IMCs Microstructure Evolution Dependence of Mechanical Properties for Ni/Sn/Ni Micro Solder-Joints

Abstract
:1. Introduction
2. Experimental and Numerical Procedures
2.1. Experimental Procedures
2.2. Numerical Procedures
3. Results and Discussion
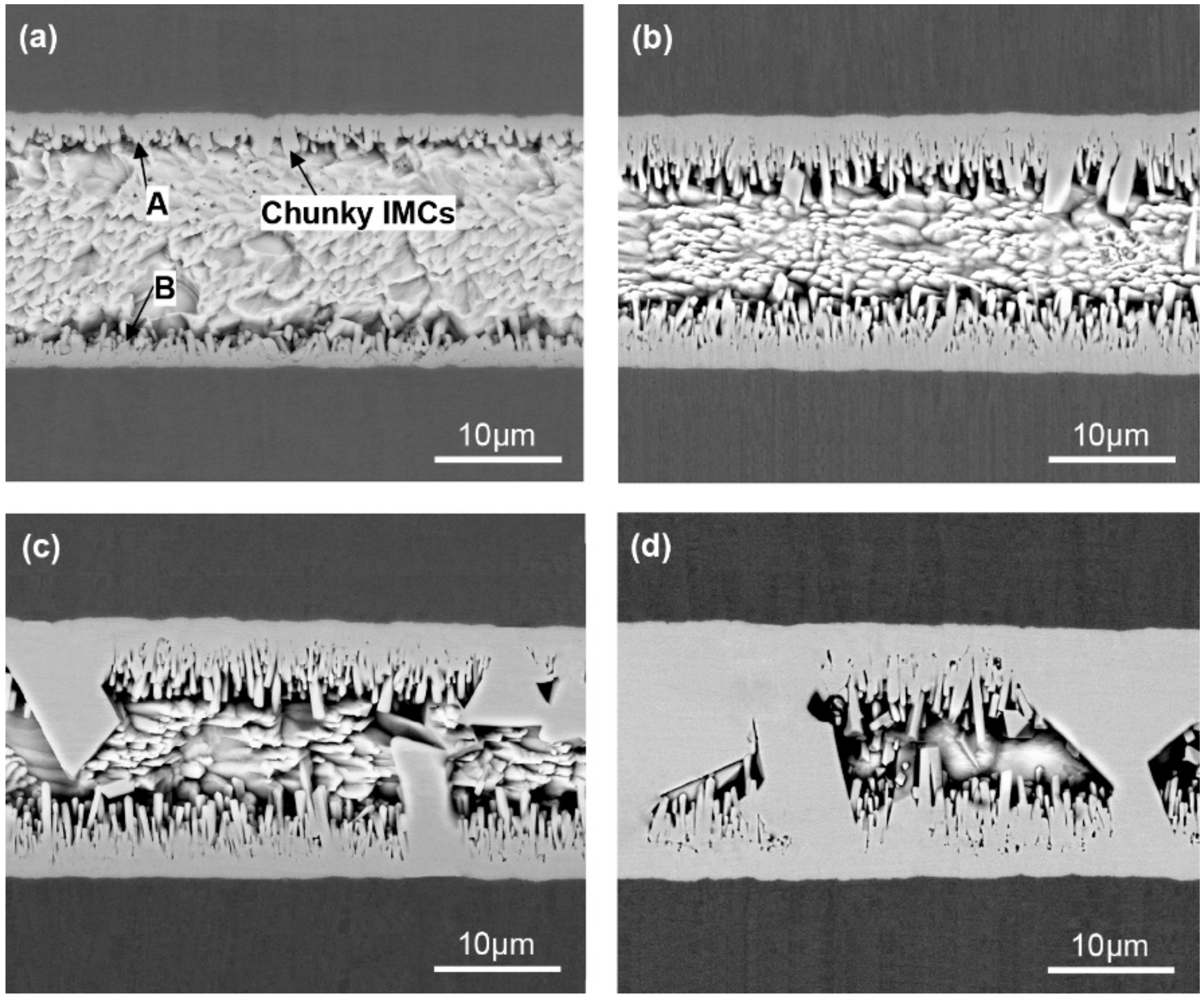
3.1. Microstructure Characterization of the IMCs
3.2. IMC Growth Kinetics
3.3. Influences of IMC Microstructure Evolution on Tensile Mechanical Properties of the Micro-Joints
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zhang, L.; Liu, Z.Q.; Chen, S.W.; Wang, Y.D.; Long, W.M.; Guo, Y.H.; Wang, S.Q.; Ye, G.; Liu, W.Y. Materials, processing and reliability of low temperature bonding in 3D chip stacking. J. Alloys Compd. 2018, 750, 980–995. [Google Scholar] [CrossRef]
- Liu, B.L.; Tian, Y.H.; Liu, W.; Wu, W.W.; Wang, C.Q. TEM observation of interfacial compounds of SnAgCu/ENIG solder bump after laser soldering and subsequent hot air reflows. Mater. Lett. 2016, 163, 254–257. [Google Scholar] [CrossRef] [Green Version]
- Lu, X.N.; He, Z.Z.; Su, L.; Fan, M.Y.; Liu, F.; Liao, G.L.; Shi, T.L. Detection of micro solder balls using active thermography technology and K-Means algorithm. IEEE Trans. Industrial Informatics. 2018, 14, 5620–5628. [Google Scholar] [CrossRef]
- Yang, T.L.; Aoki, T.; Matsumoto, K.; Toriyama, K.; Horibe, A.; Mori, H.; Orii, Y.; Wu, J.Y.; Kao, C.R. Fullintermetallic joints for chip stacking by using thermal gradient bonding. Acta Mater. 2016, 113, 90–97. [Google Scholar] [CrossRef]
- Choudhury, S.F.; Ladani, L. Local shear stress-strain response of Sn-3.5Ag/Cu solder joint with high fraction of intermetallic compounds: Experimental analysis. J. Alloys Compd. 2016, 680, 665–676. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; Yao, Y.; Long, X. Critical review of size effects on microstructure and mechanical properties of solder joints for electronic packaging. Appl. Sci. 2019, 9, 227. [Google Scholar] [CrossRef] [Green Version]
- Ghosh, R.; Kanjilal, A.; Kumar, P. Effect of type of thermo-mechanical excursion on growth of interfacial intermetallic compounds in Cu/Sn-Ag-Cu solder joints. Microelectron. Reliab. 2017, 74, 44–51. [Google Scholar] [CrossRef]
- Chen, Z.W.; Liu, C.Q.; An, B.; Wu, Y.P.; Liu, L. Evolution of the hardness and Young’s moduli of interlayers in Sn99Cu1/Cu solder joints subjected to isothermal ageing. J. Mater. Sci. Mater. Electron. 2017, 28, 17461–17467. [Google Scholar] [CrossRef]
- Tian, F.F.; Li, C.F.; Zhou, M.; Liu, Z.Q. The interfacial reaction between In-48Sn solder and polycrystalline Cu substrate during solid state aging. J. Alloys Compd. 2018, 740, 500–509. [Google Scholar] [CrossRef]
- Dong, H.J.; Song, X.G.; Zhao, H.Y.; Yan, J.C.; Tian, H.; Liu, J.H. Grain morphology and mechanical strength of high-melting-temperature intermetallic joints formed in asymmetrical Ni/Sn/Cu system using transient liquid phase soldering process. J. Alloys Compd. 2017, 723, 1026–1031. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, Y.; Li, M.; Tu, K.; Xu, L. Interconnect quality and reliability of 3D packaging. In Springer Series in Advanced Microelectronic; Springer: Cham, Switzerland, 2017; Volume 57, pp. 375–420. [Google Scholar] [CrossRef]
- Magnien, J.; Khatibi, G.; Lederer, M.; Ipser, H. Investigation of interfacial behavior in miniaturized solder interconnects. Mater. Sci. Eng. A 2016, 673, 541–550. [Google Scholar] [CrossRef]
- Hu, X.W.; Tao, X.; Leon, M.K.; Li, Y.L.; Jiang, X.X. Shear strength and fracture behavior of reflowed Sn3.0Ag0.5Cu/Cu solder joints under various strain rates. J. Alloys Compd. 2017, 690, 720–729. [Google Scholar] [CrossRef]
- Hu, X.W.; Yu, X.; Li, Y.L.; Huang, Q. Effect of strain rate on interfacial fracture behaviors of Sn-58Bi/Cu solder joints. J. Mater. Sci. Mater. Electron. 2014, 25, 57–64. [Google Scholar] [CrossRef]
- An, T.; Qin, F. Effects of the intermetallic compound microstructure on the tensile behavior of Sn3.0Ag0.5Cu/Cu solder joint under various strain rates. Microelectron. Reliab. 2014, 54, 932–938. [Google Scholar] [CrossRef]
- Liu, S.F.; Zhang, D.X.; Xiong, J.R.; Chen, C.; Song, T.J.; Liu, L.; Huang, S.Y. Microstructure evolution and properties of rapidly solidified Au-20Sn eutectic solder prepared by single-roll technology. J. Alloys Compd. 2019, 781, 873–882. [Google Scholar] [CrossRef]
- Ji, H.J.; Li, M.G.; Ma, S.; Li, M.Y. Ni3Sn4-composed die bonded interface rapidly formed by ultrasonic-assisted soldering of Sn/Ni solder paste for high-temperature power device packaging. Mater. Des. 2016, 108, 590–596. [Google Scholar] [CrossRef]
- Liu, L.; Chen, Z.W.; Zhou, Z.X.; Chen, G.C.; Wu, F.S.; Liu, C.Q. Diffusion barrier property of electroless Ni-WP coating in high temperature Zn-5Al/Cu solder interconnects. J. Alloys Compd. 2017, 722, 746–752. [Google Scholar] [CrossRef] [Green Version]
- Yu, J.; Wu, J.; Yu, L.; Kao, C. Micropillar Mechanics of Sn-Based Intermetallic Compounds. In Handbook of Mechanics of Materials; Springer: Singapore, 2019; pp. 873–899. [Google Scholar]
- Qin, H.B.; Zhang, X.P.; Zhou, M.B.; Zeng, J.B.; Mai, Y.W. Size and constraint effects on mechanical and fracture behavior of micro-scale Ni/Sn3.0Ag0.5Cu/Ni solder joints. Mater. Sci. Eng. A 2014, 617, 14–23. [Google Scholar] [CrossRef]
- Talebanpour, B.; Dutta, I. Fracture mechanisms in Sn-Ag-Cu solder micro-bumps for 3D microelectronic packages. In Proceedings of the ASME 2015 International Technical Conference and Exhibition on Packaging and Integration of Electronic and Photonic Microsystems, San Francisco, CA, USA, 6–9 July 2015; pp. 1–7. [Google Scholar] [CrossRef]
- Choudhury, S.F.; Ladani, L. Miniaturization of micro-solder bumps and effect of IMC on stress distribution. J. Electron. Mater. 2016, 45, 3683–3694. [Google Scholar] [CrossRef]
- Chu, Y.C.; Chen, C.; Kao, N.; Jiang, D.S. Effect of Sn grain orientation and strain distribution in 20-μm-diameter microbumps on crack formation under thermal cycling tests. Electron. Mater. Lett. 2017, 13, 457–462. [Google Scholar] [CrossRef]
- Cheng, H.C.; Hong, R.Y.; Hu, H.C.; Chen, W.H. Role of plastic properties of Ni3Sn4 intermetallic compound on solder joint reliability. IEEE Trans. Device Mater. Reliab. 2017, 18, 18–26. [Google Scholar] [CrossRef]
- Ji, H.J.; Qiao, Y.F.; Li, M.Y. Rapid formation of intermetallic joints through ultrasonic-assisted die bonding with Sn-0.7Cu solder for high temperature packaging application. Scr. Mater. 2016, 110, 19–23. [Google Scholar] [CrossRef]
- Tian, Y.; Chow, J.; Liu, X.; Sitaraman, S.K. The size effect on intermetallic microstructure evolution of critical solder joints for flip chip assemblies. Solder. Surf. Mt. Technol. 2015, 27, 178–184. [Google Scholar] [CrossRef]
- Abdelhadi, O.M.; Ladani, L. IMC growth of Sn-3.5Ag/Cu system: Combined chemical reaction and diffusion mechanisms. J. Alloys Compd. 2012, 537, 87–99. [Google Scholar] [CrossRef]
- Görlich, J.; Baither, D.; Schmitz, G. Reaction kinetics of Ni/Sn soldering reaction. Acta Mater. 2010, 58, 3187–3197. [Google Scholar] [CrossRef]
- Wendt, M.; Plöβl, A.; Weimar, A.; Zenger, M.; Dilger, K. Investigation of the influence of annealing temperature on the morphology and growth kinetic of Ni3Sn4 in the Ni-Sn-solder system. J. Mater. Sci. Chem. Eng. 2016, 4, 116–130. [Google Scholar] [CrossRef] [Green Version]
- Chen, Z.; An, B.; Wu, Y.; Liu, C.; Parkin, R. Influence of IMCs volume ratio in micro-scale solder joints on their mechanical integrity. In Proceedings of the 2012 IEEE 62nd Electronic Components and Technology Conference, San Diego, CA, USA, 29 May–1 June 2012; pp. 710–716. [Google Scholar] [CrossRef]
- Cheng, H.C.; Yu, C.F.; Chen, W.H. Size, temperature, and strain-rate dependence on tensile mechanical behaviors of Ni3Sn4 intermetallic compound using molecular dynamics simulation. J. Nanomater. 2014, 2014, 122. [Google Scholar] [CrossRef] [Green Version]
- Ho, C.E.; Lu, M.K.; Lee, P.T.; Huang, Y.H.; Chou, W.L.; Ho, C.E.; Lu, M.K.; Lee, P.T.; Huang, Y.H.; Chou, W.L. TEM investigation of interfacial microstructure and fracture mode of the Sn-Ag-Cu/Ni joint system. Mater. Sci. Eng. A 2017, 706, 269–278. [Google Scholar] [CrossRef]
- Glenn, R.; Vuorinen, V.; Mervi, P.K. Void formation and its impact on Cu-Sn intermetallic compound formation. J. Alloys Compd. 2016, 677, 127–138. [Google Scholar] [CrossRef]
- Kang, M.S.; Kim, D.S.; Shin, Y.E. Suppression of the growth of intermetallic compound layers with the addition of graphene nano-sheets to an Epoxy Sn-Ag-Cu Solder on a Cu Substrate. Materials 2019, 12, 936. [Google Scholar] [CrossRef] [Green Version]
- Tseng, C.F.; Duh, J.G. Correlation between microstructure evolution and mechanical strength in the Sn–3.0Ag–0.5Cu/ENEPIG solder joint. Mater. Sci. Eng. A 2013, 580, 169–174. [Google Scholar] [CrossRef]
- ANSYS. Manual, Version 18.0; ANSYS Inc.: Canonsburg, PA, USA, 2016. [Google Scholar]
- Bremberg, D.; Faleskog, J. A numerical procedure for interaction integrals developed for curved cracks of general shape in 3-D. Int. J. Solids Struct. 2015, 62, 144–157. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Yield Strength (MPa) | Flow Region |
|---|---|---|
| Sn [22] | 21.5 | Stress σ = 37 × ε0.075, where ε is the strain from 0.001 to 0.016. |
| Material | Elastic Modulus (MPa) | Poisson’s Ratio |
|---|---|---|
| Sn [22] | 48 | 0.36 |
| Ni [23] | 207 | 0.312 |
| Ni3Sn4 [24] | 134 | 0.33 |
| Analysis Sites | Composition (at. %) | Phase | |
|---|---|---|---|
| Ni | Sn | ||
| A | 42.78 | 57.22 | Ni3Sn4 |
| B | 42.99 | 57.01 | Ni3Sn4 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ren, N.; Fang, H.; Wang, D.; Hou, C.; Zhao, Y.; Chen, F.; Tian, Y.; Paik, K.-W.; Wu, Y. IMCs Microstructure Evolution Dependence of Mechanical Properties for Ni/Sn/Ni Micro Solder-Joints. Materials 2020, 13, 252. https://doi.org/10.3390/ma13010252
Ren N, Fang H, Wang D, Hou C, Zhao Y, Chen F, Tian Y, Paik K-W, Wu Y. IMCs Microstructure Evolution Dependence of Mechanical Properties for Ni/Sn/Ni Micro Solder-Joints. Materials. 2020; 13(1):252. https://doi.org/10.3390/ma13010252
Chicago/Turabian StyleRen, Ning, Heng Fang, Dong Wang, Chenyi Hou, Yatao Zhao, Fan Chen, Ye Tian, Kyung-Wook Paik, and Yiping Wu. 2020. "IMCs Microstructure Evolution Dependence of Mechanical Properties for Ni/Sn/Ni Micro Solder-Joints" Materials 13, no. 1: 252. https://doi.org/10.3390/ma13010252