1. Introduction
Surface transformation hardening processes are developed to produce wear-, corrosion-, and fatigue-resistant surfaces in order to enhance the lifespan for numerous industrial applications. There are several methods in order to improve surface properties. Among these processes, induced heat treatment and flame heat treatment are methods to improve steel surface hardness and wear resistance. While used for various industrial utilizations such as welding [
1,
2], drilling [
3], and cutting [
4], laser beam treatment is effective when a localized treatment is required [
5]. In fact, laser has high accuracy and emits a centralized beam, which can be used for heat treating metal surfaces [
6]. Hence, laser surface transformation hardening (LSTH) is a precise method because it offers controllable heat in the selected area in order to produce hardened surface layers. Moreover, the type of laser and the choice of material can influence the hardening process.
Interesting results were obtained in different studies on LSTH. Lo et al. [
7] worked on AISI 440C LSTH. They demonstrated that this method could be better than a furnace at localized heat treatment. Dumiterscu et al. [
8] investigated the fiber laser surface heat treatment of AISI D2 steel. The advantages of this process were (1) catastrophic fracture of the used carbide tools could be removed, (2) tool life was improved, (3) chatter of machining and formation of saw tooth chips could be prevented, and (4) the thrust part of the cutting force was decreased. Mahmoodi et al. carried out LSTH of AISI 420 by techniques of Nd:YAG laser; hardness in depth and width of the hardened zone, overlapping of laser treatment lines, and corrosion resistance were investigated [
9]. Badkar et al. [
10] analyzed the effect of LSTH on pure titanium surfaces. They concluded that the heat input had an important role in the geometrical dimension of the resulting hardened layer. In another study, Moradi et al. [
11] made a high power diode LSTH of AISI 4130 steel by carbon coating and observed high micro-hardness in the carbon coated treated zone. Comparison of wear resistance of a laser processed sample and the base material demonstrated the advantage of the laser treatment.
Li et al. [
12] treated AISI 1045 carbon steel by high power diode laser (HPDL) and CO
2 laser. According to their work, performing the LSTH using HPDL with a rectangular beam shape produced a higher quality product than did the CO
2 laser transformation hardening process with a circular beam spot. For high power diode laser surface hardened samples, the hardened depth in each sample was almost unchanged and surface melting was avoided. Otherwise, for the CO
2 laser surface hardening samples, the results showed that melting of the surface layer occurred. Bojinovic et al. [
13] simulated an LSTH process of austenitic stainless steel (50CrV4). Telasang et al. [
14] studied the LSTH of AISI H13 steel, which hardened up to 800 Vickers. Additionally, wear and corrosion resistance were investigated in their study. They observed that when LSTH was conducted with a laser energy density of 75 J/mm
2, an excellent fretting wear behavior was obtained as compared to that in as-received tool steel. Bien et al. [
15] performed LSTH of C80U steel by a CO
2 continuous wave laser. The results showed that the microstructure including highly defected fine-plate martensite with a specified number of imperfectly dissolved cementite and a small amount of retained austenite phase was obtained when C80U steel was melted by optical discharge plasma. Cordovilla et al. [
16] simulated LSTH of AISI 4140 and compared the simulation results with experimental data. Guarino et al. [
17] improved the fatigue life of AISI 1040 steel by a high-power diode laser treatment. Their results revealed that the laser treatment considerably raised the fatigue life of AISI 1040 steel. The mechanical properties of low carbon steel sheets subjected to laser surface hardening were investigated by Syed et al. [
18]. Abboud et al. [
19] studied the material responses in surface treatment of ferrous alloys by high power laser. Different laser parameters (i.e., power, laser scanning speed (LSS), spot size, and laser energy absorption) were investigated in CO
2, Nd:YAG, and diode laser. Netprasert et al. [
20] used a nanosecond pulse laser for investigation of the hardening of AISI 420. The results showed that the micro-hardness increased from 242 HV to 1700 HV and the depth of the hardened layer was in the 60–80 µm range. Yazici et al. [
21] investigated the effect of different processing temperatures on wear properties of R260 grade rail steel. They studied the mechanical properties, surface hardness, tribological properties, and microstructure of high-power diode laser treated specimens. Lesyk et al. [
22] compared the effects of the ultrasonic impact treatment with those of laser heat treatment on the AISI D2 steel. Moreover, the twi treatments were combined and it was found that the surface wear losses were decreased by 77%. Barka et al. [
23] used a finite difference method (FDM) for simulating the LSTH process of AISI 4340 steel. They compared the results of the simulation with experimental data. Casalino [
24] used the finite element model (FEM) analysis to study the laser treatment for recovery of deformation that was induced by surface laser hardening. Recently, Athanasiou revealed brittle-fracture statistics from intermittent patterns formed during femtosecond laser exposure [
25]. Moreover, he designed a monolithic micro-tensile tester for investigating the silicon dioxide polymorph micromechanics, which was fabricated and operated using a femtosecond laser [
26].
The laser surface transformation hardening process of steel is an encouraging industrial application considering the wide employment of steel in the industries. In fact, low alloy carbon steel (AISI 4130) is a heat treatable steel, which is used in several industries (i.e., petroleum, gas, petrochemicals, food, and pharmaceuticals) [
27]. Especially, Nd:YAG laser surface transformation hardening of AISI 4130 is used for areas that require a low width of hardness and high precision. During the LSTH process, the phases transformation of ferrite and austenite to martensitic improves the surface hardness. In particular, because of the cooling, only the austenite phase transforms into martensite.
In this paper, LSTH of AISI 4130 was performed by Nd:YAG pulsed laser with a maximum power of 400 W. The effects of laser focal point position, laser pulse width, and LSS were investigated after LSTH of AISI 4130 alloy steel. The microstructure was analyzed by optical microscopy (OM) and scanning electron microscope. Moreover, Vickers micro-hardness tests were carried out in the transversal section. The results of LSTH were compared with those obtained by furnace heat treatment.
Eventually, a finite element model (FEM) was employed for the simulation of the LSTH of AISI 4130 steel. For this purpose, a cylindrical heat source was modelled to simulate the surface hardened. A continuous cooling transformation (CCT) curve for AISI 4130 steel was employed for the validation of the numerical model. The results show that the model can predict with accuracy the temperature profile and the size and the shape of the laser hardened region.
2. Experimental Work
Samples of 65 mm diameter and 10 mm thickness were machined and treated for laser surface and furnace hardening.
Table 1 shows the AISI 4130 chemical composition (the median three of XRF measurements). XRF (X-ray fluorescence) is a non-destructive analytical technique used to determine the elemental composition of materials.
The experiments were performed by a 400 W average laser power pulsed Nd:YAG laser (model IQL-10, Paya Parto, Tehran, Iran). The available range for the pulse frequency, the pulse duration, and the pulse energy were 0.2–20 ms, 1–1000 Hz, and 0–40 J, respectively. The average power of the laser did not exceed 700 W. Three lenses (75 mm focal length) were used in the focusing optical system, and the minimum spot size was 250 mm. Average power in each experiment and pulse energy were measured by LA300W-LP joule meter (Edu-lab, Karoo Close, Bexwell Business Park, Norfolk, England) and 5000W-LP Ophir (Ophir Photonics Group-Ophir-Spiricon, North Logan, UT, USA). The plan of the experiment for LSTH is shown in
Table 2.
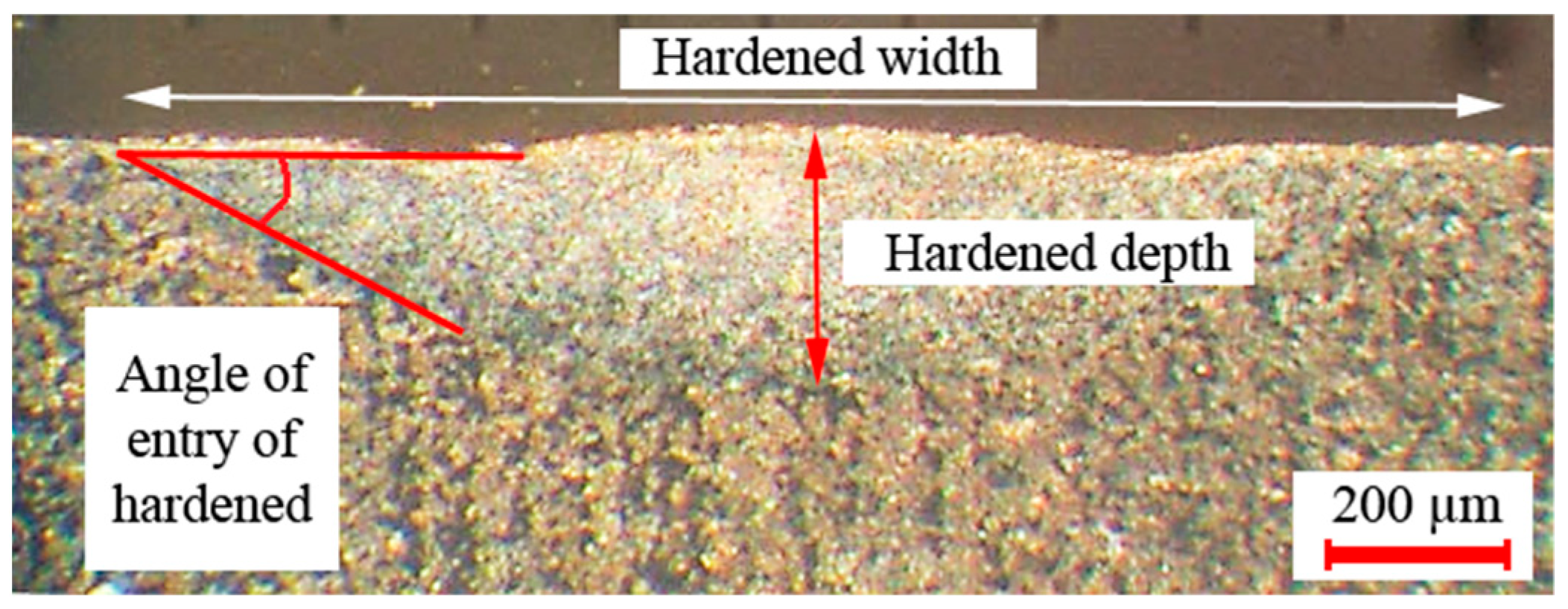
The pulse frequency was kept at 15 Hz. After LSTH, the samples from the medium of the hardening line were sectioned by wire cut EDM (electrical discharge machining). The samples were prepared with standard metallographic grinding and polishing techniques and etching to observe the microstructures with the following reagent: 2% Nital’s solution (ethanol 98%, nitric acid 2%) according to ASTM E 407. Leica MEF 4A optical microscopy (Leica Microsystems, 1700 Leider Lane, Buffalo Grove, IL, USA) with 50–100X magnification and the ImageJ software (LOCI, University of Wisconsin, Madison, WI, USA) was used for measuring the geometry features of the hardened case, i.e., width and depth of hardened case, angle of entry of hardened area; see
Figure 1.
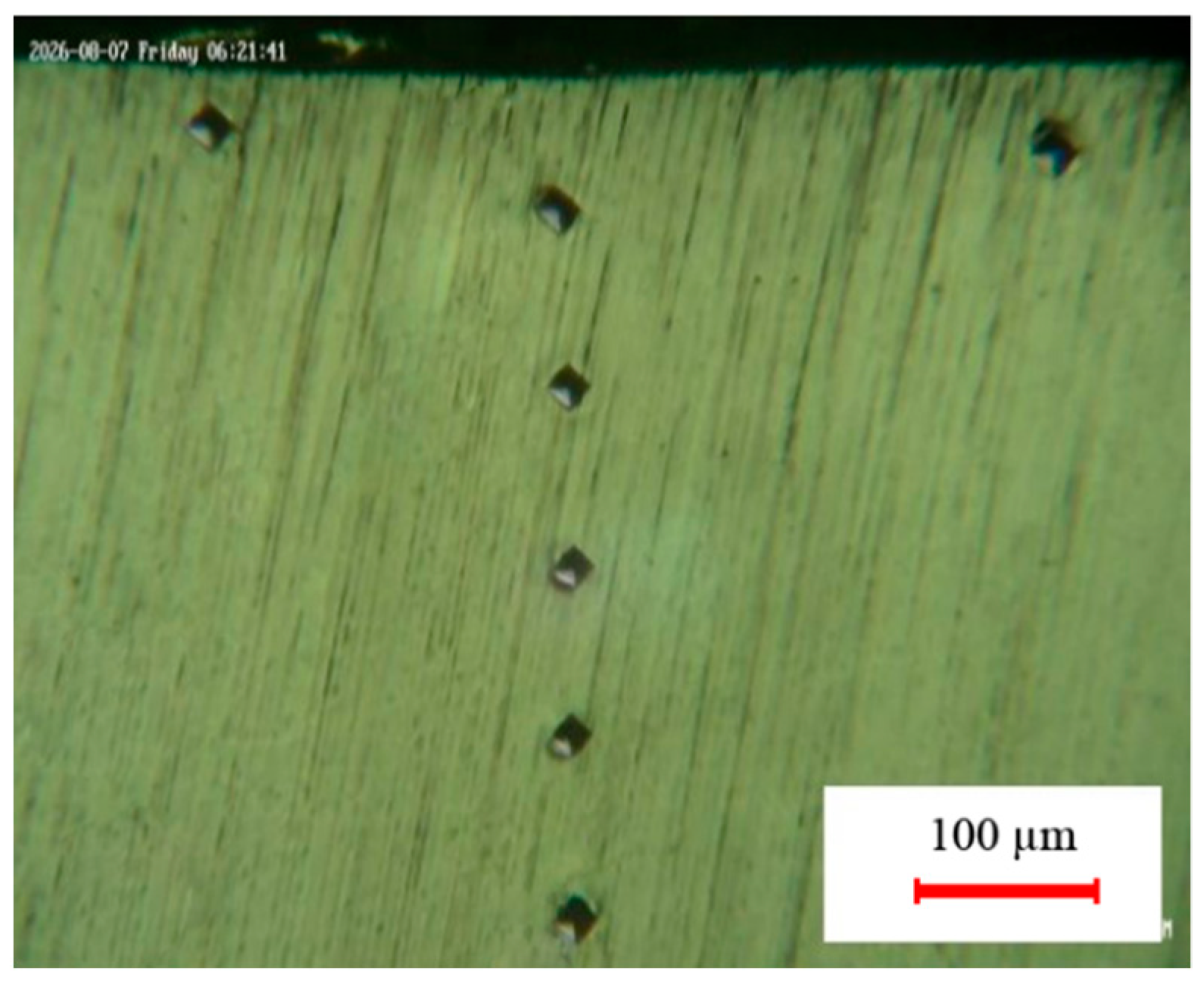
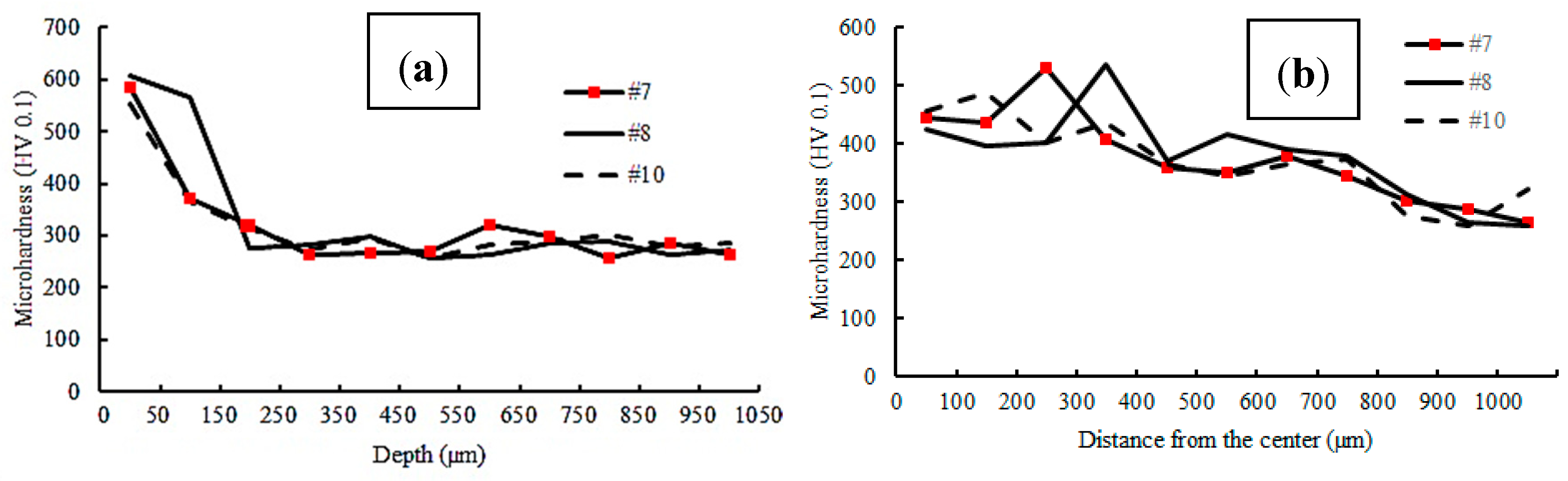
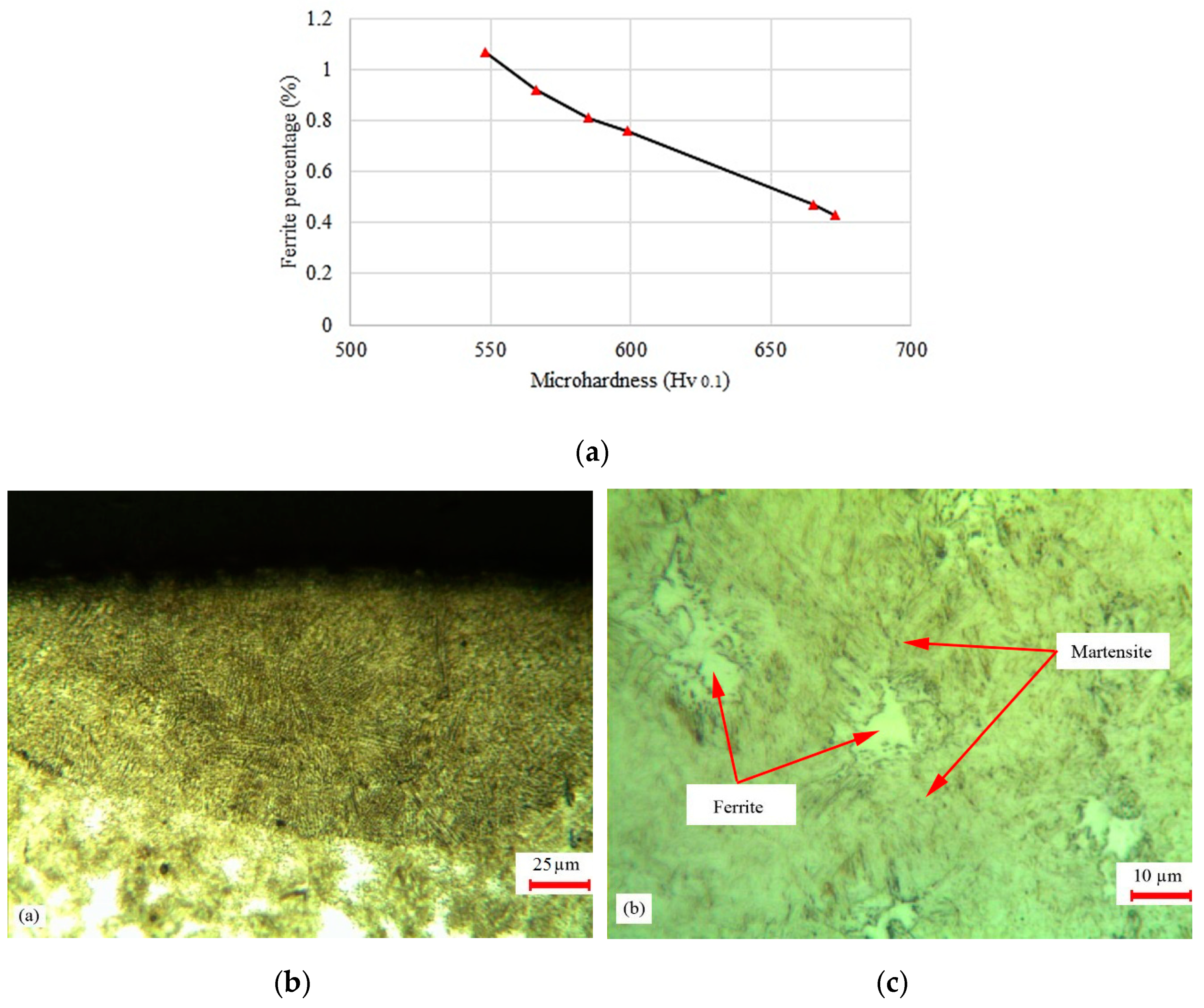
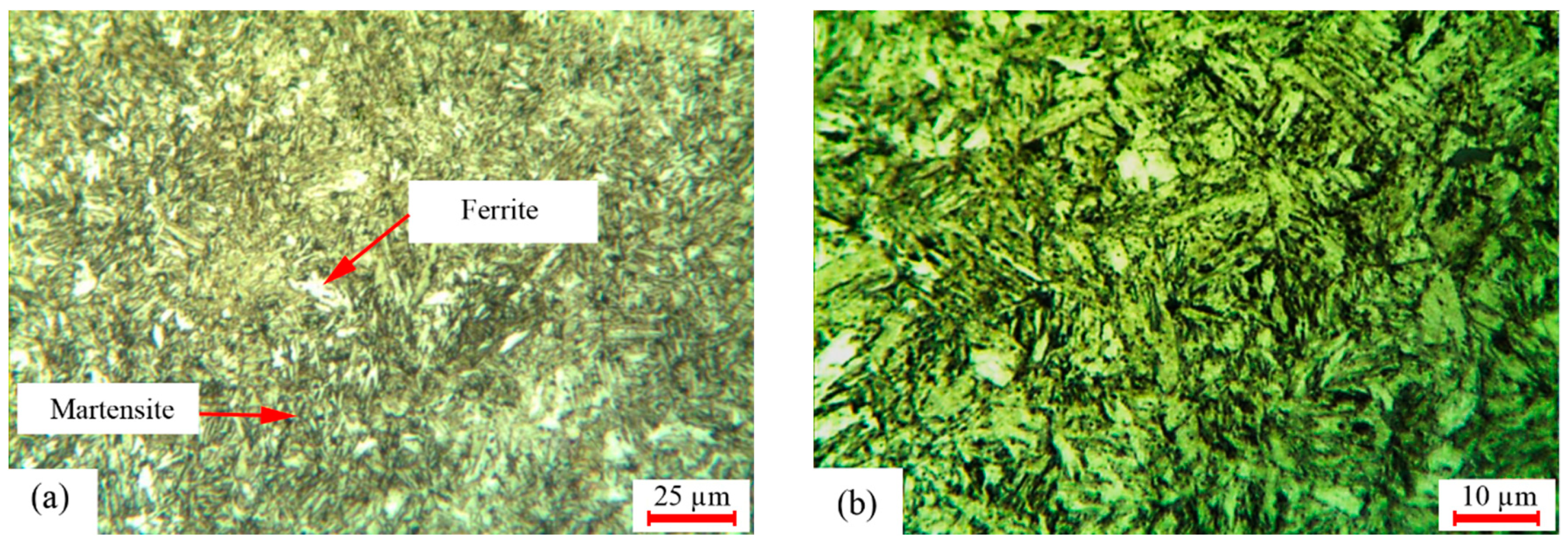
OM and field emission scanning electron microscopy (FESEM) were applied for investigating the hardened layer microstructure. The percentage of the ferrite phase in the average of the structure of the hardened zone was measured by Celemex software (manufacturer, city, state, country). A micro hardness V-test-analog tester was used for 30 s dwell time with 100 gr maximum load. Vickers tests were repeated three times for each treatment condition. The micro-hardness profiles through the line from the center of the hardened zone to the untreated zone in depth and width directions of the hardened area were plotted for each sample.
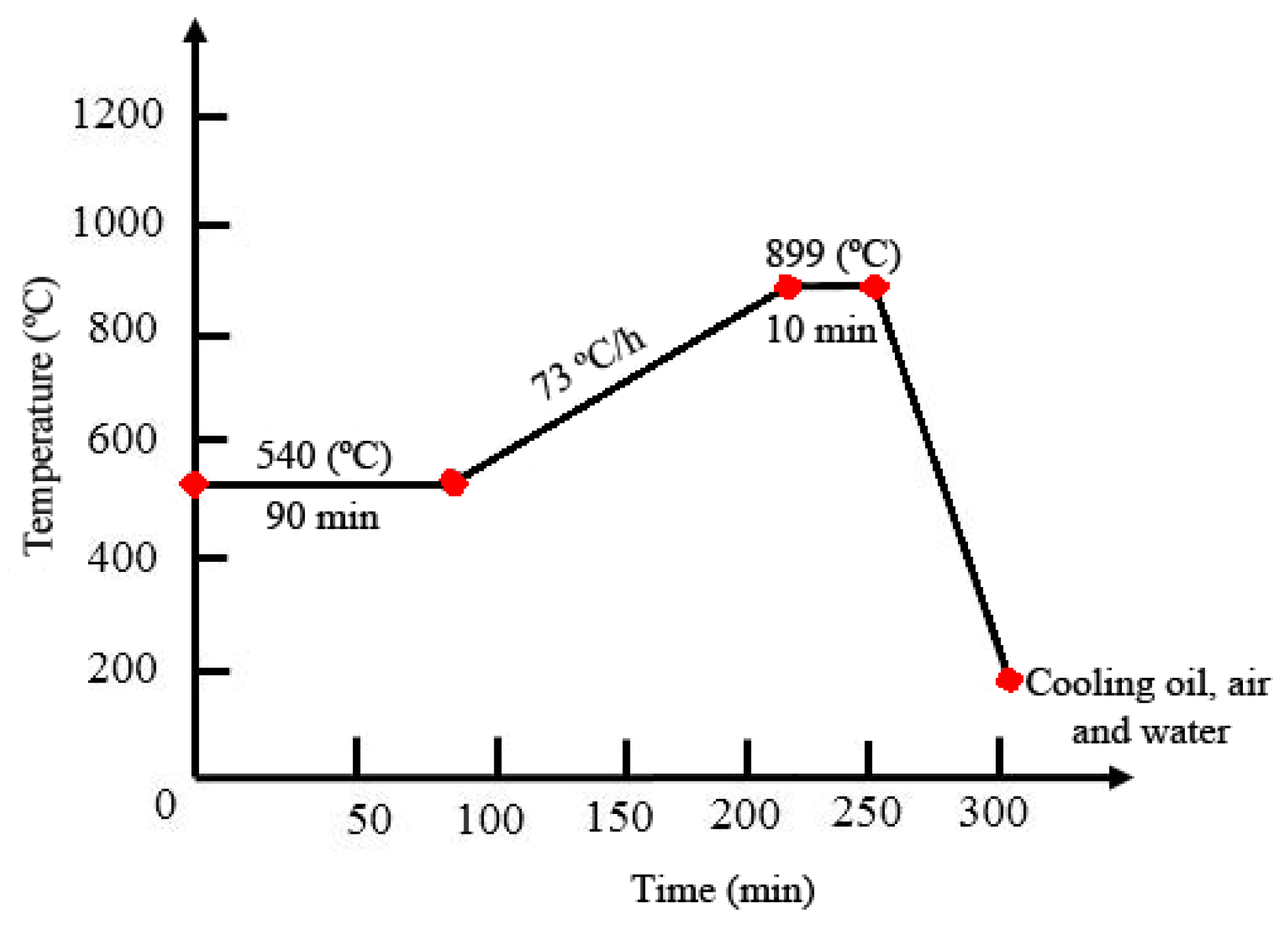
Figure 2 shows the cross-sectional view of micro-hardness indenters in the surface and depth of the hardened cases. Furnace heat treatment according to the cycle shown in
Figure 3 was performed [
28,
29]. The AISI 4130 was preheated to 540 °C for 90 min and heated to 899 °C at a rate of 73 °C/hour and was retained for 10 min. The hardened cases were quenched in water, air, and oil.
3. Numerical Model
Nowadays, the finite element method (FEM) has been developed to reduce solution time and to predict thermal distortions, residual stress, and metallurgical change during the heat treatment. Therefore, in FEM simulation, in order to obtain a satisfactory process representation, the choice of the heat source model is very important. Moreover, validation and calibration of the model are essential to define heat source parameters correctly in order to establish a link between numerical and experiments results. Many studies have been conducted with different heat source models [
30]. Rosenthal [
31] suggested a mathematical model of power density distribution. He proposed both punctual and line heat source. Pavelec et al. [
32] developed a Gaussian power density distribution on the surface of the workpiece. Other researchers [
33] proposed a conical heat source model.
In this paper, the finite element model was built using the Simufact Welding 8.0 software (MSC Software, Hamburg, Germany). Thermo–physical and mechanical properties have important influences on the results of FEM simulation. Thermal conductivity was taken as 42.7 W/mK, while liquidus temperature and solidus temperature were taken 1733 K and 1693 K, respectively. These properties are displayed in
Table 3.
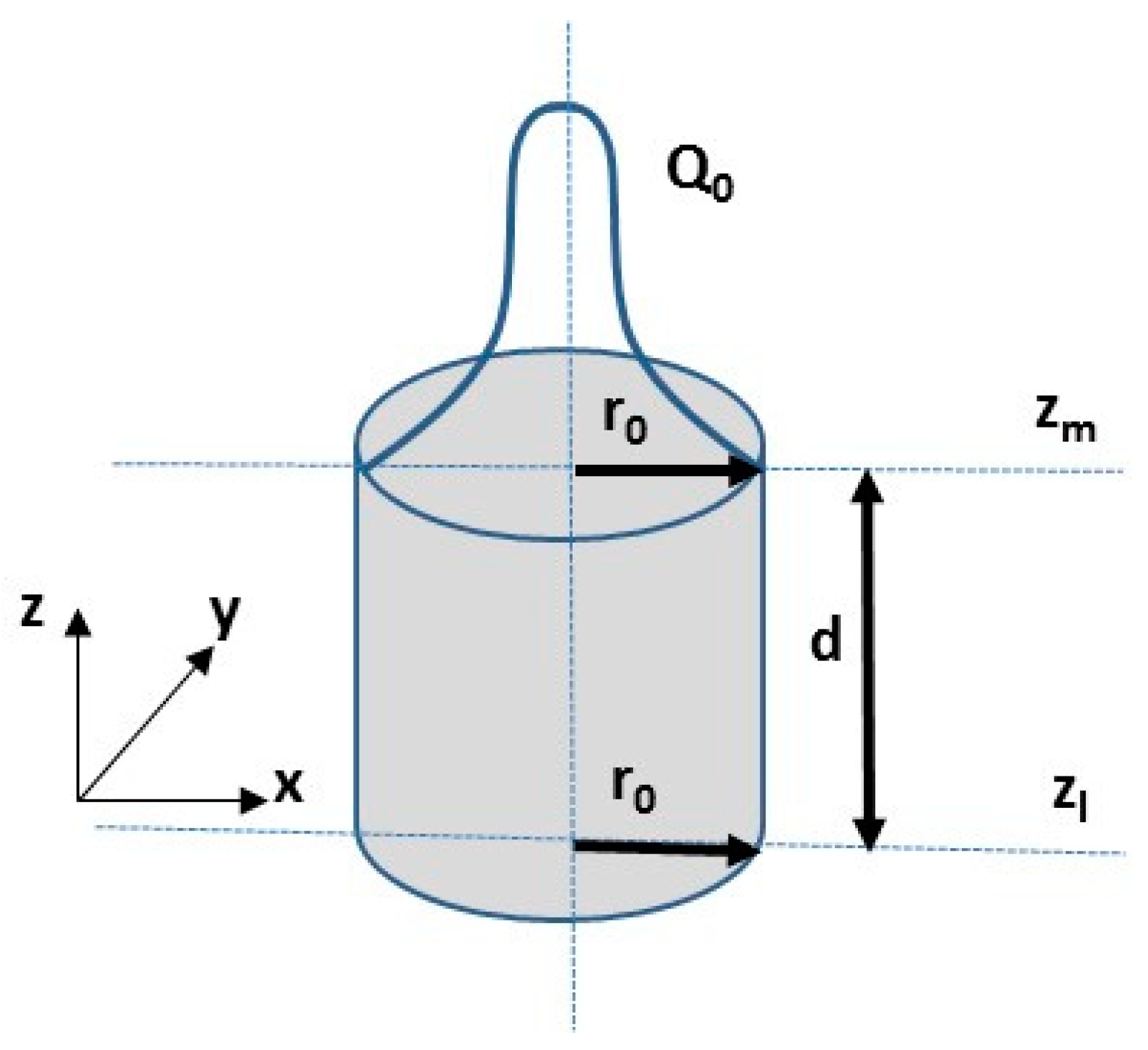
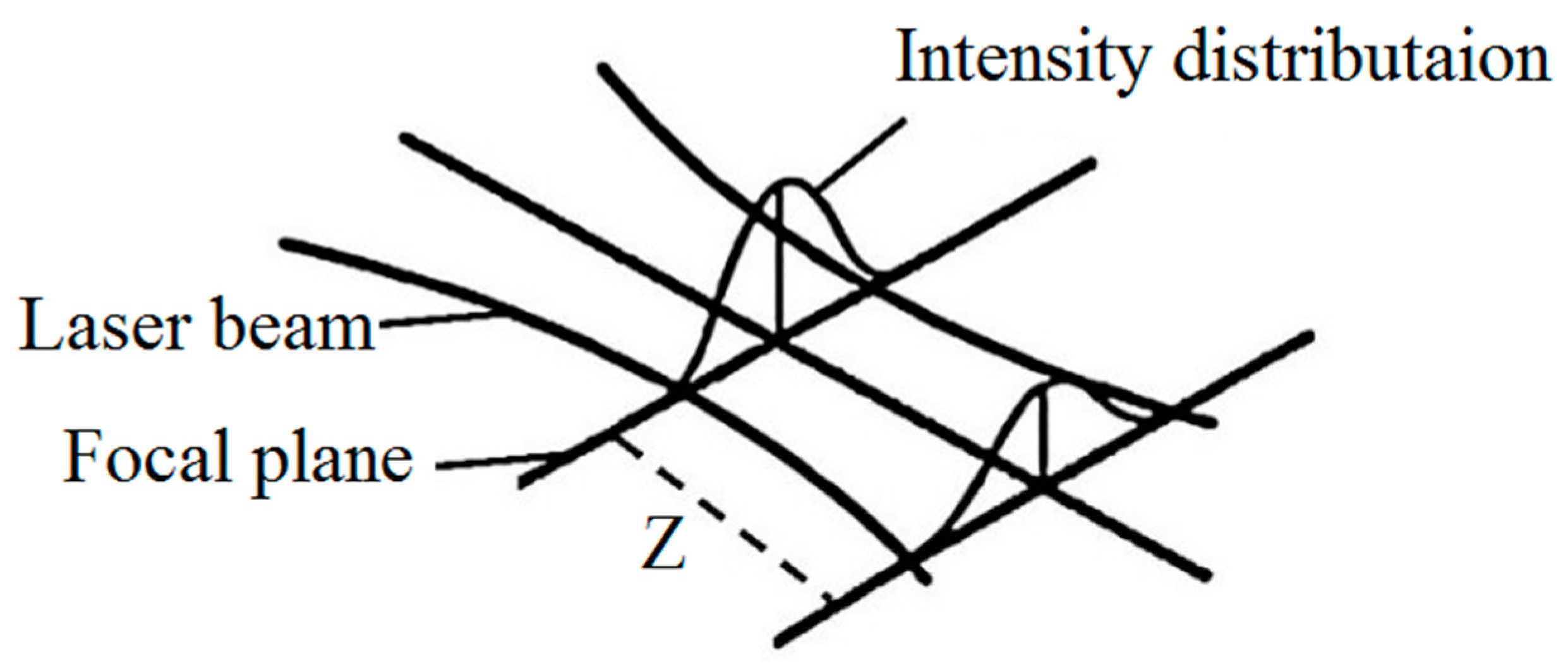
In order to describe the laser beam power distribution, the laser beam was modelled as a cylindrical moving heat source with Gaussian heat flux distribution simulation, as showed in
Figure 4 [
34,
35,
36].
The power density distribution was as follows:
where Q
r defines heat source intensity, Q
0 represents the maximum intensity, while r
o defines the upper and the lower radius in the upper plane at z = z
u and in the lower plane at z = z
l, respectively.
5. Calibration and Validation of the Numerical Model
The calibration of the FEM model was achieved by comparing the micrographic cross section after the heat treatment.
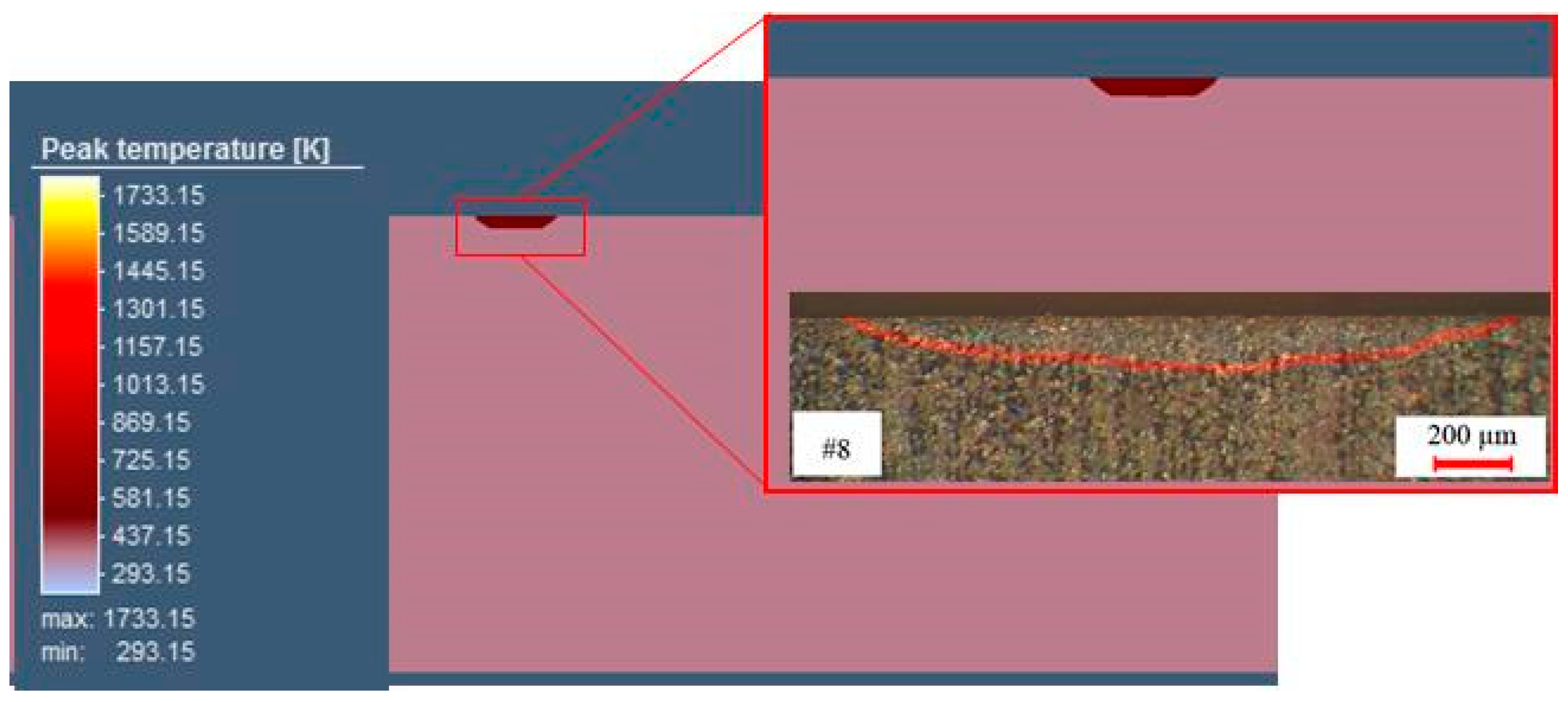
Figure 16 displays the comparison between the simulated and experimental hardened zone for sample #8. The geometry of the hardened zone was like that achieved in the laser surface transformation hardening.
The dimension of the hardened zone can be seen in
Table 5. The numerical model for the sample #8 was in good agreement between the predicted and the measured study. The results showed that a cylindrical heat source used in the simulation was capable of modeling with precision the size and the shape of the hardened zone.
In order to obtain a good hardened zone profile in the FEM analysis, the heat source parameters had to be manipulated to calibrate the hardened region shape. This phase was very important in order to obtain the accurateness of the simulation. The cylindrical heat source model was identified by three parameters (see
Figure 4). They were the heat source upper and lower radius (r
o), and the cylindrical heat source depth (d).
Table 6 displays the adopted heat source parameters at the end of the calibration process.
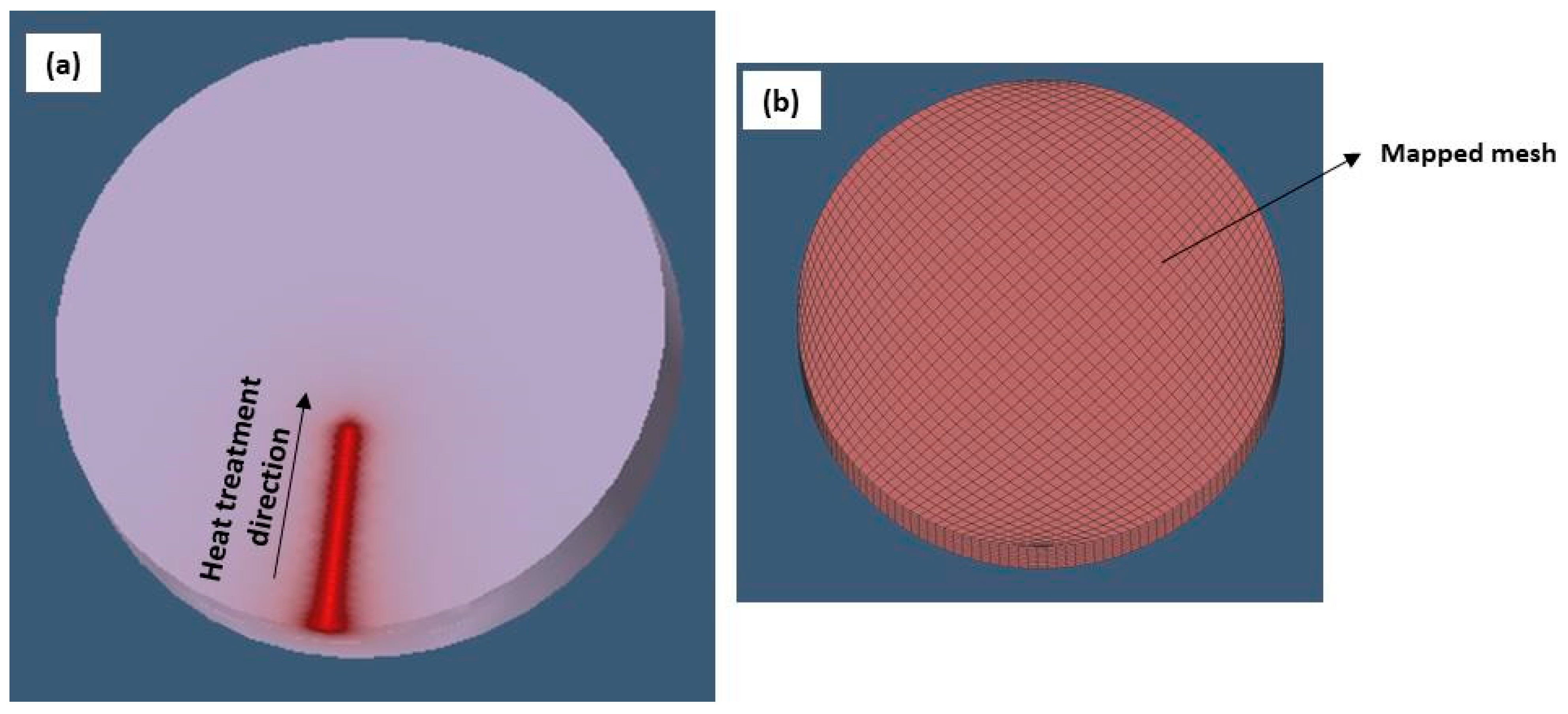
The temperature distribution in the hardening direction is shown in
Figure 17a. During the simulation, the temperature reached about 1400 K by ensuring the phase transformation in the hardened region. Mesh size was essential to achieve the precision of the temperature distribution in the regions with high thermal gradients. The mesh used in the FEM simulation is shown in
Figure 17b. The mapped mesh in the geometry had 12,800 volumetric elements and 1024 nodes. The mesh was applied uniformly in the sample volume.
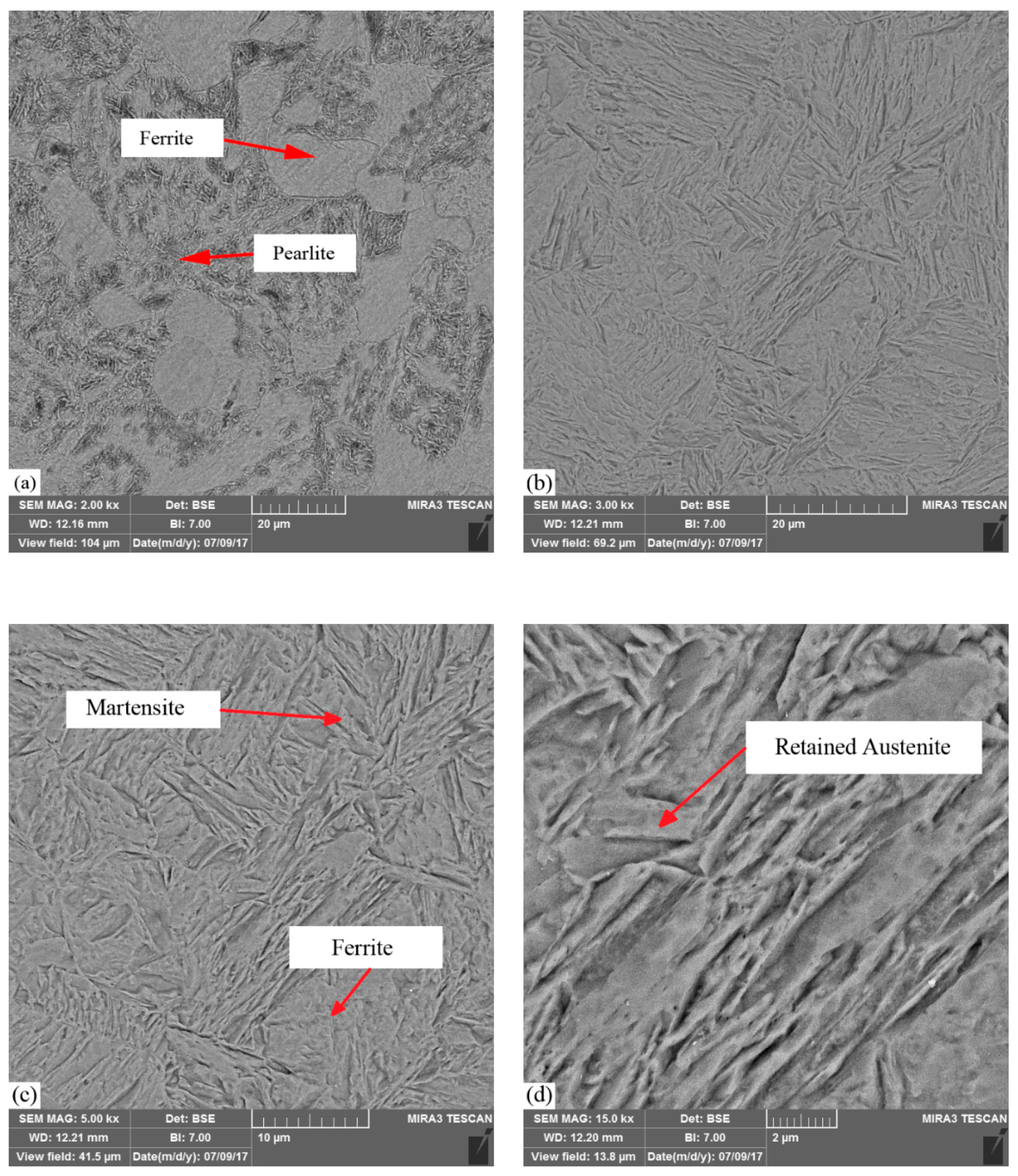
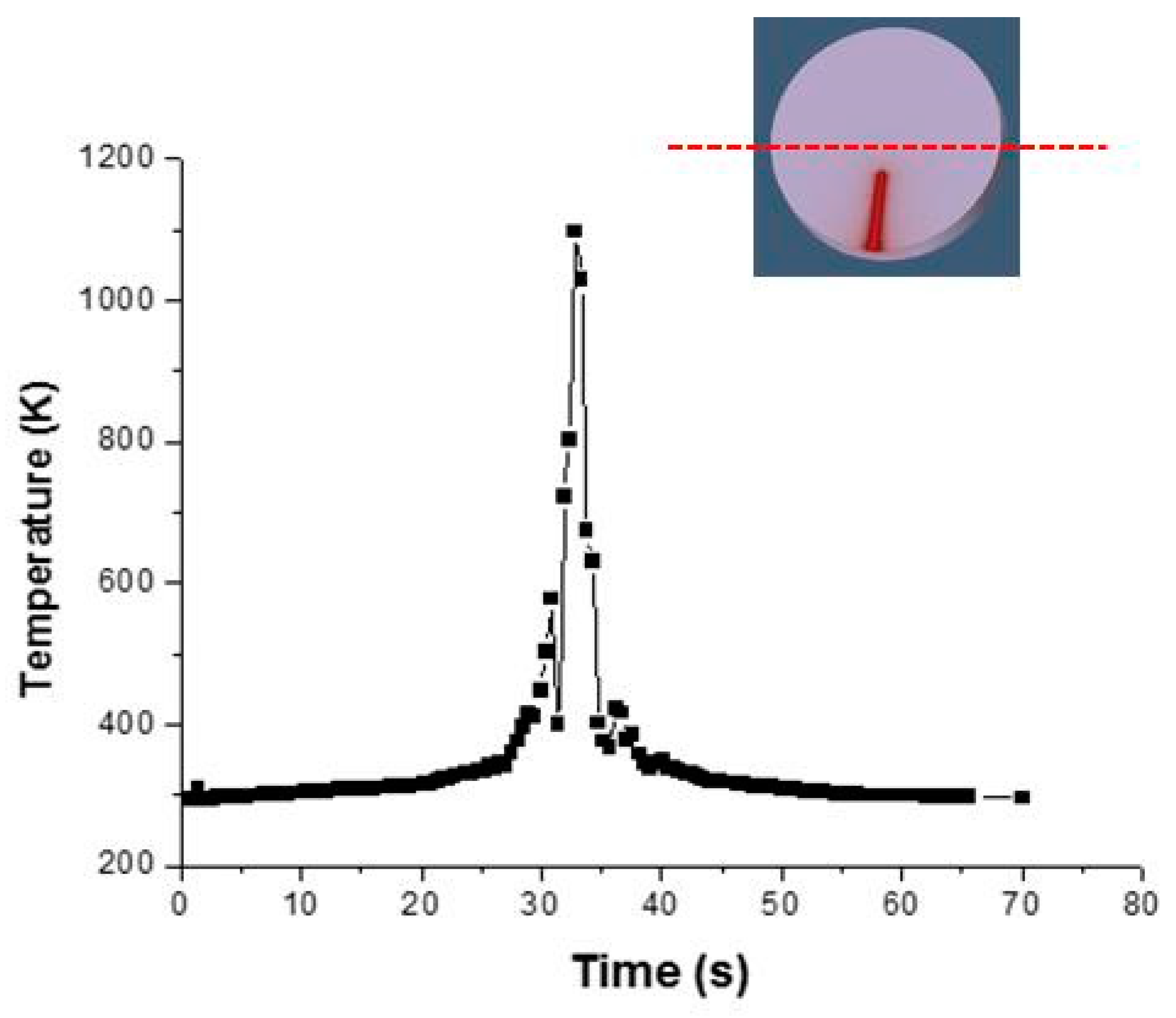
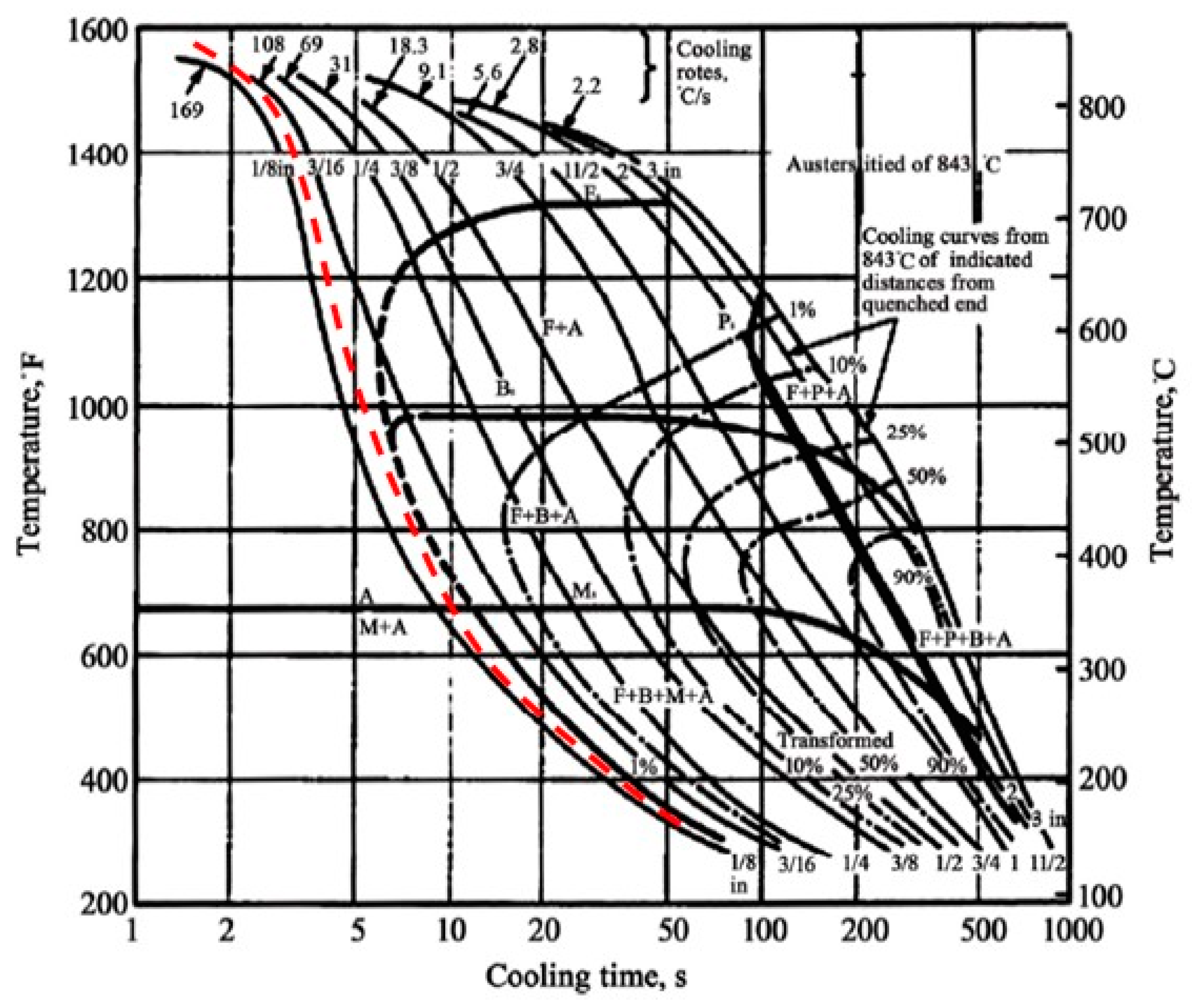
The model was validated comparing the thermal cycle (
Figure 18) with CCT curves to predict the microstructures in the hardened zones of AISI 4130 steel. Based on the CCT diagram, at high cooling rates (v = 130 °C/s) a martensitic microstructure with retained austenite was observed. The CCT curve is shown in
Figure 19 [
46].

 ,
, 























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}