Stress Corrosion Cracking Behavior of Alloy 600 Coupled to Magnetite under High-Temperature Caustic Conditions



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Methods
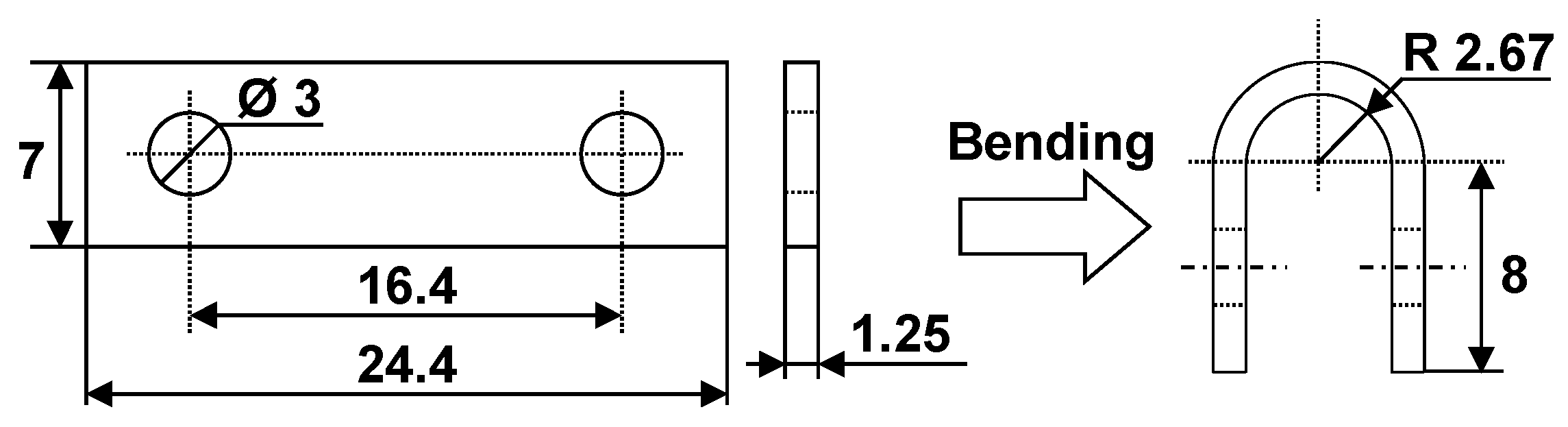
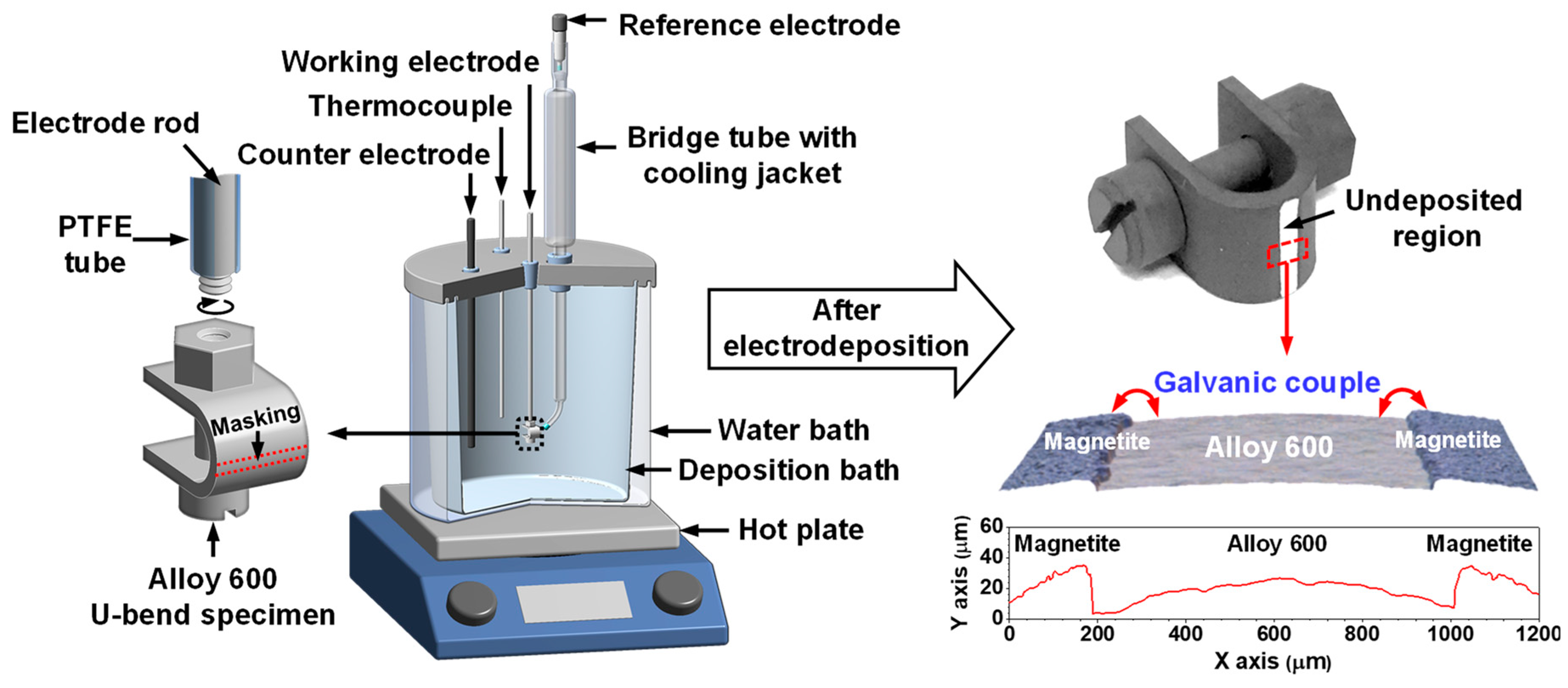
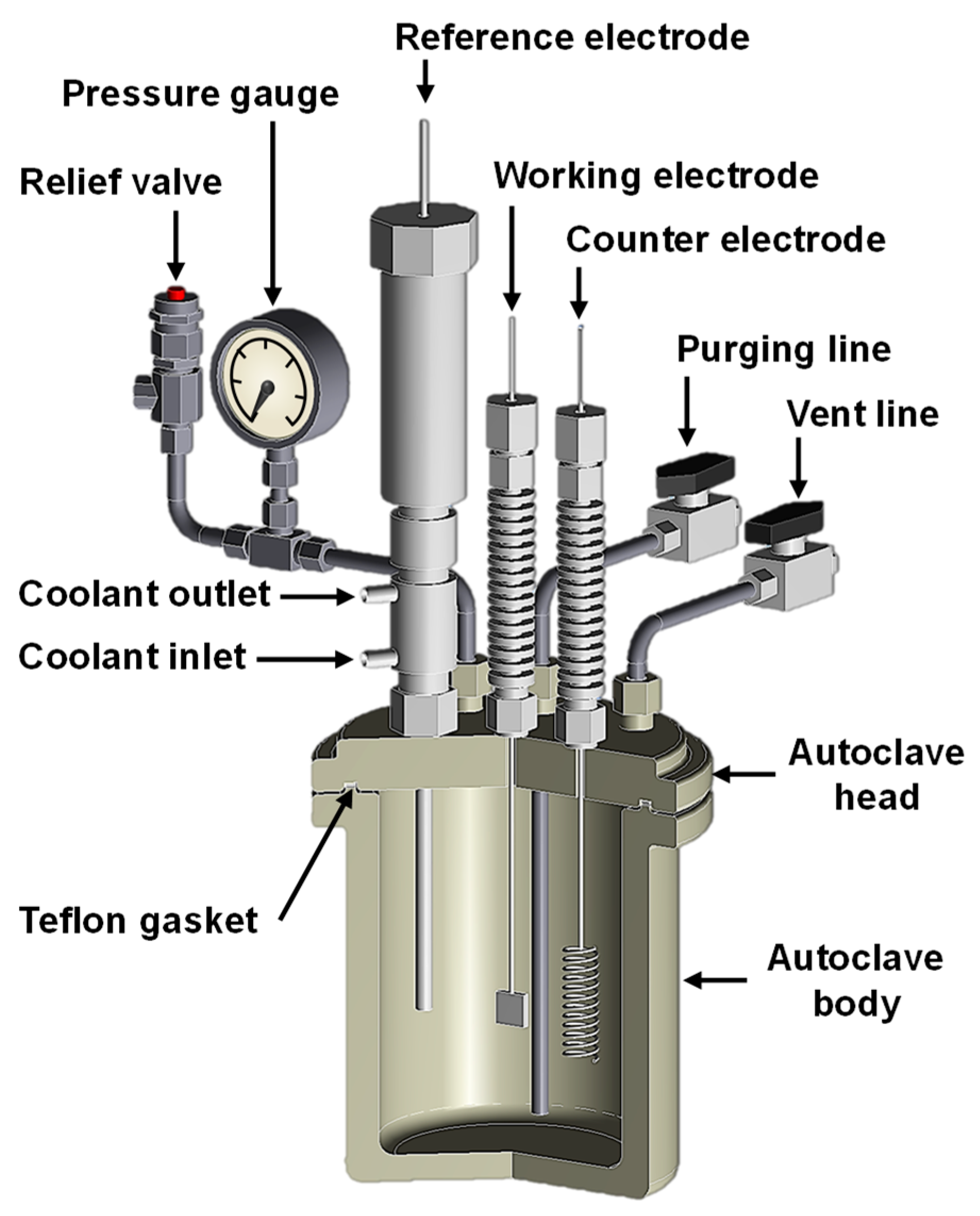
2.1. SCC Test
2.2. Potentiodynamic Polarization Test
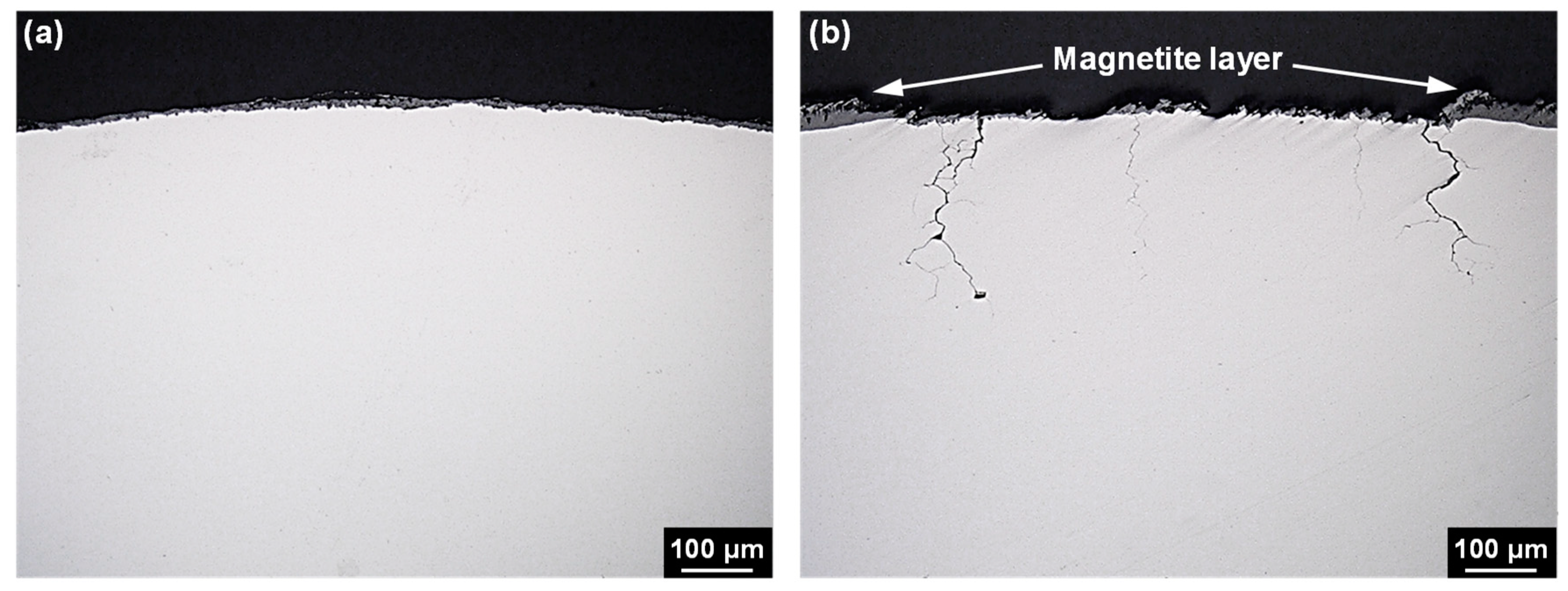
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Scott, P.M. Stress corrosion cracking in pressurized water reactors—Interpretation, modeling and remedies. Corrosion 2000, 56, 771–782. [Google Scholar] [CrossRef]
- Staehle, R.W.; Gorman, J.A. Quantitative assessment of submodes of stress corrosion cracking on the secondary side of steam generator tubing in pressurized water reactors: Part 1. Corrosion 2003, 59, 931–944. [Google Scholar] [CrossRef]
- Féron, D.; Olive, J.M. Corrosion Issues in Light Water Reactors: Stress Corrosion Cracking; Woodhead publishing: Cambridge, UK, 2007. [Google Scholar]
- Staehle, R.W.; Gorman, J.A. Quantitative assessment of submodes of stress corrosion cracking on the secondary side of steam generator tubing in pressurized water reactors: Part 2. Corrosion 2004, 60, 5–63. [Google Scholar] [CrossRef]
- Staehle, R.W.; Gorman, J.A. Quantitative assessment of submodes of stress corrosion cracking on the secondary side of steam generator tubing in pressurized water reactors: Part 3. Corrosion 2004, 60, 115–180. [Google Scholar] [CrossRef]
- Hur, D.H.; Choi, M.S.; Lee, D.H.; Song, M.H.; Han, J.H. Root causes of intergranular attack in an operating nuclear steam generator tube. J. Nucl. Mater. 2008, 375, 382–387. [Google Scholar] [CrossRef]
- EPRI. PWR Molar Ratio Control Application Guidelines; EPRI-TR-104811-V1; Electric Power Research Institute: Palo Alto, CA, USA, 1995. [Google Scholar]
- Pessal, N. Prediction of stress corrosion cracking in 10% caustic soda solutions at 315 °C. Corros. Sci. 1980, 20, 225–242. [Google Scholar] [CrossRef]
- Crum, J.R. Stress corrosion cracking testing of Inconel Alloys 600 and 690 under high-temperature caustic conditions. Corrosion 1986, 42, 368–372. [Google Scholar] [CrossRef]
- Tsai, W.T.; Sheu, M.J.; Lee, J.T. The stress corrosion crack growth rate in sensitized Alloy 600 in thiosulfate solution. Corros. Sci. 1996, 38, 33–45. [Google Scholar] [CrossRef]
- Persaud, S.Y.; Carcea, A.G.; Newman, R.C. An electrochemical study assisting the interpretation of acid sulfate stress corrosion cracking of NiCrFe alloys. Corros. Sci. 2015, 90, 383–391. [Google Scholar] [CrossRef]
- Yang, I.J. Effect of sulphate and chloride ions on the crevice chemistry and stress corrosion cracking of Alloy 600 in high temperature aqueous solutions. Corros. Sci. 1992, 33, 25–37. [Google Scholar] [CrossRef]
- Tsuda, N.; Nasu, K.; Fujimori, A.; Siratori, K. Electrical Conduction in Oxides; Springer: Berlin/Heidelberg, Germany, 2000. [Google Scholar]
- Cornell, R.M.; Schwertmann, U. The Iron Oxides: Structure, Properties, Reactions, Occurrences and Uses, 2nd ed.; Wiley-VCH GmbH & Co. KGaA: Weinheim, Germany, 2003. [Google Scholar]
- Macdonald, D.D.; Lu, P.-C.; Urquidi-Macdonald, M.; Yeh, T.-K. Theoretical estimation of crack growth rates in type 304 stainless steel in boiling-water reactor coolant environments. Corrosion 1996, 52, 768–785. [Google Scholar] [CrossRef]
- Lee, S.-K.; Kramer, D.; Macdonald, D.D. On the shape of stress corrosion cracks in sensitized Type 304 SS in Boiling Water Reactor primary coolant piping at 288 °C. J. Nucl. Mater. 2014, 454, 359–372. [Google Scholar] [CrossRef]
- Jeon, S.-H.; Song, G.D.; Hur, D.H. Effects of deposition potentials on the morphology and structure of iron-based films on carbon steel substrate in an alkaline solution. Adv. Mater. Sci. Eng. 2016. [Google Scholar] [CrossRef]
- Jeon, S.-H.; Choi, W.-I.; Song, G.D.; Son, Y.-H.; Hur, D.H. Influence of surface roughness and agitation on the morphology of magnetite films electrodeposited on carbon steel substrates. Coatings 2016, 6. [Google Scholar] [CrossRef]
- Song, G.D.; Jeon, S.-H.; Kim, J.G.; Hur, D.H. Galvanic effect of magnetite on the corrosion behavior of carbon steel in deaerated alkaline solutions under flowing conditions. Corros. Sci. 2018, 131, 71–80. [Google Scholar] [CrossRef]
- Macdonald, D.D.; Scott, A.C.; Wentrcek, P. External reference electrodes for use in high temperature aqueous systems. J. Electrochem. Soc. 1979, 124, 908–911. [Google Scholar] [CrossRef]
- Macdonald, D.D.; Scott, A.C.; Wentrcek, P. Silver-silver chloride thermocells and thermal liquid junction potentials for potassium chloride solutions at elevated temperatures. J. Electrochem. Soc. 1979, 126, 1618–1624. [Google Scholar] [CrossRef]
- Jones, D.A. Principles and Prevention of Corrosion, 2nd ed.; Prentice-Hall: New York, NY, USA, 1991. [Google Scholar]
- Pessall, N.; Airey, G.P.; Lingenfelter, B.P. The influence of thermal treatment on the SCC behavior of inconel Alloy 600 at controlled potentials in 10% caustic soda solutions at 315 °C. Corrosion 1979, 35, 100–107. [Google Scholar] [CrossRef]
- Bandy, R.; Roberge, R.; Van Rooyen, D. Intergranular failures of Alloy 600 in high temperature caustic environment. Corrosion 1985, 41, 142–150. [Google Scholar] [CrossRef]
- Bandy, R.; Van Rooyen, D. Mechanisms of stress corrosion cracking and intergranular attack in alloy 600 in high temperature caustic and pure water. J. Mater. Energy Syst. 1985, 7, 237–245. [Google Scholar] [CrossRef] [Green Version]
- Choi, W.I.; Song, G.D.; Jeon, S.H.; Kim, S.J.; Hur, D.H. Magnetite-accelerated stress corrosion cracking of alloy 600 in water containing 100 ppm lead oxide at 315 °C. J. Nucl. Mater. 2019, 522, 54–63. [Google Scholar] [CrossRef]
- Li, J.; Lu, Y.H. Effects of displacement amplitude on fretting wear behaviors and mechanism of Inconel 600 alloy. Wear 2013, 304, 223–230. [Google Scholar] [CrossRef]
- Mischler, S.D.; Landol, D. Wear-accelerated corrosion of passive metals in tribocorrosion systems. J. Electrochem. Soc. 1998, 145, 750–758. [Google Scholar] [CrossRef]
- Ovanessian, B.T.; Mary, N.; Normand, B. Passivity breakdown of Ni-Cr alloys: From anions interactions to stable pits growth. J. Electrochem. Soc. 2016, 163, C410–C419. [Google Scholar] [CrossRef]





© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, G.D.; Han, J.; Jeon, S.-H.; Hur, D.H. Stress Corrosion Cracking Behavior of Alloy 600 Coupled to Magnetite under High-Temperature Caustic Conditions. Materials 2019, 12, 2091. https://doi.org/10.3390/ma12132091
Song GD, Han J, Jeon S-H, Hur DH. Stress Corrosion Cracking Behavior of Alloy 600 Coupled to Magnetite under High-Temperature Caustic Conditions. Materials. 2019; 12(13):2091. https://doi.org/10.3390/ma12132091
Chicago/Turabian StyleSong, Geun Dong, Jeoh Han, Soon-Hyeok Jeon, and Do Haeng Hur. 2019. "Stress Corrosion Cracking Behavior of Alloy 600 Coupled to Magnetite under High-Temperature Caustic Conditions" Materials 12, no. 13: 2091. https://doi.org/10.3390/ma12132091