Real-Time Monitoring of Chemical Composition in Nickel-Based Laser Cladding Layer by Emission Spectroscopy Analysis


Abstract
:1. Introduction
2. Experiment and Method
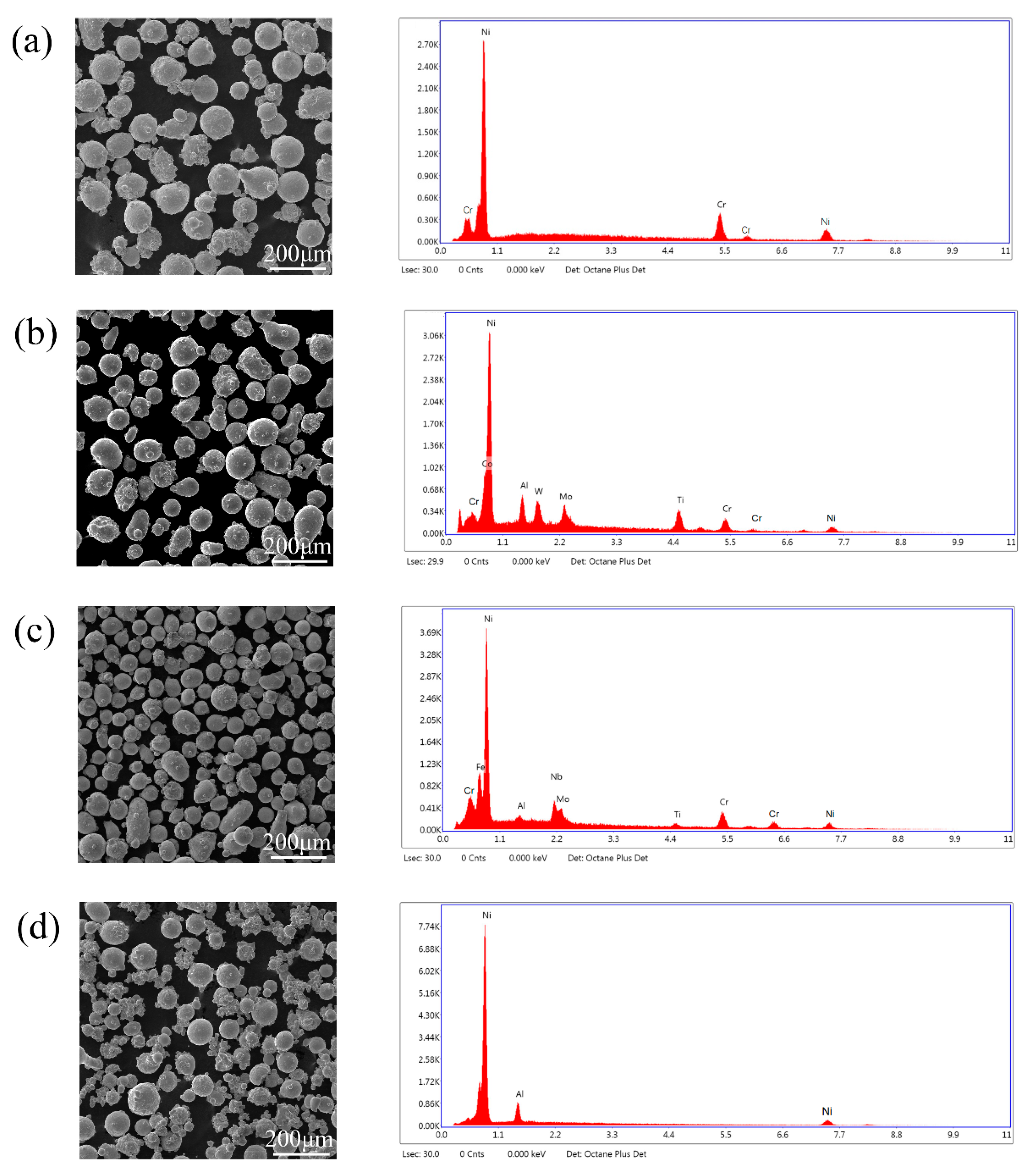
2.1. Sample Preparation
2.2. Optical System
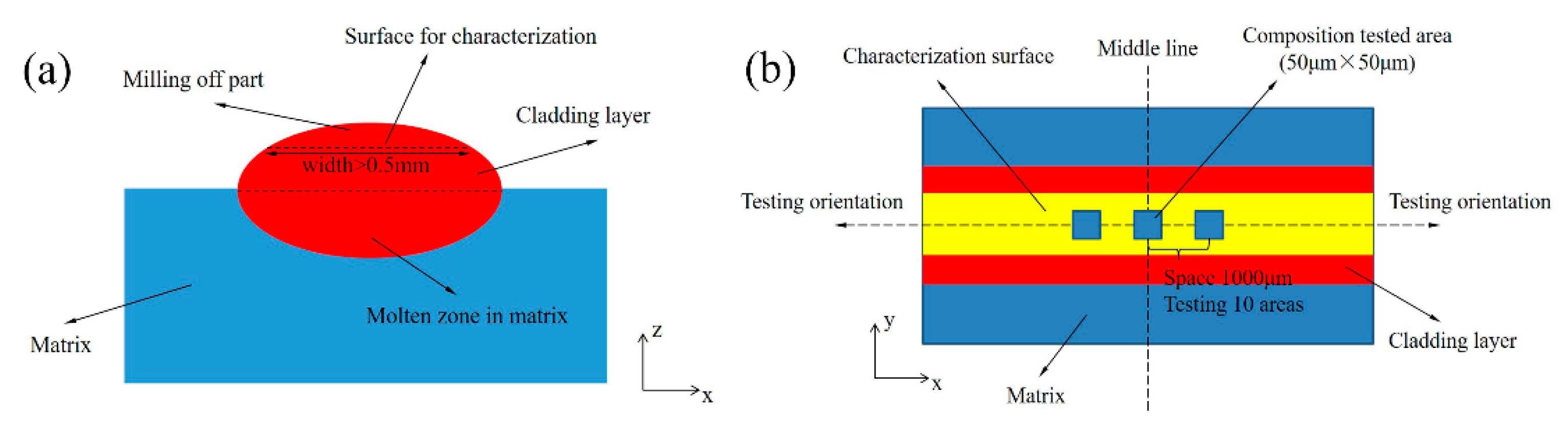
2.3. Microstructure and Composition Measurement
3. Results and Discussion
3.1. Microstructure in Laser Cladding Layers
3.2. Composition in Laser Cladding Layers
3.3. Spectral Analysis
3.4. Component Monitoring during Laser Cladding Process
4. Conclusions
- 1)
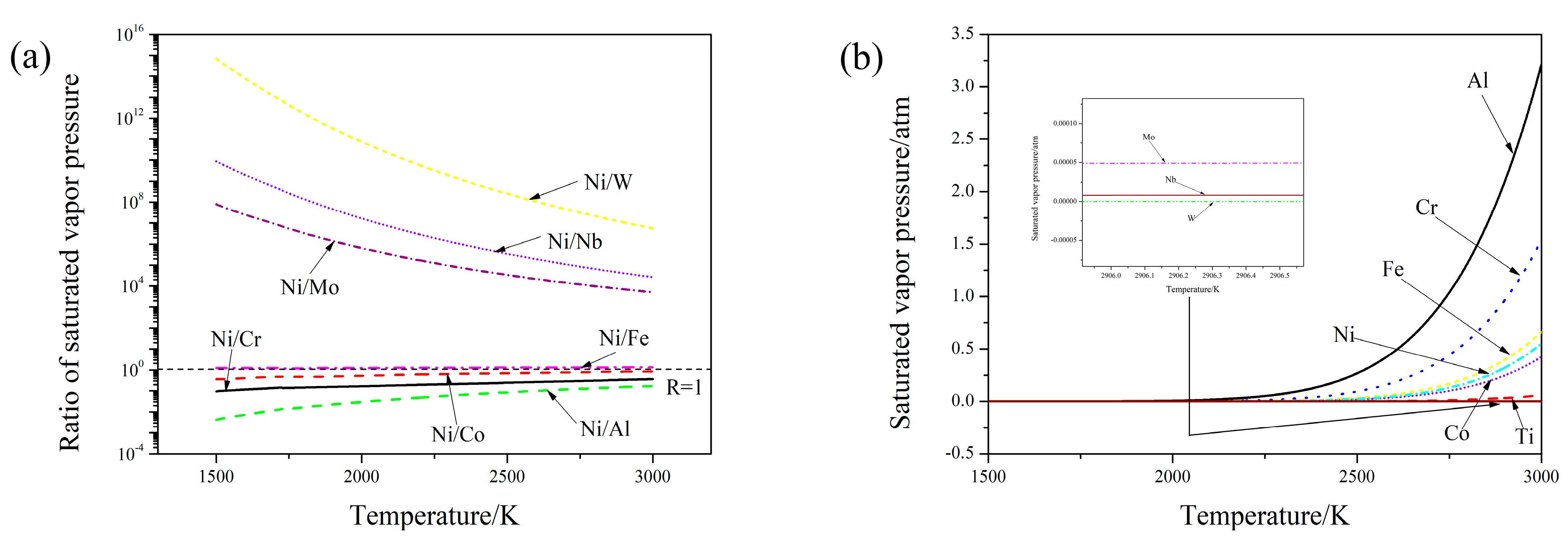
- The saturated vapor pressures were different among the elements in the cladding layers. As such, the ablation of the fusible elements was always lower than that of the refractory elements, and the real weight ratios among elements could be changed with the variation of input energy density during the laser cladding process.
- 2)
- Among the four kinds of Ni-based laser cladding layers, the dilution rate of the substrate showed complex trends following the increase of laser energy density, and the main reason causing this phenomenon was the variation of the thermophysical parameters of the alloy powders, which could affect the heating process during laser cladding. Hence, the technology of real-time monitoring of element concentration is necessary for a laser cladding process.
- 3)
- The intensity ratios of spectral lines were calibrated by a corrected parameter. The calibration curves were established by correlating the revised intensity ratios with composition concentration, and there were linear correlations between the revised intensity ratios and composition concentration in cladding layers. Finally, four calibration curves including Ni I361.274/Fe I 387.250, Ni/Al, Ni I 352.454/Cr I 357.869 and Fe I 387.25/Co I 411.877 were selected to build a monitoring system applied to laser cladding process.
- 4)
- The real-time monitoring system was used in a laser cladding process. Correspondingly, the Ni 183 laser cladding layers were prepared with different groups of processing parameters, and the composition distribution was predicted by the new monitoring system. The predicted results of composition concentration showed the low laser power or the slow scanning speed could bring a negative influence on accuracy of the monitoring system. When the depth of molten pool was stable for a component with the concertation bigger than 3 wt.%, the relative deviation of the component was lower than 8%. However, for a component with a concentration lower than 3 wt.%, the maximum relative deviation could be 26.25%. This means that the real-time monitoring system needs to be improved for the predicted accuracy on the composition with a concentration lower than 3 wt.%.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kusinski, J.; Kac, S.; Kopia, A.; Radziszewska, A.; Rozmus-Górnikowska, M.; Major, B.; Major, L.; Marczak, J.; Lisiecki, A. Laser modification of the materials surface layer—A review paper. Bull. Pol. Acad. Sci. Tech. Sci. 2012, 60, 711–728. [Google Scholar] [CrossRef]
- Mali, H.S.; Unune, D.R. Machinability of Nickel-Based Superalloys: An Overview. In Reference Module in Materials Science and Materials Engineering; Beddows, C., Ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2017; pp. 1–5. ISBN 9780128035818. [Google Scholar]
- Thellaputta, G.R.; Chandra, P.S.; Rao, C.S.P. Machinability of Nickel Based Superalloys: A Review. Mater. Today Proc. 2017, 4, 3712–3721. [Google Scholar] [CrossRef]
- Muro, M.; Leunda, J.; Artola, G.; Soriano, C. Microstructural Tuning of a Laser-Cladding Layer by Means of a Mix of Commercial Inconel 625 and AISI H13 Powders. Materials 2019, 12, 544. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.; Guo, Y.; Lu, B.; Xu, M.; Xu, J. Microstructure and Properties of the Interface Area in the Laser Cladded Ni Based Coatings on the 1Cr10Mo1NiWVNbN Steel. Metals 2017, 7, 175. [Google Scholar] [CrossRef]
- Heigel, J.C.; Michaleris, P.; Palmer, T.A. In situ monitoring and characterization of distortion during laser cladding of Inconel® 625. J. Mater. Process. Technol. 2015, 220, 135–145. [Google Scholar] [CrossRef]
- Dinda, G.P.; Dasgupta, A.K.; Mazumder, J. Texture control during laser deposition of nickel-based superalloy. Scr. Mater. 2012, 67, 503–506. [Google Scholar] [CrossRef]
- Verdi, D.; Garrido, M.A.; Múnez, C.J.; Poza, P. Mechanical properties of Inconel 625 laser cladded coatings: Depth sensing indentation analysis. Mater. Sci. Eng. A 2014, 598, 15–21. [Google Scholar] [CrossRef]
- Cremers, D.A.; Multari, R.A.; Knight, A.K. Laser-induced Breakdown Spectroscopy. Appl. Spectrosc. Rev. 2009, 44, 457–506. [Google Scholar] [CrossRef]
- Aragon, C.; Aguilera, J.A.; Penalba, F. Improvements in Quantitative Analysis of Steel Composition by Laser-Induced Breakdown Spectroscopy at Atmospheric Pressure Using an Infrared Nd: YAG Laser. Appl. Spectrosc. 1999, 53, 1259–1267. [Google Scholar] [CrossRef]
- Ciucci, A.; Corsi, M.; Palleschi, V.; Rastelli, S.; Salvetti, A.; Tognoni, E. New Procedure for Quantitative Elemental Analysis by Laser-Induced Plasma Spectroscopy. Appl. Spectrosc. 1999, 53, 960–964. [Google Scholar] [CrossRef]
- Death, D.L.; Cunningham, A.P.; Pollard, L.J. Multi-element analysis of iron ore pellets by Laser-induced Breakdown Spectroscopy and Principal Components Regression. Spectrochim. Acta Part B At. Spectrosc. 2008, 63, 763–769. [Google Scholar] [CrossRef]
- Yaroshchyk, P.; Body, D.; Morrison, R.J.S.; Chadwick, B.L. A semi-quantitative standard-less analysis method for laser-induced breakdown spectroscopy. Spectrochim. Acta Part B At. Spectrosc. 2006, 61, 200–209. [Google Scholar] [CrossRef]
- Liu, W.; Liu, S.; Ma, J.; Kovacevic, R. Real-time monitoring of the laser hot-wire welding process. Opt. Laser Technol. 2014, 57, 66–76. [Google Scholar] [CrossRef]
- Song, L.; Mazumder, J. Real Time Cr Measurement Using Optical Emission Spectroscopy during Direct Metal Deposition Process. IEEE Sens. J. 2012, 12, 958–964. [Google Scholar] [CrossRef]
- Song, L.; Wang, C.; Mazumder, J. Identification of phase transformation using optical emission spectroscopy for direct metal deposition process. In Proceedings of the High Power Laser Materials Processing: Lasers, Beam Delivery, Diagnostics, and Applications, San Francisco, CA, USA, 24–26 January 2012; Volume 8239, p. 82390. [Google Scholar]
- Song, L.; Huang, W.; Han, X.; Mazumder, J. Real-Time Composition Monitoring Using Support Vector Regression of Laser-Induced Plasma for Laser Additive Manufacturing. IEEE Trans. Ind. Electron. 2017, 64, 633–642. [Google Scholar] [CrossRef]
- Saunders, N.; Miodownik, A.P.; Schillé, J.P. Modelling of the thermo-physical and physical properties for solidification of Ni-based superalloys. J. Mater. Sci. 2004, 39, 7237–7243. [Google Scholar] [CrossRef] [Green Version]
- Seifter, A.; Pottlacher, G.; Jäger, H.; Groboth, G.; Kaschnitz, E. Measurements of thermophysical properties of solid and liquid Fe-Ni alloys. Ber. Bunsenges. Phys. Chem. 1998, 102, 1266–1271. [Google Scholar] [CrossRef]
- International, A.S.M.; Rights, A. ASM Specialty Handbook: Nickel, Cobalt, and Their Alloys; ASM International: Geauga, OH, USA, 2013; Volume 38, ISBN 0871706857. [Google Scholar]
- Dobrovska, J.; Zla, S.; Kavicka, F.; Smetana, B.; Vodarek, V. Study of Thermo-Physical Properties of Selected Nickel-Based Superalloys with Use of DTA Method. In Proceedings of the ASME 2012 11th Biennial Conference on Engineering Systems Design and Analysis (ESDA 2012), Nantes, France, 2–4 July 2012; ASME: Two Park Avenue, New York, USA, 2012; Volume 3, p. 101. [Google Scholar]
- Atkins, P.; de Paula, J. Physical Chemistry, 8th ed.; W.H. Freeman: New York, NY, USA, 2006; ISBN 0-7167-8759-8. [Google Scholar]
- Lide, D.R. CRC Handbook of Chemistry and Physics, 85th ed.; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar]
- Alcock, C.B.; Itkin, V.P.; Horrigan, M.K. Vapour Pressure Equations for the Metallic Elements: 298–2500 K. Can. Metall. Q. 1984, 23, 309–313. [Google Scholar] [CrossRef]
- Noll, R. Laser-Induced Breakdown Spectroscopy; Springer: Berlin, Germany, 2012; Volume 15, ISBN 978-3-642-20667-2. [Google Scholar]
- NIST Atomic Spectra Database Online (U.S. Department of Commerce 2016). Available online: https://physics.nist.gov/PhysRefData/ASD/lines_form.html (accessed on 30 December 2016).
- Shin, J.; Mazumder, J. Plasma diagnostics using optical emission spectroscopy in laser drilling process. J. Laser Appl. 2016, 28, 022008. [Google Scholar] [CrossRef]
- Capitelli, M.; Colonna, G.; Gorse, C.; D’angola, A. Transport properties of high temperature air in local thermodynamic equilibrium. Eur. Phys. J. D 2000, 11, 279–289. [Google Scholar] [CrossRef]
- Hahn, D.W.; Omenetto, N. Laser-Induced Breakdown Spectroscopy (LIBS), Part I: Review of Basic Diagnostics and Plasma–Particle Interactions: Still-Challenging Issues Within the Analytical Plasma Community. Appl. Spectrosc. 2010, 64, 335A–366A. [Google Scholar] [CrossRef] [PubMed]
- Lesage, A. Experimental Stark widths and shifts for spectral lines of neutral and ionized atoms A critical review of selected data for the period 2001–2007. New Astron. Rev. 2009, 52, 471–535. [Google Scholar] [CrossRef]
- Cremers, D.A.; Radziemski, L.J. Basics of the LIBS Plasma. In Handbook of Laser-Induced Breakdown Spectroscopy; Cremers, D.A., Radziemski, L.J., Eds.; John Wiley & Sons, Ltd.: Chichester, UK, 2006; pp. 23–52. ISBN 9780470093016. [Google Scholar]
- Elsevier Science. Thakur Atomic Emission Spectroscopy. In Laser-Induced Breakdown Spectroscopy; Singh, J.P., Thakur, S.N., Eds.; Elsevier Science: Amsterdam, The Netherlands, 2007; pp. 23–48. ISBN 978-0-444-51734-0. [Google Scholar]
- Cressault, Y.; Hannachi, R.; Teulet, P.; Gleizes, A.; Gonnet, J.-P.; Battandier, J.-Y. Influence of metallic vapours on the properties of air thermal plasmas. Plasma Sources Sci. Technol. 2008, 17, 035016. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder Number | Powder Trademark | Ni | Cr | Fe | Co | W | Mo | Nb | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| 1# | Ni 107 | 71.12 | 28.88 | - | - | - | - | - | - | - |
| 2# | Ni 183 | 55.84 | 16.66 | - | 8.72 | 2.98 | 4.25 | - | 7.8 | 3.73 |
| 3# | Ni 202 | 51.58 | 26.02 | 11.53 | - | - | 3.04 | 5.67 | - | - |
| 4# | Ni 357 | 92.73 | - | - | - | - | - | - | - | 7.27 |
| Element | C | Mn | Si | Mo | Cr | P | S | Fe |
|---|---|---|---|---|---|---|---|---|
| content | 0.38–0.43 | 0.75–1.00 | 0.15–0.30 | 0.15–0.25 | 0.80–1.10 | 0.035 max | 0.040 | Balance |
| Parameter Name | Experimental Value |
|---|---|
| Laser model | Continuous wavelength (1030 nm) |
| Focusing lens 1 | Flat convex lens (CaF2 f = 50 mm) |
| Focusing lens 2 | Flat convex lens (CaF2 f = 200 mm) |
| Focal spot diameter | 0.6 mm |
| Focal spot position | 4 mm above manufacturing plane |
| Shield gas | Ar (7.06 m3/min) |
| Laser power | 1200/1600 W |
| Laser scanning speed | 10/15 mm/s |
| Laser beam size | 1 mm |
| Pre-placed powder thickness | 0.3/0.8 mm |
| Repetition times | 3 |
| Point Name | Point Location | Ni | Cr | Fe | Co | W | Mo | Nb | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| A | precipitated phase | 32.24 | 38.67 | 29.09 | - | - | - | - | - | - |
| B | Substrate | 73.04 | 23.66 | 2.37 | - | - | - | - | - | - |
| C | precipitated phase | 2.18 | 4.98 | 0.59 | 0.04 | 22.29 | 16.72 | - | 47.81 | 0.1 |
| D | Substrate | 48.06 | 18.62 | 12.70 | 7.71 | 3.12 | 3.25 | - | 3.89 | 2.66 |
| E | precipitated phase | 12.06 | 9.32 | 3.67 | - | - | 1.74 | 64.42 | 8.38 | - |
| F | Substrate | 53.87 | 25.07 | 13.55 | - | - | 3.09 | 3.80 | 0.25 | - |
| G | precipitated phase | 83.17 | - | 11.54 | 5.29 | |||||
| H | Substrate | 81.94 | 12.57 | 5.49 |
| Element | Wavelength (nm) | gikA (s−1) | Ei (eV) | Ek (eV) |
|---|---|---|---|---|
| Fe I | 361.877 | 505,000,000 | 0.990 | 4.416 |
| Fe I | 387.250 | 52,500,000 | 0.990 | 4.191 |
| Cr I | 357.869 | 1,330,000,000 | 0.000 | 3.464 |
| Cr I | 360.533 | 810,000,000 | 0.000 | 3.438 |
| Ni I | 352.454 | 500,000,000 | 0.025 | 3.542 |
| Ni I | 356.637 | 280,000,000 | 0.423 | 3.899 |
| Ni I | 357.186 | 36,000,000 | 0.165 | 3.636 |
| Ni I | 361.274 | 21,000,000 | 0.275 | 3.706 |
| Ni I | 385.830 | 48,000,000 | 0.423 | 3.636 |
| Co I | 411.877 | 130,000,000 | 1.049 | 4.059 |
| Al I | 394.401 | 49,900,000 | 0.000 | 3.143 |
| Al I | 396.152 | 98,500,000 | 0.014 | 3.143 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, S.; Liu, C. Real-Time Monitoring of Chemical Composition in Nickel-Based Laser Cladding Layer by Emission Spectroscopy Analysis. Materials 2019, 12, 2637. https://doi.org/10.3390/ma12162637
Wang S, Liu C. Real-Time Monitoring of Chemical Composition in Nickel-Based Laser Cladding Layer by Emission Spectroscopy Analysis. Materials. 2019; 12(16):2637. https://doi.org/10.3390/ma12162637
Chicago/Turabian StyleWang, Siyu, and Changsheng Liu. 2019. "Real-Time Monitoring of Chemical Composition in Nickel-Based Laser Cladding Layer by Emission Spectroscopy Analysis" Materials 12, no. 16: 2637. https://doi.org/10.3390/ma12162637