manufacturing. Materials 2020, 13, 2404. https://doi.org/10.3390/ma13102404
Ma Y, Hu X, Hu Z, Sheng Z, Ma S, Chu Y, Wan Q, Luo W, Guo L. Simultaneous Compositional and Grain Size Measurements Using Laser Opto-Ultrasonic Dual Detection for Additive Manufacturing. Materials. 2020; 13(10):2404. https://doi.org/10.3390/ma13102404
Chicago/Turabian StyleMa, Yuyang, Xiujuan Hu, Zhenlin Hu, Ziqian Sheng, Shixiang Ma, Yanwu Chu, Qing Wan, Wei Luo, and Lianbo Guo. 2020. "Simultaneous Compositional and Grain Size Measurements Using Laser Opto-Ultrasonic Dual Detection for Additive Manufacturing" Materials 13, no. 10: 2404. https://doi.org/10.3390/ma13102404