3.1. Compositions and Microstructures
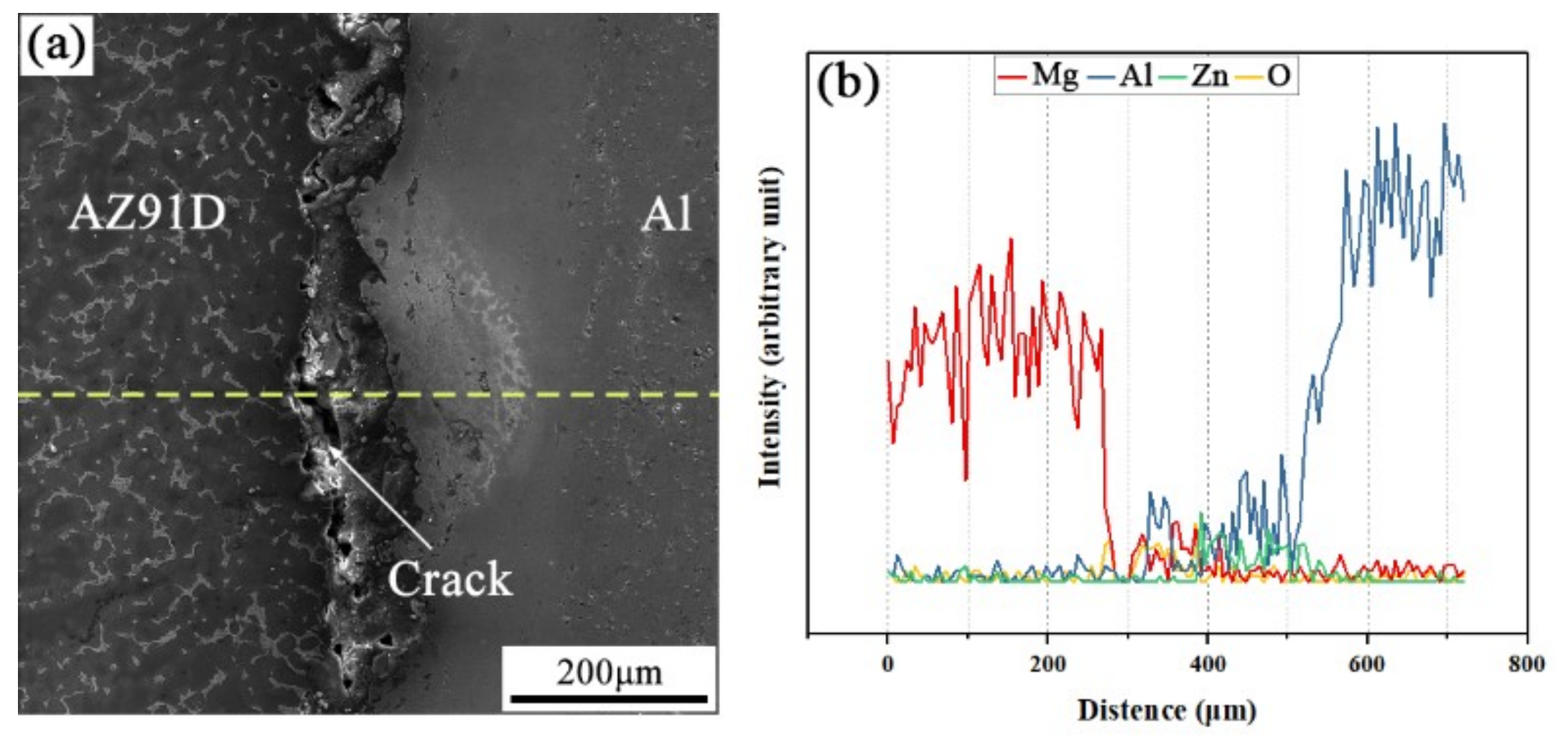
The SEM micrograph of the interfacial microstructure in the arc-sprayed Al/AZ91D bimetals with a Zn interlayer, under the condition that the arc-spraying time of the Zn coating was 10 s and the preheat time of the Al/Zn double-deck coating was 6 h (S10H6), and the corresponding EDS line scan spectrum are shown in
Figure 3a,b, respectively. It can be seen that the aluminum, magnesium, and zinc elements spread into the intermediate area between the coating and the matrix during the SLCC process, forming a small and non-uniform interface zone. There were also a large number of cracks and pores existing in the interface zone between the AZ91D matrix and the Al coating. If those cracks and pores were generated during the contact between the AZ91D melt and the Al/Zn coating, these defects would become a barrier for the subsequent diffusion and reaction. As a consequence, it can be deduced that the cracks and pores at the interface formed after the element diffusion and chemical reactions.
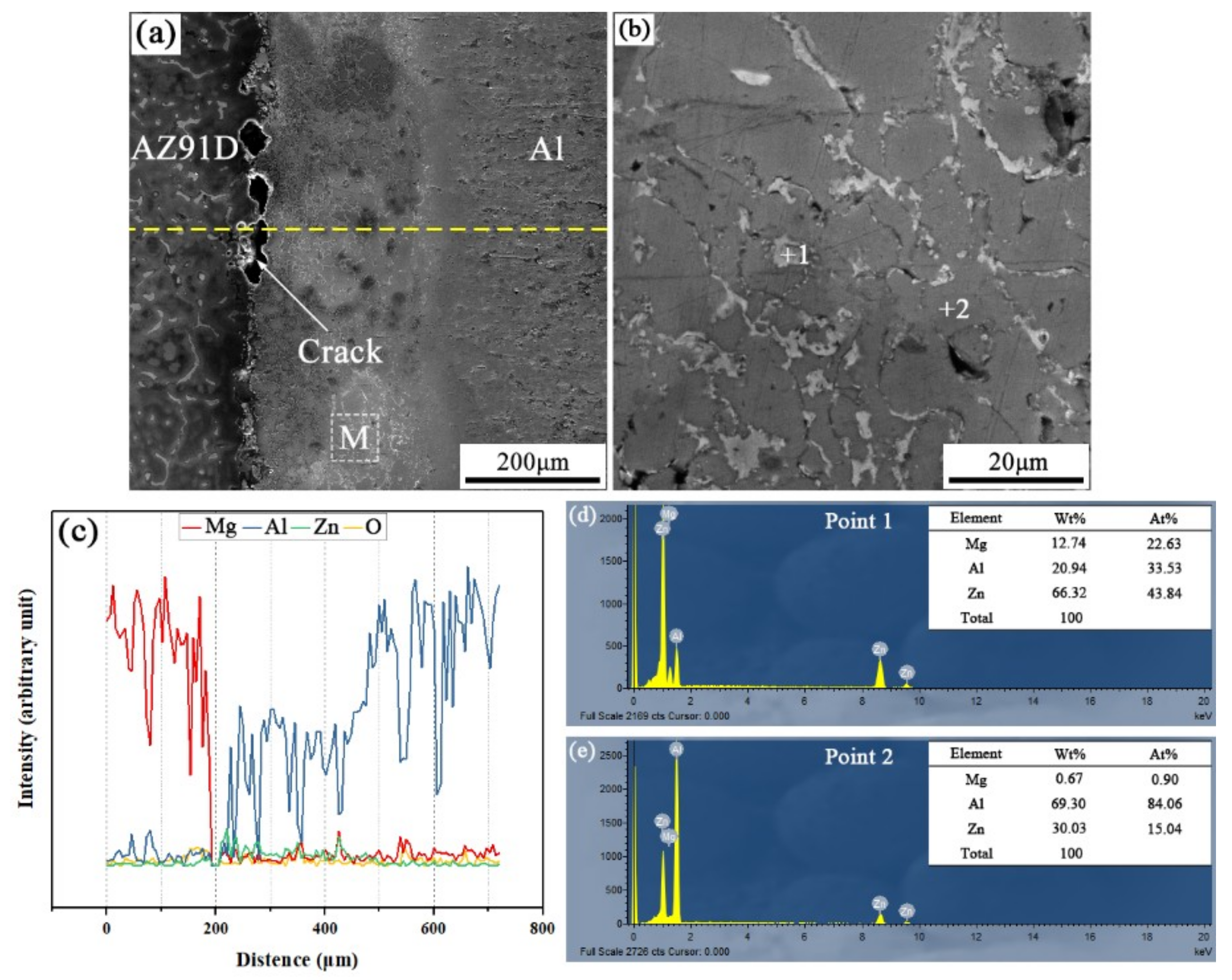
When the arc-spraying time of the Zn coating was 10 s and the preheat time of the Al/Zn coating was 12 h (S10H12), the thickness of the interface zone in the arc-sprayed Al/AZ91D bimetals with a Zn interlayer was about 265 μm. As the preheat time of the Al/Zn coating was increased to 12 h, the Al element had more time to diffuse into the Zn coating, forming the Al or Zn solid solution. The SEM micrographs of the S10H12 sample and the corresponding EDS line scan spectrum (
Figure 4) reveal that there was a homogeneous layer with a high content of aluminum at the interface zone, accompanied by some cracks and pores. The EDS point scan spectra of points “1” and “2” (marked in
Figure 4b) are displayed in
Figure 4d,e, and the interface zone between the AZ91D matrix and the Al coating was mainly composed of Al solid solution and Mg
32(Al, Zn)
49 intermetallic compound. In addition, the contents of aluminum and zinc were slightly more than that of magnesium within the interface. According to the Al–Mg–Zn ternary system, the α-Al and Mg
32(Al, Zn)
49 were formed through the following reaction [
16]:
During the casting process, the Zn side of the arc-sprayed coating was the first to have contact with the AZ91D melt. After solidification, the area adjacent to the AZ91D matrix was occupied by α-Al solid solutions, which dissolved a certain amount of Zn element. The enrichment of Mg and Zn atoms, combined with a certain number of Al atoms, formed the Mg32(Al, Zn)49 intermetallic compound. Therefore, the arc-sprayed Zn coating was transformed into Al–Zn coating during the long period (12 h) of preheat treatment, and Mg element diffused from the AZ91D melt into the Al–Zn coating during the SLCC process. Although the Mg element distributed throughout the whole interface zone, the Al–Mg binary intermetallic compound could not be discovered in the S10H12 sample. It could be deduced then that the presence of Zn can facilitate the formation of Al–Mg–Zn ternary intermetallic compounds instead of the Al–Mg binary intermetallic compounds in arc-sprayed Al/AZ91D bimetals.
When the arc-spraying time of the Zn coating was 18 s, and the preheat time of the Al/Zn coating was 6 h (S18H6), the thickness of the interface zone in the arc-sprayed Al/AZ91D bimetals with a Zn interlayer was about 912 μm. As can be seen in
Figure 5a, the microstructure of the interface zone can be divided into three different layers (I, II, and III) without obvious cracks or pores. Through a comprehensive analysis of the EDS results (
Table 4 and Figure 9a) and XRD results (Figure 10a), the major constituents of layer I adjacent to the AZ91D matrix were α-Mg solid solution and Al
5Mg
11Zn
4 intermetallic compound, and layer III adjacent to the Al coating was mainly composed of α-Al solid solution and Mg
32(Al, Zn)
49 intermetallic compound—while layer II between layer I and III contained β-Zn solid solution, and Al
5Mg
11Zn
4 and MgZn
2 compounds. The diffusion of Al element from the Al coating to the Zn coating was insufficient due to the limited preheat time, so the Zn coating could not completely transform into Al–Zn coating. Although the Mg atoms in the AZ91D melt had a stronger diffusion ability than Al atoms in the Al coating, the Mg atoms were inadequate to combine with all Zn atoms, leaving behind some β-Zn solid solutions in layer II (as presented in
Figure 5c).
In the region near the AZ91D melt, the relative content of magnesium was high, while the relative content of aluminum was low. During the solidification process, the reactions might occur in the following order [
16,
17,
18]:
The
α-Mg solid solution and Al
5Mg
11Zn
4 ternary compound would precipitate in the first place, but their respective amounts were determined by the distribution of Al, Mg, and Zn elements. The zinc diffused into the AZ91D melt, and a small quantity of Al
5Mg
11Zn
4 compounds as the secondary phase distributed in the AZ91D matrix adjacent to the interface zone. As the relative content of magnesium decreased in layer I, α-Mg solid solutions as the secondary phase distributed in Al
5Mg
11Zn
4 ternary compound. When the content of magnesium was too low to support the formation of α-Mg solid solution, a layer of Al
5Mg
11Zn
4 compound was generated, as shown in
Figure 5c. The content of aluminum in the AZ91D melt was low, and the diffusion of Al element from the Al coating to the Zn coating was also insufficient. Thus, there would exist a region with a low relative content of aluminum and high relative contents of magnesium and zinc. Based on the Al–Mg–Zn ternary system, an Mg–Zn intermetallic compound would come into being by the reaction below [
19]:
The existence of MgZn
2 intermetallic compound in layer II could confirm the occurrence of this reaction during the casting process. As the relative content of zinc increased continuously, another Reaction (6) would take place [
19]:
A number of β-Zn solid solutions precipitated and distributed in the MgZn2 intermetallic compound. In the region near the Al coating, the relative content of aluminum increased sharply, while the relative content of magnesium decreased rapidly, which had a similar situation with the interface zone of the S10H12 sample. The (α-Al + Mg32(Al, Zn)49) structure, which constituted layer III, was generated on the basis of the Reaction (2).
When the arc-spraying time of the Zn coating was 18 s and the preheat time of the Al/Zn coating was 12 h (S18H12), the thickness of the interface zone in the arc-sprayed Al/AZ91D bimetals with a Zn interlayer was about 838 μm.
Figure 6 shows that the microstructure of the interface zone could be divided into two layers (I and II) without obvious cracks or pores. The EDS results (
Table 5 and Figure 9b) and XRD results (Figure 10b) imply that layer I next to the AZ91D matrix comprised
α-Mg solid solution and Al
5Mg
11Zn
4 ternary compound, and the main constitutions of layer II adjacent to the Al coating were
α-Al solid solution and Mg
32(Al, Zn)
49 ternary compound. What is more, the tiny
α-Al solid solution dispersed in Mg
32(Al, Zn)
49 ternary compound within layer II, and there was a small amount of Al
5Mg
11Zn
4 ternary compound existing between layer I and II. Different from the interfacial microstructure in the S18H6 sample, there was no MgZn
2 intermetallic compound and β-Zn in the interface zone of the S18H12 sample. Before preheat treatment, the thickness of the Zn coating in S18H12 should be roughly equivalent to that in S18H6. Under the diffusion effect of aluminum during the preheat treatment, the Zn coating was completely transformed into the Al–Zn coating, and thus there was no area where the zinc element was enriched in the arc-sprayed coating. In the interface zone, the Mg–Zn intermetallic compound was difficult to form, while the Al–Mg–Zn ternary compound became the main component.
When the arc-spraying time of the Zn coating was 30 s and the preheat time of the Al/Zn coating was 6 h (S30H6), the thickness of interface zone in the arc-sprayed Al/AZ91D bimetals with a Zn interlayer was about 1207 μm.
Figure 7 demonstrates that the microstructure of the interface zone can be divided into three layers without obvious cracks or pores. Considering the EDS results (
Table 6 and Figure 9c) and XRD results (Figure 10c), it could be deduced that the main compositions of layer I adjacent to the AZ91D matrix were
α-Mg solid solution and Al
5Mg
11Zn
4 ternary compound, and β-Zn solid solution and MgZn
2 intermetallic compound constituted layers II and III. In the region near the arc-sprayed Al coating, the reaction during the solidification process would occur based on the following equation [
17,
19]:
The relative content of aluminum was at a high level, and zinc can dissolve in α-Al phase at a high solubility. With the increase of the distance from the Al coating, the relative content of aluminum gradually reduced, while the relative content of zinc augmented. The
α-Al solid solution and MgZn
2 intermetallic compound would form in accordance with the following reaction [
17,
19]:
When the relative content of aluminum continued decreasing, and the relative content of zinc went up, a further Reaction (9) would take place during the solidification process [
17,
19]:
From that moment, the β-Zn solid solution began to precipitate with the MgZn
2 intermetallic compound. When the content of zinc was lower than that of magnesium, the production of β-Zn solid solution was less than that of MgZn
2 intermetallic compound, and β-Zn solid solution as the secondary phase dispersedly distributed in MgZn
2 intermetallic compound is shown in
Figure 7c,d. When the content of zinc was higher than that of magnesium, the production of β-Zn solid solution was more than that of MgZn
2 intermetallic compound, as shown in
Figure 7f.
A thick Zn interlayer experienced a short period (6 h) of preheat treatment in the S30H6 group, which limited the diffusion time of aluminum from Al coating to Zn coating. Through the diffusion, the Al element in the
α-Mg solid solution and Al
5Mg
11Zn
4 compounds of layer I came from two sources: The AZ91D alloy and arc-sprayed Al coating. However, there still existed a region with low relative content of aluminum between the AZ91D matrix and the Al coating due to the insufficient diffusion. In this region, the content of magnesium and zinc was high, and it was easy to form the β-Zn solid solution and MgZn
2 intermetallic compound, which constituted layers II and III. Besides, it can be seen in
Figure 7e that there was a small amount of (
α-Mg + Al
5Mg
11Zn
4) structure forming between layer II and III, in which the ratio of Zn content to Mg content was close to 2:1.
When the arc-spraying time of the Zn coating was 30 s and the preheat time of the Al/Zn coating was 12 h (S30H12), the thickness of the interface zone in the arc-sprayed Al/AZ91D bimetals with a Zn interlayer was about 1560 μm.
Figure 8 shows that the microstructure of the interface zone can be divided into three layers without obvious cracks or pores. According to the EDS results (
Table 7 and
Figure 9d) and XRD results (
Figure 10d), layer I adjacent to the AZ91D matrix was mainly composed of
α-Mg solid solution and Al
5Mg
11Zn
4 ternary compound, and layers II and III were mainly constituted by β-Zn solid solution and MgZn
2 intermetallic compound. Compared with the interfacial microstructure of the S30H6 sample, the thickness of layer I had a significant increase in the S30H12 sample, while the thickness of layer II had a reduction. After a long period (12 h) of preheat treatment, the aluminum element could sufficiently diffuse from the Al coating into the Zn coating. In the SLCC process, the magnesium element could diffuse from the AZ91D melt into the Zn coating as well. As a result, the Zn-enriched region where the relative content of aluminum was low greatly reduced in the interface zone. In the case that the aluminum content was adequate, the (
α-Mg + Al
5Mg
11Zn
4) structure was more likely to be generated within the interface, which would inhibit the formation of β-Zn solid solution and MgZn
2 intermetallic compound.
On the whole, the SLCC process facilitated the formation of the interface zone, representing the existence of metallurgical bonding and chemical bonding between the as-cast AZ91D and the arc-sprayed Al coating. The Zn interlayer avoided the generation of Al–Mg binary compounds, and promoted the production of the Al–Mg–Zn ternary compounds. In the S18H6, S18H12, S30H6, and S30H12 samples, the (α-Mg + Al5Mg11Zn4) structure always occupied the largest area in the interface zones. When the relative content of aluminum was low, the MgZn2 intermetallic compounds appeared in the interface of the arc-sprayed Al/AZ91D bimetals with a Zn interlayer.
3.2. Interfacial Microstructure Evolution
The coefficient of linear thermal expansion (CLTE) of zinc was 36 × 10−6 K−1, which was 38.5% and 56.5% larger than magnesium and aluminum, respectively. Therefore, zinc was very sensitive to the temperature variation in the heating and cooling stages during SLCC, resulting in a large volume change of itself. If the times when the preheat treatment was too short or the Zn coating was too thick, some areas of the Al/Zn coating would still contained a high content of zinc. On the one hand, the zinc melted ahead of the aluminum during the heating stage, and the volume growth rate of zinc was also larger than those of aluminum and magnesium. The zinc quickly expanded towards both sides, and the rapid expansion produced an outward pressure on the aluminum and magnesium, which accelerated the diffusion of zinc to the Al coating and the AZ91D melt, respectively. On the other hand, the zinc solidified after the aluminum and magnesium in the cooling stage, and the volume shrinkage rate of zinc was larger than those of aluminum and magnesium. Similarly, the fast contraction process of zinc also produced an inward pressure, which caused the generation of cracks and pores within the interface.
In addition, some pores formed in the coating during the arc-spraying process, and those pores acted as the channels for fusion and diffusion, improving the bonding between the AZ91D matrix and the Al coating. Nevertheless, those pores also become the sources of cracks under the effect of internal stress during cooling and solidification. If the time of the preheat treatment was too short or the Zn coating was too thick, the MgZn2 intermetallic compound with high brittleness and hardness could be generated in the interface zone, which could reduce the bonding strength between Al coating and AZ91D matrix. In the interface zone of the S10H12 sample, the Mg32(Al, Zn)49 ternary compound with high brittleness and hardness induced the formation of cracks during the solidification process.
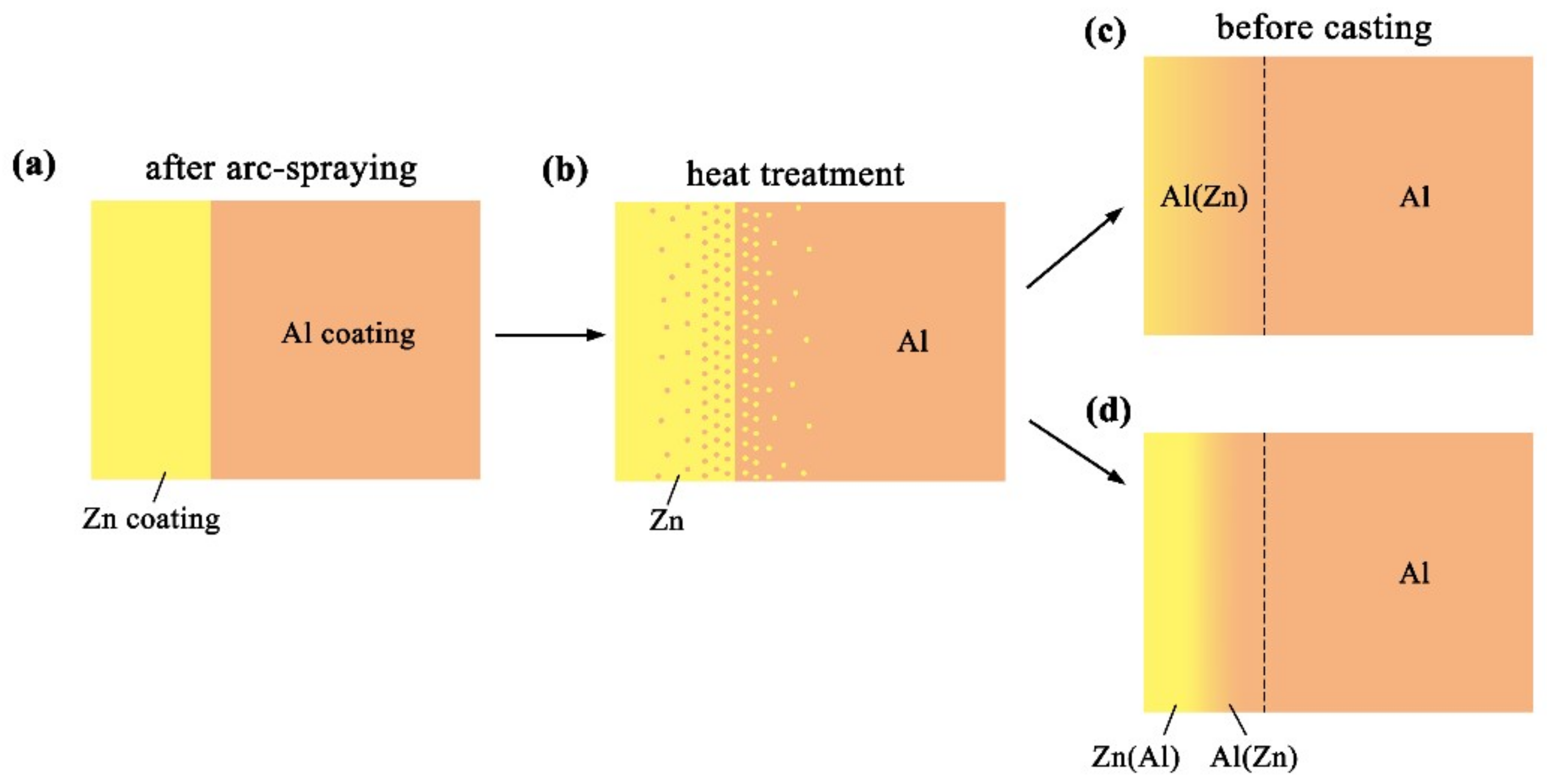
Figure 11 reveals the microstructure evolution of the Al/Zn double-deck coating under different times of preheat treatment, bringing about the transformation from Al/Zn coating to
xAl-(1 −
x) zinc coating. When
x was greater than 50%, the main composition of the arc-sprayed coating was aluminum solid solution. When
x was less than 50%, the major component of the arc-sprayed coating was zinc solid solution. The value of x decreased with the increase of the distance from the Al coating, which conformed to the discipline of diffusion gradient. After different times of preheat treatment, the microstructures of the Al/Zn double-deck coating could be divided into two cases: (1) The whole Zn coating transformed to
xAl-(1 −
x)Zn coating (
x > 50%), (2) partial Zn coating near the Al coating transformed to
xAl-(1 −
x)Zn coating (
x > 50%) and the remaining part transformed to
xAl-(1 −
x)Zn coating (
x < 50%). Therefore, the subsequent formation process of interface zones could also be summarized into two different categories (as shown in
Figure 12 and
Figure 13).
When the whole Zn coating transformed to xAl-(1 − x)Zn coating (x > 50%), the distributions of aluminum and zinc in the Al/Zn coating were relatively uniform before casting. During the SLCC process, the Al, Mg, and Zn elements had full contact with each other, and the interface zone mainly consisted of the Al–Mg–Zn ternary compound. The relative content of magnesium was high on the side near the AZ91D matrix, and a great deal of (α-Mg + Al5Mg11Zn4) structures were generated in that area. The relative content of aluminum was high on the side near the arc-sprayed Al coating, and a mass of (α-Al + Mg32(Al, Zn)49) structures formed in that region. As a consequence, the interface zone was mainly composed of the (α-Mg + Al5Mg11Zn4) and (α-Al + Mg32(Al, Zn)49) structures.
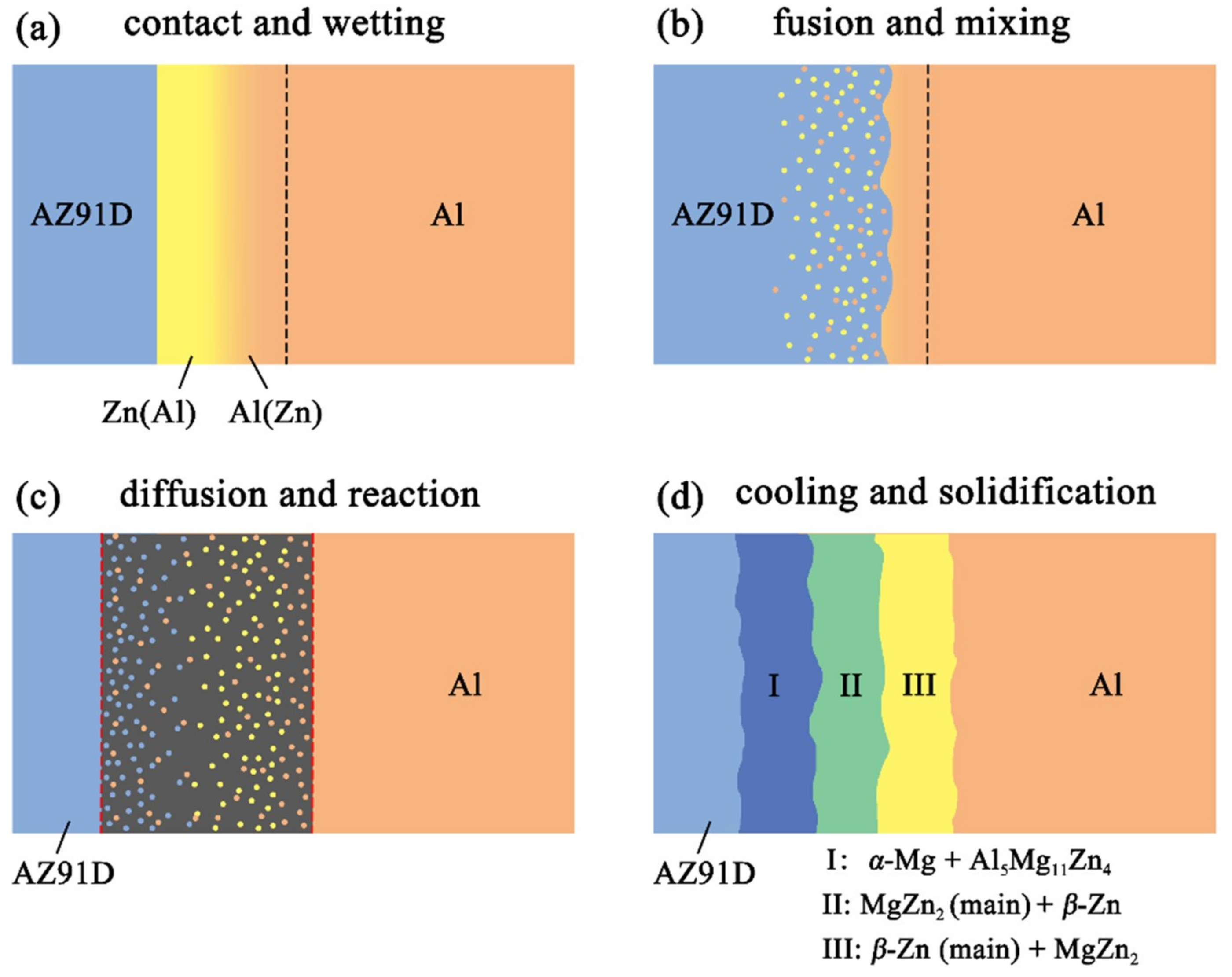
When partial Zn coating near the Al coating transformed to xAl-(1 – x)Zn coating (x > 50%) and the remaining part transformed to xAl-(1 − x)Zn coating (x < 50%), the distributions of aluminum and zinc elements in the Al/Zn coating were relatively non-uniform before casting. The zinc mainly distributed on the side which had contact with the AZ91D melt, while aluminum primarily distributed on the side near the Al coating. During the SLCC process, the magnesium and aluminum in the AZ91D melt had contact with zinc, generating the (α-Mg + Al5Mg11Zn4) structure first. As the relative content of magnesium and aluminum decreased, the relative content of zinc increased, and then the MgZn2 intermetallic compound and β-Zn solid solution began to precipitate within the interface. Hence, the interface zone was principally made up of the (α-Mg + Al5Mg11Zn4), (MgZn2 (main) + β-Zn), and (β-Zn (main) + MgZn2) structures.
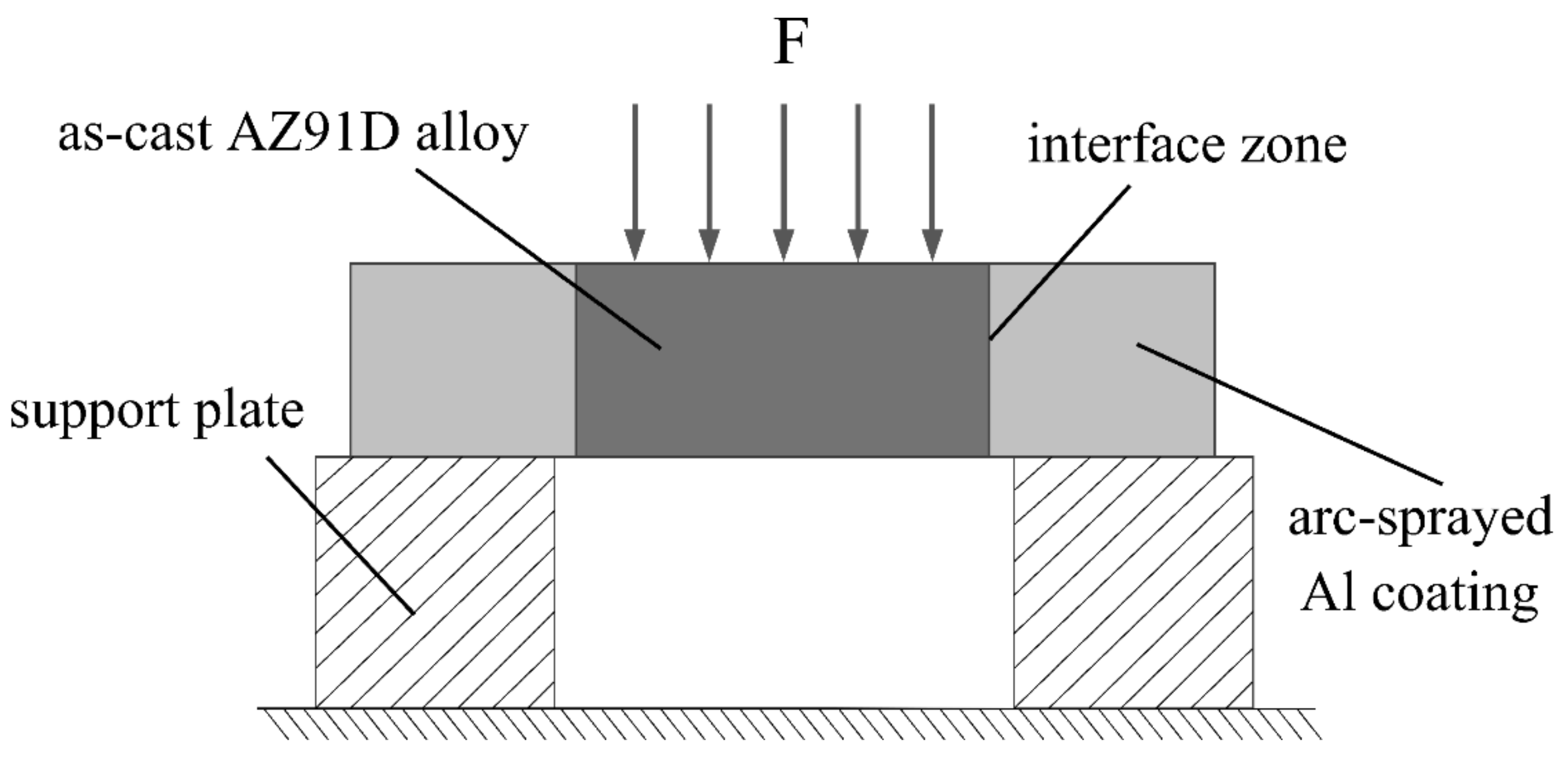
3.4. Shear Strength and Fractography
In this study, the shear strength was used to evaluate the bonding strength between the arc-sprayed Al coating and the AZ91D matrix.
Figure 15 displays the relationship curves between the shear stress and deformation displacement arc-sprayed Al/AZ91D bimetals with a Zn interlayer under different arc-spraying times of the Zn coating (18 and 30 s) and various preheat times of the Al/Zn double-deck coating (6 and 12 h).
By comparing the results of the S30H6 and S30H12 samples, it can be found that the preheat time of the Al/Zn double-deck coating had a significant influence on the shear strength of the arc-sprayed Al/AZ91D bimetals. As the preheat time of Al/Zn coating increased from 6 to 12 h, the area of the interface zone also had an increase, but the shear strength sharply dropped from 31.73 to 15.44 MPa. There was a close connection between AZ91D alloy and the arc-sprayed Al coating, and a variety of intermetallic compounds were generated at the interface, confirming the existence of chemical bonding and metallurgical bonding.
The arc-spraying time of the Zn coating was also an important factor which could affect the shear strength of the arc-sprayed Al/AZ91D bimetals, and it could directly determine the thickness of the Zn coating. When the arc-spraying time of zinc coating was short (10 s), the shear strengths of the S10H6 and S10H12 samples were 5.06 MPa and 7.23 MPa, respectively. The cracks and holes within the interface of the S10H6 and S10H12 samples led to a reduction of shear strength of the arc-sprayed Al/AZ91D bimetals with a Zn interlayer. When the preheat time of the Al/Zn double-deck coating was 6 h, the shear strength of the arc-sprayed Al/AZ91D bimetals went up with the increase of arc-spraying time of the Zn coating. Under the condition that the arc-spraying time of the Zn coating was 30 s and the preheat time of the Al/Zn double-deck coating was 6 h, the arc-sprayed Al/AZ91D bimetal with a Zn interlayer had the highest shear strength of 31.73 MPa among all the samples, which was 36.5% more than the arc-sprayed Al/AZ91D bimetal without an interlayer in previous work [
9]. When the preheat time of the Al/Zn double-deck coating was 12 h, the shear strength of arc-sprayed Al/AZ91D bimetals first increased to 26.19 MPa, and then decreased to 15.44 MPa with the increase of arc-spraying time of the Zn coating.
Figure 16 and
Figure 17 are the fracture analysis results of the Al/AZ91D bimetals with a Zn interlayer under different arc-spraying times of the Zn coating (18 and 30 s) and various preheat times of the Al/Zn double-deck coating (6 and 12 h). In general, there were lots of cleavage steps in the fracture surfaces of the S18H6, S18H12, and S30H12 samples, which implies that the major fracture mode was brittle fracture. According to the results of EDS point scan, the fracture mainly occurred in the (
α-Mg + Al
5Mg
11Zn
4) structure thanks to the high brittleness of Al
5Mg
11Zn
4 compound. The S30H12 sample had the largest interface zone with the most (
α-Mg + Al
5Mg
11Zn
4) structure, indicating that it also had the largest area for brittle fracture. Compared with the S18H6 and S18H12 samples, there were more slopes and steps on the fracture surface of the S30H12 sample, and the shear strength of the S30H12 sample was lower. Hence, it could be concluded that the increase of intermetallic compounds with high brittleness in the interface zone, which increased the occurrence probability of brittle fracture, caused the reduction of shear strength between the AZ91D matrix and the Al coating.
Different from other samples, a mass of dimples appeared on the fracture surface of the S30H6 sample, as shown in
Figure 17a. The EDS point scan result (
Figure 17c) demonstrates that those dimples were located in the MgZn
2 intermetallic compound. The MgZn
2 intermetallic compound was a typical Laves phase with a high brittleness, which had a similar crystal structure with magnesium [
21]. In the interface zone of the S30H6 sample, there was a thick layer constituted by a large amount of the MgZn
2 intermetallic compound and a small amount of β-Zn solid solution, as displayed in
Figure 7c,d. In addition, the β-Zn solid solution, which was a soft phase, dispersedly distributed in MgZn
2 intermetallic compound with a higher hardness. Dai et al. [
22] adopted the Zn interlayer in the arc-assisted ultrasonic seam welding of Al/Mg joints to replace the Al–Mg intermetallic compounds with β-Zn solid solution and MgZn
2 intermetallic compounds in the interface zone, which effectively improved the bonding strength of the welding joints. The β-Zn solid solution was more flexible and less brittle than the MgZn
2 intermetallic compounds. When the soft secondary phase (β-Zn solid solution) was dispersedly distributed in the hard matrix (MgZn
2 intermetallic compound), there was a strong gravitational interaction between the secondary phase and dislocations, which effectively strengthened the interfacial microstructure [
21]. Liu et al. [
23] revealed that in the diffusion bonded joint of Al/Mg with Zn–5Al interlayer after a holding time of 3 s, the dispersive distribution of Al solid solution in MgZn
2 intermetallic compounds improved the shear strength of the joint. Although there was also a certain amount of MgZn
2 intermetallic compounds and β-Zn solid solution in the interface zones of the S18H6 and S30H12 samples, the shear strengths of them were not enhanced prominently. It was because MgZn
2 intermetallic compounds and β-Zn solid solution distributed in layers, and the (
α-Mg + Al
5Mg
11Zn
4) structure with high brittleness occupied a large scope of the interface zone. What is more, the fracture of the S30H6 sample occurred not only in the (MgZn
2 + β-Zn) structure, but also in the (
α-Mg + Al
5Mg
11Zn
4) structure. It can be observed in
Figure 17b that the tearing ridge in the (
α-Mg + Al
5Mg
11Zn
4) structure extends along the same direction, which indicates that the S30H6 sample also experienced the brittle fracture during the shear test.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}