Assessment of Microstructure and Mechanical Properties of Stir Zone Seam of Friction Stir Welded Magnesium AZ31B through Nano-SiC



Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Macrostructure Observation
3.2. Microstructural Observations
3.3. Mechanical Properties of the AZ31B/SiC Composite Joints
3.3.1. Tensile Properties
3.3.2. Fractography Study
3.3.3. Microhardness Study
4. Conclusions
- The absence of defect-free composite welded joints was achieved at the constant tool rotational speed of 1250 rpm and tool traveling speed of 25 mm/min, irrespective of the volume fractions.
- The areas of the surface composite of welded joints of specimens V4 to V20 were decreased from 67.45 mm2 to 42.35 mm2. It was concluded that the volume fractions of friction stir welded composite joints were indirectly proportional to the ASC.
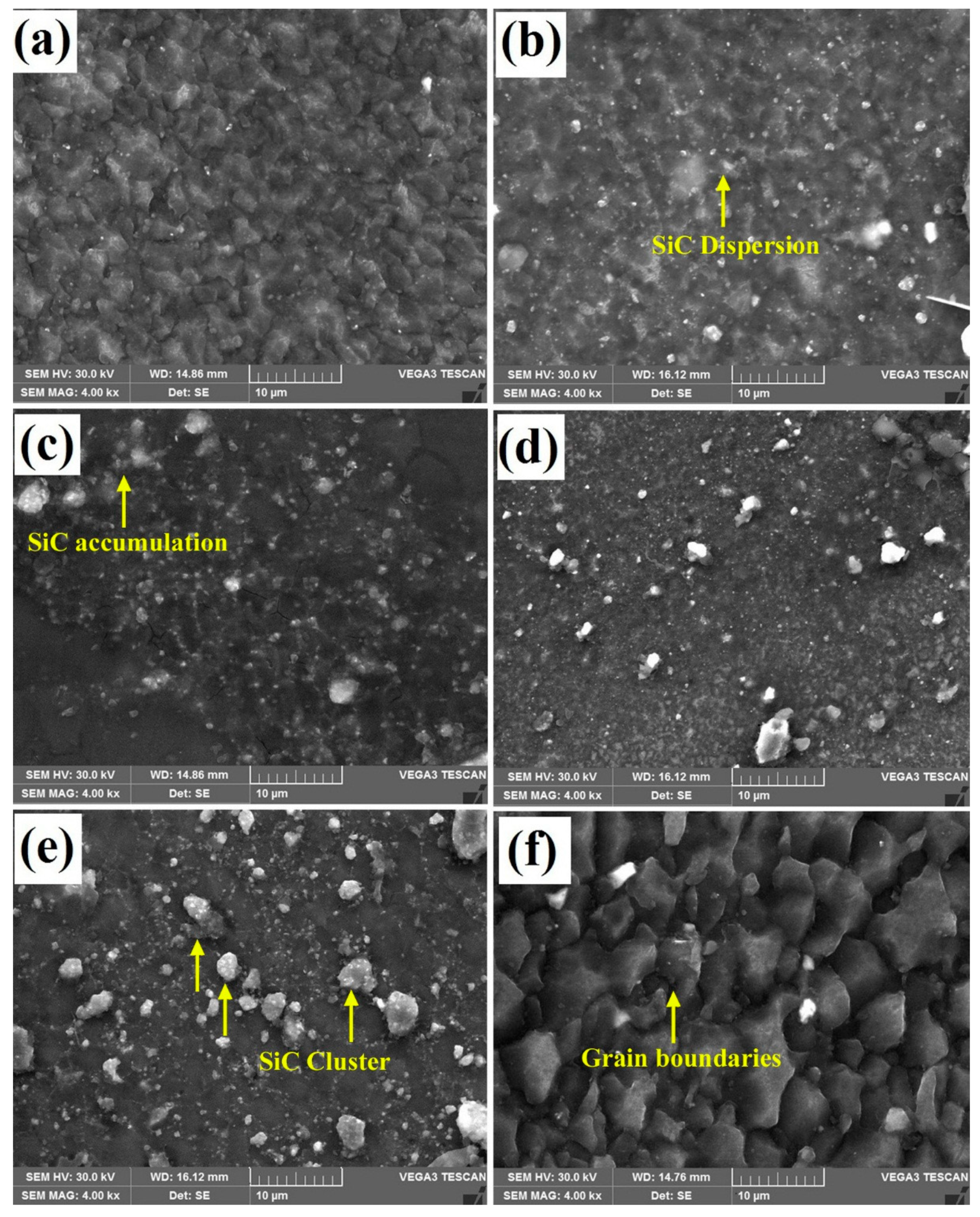
- Specimens V4, V8, and V12 were obtained with homogeneous particle dispersion within the SZ in the given welding condition. On the contrary, specimens V16 and V20 were observed to have severe SiC nano-particle accumulations as well as cluster formations due to insufficient heat generation around the tool pin profile.
- Heat transfer was decreased between the transition zones while increasing the volume fractions as well as increasing the density of SiC nanoparticles in the SZ.
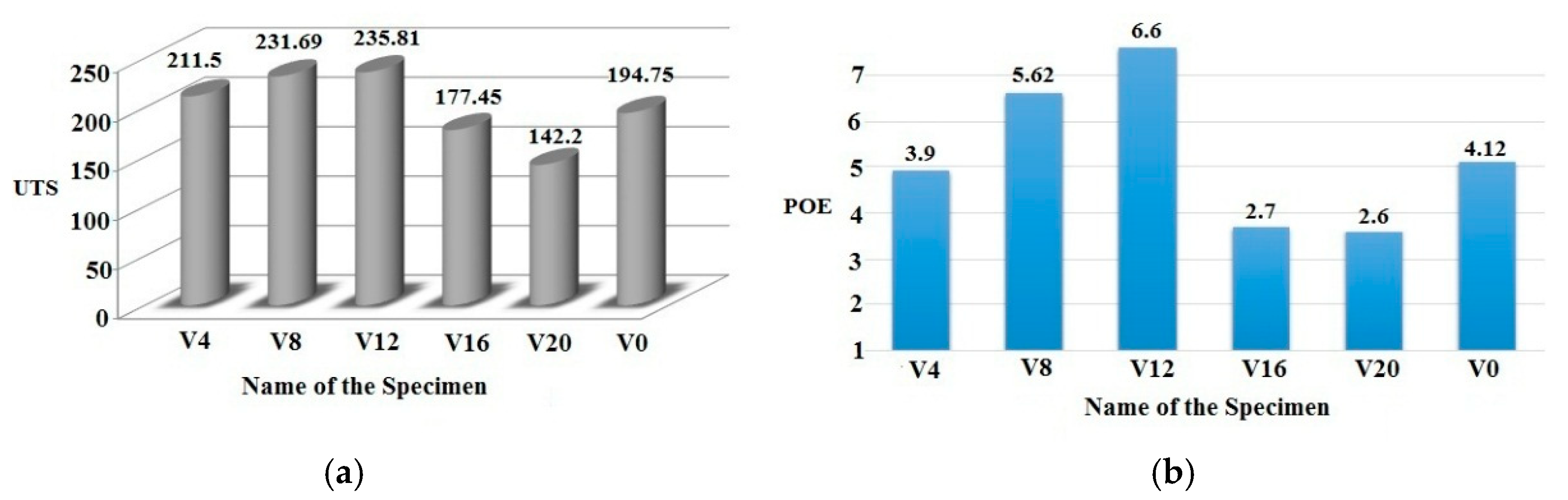
- SiC nanoparticles influenced both the UTS and the POE values of the composite welded joints. The UTS and the POE values increased with the increase in the volume fractions of joints from V4 to V12 and decreased when there was further increase in volume fractions up to specimen V20 due to inadequate material mixing with the reinforcement.
- The fractography of the failed samples showed that the brittle fracture mode was observed in the SiC particles accumulated joints, which loosened the bonding structure within the SZ (specimens V16 and V20), whereas others followed the ductile fracture mode and failed in between the TMAZ and the HAZ (specimens V4, V8, and V12).
- Uniform hardness distribution in specimens V4, V8, and V12 maintained a good conformity with the Hall-Patch relationship and dispersion of the SiC particles. Other specimens were not up to that level.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| FSW | Friction Stir Welding |
| MMC | Magnesium Matrix Composite |
| SZ | Stir Zone |
| HAZ | Heat Affected Zone |
| TMAZ | Thermo Mechanically Affected Zone |
| UTS | Ultimate Tensile Strength |
| POE | Percentage of Elongation |
References
- Hirsch, J.; Al-Samman, T. Superior light metals by texture engineering: Optimized aluminum and magnesium alloys for automotive applications. Acta Mater. 2013, 61, 818–843. [Google Scholar] [CrossRef]
- Ramesh, S.; Viswanathan, R.; Ambika, S. Measurement and optimization of surface roughness and tool wear via grey relational analysis, TOPSIS and RSA techniques. Measurement 2016, 78, 63–72. [Google Scholar] [CrossRef]
- Esparza, J.A.; Davis, W.C.; Trillo, E.A.; Murr, L.E. Friction stir welding of magnesium alloy AZ31B. J. Mater. Sci. Lett. 2002, 21, 917–920. [Google Scholar] [CrossRef]
- Mordike, B.L.; Ebert, T. Magnesium: Properties—Applications—Potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Mishra, R.S.; De, P.S. Nilesh Kumar. Frictions Stir Welding and Processing; Springer International Publishing: Cham, Switzerland, 2014. [Google Scholar]
- Abdolahzadeh, A.; Omidvar, H.; Safarkhanian, M.A.; Bahrami, M. Studying microstructure and mechanical properties of SiC-incorporated AZ31 joints fabricated through FSW: The effects of rotational and travelling speeds. Int. J. Adv. Manuf. Technol. 2014, 75, 1189–1196. [Google Scholar] [CrossRef]
- Bahrami, M.; Dehghani, K.; Givi, M.K.B. A novel approach to develop aluminum matrix nano-composite employing friction stir welding technique. Mater. Des. 2014, 53, 217–225. [Google Scholar] [CrossRef]
- Quan, Y.J.; Chen, Z.H.; Gong, X.S.; Yu, Z.H. Effects of heat input on microstructure and tensile properties of laser welded magnesium alloy AZ31. Mater. Character. 2008, 59, 1491–1497. [Google Scholar] [CrossRef]
- Kolodziejczaka, P.; Kalita, W. Properties of CO2 laser-welded butt joints of dissimilar magnesium alloys. J. Mater. Process. Technol. 2009, 209, 1122–1128. [Google Scholar] [CrossRef]
- Sirong, Y.; Xianjun, C.; Huang, Z.; Yaohui, L. Microstructure and mechanical properties of friction stir welding of AZ31B magnesium alloy added with cerium. J. Rare Earths 2010, 28, 316–320. [Google Scholar] [CrossRef]
- Ceschini, L.; Boromei, I.; Minak, G.; Morri, A.; Tarterini, F. Effect of friction stir welding on microstructure, tensile and fatigue properties of the AA7005/10 vol.%SiCp composite. Compos. Sci. Technol. 2007, 67, 605–615. [Google Scholar] [CrossRef]
- Sun, Y.F.; Fujii, H. The effect of SiC particles on the microstructure and mechanical properties of friction stir welded pure copper joints. Mater. Sci. Eng. A 2011, 528, 5470–5475. [Google Scholar] [CrossRef]
- Abbasi, M.; Abdollahzadeh, A.; Omidvar, H.; Bagheri, B.; Rezaei, M. Incorporation of SiC particles in FS welded zone of AZ31 Mg alloy to improve the mechanical properties and corrosion resistance. Int. J. Mater. Res. 2016, 107, 566–572. [Google Scholar] [CrossRef]
- Dolatkhah, A.; Golbabaei, P.; Besharati Givi, M.K.; Molaiekiya, F. Investigating effects of process parameters on microstructural and mechanical properties of Al5052/SiC metal matrix composite fabricated via friction stir processing. Mater. Des. 2012, 37, 458–464. [Google Scholar] [CrossRef]
- Azizieh, M.; Kokabi, A.H.; Abachi, P. Effect of rotational speed and probe profile on microstructure and hardness of AZ31/Al2O3 nanocomposites fabricated by friction stir processing. Mater. Des. 2011, 32, 2034–2041. [Google Scholar] [CrossRef]
- Thangarasu, A.; Murugan, N.; Dinaharan, I.; Vijay, S.J. Synthesis and characterization of titanium carbide particulate reinforced AA6082 aluminum alloy composites via friction stir processing. Arch. Civ. Mech. Eng. 2015, 15, 324–334. [Google Scholar] [CrossRef]
- Sathiskumar, R.; Murugan, N.; Dinaharan, I.; Vijay, S.J. Characterization of boron carbide particulate reinforced in situ copper surface composites synthesized using friction stir processing. Mater. Charact. 2013, 84, 16–27. [Google Scholar] [CrossRef]
- Bahrami, M.; Givi, M.K.B.; Dehghani, K.; Parvin, N. On the role of pin geometry in microstructure and mechanical properties of AA7075/SiC nano-composite fabricated by friction stir welding technique. Mater. Des. 2014, 53, 519–527. [Google Scholar] [CrossRef]
- Bahrami, M.; Nikoo, M.F.; Givi, M.K.B. Microstructural and mechanical behaviors of nano-SiC-reinforced AA7075-O FSW joints prepared through two passes. Mater. Sci. Eng. A 2015, 626, 220–228. [Google Scholar] [CrossRef]
- Padmanaban, G.; Balasubramanian, V. Selection of FSW tool pin profile, shoulder diameter and material for joining AZ31B magnesium alloy-An experimental approach. Mater. Des. 2009, 30, 2647–2656. [Google Scholar] [CrossRef]
- Satiskumar, R.; Dinaaran, I.; Murugan, N.; Vijay, S.J. Influence of tool rotational speed on microstructure and sliding wear behavior of Cu/B4C surface composite synthesized by friction stir processing. Trans. Nonferrous Met. Soc. China 2014, 25, 95–102. [Google Scholar] [CrossRef]
- Prosgolitis, C.G.; Lambrakos, S.G.; Zervaki, A.D. Phase-Field Modeling of Nugget Zone for a AZ31-Mg-Alloy Friction Stir Weld. J. Mater. Eng. Perform. 2018, 27, 5102–5113. [Google Scholar] [CrossRef]
- Sabbaghian, M.; Shamanian, M.; Akramifard, H.R.; Esmailzadeh, M. Effect of friction stir processing on the microstructure and mechanical properties of Cu-TiC composite. Ceram. Int. 2014, 40, 12969–12976. [Google Scholar] [CrossRef]
- Morisada, Y.; Fujii, H.; Nagaoka, T.; Fukusumi, M. MWCNTs/AZ31 surface composites fabricated by friction stir processing. Mater. Sci. Eng. A 2006, 419, 344–348. [Google Scholar] [CrossRef]
- Maxwell Rejil, C.; Dinaharan, I.; Vijay, S.J.; Murugan, N. Microstructure and sliding wear behavior of AA6360/(TiC+B4C) hybrid surface composite layer synthesized by friction stir processing on aluminum substrate. Mater. Sci. Eng. A 2012, 552, 336–344. [Google Scholar] [CrossRef]
- Afrin, N.; Chena, D.L.; Cao, X.; Jahazi, M. Microstructure and tensile properties of friction stir welded AZ31B magnesium alloy. Mater. Sci. Eng. A 2008, 472, 179–186. [Google Scholar] [CrossRef]
- Gopalakrishnan, S.; Murugan, N. Prediction of tensile strength of friction stir welded aluminum matrix TiCp particulate reinforced composite. Mater. Des. 2011, 32, 462–467. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystalization and Related Annealing Phenomena, 2nd ed.; Elsevier Ltd.: Kidlington, UK, 2004. [Google Scholar]
- Devaraju, A.; Kumar, A.; Kotiveerachari, B. Influence of rotational speed and reinforcements on wear and mechanical properties of aluminum hybrid composites via friction stir processing. Mater. Des. 2013, 45, 576–585. [Google Scholar] [CrossRef]
- Bahrami, M.; Helmi, N.; Dehghani, K.; Givi, M.K.B. Exploring the effects of SiC reinforcement incorporation on mechanical properties of friction stir welded 7075 aluminum alloy: Fatigue life, impact energy, tensile strength. Mater. Sci. Eng. A 2014, 595, 173–178. [Google Scholar] [CrossRef]
- Dong, J.; Zhang, D.; Zhang, W.; Zhang, W.; Qiu, C. Microstructure Evolution during Dissimilar Friction Stir Welding of AA7003-T4 and AA6060-T4. Materials 2018, 11, 342. [Google Scholar] [CrossRef] [PubMed]
- Sun, S.-J.; Kim, J.-S.; Lee, W.G.; Lim, J.-Y.; Go, Y.; Kim, Y.M. Influence of Friction Stir Welding on Mechanical Properties of Butt Joints of AZ61 Magnesium Alloy. Adv. Mater. Sci. Eng. 2017, 2017, 7381403. [Google Scholar] [CrossRef]
- Kosturek, R.; Śnieżek, L.; Wachowski, M.; Torzewski, J. The Influence of Post-Weld Heat Treatment on the Microstructure and Fatigue Properties of Sc-Modified AA2519 Friction Stir-Welded Joint. Materials 2019, 12, 583. [Google Scholar] [CrossRef] [PubMed]
- Lloyd, D.J. Particle reinforced aluminum and magnesium matrix composites. Int. Mater. Rev. 1994, 39, 1–23. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Zn | Mn | Si | Cu | Ca | Ni | Fe | Other | Mg |
|---|---|---|---|---|---|---|---|---|---|
| 3.12 | 0.68 | 0.23 | 0.011 | 0.00021 | 0.031 | 0.0048 | 0.0003 | 0.19 | Balance |
| Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation in (%) | Hardness at 0.025 Kg Load (HV) |
|---|---|---|---|
| 124 | 234 | 14 | 86 |
| Control Parameters | Values |
|---|---|
| Tool rotational speed, N (rpm) | 1250 rpm |
| Tool travel rate, F (mm/min) | 25 mm/min |
| Volume percentage V (%) | 4 (V4), 8 (V8), 12 (V12), 16 (V16), 20 (V20) |
| Groove width (W) | 0.3, 0.6, 0.9, 1.2, 1.5 |
| D/d ratio and Pin height in mm | 3 and 5.7 mm |
| Tool Pin profile | Cylindrical threaded tool pin profile |
| Tool material | H13 tool steel |
| Specimen Name | V4 | V8 | V12 | V16 | V20 | V0 |
|---|---|---|---|---|---|---|
| Theoretical Volume Percentage | 4% | 8% | 12% | 16% | 20% | 0% |
| Actual Volume Percentage | 2% | 4.5% | 7.47% | 11% | 14.40% | - |
| Average Microhardness (Hv) | 75 | 79 | 84 | 93 | 112 | 68 |
| Ultimate Tensile Strength (MPa) | 211.5 | 231 | 235.81 | 177 | 142.2 | 195 |
| Percentage of Elongation (POE) | 3.9 | 5.62 | 6.6 | 2.7 | 2.6 | 4.12 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Subramani, V.; Jayavel, B.; Sengottuvelu, R.; Lazar, P.J.L. Assessment of Microstructure and Mechanical Properties of Stir Zone Seam of Friction Stir Welded Magnesium AZ31B through Nano-SiC. Materials 2019, 12, 1044. https://doi.org/10.3390/ma12071044
Subramani V, Jayavel B, Sengottuvelu R, Lazar PJL. Assessment of Microstructure and Mechanical Properties of Stir Zone Seam of Friction Stir Welded Magnesium AZ31B through Nano-SiC. Materials. 2019; 12(7):1044. https://doi.org/10.3390/ma12071044
Chicago/Turabian StyleSubramani, Vijayakumar, Balaji Jayavel, Ramesh Sengottuvelu, and Prince Jeya Lal Lazar. 2019. "Assessment of Microstructure and Mechanical Properties of Stir Zone Seam of Friction Stir Welded Magnesium AZ31B through Nano-SiC" Materials 12, no. 7: 1044. https://doi.org/10.3390/ma12071044