1. Introduction
As the second high-hardness material in nature, the microcrystalline corundum has dense texture and sharp-pointed particles, which has a significant and decisive impact on the material’s properties [
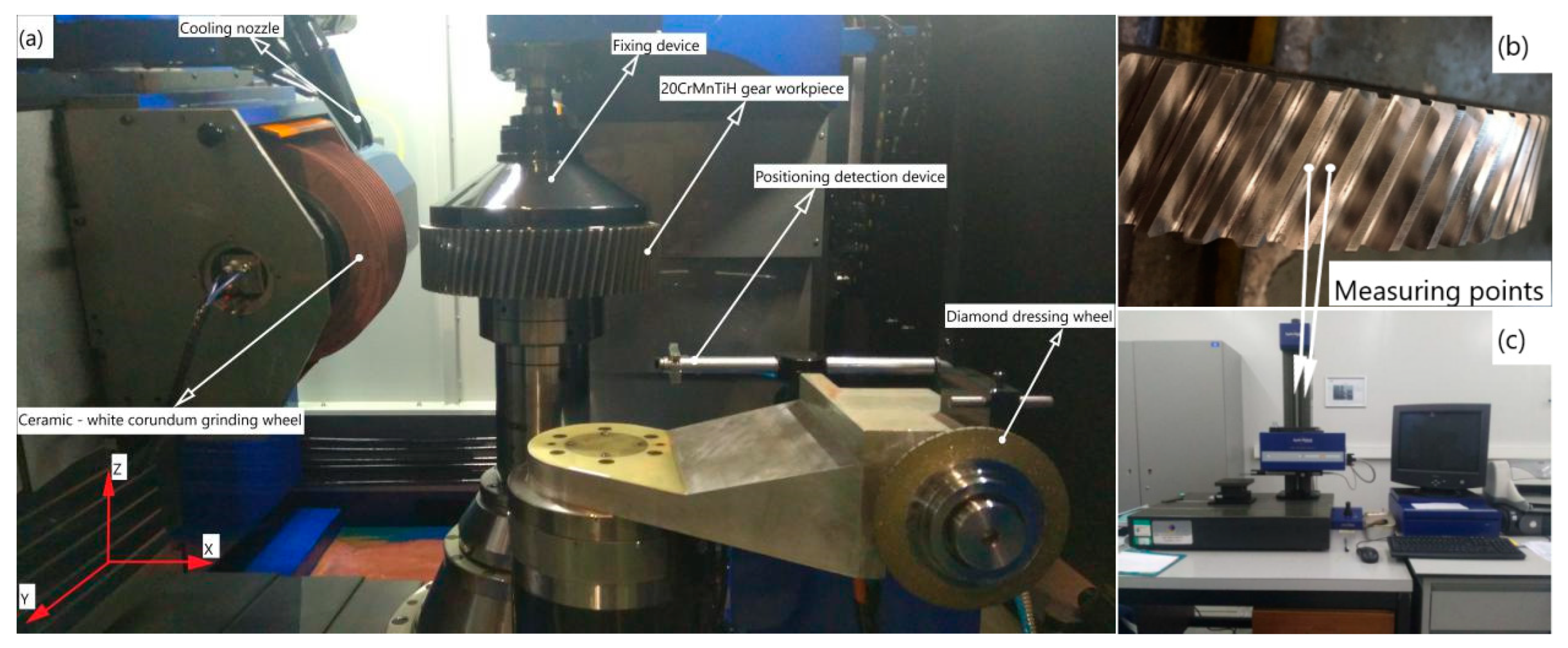
1]. Ceramics and resins are generally used as its binders for grinding, polishing, sand blasting, and precision casting. Furthermore, the ceramic microcrystalline corundum is more and more applied as the material of the grinding wheel to grind the 20CrMnTiH gear workpiece. The selection of binder and composite abrasive is extraordinarily important, as the abrasive composition has a large influence on the physical properties of the grinding wheel [
2,
3]. For example, corundum composite abrasives containing Fe–Ce [
4,
5] and Ti [
6] were used to grind diamond films more efficiently. The ceramic microcrystalline corundum grinding wheel prepared by hollow ball corundum particles as a pore former [
7] has good microstructure and heat dissipation [
8]. A large number of experiments have shown that because of the excellent hardness and heat dissipation characteristics, microcrystalline corundum grinding wheels are applied to many kinds of grinding methods. Wang et al. studied the theoretical analysis and experimental verification of the grinding principle of the new microcrystalline corundum’s forming method [
9]. Breitung-Faes et al. studied the true grinding performance of molten corundum [
10]; Yang et al. explored the grinding performance of a new microcrystalline corundum grinding wheel for grinding automotive gears [
11]. These research studies indicate that the microcrystalline corundum has been more and more applied to precision grinding over the past 10 years, but its grinding performance needs improving. At present, the machine tool companies mainly determine the grinding parameters based on a large amount of processing experience, which causes the grinding process to lack a scientific experimental analysis and theoretical basis.
Due to its high hardness, high wear resistance, good fatigue resistance, and low-temperature impact toughness, 20CrMnTiH is widely used in gears, shafts, and other parts of automobiles and airplanes. However, its high hardness and high wear resistance lead to the difficulty in processing and low grinding efficiency. Therefore, the increasing interest in optimizing the grinding process for better grinding precision performance has heightened the need for more research. Current research on the machining and grinding performance of 20CrMnTiH gears has mainly involved laser, cold forging, milling, and grinding, such as laser surface fatigue resistance [
12,
13], cold forging surface properties [
14,
15], and common grinding surface properties [
16]. Among them, grinding surface properties are of significance for manufacturing quality, especially assembly performance. In terms of grinding, Wang et al. studied the surface integrity of WD-201 microcrystalline corundum grinding 20CrMnTiH gear workpieces [
17], including residual stress, surface roughness, and hardness. Wang et al. evaluated the grinding burn of 20CrMnTiH workpieces based on the binary image and neural network method [
18]. Li et al. explored the tribological properties of multilayer graphene and spherical SnAgCu for grinding 20CrMnTiH [
19]. Zhang applied the exponential model to optimize the grinding parameters of the cubic boron nitride (CBN) grinding wheel grinding 20CrMnTi [
20] with the optimization index of the surface quality. These research studies have mainly focused on obtaining better grinding quality, but have not considered the economic cost or the efficiency. To solve this problem, we comprehensively optimized the grinding process.
In terms of grinding precision, the surface quality of machining includes the surface roughness, surface waviness, work hardening, residual stress, and metallographic changes of the structure, where the work hardening, residual stress [
21], and metallographic changes of the structure are the physical mechanics performance of the surface layer. Due to different applications, its quantitative indicators are double-edged [
22]. On the other hand, the geometrical features of the surface layer are positively correlated with the grinding quality, wherein the surface roughness is a microscopic geometric feature, and the surface waviness is between microscopic and macroscopic [
23]. Furthermore, the surface roughness impacts the mechanical properties, wear resistance, fatigue strength, contact stiffness, vibration, and noise, which are closely related to the service life and reliability of mechanical products. In order to make the surface quality evaluation more accurate, surface roughness Ra is used to characterize the grinding surface quality in this paper.
In terms of grinding efficiency, based on the 20CrMnTiH gear with an outer diameter of 300 mm, this paper distinguishes the grinding time TG to the accuracy required for rough grinding (Ra: 2 μm), fine grinding (Ra: 1.2 μm), and ultra-fine grinding (Ra: 0.05 μm) as the evaluation index.
In terms of the grinding economy, because the wear of the grinding wheel constantly changes the state of the grinding wheel working surface (Ra: 0.16 to 0.04 μm), the grinding wheel life is selected to present the grinding economics. As the grinding time increases, the cutting ability of the grinding wheel decreases, and various grinding defects—e.g., abrasive passivation, grinding chip clogging, workpiece surface burn—continue to occur, and the surface roughness obtained in the specified grinding time is lower than that which is required. At this point, the grinding process cannot be continued, and the grinding wheel must be dressed. Take precision dressing as an example: one dressing takes 1 h (diameter of grinding wheel: 300 mm, dressing feed rate: 50 mm/min, dressing cutting depth: 0.01 mm, single-side total dressing depth: 0.1 mm). The resultant actual grinding time of the grinding wheel decreases greatly. The grinding wheel life is characterized by the actual grinding time TD between two dressings in this paper.
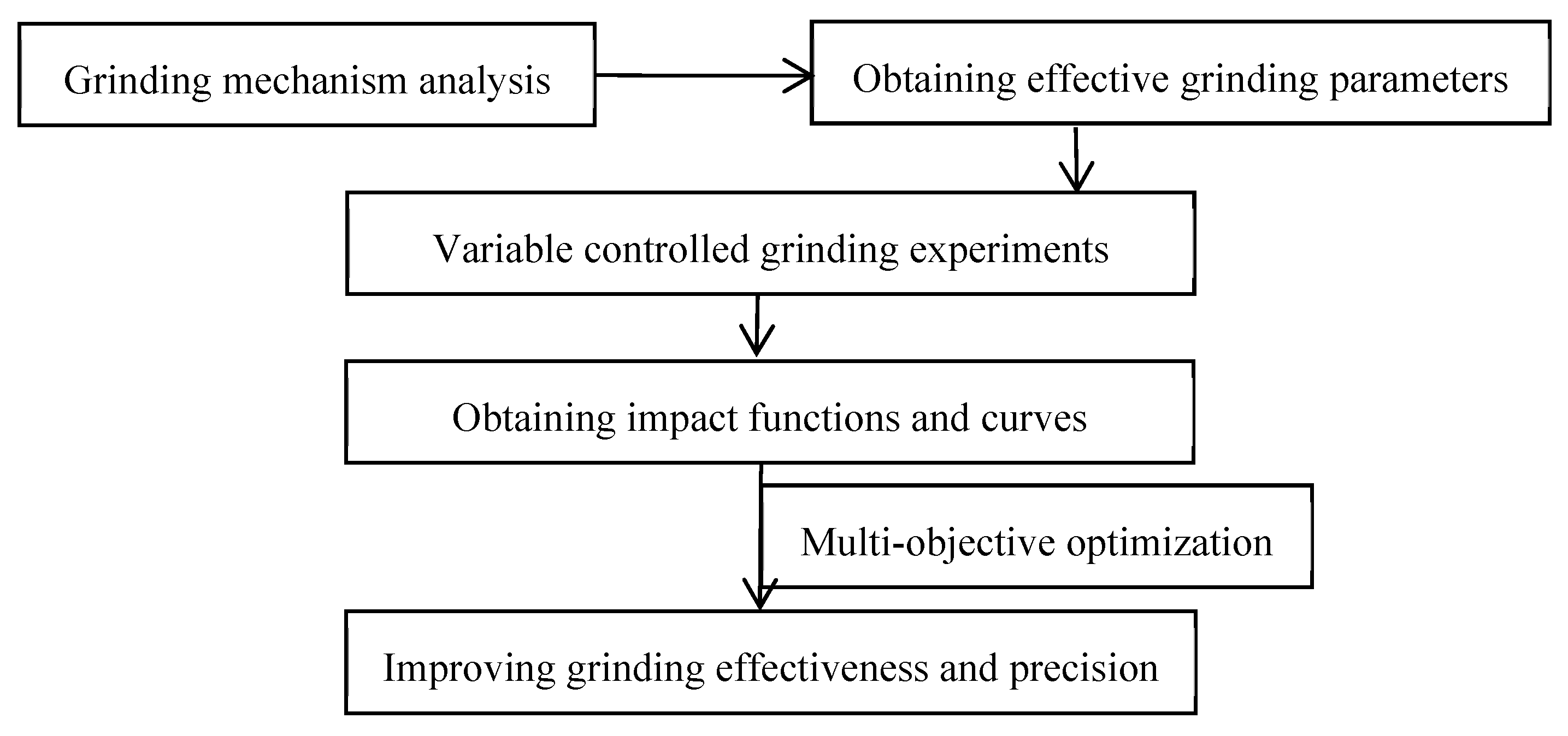
The rest of the paper is organized as follows. The materials and methods are introduced in
Section 2. The grinding parameters, including the grinding wheel speed, grinding wheel frame moving speed, and feed rate, are obtained via the analysis of the grinding principle in
Section 3.1. The group experiments of grinding parameters and grinding indicators are conducted and analyzed in
Section 3, including the impact curve. The correlation function for multi-objective optimization is solved in
Section 4. The results are discussed in
Section 5. The paper is summarized in
Section 6.
4. Multi-objective Optimization Results
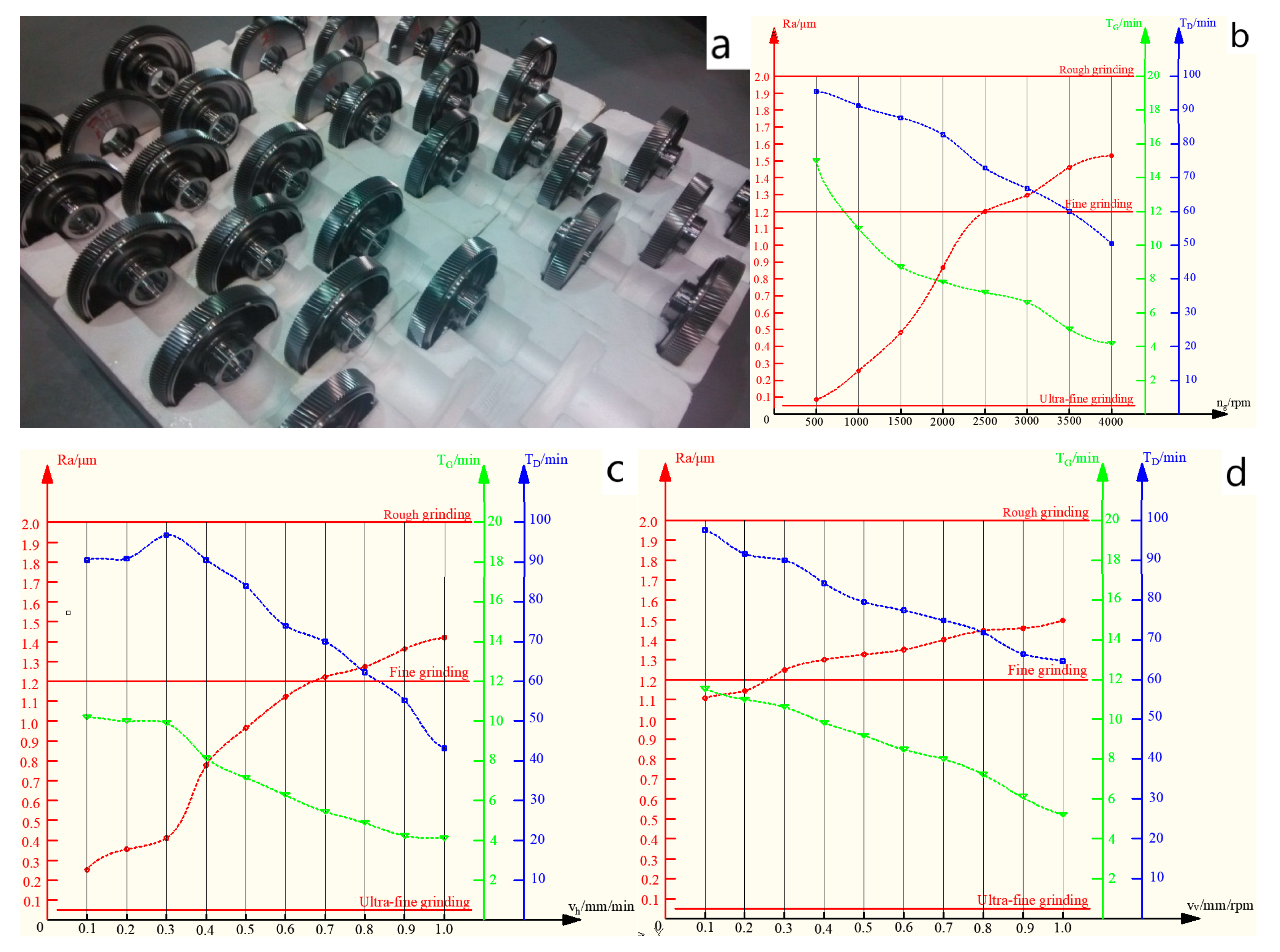
It can be seen from
Figure 6 that when considering a single variable, the grinding parameters are linearly related to the surface roughness, efficiency, and grinding wheel life as a whole, which indicates that the surface roughness, efficiency, and grinding wheel life and are in a multivariate linear relationship with the grinding parameters.
As a branch of mathematical programming, multi-objective optimization aims to study the optimization of multiple targets in a given area. The solution methods mainly include the following:
Converting multiple to fewer: converting multi-objects into a single object or double objects that are easy to solve, including the main target method and linear weighting method.
The hierarchical sequence method: the targets are sorted according to importance, and each time, the next target optimal solution is obtained in the previous target optimal solution set until the common optimal solution is obtained.
The analytic hierarchy method: a combination of qualitative and quantitative methods, which is suitable for fuzzy target variable optimization.
In this paper, the ideal point method is combined with the layered sequence method. Firstly, the impact functions of surface roughness, grinding wheel life, and the time acquired to achieve machining accuracy regarding the grinding parameters are obtained. Moreover, in the solution of meeting the surface roughness requirements, the ideal point method is used to convert the grinding wheel life and the time acquired to achieve machining accuracy into a single target plan, where the weight coefficients of the grinding wheel life and the time acquired to achieve machining accuracy are the same.
4.1. Impact Function Solution
The multivariate linear regression method is used to obtain the multivariate linear functions of surface roughness, efficiency, and grinding wheel life regarding the grinding parameters (Equation (3)):
where
,
, and
.
4.2. Grinding Parameter Optimization
Obviously, the objective function of grinding parameter optimization cannot guarantee that the surface roughness, efficiency, and grinding wheel life achieve optimization at the same time. In view of the machine tool company having corresponding surface roughness requirements for different grinding stages, the objective function in this paper is to guarantee the difference between the time acquired to achieve grinding accuracy and grinding wheel life optimization under the surface roughness requirement.
Let . To improve the practical application value of our work, the specified surface roughness of rough grinding (Ra: 2 μm), fine grinding (Ra: 1.2 μm), and ultra-fine grinding (Ra: 0.05 μm) are used as the constraints of multi-objective optimization. The multi-objective programming mathematical model of ceramic microcrystalline corundum grinding 20CrMnTiH is established as Equation (4):
Rough grinding (Fine grinding/Ultra-fine grinding):
As one of the evaluation criteria of the grinding machine tool, the surface roughness is constrained to reduce the dimension of the multi-objective programming mathematical model.
Rough grinding (Fine grinding/Ultra-fine grinding) (Equation (5)):
To solve this optimization equation, we convert this multi-objective programming into a standard form (Equation (6)):
where
x1,
x2,
x3,
x4, and
x5 are slack variables.
4.3. Optimization Results
The solution results via the dual simplex method are shown in
Table 9. BO and AO represent ‘before optimization’ and ‘after optimization’, respectively. The optimized grinding parameters and indicators are compared with the traditional indicators.
The optimization results are shown in the table above. Under the premise of the same surface roughness, the grinding wheel life is extended, and the grinding time is shortened. Specifically, for rough grinding, the grinding time acquired is reduced by 0.729 min, and the grinding wheel life is increased by 14.6682 h. For fine grinding, the grinding time acquired is reduced by 1.9437 min, and the grinding wheel life is increased by 8.5464 h. For ultra-fine grinding, the grinding time acquired is reduced by 1.6453 min, and the grinding wheel life is increased by 5.7238 h. For the total grinding process including rough grinding, fine grinding, and ultra-fine grinding, the time acquired is reduced by 4.3174 min, and the grinding wheel life is increased by 28.9384 h. The optimization results are validated on the experiment grinding machine tool YKZ7230.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}