3.1. Analysis of the Relative Density of the GBCC Lattice Structure
The relative density of the lattice structure is the ratio of the volume of the lattice core to the solid core with identical thickness. The relative density is the general method to describe all lattice structure, and it is one of the key factors that affect the mechanical properties. Since the entire sandwich structure consists of many periodically distributed unit cells, the relative density of the unit cell equals the relative density of the entire structure. Therefore, only the unit cell of the lattice structure is analyzed in this paper.
The graded-density strut in
Figure 3a is cut along the surface
S1S3S7S5. The cutting section is shown in
Figure 3b, and the size is shown in
Figure 3c. To more precisely calculate the volume of the graded-density strut, the strut is cut into three parts, as shown in
Figure 3d. The middle part is a graded-density strut with a length of
l0 without boundary conditions, and the two ends are treated equivalently to a central cone and two small cones at each vertex.
Figure 3e shows only the central cone
S7-
H4H5 and cone
S7-
H′1H1,
H′1-
H″1H5 at the vertex
H1.
Figure 3f shows a schematic of the cone
S7-
H′1H1,
H′1-
H″1H5 at vertex
H1.
When the calculation is based on a strut with no boundary conditions (as shown in
Figure 1b), the overlap of the graded-density struts at the unit cell node will cause the materials to stack, thereby reducing the calculation precision of the relative density. Therefore, it is necessary to perform a calculation based on the struts with boundary constraints (
Figure 3a).
Parameters
a0 and
b0 in
Figure 3 can be obtained by Equation (5) and the Pythagoras theorem as follows:
where
K1,
K2, and
K3 are constants:
K1 =
R2 −
l2/4 − (
R + R1)
2,
K2 = 2(
R + R1)tan
ψ +
l,
K3 = 2(
R + R1)cot
ψ +
l, cot
ψ =
; tan
ψ = 1/
.
The volume
V1 of the central cone
S7-
H4H5, the volume
V2 of the cone
S7-
H′1H1 and the volume
V3 of the cone
H′1-
H″1H5 are obtained as
Thus, the volume Vl of the unit cell is obtained as
The volume Vall of the solid block is obtained as
Therefore, for the GBCC continuous lattice structure, the relative density ρ′ is
The relationship between
R1,
R2,
L and theoretical relative density is shown in
Figure 4. For the same
L, the theoretical relative density is positively correlated with
R1 and
R2. For the same
R1 or
R2, the theoretical relative density has a negative correlation with
L and a positive correlation with
R2 or
R1. The maximum value of the theoretical relative density occurs where
L is the smallest and
R1,
R2 are the largest. In addition, different combinations of
R1,
R2 and
L will have the same relative density. Therefore, the relative density of lattice structure can be made equal by changing the value of
R1,
R2 and
L, compared to the mechanical properties. The establishment of the relationship between
R1,
R2,
L and theoretical relative density provides guidance for the determination of parameters of lattice structure sample.
3.2. Force Analysis of the GBCC Lattice Structure
The force condition of the lattice unit cell largely affects the lattice structure performance of mechanical properties such as the initial stiffness and the plastic failure strength. Therefore, it is necessary for the theoretical analysis of the unit cell to establish a mechanical model.
Referring to a previous report [
12], the following assumptions can be made:
All struts in a unit cell are slender struts, idealized as Euler-Bernoulli beams;
The deformation of the strut is always on the diagonal surface of the unit cell with the strut axis. For example, the deformation of struts S1S7 and S3S5 is in the diagonal plane S1S3S7S5.
According to the above hypothesis, the strut in the unit cell can be considered a flat beam element. The beam element is subjected to the axial force, the shear force and the bending moment. The beam element is in a combined deformation state of axial compression and plane bending without rotation. For the GBCC lattice structure, each strut can be used as a unit for the mathematical analysis.
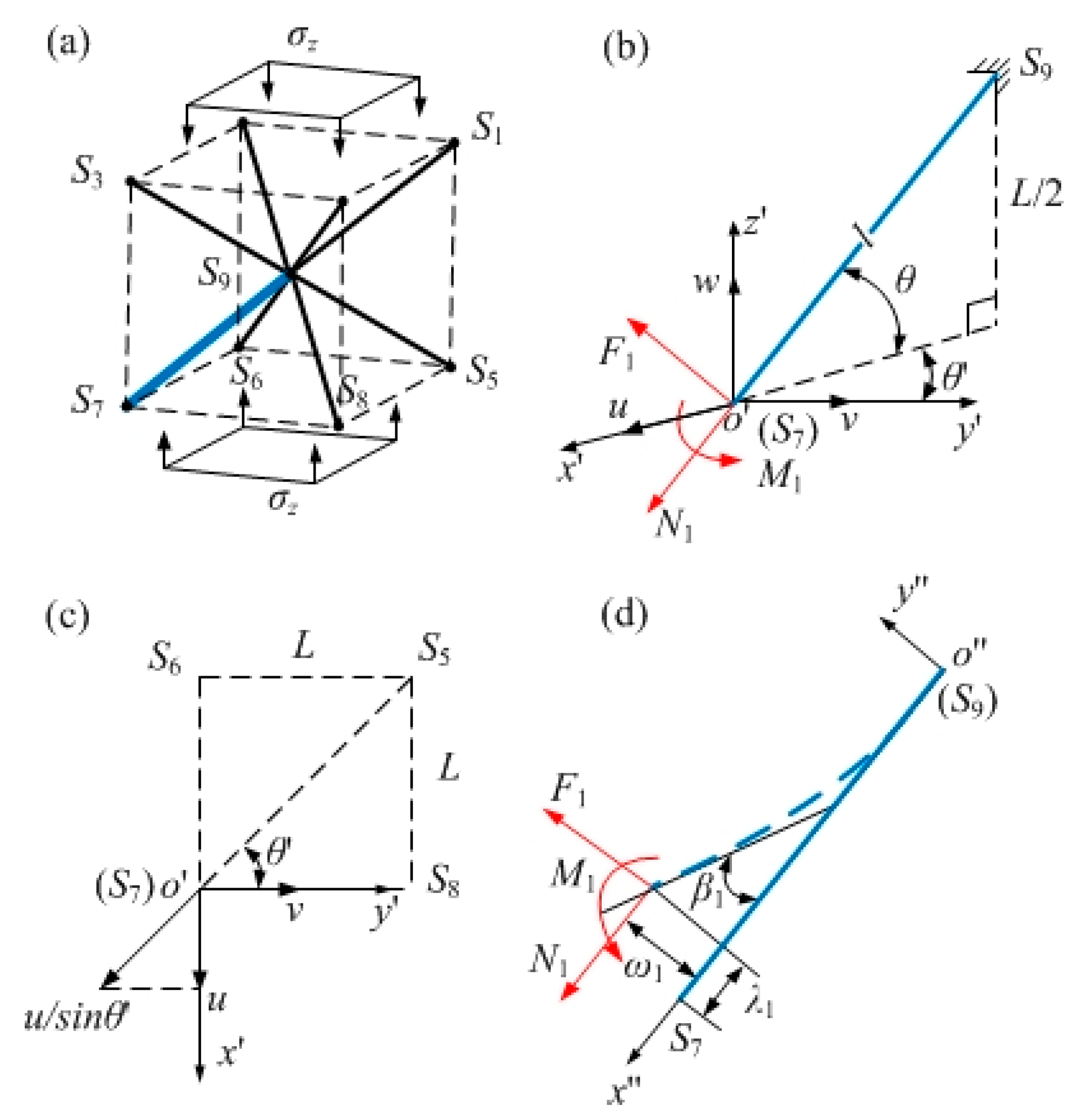
As shown in
Figure 5a, when the GBCC unit cell is subjected to a compressive stress
σz, the node can move arbitrarily in space. Since the entire unit cell is symmetric about point
S9, each strut force will cancel each other at
S9, so the node displacement at
S9 is zero. Taking strut
S7S9, for example, the angle between the strut
S7S9 and the plane
S5S6S7S8 is
θ, and the angle between
S5S7 and
S7S8 is
θ′. The displacements of
S7 in the space coordinate system
O′
x′y′z′ are (
u,
ν,
w) for the action of an axial force
N1, the tangential force
F1 and the moment
M1, as shown in
Figure 5b,c.
The deformation schematic of the GBCC unit strut is shown in
Figure 5d; with the fixed point
S9 of the equivalent cantilever beam as the origin, the plane coordinate system
O′′
x′′y′′ is established. The plane axial displacement, the deflection and the section angle of the strut are
λ1,
ω1, and
β1, respectively, which are generated by the axial force
N1, the tangential force
F1 and the bending moment
M1. The solid line is the initial state of the strut, and the dotted line is the state after deformation.
Based on the above analysis, the axial displacement of the strut can be obtained from displacement (
u, ν, w) in the space coordinate system
o′
x′
y′
z′
:According to Hooke’s law, the axial displacement of the strut under the action of axial force N1 is
In this paper, Bi = Bi(α) is a function of α, and Ci is a constant variable. In Equation (11), Es is the elastic modulus of the parent material, B1(α) = sinα/[Rsinα − (R + R1)]2, and .
Combined with Equations (10) and (11), the axial force N1 is
The tangential displacement of the strut can be obtained from the displacement (
u,
ν,
w) in the space coordinate system
o′
x′
y′
z′:
In the plane coordinate system
o″
x″
y″, since the strut is affected by both the tangential force
F1 and the bending moment
M1, according to the structural combined deformation of bending and compression, the tangential displacement of the strut under the action of the tangential force and the bending moment is
where
B2(
α) = sin
α/[
Rsin
α − (
R +
R1)]
4,
B3(
α) =
Rcos
α +
L/4,
,
.
In addition, since the lattice structure is a central symmetric structure, the bending moment at each node is identical. Thus, the bending moments
MS7 and
MS9 at
S7 and
S9 are identical and expressed as
M1 [
12]:
In combination with Equations (13)–(15), the tangential force
F1 and the bending moment
M1 are
where
According to the tangential force
F1 and the bending moment
M1 of
S7 in the space coordinate system
o′
x′
y′
z′, the force
Fz′ in the
z′ direction is
where cos
θ =
/3 and sin
θ = 1/
.
In addition, because the endpoints S5, S6, S7 and S8 of the four struts at the bottom of the unit cell are equally affected by the pressure stress σz, the z′ direction force Fz′ of each endpoint is σzL2/4.
The deformations of the strut are mainly the axial deformation and the transverse bending deformation, and its elastic strain energy includes both the axial expansion energy and the bending strain energy. Based on the work-energy principle (the strain energy of the lattice structure is the work done by the external force and moment on the structure) and Hooke’s law, the strain energy
U of the
S7S9 strut is affected by the axial force
N1, the tangential force
F1 and moment
M1, as shown below:
where B
4(α) = 2Rcosα + l, B
5(α) = B
42(α) + l
2,
,
.
There are eight struts in each unit cell, therefore, UGBCC = 8U.
The work Uw done by the compressive stress σz on the GBCC unit cell in the z′ direction is
According to the energy conservation law, the strain energy of a unit cell is equal to the work done by the external force, i.e.,
UGBCC = Uw. Combining Equations (18) and (19), the following equation is obtained:
Combining Equations (12) and (16), and changing the equation for
F1 to:
The equation for N1 can be obtained from Equation (17) and Fz′ = σzL2/4.
In combination with Equations (15), and (20)–(22),
u and
ω can be eliminated to obtain the quadratic equation of
F1:
where
With Equation (23), the tangent force
F1 is obtained:
where
According to Equations (15), (22) and (25), the axial force
N1 and the bending moment
M1 are:
To verify the correctness of Equations (25) and (26), this paper makes comparative analysis with FEA, the prediction bias
ξ1 (as shown in Equation (27)) of the theoretical model of the GBCC unit cell under the action of a certain stress
σz is listed in
Table 1. Since
F1,
N1 and
M1 can be derived from each other, the table only compares the value of
M1.
where
M1 (Theory) and
M1 (FEA) refer to the theoretical and finite element simulation values respectively.
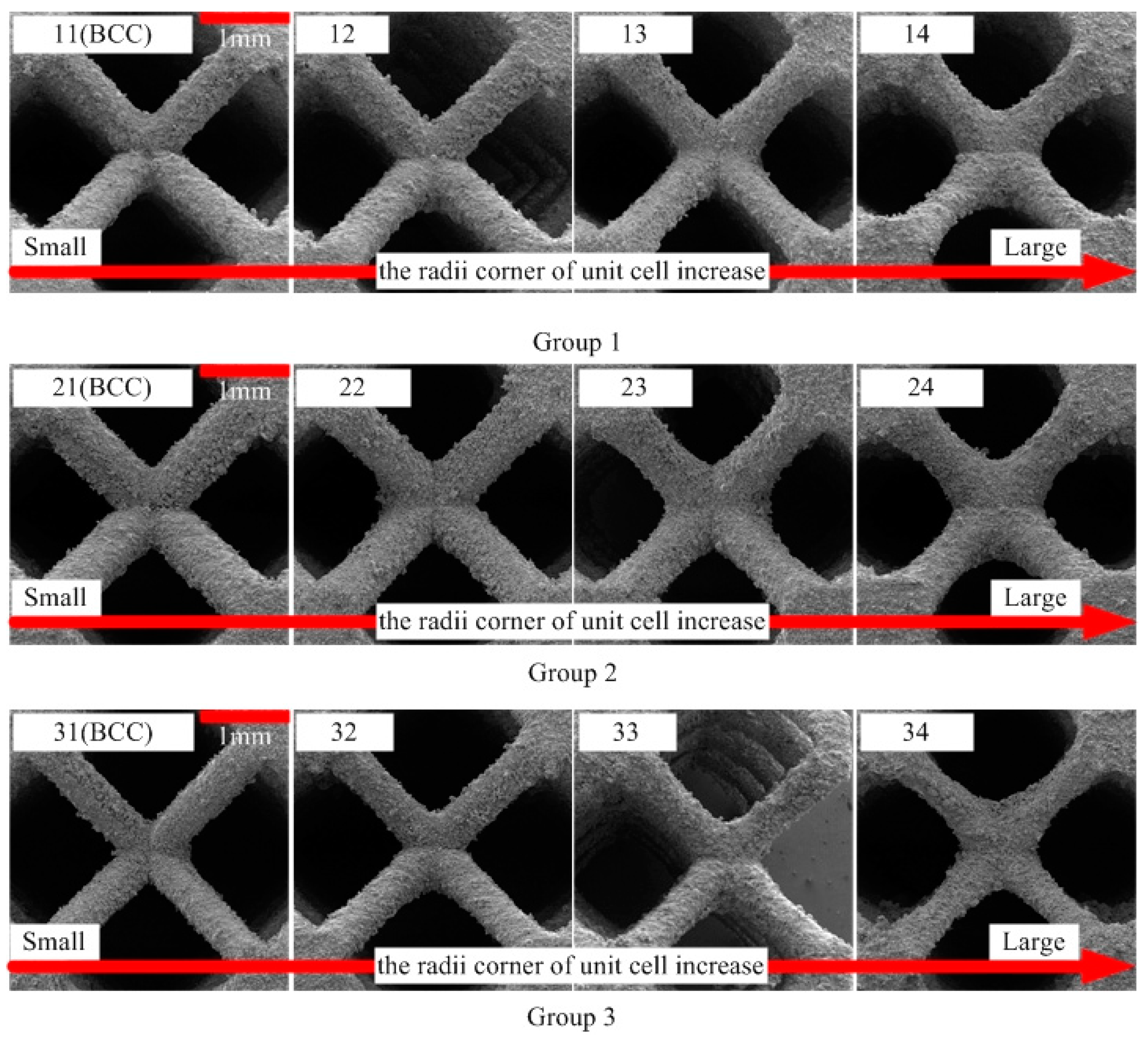
The struts of the lattice unit cell must meet certain requirements: adjacent struts can not intersect with each other, the slenderness must be greater than the ultimate slenderness and have a high fabrication accuracy, and the strut radius should be in the range 0.15 mm–0.9 mm [
16]. At the same time, in order to control the variables of
R1,
R2,
L and to change the stress in a wide range, five groups of samples are selected. It can be seen that the theoretical model has a good prediction accuracy for the selected groups of samples, which proves the correctness of the theoretical model. In addition, as the equivalent aspect ratio of the unit cell (the aspect ratio of the BCC equivalent model that has the same unit cell length and relative density as the GBCC unit cell) becomes larger, the prediction accuracy becomes better.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}