3D Numerical Simulation of Reactive Extrusion Processes for Preparing PP/TiO2 Nanocomposites in a Corotating Twin Screw Extruder


Abstract
:
1. Introduction
2. Materials and Methods
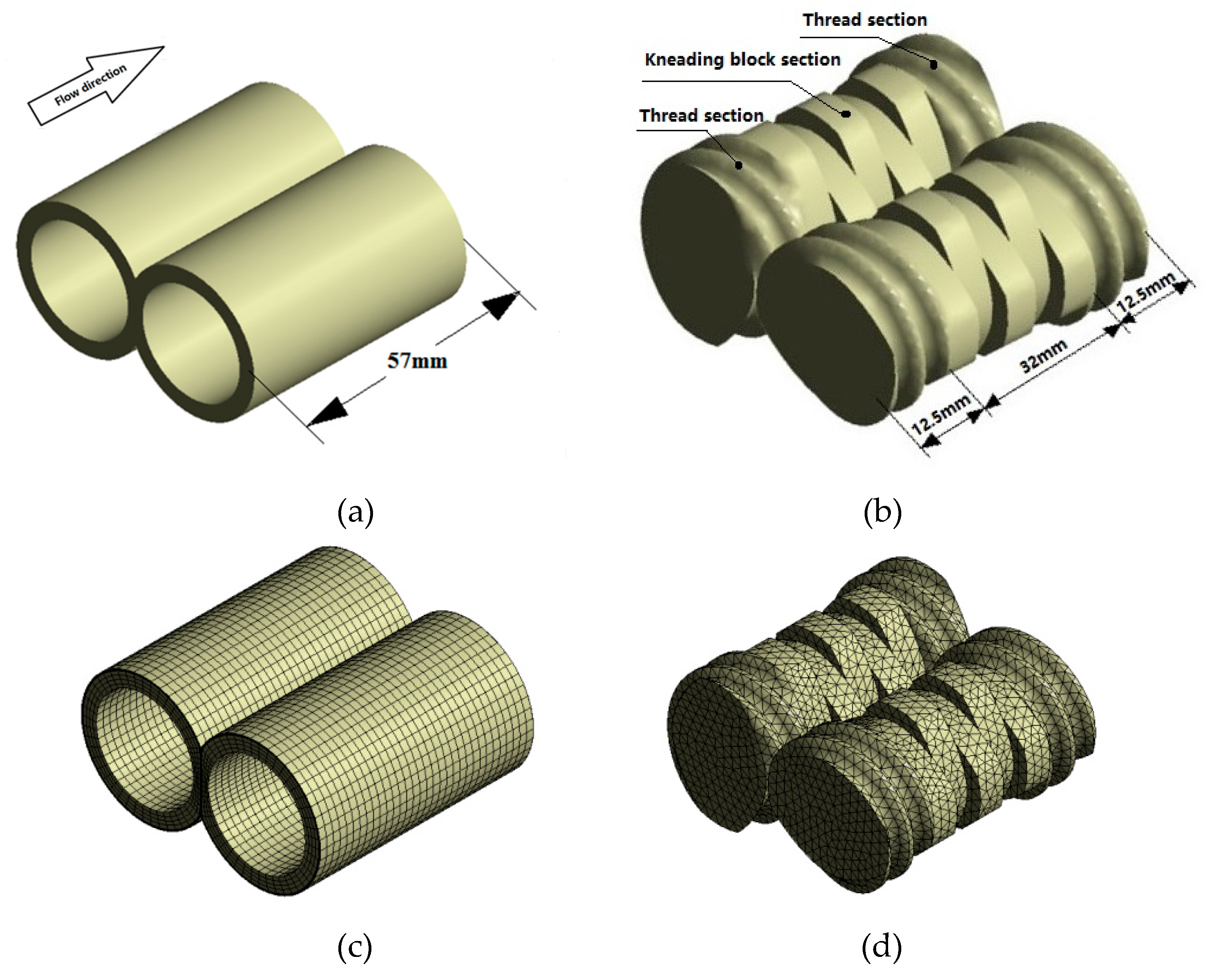
2.1. Geometrical and FE Models
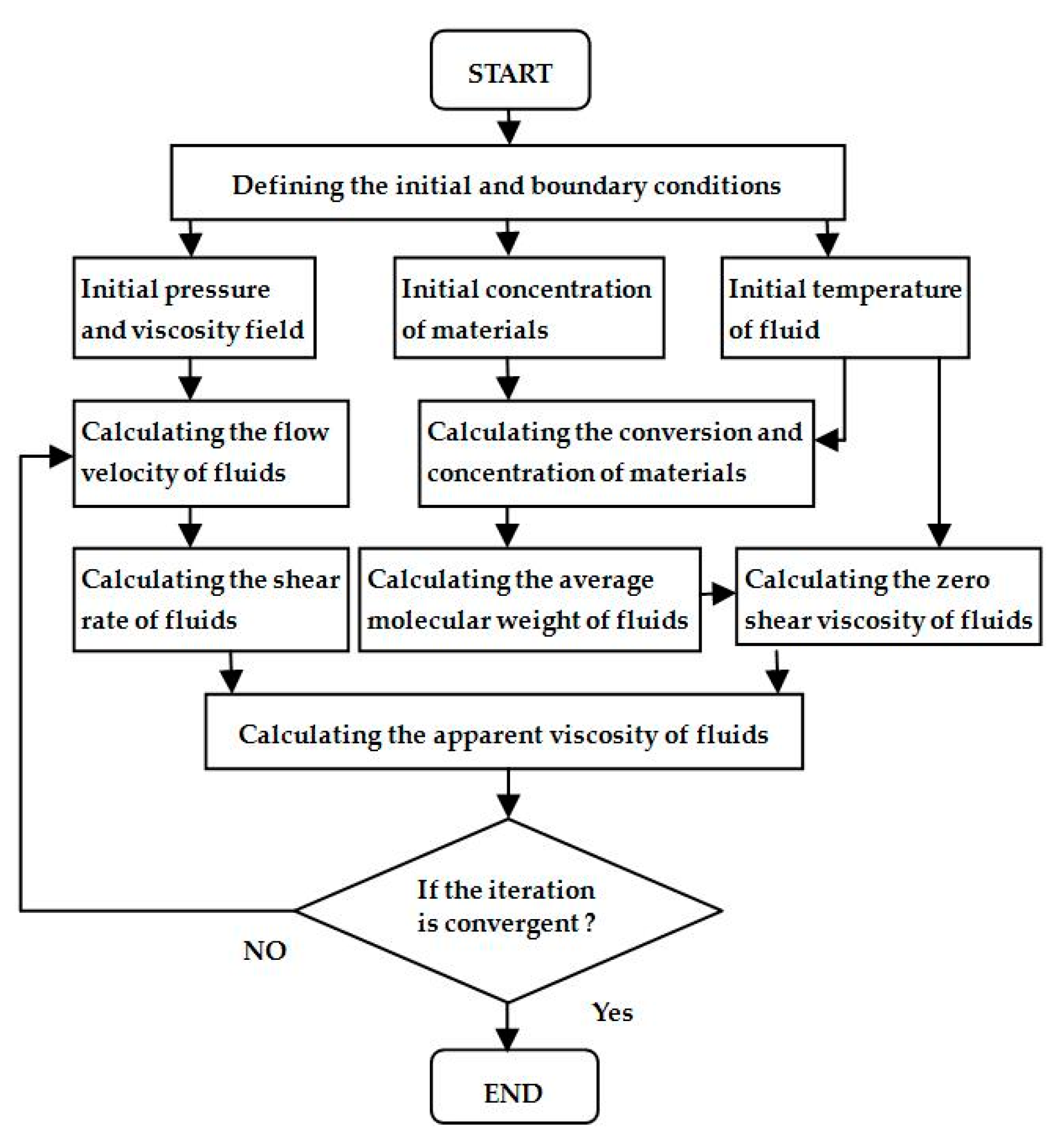
2.2. Mathematical Models
2.3. Reaction Kinetics
2.4. Quantitative Mixing
2.5. Grid Independence Validation
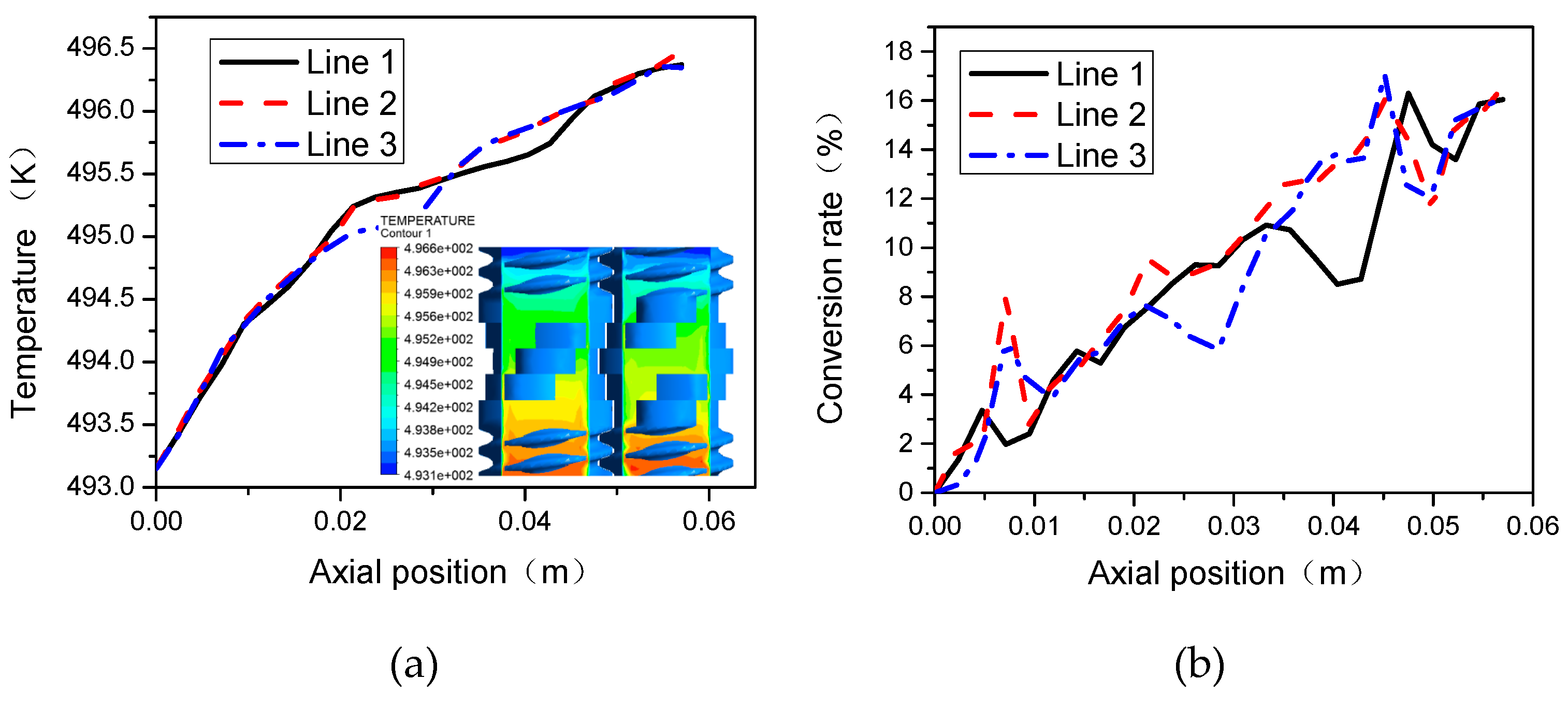
3. Results and Discussion
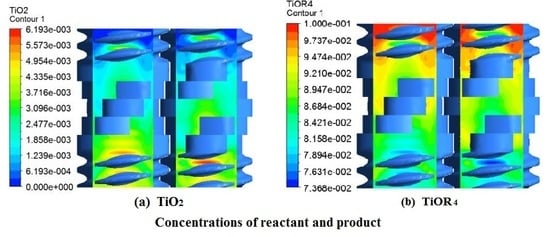
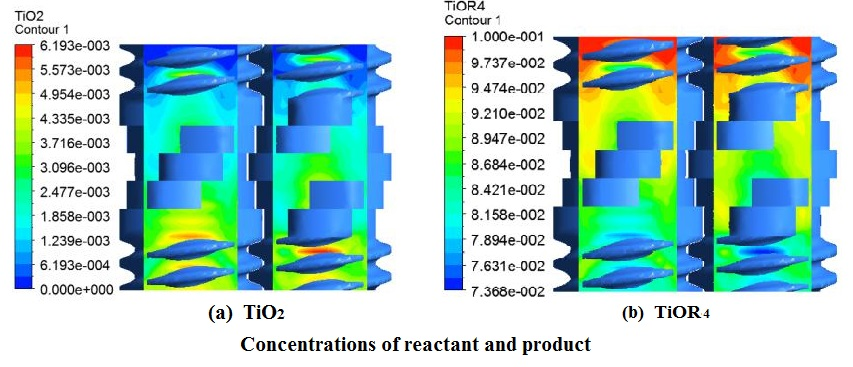
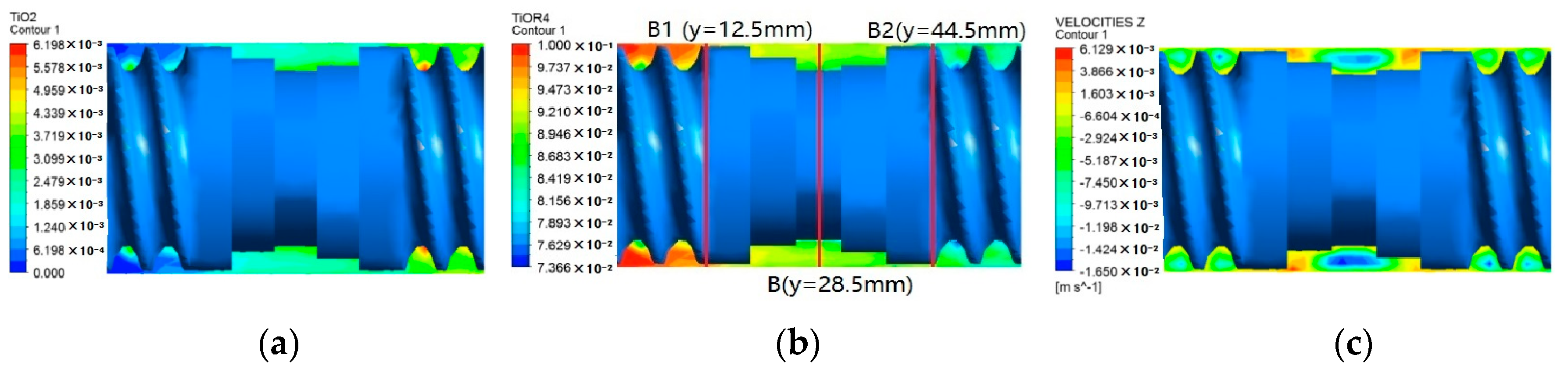
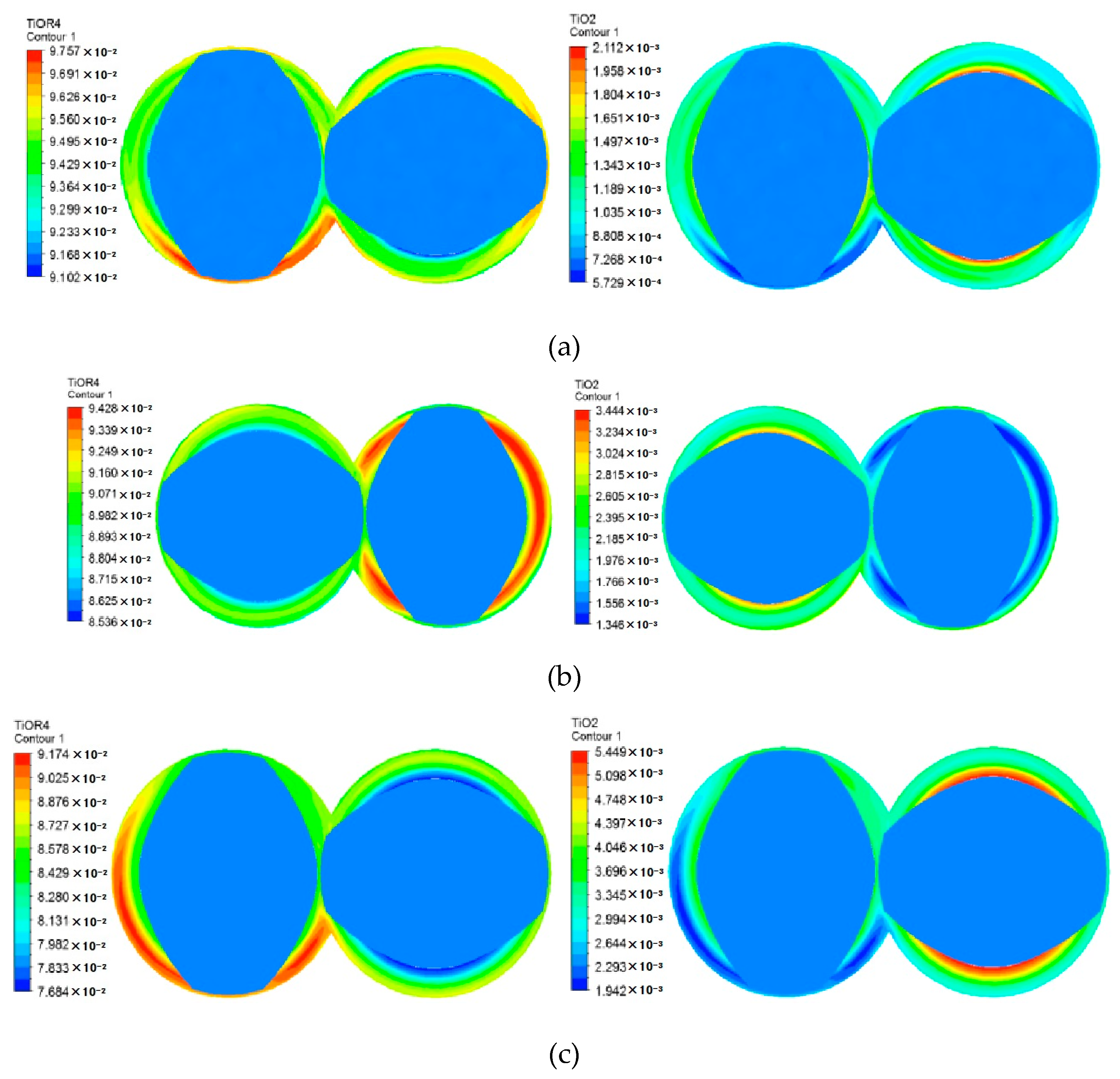
3.1. Concentration Patterns of Different Species
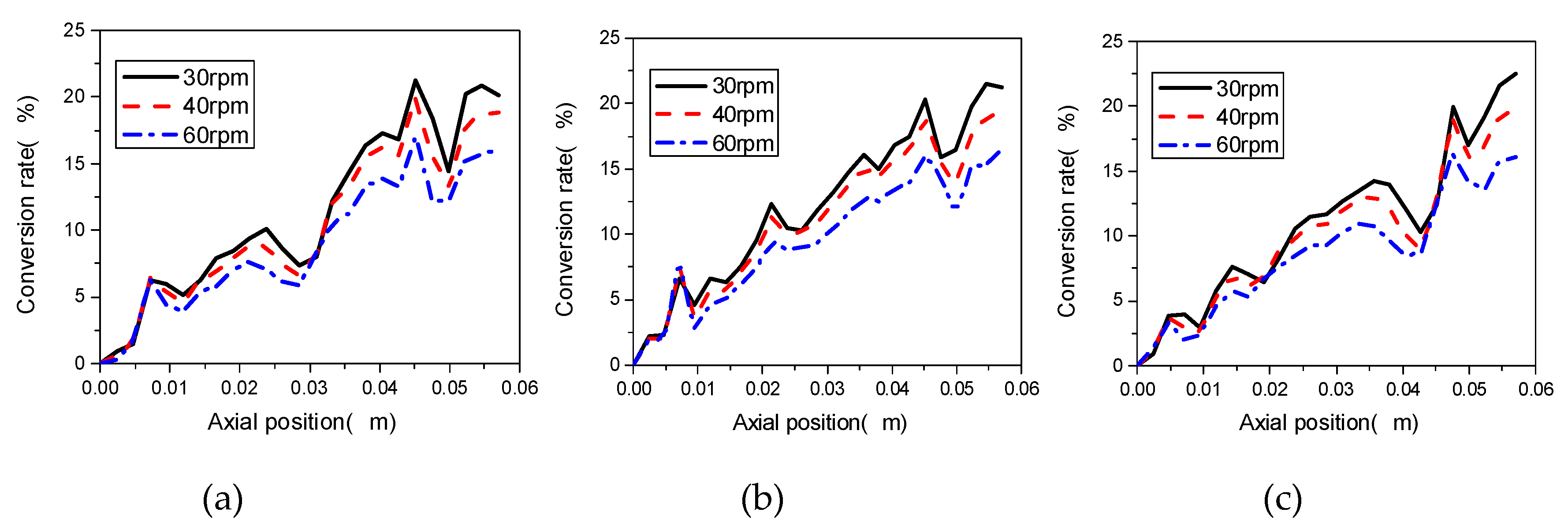
3.2. Influence of Rotating Speed
3.3. Effect of Stagger Angle
3.4. Effect of Inlet Flow Rate
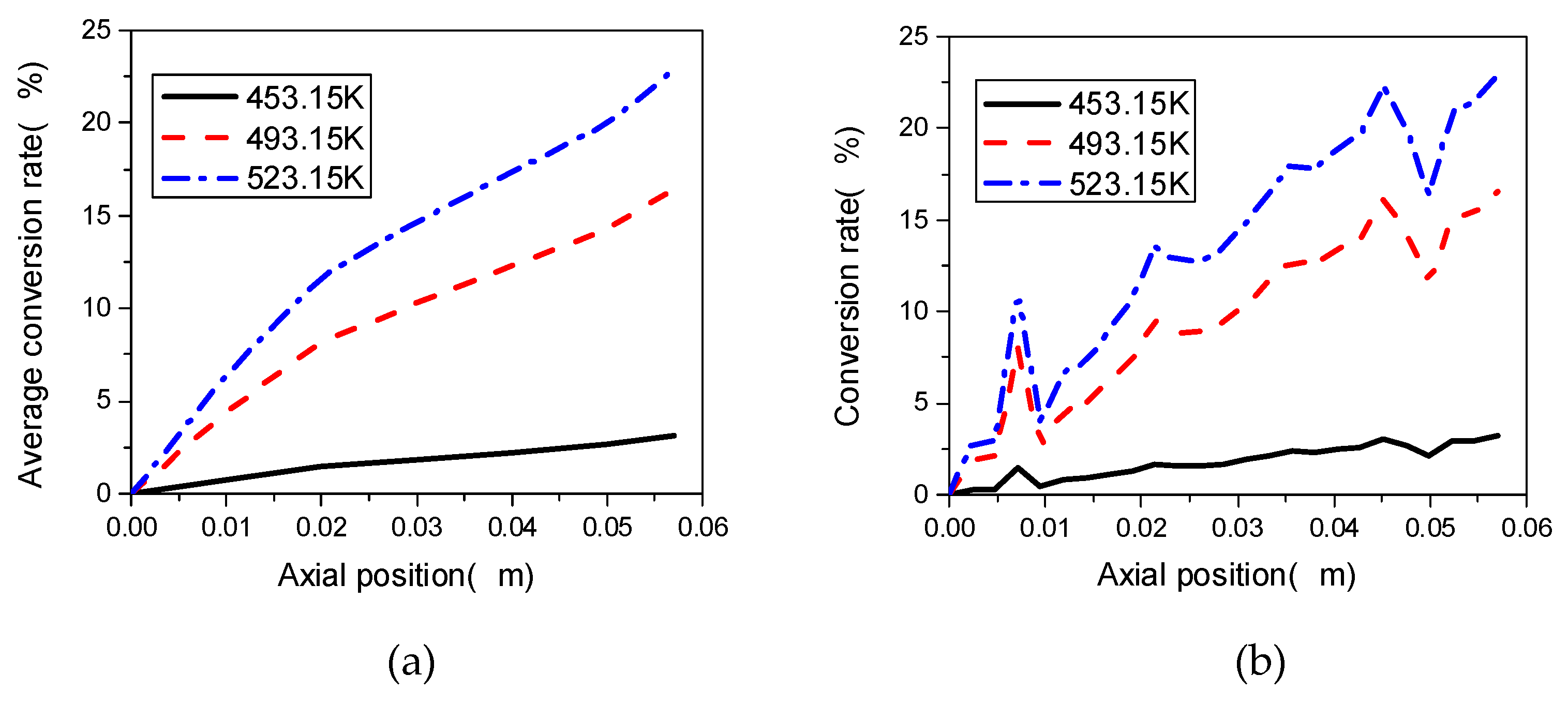
3.5. Effect of Initial Temperature
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Maddah, H.A. Polypropylene as a promising plastic: A review. Am. J. Polym. Sci. 2016, 6, 1–11. [Google Scholar]
- El-Dessouky, H.M.; Lawrence, C.A. Nanoparticles dispersion in processing functionalised PP/TiO2 nanocomposites: Distribution and properties. J. Nanopart. Res. 2010, 13, 1115–1124. [Google Scholar] [CrossRef]
- Bahloul, W.; Mélis, F.; Bounor-Legaré, V.; Cassagnau, P. Structural characterisation and antibacterial activity of PP/TiO2 nanocomposites prepared by an in situ sol–gel method. Mater. Chem. Coll. Phys. 2012, 134, 399–406. [Google Scholar] [CrossRef]
- Dou, Q.; Zhu, X.; Peter, K.; Demco, D.E.; Möller, M.; Melian, C. Preparation of polypropylene/silica composites by in-situ sol–gel processing using hyperbranched polyethoxysiloxane. J. Sol-Gel Sci. Technol. 2008, 48, 51–60. [Google Scholar] [CrossRef]
- Soares, I.L.; Chimanowsky, J.P.; Luetkmeyer, L.; Silva, E.O.d.; Souza, D.d.H.S.; Tavares, M.I.B. Evaluation of the influence of modified tio2 particles on polypropylene composites. J. Nanosci. Nanotechnol. 2015, 15, 5723–5732. [Google Scholar] [CrossRef] [PubMed]
- Sakai, T. Screw extrusion technology - past, present and future. Polimery 2013, 58, 847–857. [Google Scholar] [CrossRef]
- Sardo, L.; Vergnes, B.; Valette, R. Numerical modelling of the non-isothermal flow of a non-newtonian polymer in a co-kneader. Int. Polym. Proc. 2017, 32, 425–433. [Google Scholar] [CrossRef]
- Malik, M.; Kalyon, D.M.; Golba, J.C. Simulation of co-rotating twin screw extrusion process subject to pressure-dependent wall slip at barrel and screw surfaces at barrel and screw surfaces 3d fem analysis. Int. Polym. Proc. 2014, 29, 52–63. [Google Scholar] [CrossRef]
- Salahudeen, S.A.; AlOthman, O.; Elleithy, R.H.; Al-Zahrani, S.M.; Rahmat, A.R.B. Optimization of rotor speed based on stretching, efficiency, and viscous heating in nonintermeshing internal batch mixer: Simulation and experimental verification. J. Appl. Polym. Sci. 2013, 127, 2739–2748. [Google Scholar] [CrossRef]
- Salahudeena, S.A.; Rabeh, H.E.; AlOthmanbc, O.; Alzahrani, S.M. Comparative study of internal batch mixer such as cam, banbury and roller: Numerical simulation and experimental verification. Chem. Eng. Sci. 2011, 66, 2502–2511. [Google Scholar] [CrossRef]
- Zhang, X.M.; Feng, L.F.; Chen, W.X.; Hu, G.H. Numerical simulation and experimental validation of mixing performance of kneading discs in a twin screw extruder. Polym. Eng. Sci. 2009, 49, 1772–1783. [Google Scholar] [CrossRef]
- Robinson, M.; Cleary, P.W. Effect of geometry and fill level on the transport and mixing behaviour of a co-rotating twin screw extruder. Comput. Part. Mech. 2018. [Google Scholar] [CrossRef]
- Reitz, E.; Podhaisky, H.; Ely, D.; Thommes, M. Residence time modeling of hot melt extrusion processes. Eur. J. Pharm. Biopharm. 2013, 85, 1200–1205. [Google Scholar] [CrossRef] [PubMed]
- Galaktionov, O.S.; Anderson, P.D.; Kruijt, P.G.M.; Peters, G.W.M.; Meijer, H.E.H. A mapping approach for three-dimentional distributive mixing analysis. Comput. Fluids 2001, 30, 271–289. [Google Scholar] [CrossRef]
- Galaktionov, O.S.; Anderson, P.D.; Peters, G.W.M.; Meijer, H.E.H. Mapping approach for 3d laminar mixing simulations application to industrial flows. Int. J. Numer. Meth. Fluids 2002, 40, 345–351. [Google Scholar] [CrossRef]
- Kruijt, P.G.M.; Galaktionov, O.S.; Peters, G.W.M.; Meijer, H.E.H. The mapping method for mixing optimization. Int. Polym. Proc. 2001, 16, 161–171. [Google Scholar] [CrossRef]
- Berzin, F.; Vergnes, B. Modeling of twin screw reactive extrusion. 2017, 37–70. [Google Scholar] [CrossRef]
- Gug, J.I.; Tan, B.; Soule, J.; Downie, M.; Barrington, J.; Sobkowicz, M.J. Analysis of Models Predicting Morphology Transitions in Reactive Twin-Screw Extrusion of Bio-Based Polyester/Polyamide Blends. Int. Polym. Proc. 2017, 32, 363–377. [Google Scholar] [CrossRef]
- Cailloux, J.; Hakim, R.N.; Santana, O.O. Reactive extrusion: A useful process to manufacture structurally modified PLA/o-MMT composites. Composites 2016, 88, 106–115. [Google Scholar] [CrossRef]
- Fel, E.; Massardier, V.; Mélis, F.; Vergnes, B.; Cassagnau, P. Residence time distribution in a high shear twin screw extruder. Int. Polym. Proc. 2014, 29, 71–80. [Google Scholar] [CrossRef]
- Connelly, R.K.; Kokini, J.L. The effect of shear thinning and differential viscoelasticity on mixing in a model 2D mixer as determined using fem with particle tracking. J. Non-Newtonian. Fluid Mech. 2004, 123, 1–17. [Google Scholar] [CrossRef]
- Fard, A.S.; Hulsen, M.A.; Meijer, H.E.H.; Famili, N.M.H.; Anderson, P.D. Tools to simulate distributive mixing in twin-screw extruders. Macromol. Theory Simul. 2012, 21, 217–240. [Google Scholar] [CrossRef]
- Rożeń, A.; Bakker, R.A.; Bałdyga, J. Effect of operating parameters and screw geometry on micromixing in a co-rotating twin-screw extruder. Chem. Eng. Res. Des. 2001, 79, 938–942. [Google Scholar] [CrossRef]
- Zhu, L.J.; Narh, K.A.; Hyun, K.S. Investigation of mixing mechanisms and energy balance in reactive extrusion using three-dimensional numerical simulation method. Int. J. Heat Mass Transf. 2005, 48, 3411–3422. [Google Scholar] [CrossRef]
- Zhang, Z.X.; Gao, C.; Xin, Z.X.; Kim, J.K. Effects of extruder parameters and silica on physico-mechanical and foaming properties of pp/wood-fiber composites. Composites 2012, 43, 2047–2057. [Google Scholar] [CrossRef]
- Kim, I.; White, J.L. Reactive copolymerization of various monomers based on lactams and lactones in a twin-screw extruder. J. Appl. Polym. Sci. 2005, 96, 1875–1887. [Google Scholar] [CrossRef]
- Rigoussen, A.; Verge, P.; Raquez, J.M. In-depth investigation on the effect and role of cardanol in the compatibilization of PLA/ABS immiscible blends by reactive extrusion. Eur. Polym. J. 2017, 93, 272–283. [Google Scholar] [CrossRef]
- Berzin, F.; Vergnes, B.; Dufossé, P.; Delamare, L. Modeling of peroxide initiated controlled degradation of polypropylene in a twin screw extruder. Polym. Eng. Sci. 2000, 40, 344–356. [Google Scholar] [CrossRef]
- Berzin, F.; Vergnes, B.; Canevarolo, S.V.; Machado, A.V.; Covas, J.A. Evolution of the peroxide-induced degradation of polypropylene along a twin-screw extruder: Experimental data and theoretical predictions. J. Appl. Polym. Sci. 2006, 99, 2082–2090. [Google Scholar] [CrossRef]
- Silva, R.P.; Oliveira, R.V.B. Non-isothermal degradation kinetics and morphology of pp/tio2 nanocomposites using titanium n-butoxide precursor. Int. J. Plast. Technol. 2016, 20, 364–377. [Google Scholar] [CrossRef]
- Esthappan, S.K.; Kuttappan, S.K.; Joseph, R. Thermal and mechanical properties of polypropylene/titanium dioxide nanocomposite fibers. Mater. Des. 2012, 37, 537–542. [Google Scholar] [CrossRef]
- Bahloul, W.; Oddes, O.; Bounor-Legaré, V.; Mélis, F.; Cassagnau, P.; Vergnes, B. Reactive extrusion processing of polypropylene/tio2 nanocomposites by in situ synthesis of the nanofillers: Experiments and modeling. AIChE J. 2011, 57, 2174–2184. [Google Scholar] [CrossRef]
- Zhu, X.Z.; Sun, D.P. Numerical study of reaction process for preparing PP/TiO2 nanocomposites in an internal batch mixer. J. Reinf. Plast. Comp. 2014, 33, 977–990. [Google Scholar] [CrossRef]
- Estanislao, O.R. Numerical simulations of reactive extrusion in twin screw extruders. Ph.D. Thesis, University of Waterloo, Waterloo, ON, Canada, January 2009. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Inner diameter of barrel | 33 mm |
| Screw tip diameter | 32 mm |
| Screw root diameter | 26 mm |
| Centerline distance of screws | 30 mm |
| Screw clearance | 0.5 mm |
| Clearance of screw and barrel | 0.5 mm |
| Leads of screws | 2 |
| Length of kneading blocks | 32 mm |
| Length of thread sections | 12.5 mm |
| Total length of combined screws | 57 mm |
| [Ti(OR)4] wt% | 453.15 K | 493.15 K | 523.15 K | Ea (KJ·mol−1) | |
|---|---|---|---|---|---|
| 10 wt% | 0.0017 | 0.0102 | 0.0152 | 65 | 3500 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, D.; Zhu, X.; Gao, M. 3D Numerical Simulation of Reactive Extrusion Processes for Preparing PP/TiO2 Nanocomposites in a Corotating Twin Screw Extruder. Materials 2019, 12, 671. https://doi.org/10.3390/ma12040671
Sun D, Zhu X, Gao M. 3D Numerical Simulation of Reactive Extrusion Processes for Preparing PP/TiO2 Nanocomposites in a Corotating Twin Screw Extruder. Materials. 2019; 12(4):671. https://doi.org/10.3390/ma12040671
Chicago/Turabian StyleSun, Dapeng, Xiangzhe Zhu, and Mingguang Gao. 2019. "3D Numerical Simulation of Reactive Extrusion Processes for Preparing PP/TiO2 Nanocomposites in a Corotating Twin Screw Extruder" Materials 12, no. 4: 671. https://doi.org/10.3390/ma12040671