Composite Film Based on Pulping Industry Waste and Chitosan for Food Packaging

 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Characterization of WAH
2.3. Preparation of WAH/CS Composite Films
2.4. Characterization of WAH/CS Composite Films
2.5. Measurement of Thickness
2.6. Light Transmittance
2.7. Tensile Strength Testing
2.8. Thermal Behavior Analysis
2.9. Oxygen Transfer Rate
2.10. Water Vapor Permeability
3. Results and Discussion
3.1. Components of Wood Auto-Hydrolysate
3.2. Structural Analysis of WAH/CS Composite Films
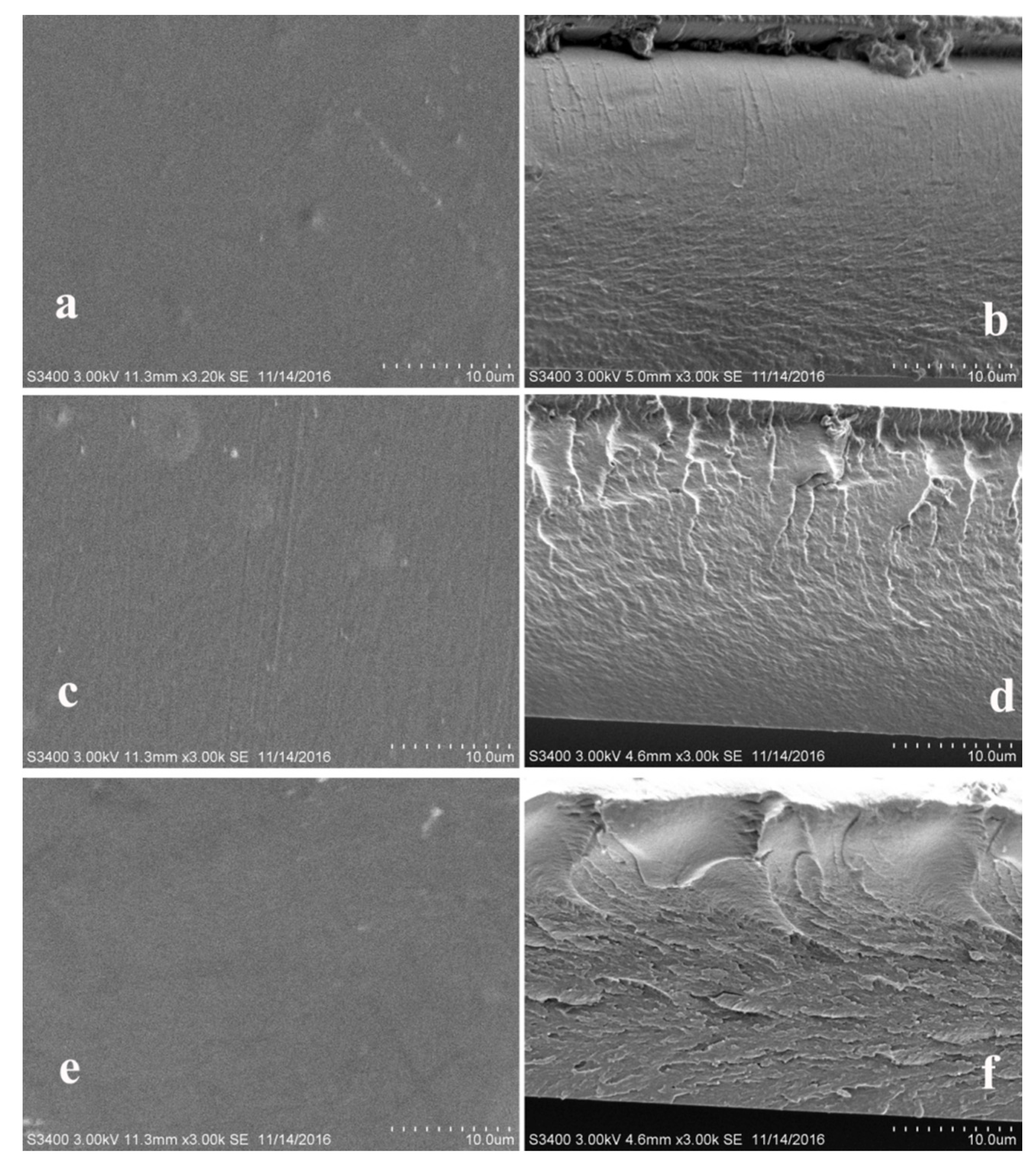
3.3. Morphology of WAH/CS Composite Films
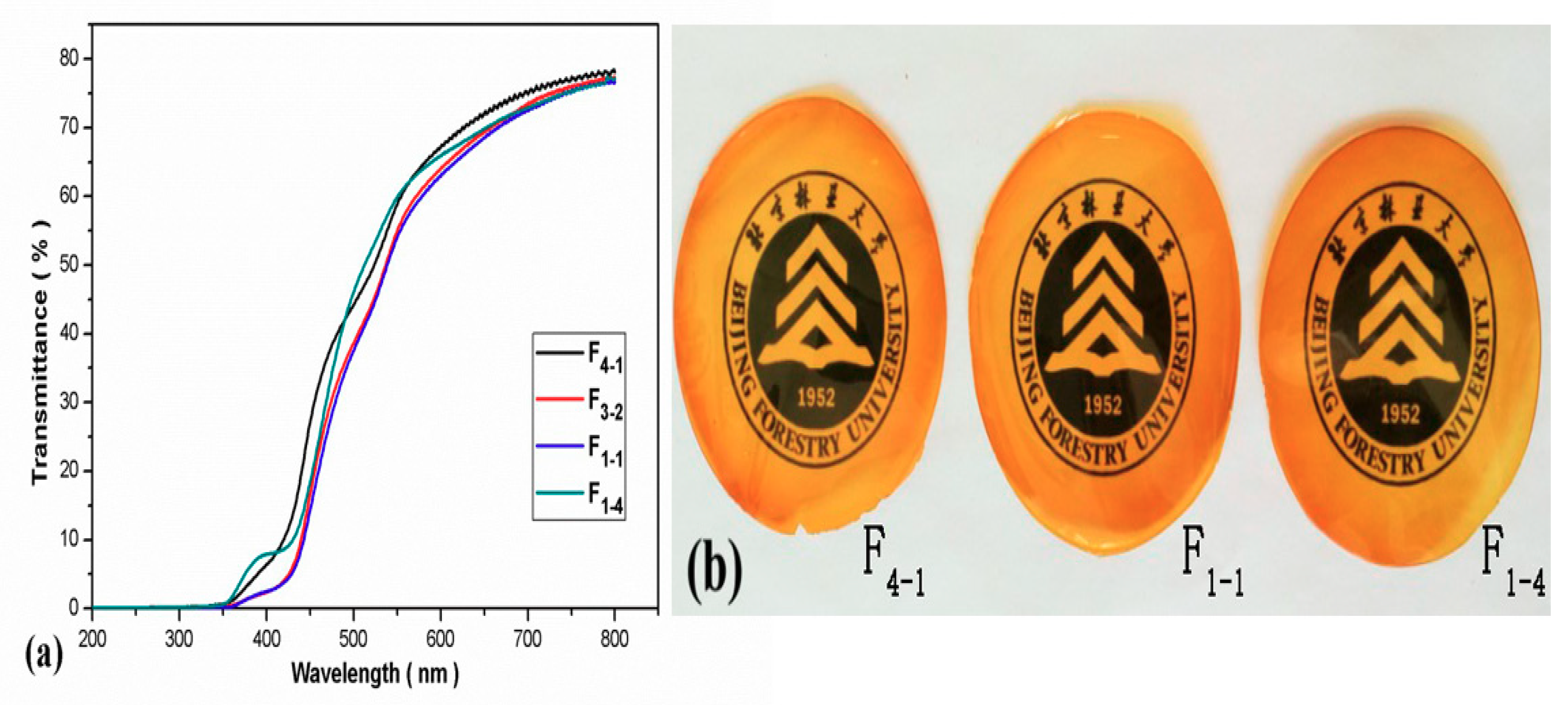
3.4. UV-Vis Transmittance of WAH/CS Composite Films
3.5. Mechanical Properties of WAH/CS Composite Films
3.6. Thermal Behavior of WAH/CS Composite Films
3.7. Permeability Analysis of WAH/CS Composite Films
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Ragauskas, A.J.; Williams, C.K.; Davison, B.H.; Britovsek, G.; Cairney, J.; Eckert, C.A.; Frederick, W.J.; Hallett, J.P.; Leak, D.J.; Liotta, C.L. The path forward for biofuels and biomaterials. Science 2006, 311, 484–489. [Google Scholar] [CrossRef] [PubMed]
- Edlund, U.; Ryberg, Y.Z.; Albertsson, A.C. Barrier films from renewable forestry waste. Biomacromolecules 2010, 11, 2532–2538. [Google Scholar] [CrossRef] [PubMed]
- Mendes, F.R.S.; Bastos, M.S.R.; Mendes, L.G.; Silva, A.R.A.; Sousa, F.D.; Monteiro-Moreira, A.C.O.; Cheng, H.N.; Biswas, A.; Moreira, R.A. Preparation and evaluation of hemicellulose films and their blends. Food Hydrocoll. 2017, 70, 181–190. [Google Scholar] [CrossRef]
- Azeredo, H.M.C.; Kontou-Vrettou, C.; Moates, G.K.; Wellner, N.; Cross, K.; Pereira, P.H.F.; Waldron, K.W. Wheat straw hemicellulose films as affected by citric acid. Food Hydrocoll. 2015, 50, 1–6. [Google Scholar] [CrossRef]
- Chen, G.G.; Qi, X.M.; Guan, Y.; Peng, F.; Yao, C.L.; Sun, R.C. High Strength hemicellulose-based nanocomposite film for food packaging applications. ACS Sustain. Chem. Eng. 2016, 4, 1985–1993. [Google Scholar] [CrossRef]
- Hansen, N.M.; Plackett, D. Sustainable films and coatings from hemicelluloses: A review. Biomacromolecules 2008, 9, 1493–1505. [Google Scholar] [CrossRef] [PubMed]
- Peng, F.; Ren, J.L.; Xu, F.; Bian, J.; Peng, P.; Sun, R.C. Fractionation of alkali-solubilized hemicelluloses from delignified Populus gansuensis: Structure and properties. J. Agric. Food Chem. 2010, 58, 5743–5750. [Google Scholar] [CrossRef] [PubMed]
- Ibn Yaich, A.; Edlund, U.; Albertsson, A.C. Transfer of biomatrix/wood cell interactions to hemicellulose-based materials to control water interaction. Chem. Rev. 2017, 117, 8177–8207. [Google Scholar] [CrossRef] [PubMed]
- Arnon, H.; Zaitsev, Y.; Porat, R.; Poverenov, E. Effects of carboxymethyl cellulose and chitosan bilayer edible coating on postharvest quality of citrus fruit. Postharvest Biol. Technol. 2014, 87, 21–26. [Google Scholar] [CrossRef]
- Muscat, D.; Adhikari, B.; Adhikari, R.; Chaudhary, D.S. Comparative study of film forming behaviour of low and high amylose starches using glycerol and xylitol as plasticizers. J. Food Eng. 2012, 109, 189–201. [Google Scholar] [CrossRef]
- Ghanbarzadeh, B.; Almasi, H.; Entezami, A.A. Physical properties of edible modified starch/carboxymethyl cellulose films. Innov. Food Sci. Emerg. Technol. 2010, 11, 697–702. [Google Scholar] [CrossRef]
- Peng, F.; Ren, J.L.; Xu, F.; Bian, J.; Peng, P.; Sun, R.C. Comparative study of hemicelluloses obtained by graded ethanol precipitation from sugarcane bagasse. J. Agric. Food Chem. 2009, 57, 6305–6317. [Google Scholar] [CrossRef] [PubMed]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of structural carbohydrates and lignin in biomass. Lab. Anal. Proced. 2008, 1617, 1–16. [Google Scholar]
- Luo, Y.; Ling, Y.; Wang, X.; Han, Y.; Zeng, X.; Sun, R.C. Maillard reaction products from chitosan-xylan ionic liquid solution. Carbohydr. Polym. 2013, 98, 835–841. [Google Scholar] [CrossRef] [PubMed]
- Sousa, S.; Ramos, A.; Evtuguin, D.V.; Gamelas, J.A. Xylan and xylan derivatives-their performance in bio-based films and effect of glycerol addition. Ind. Crop. Prod. 2016, 94, 682–689. [Google Scholar] [CrossRef]
- Kumaran, M. Interlaboratory comparison of the ASTM standard test methods for water vapor transmission of materials (E96-95). J. Test. Eval. 1998, 26, 83–88. [Google Scholar]
- Umemura, K.; Kawai, S. Preparation and characterization of Maillard reacted chitosan films with hemicellulose model compounds. J. Appl. Polym. Sci. 2008, 108, 2481–2487. [Google Scholar] [CrossRef]
- Marchessault, R.H.; Liang, C.Y. The infrared spectra of crystalline polysaccharides. VIII. Xylans. Int. J. Polym. Sci. 1962, 59, 357–378. [Google Scholar] [CrossRef]
- Chatjigakisa, A.K.; Pappasa, C.; Proxeniab, N.; Kalantzib, O.; Rodisb, P.; Polissioua, M. FT-IR spectroscopic determination of the degree of esterification of cell wall pectins from stored peaches and correlation to textural changes. Carbohydr. Polym. 1998, 37, 395–408. [Google Scholar] [CrossRef]
- Sun, R.C.; Tomkinson, J. Characterization of hemicelluloses isolated with tetraacetylethylenediamine activated peroxide from ultrasound irradiated and alkali pre-treated wheat straw. Eur. Polym. J. 2003, 39, 751–759. [Google Scholar] [CrossRef]
- Ren, J.L.; Sun, R.C.; Liu, C.F.; Lin, L.; He, B.H. Synthesis and characterization of novel cationic SCB hemicelluloses with a low degree of substitution. Carbohydr. Polym. 2007, 67, 347–357. [Google Scholar] [CrossRef]
- Dash, M.; Chiellini, F.; Ottenbrite, R.M.; Chiellini, E. Chitosan-a versatile semi-synthetic polymer in biomedical applications. Prog. Polym. Sci. 2011, 36, 981–1014. [Google Scholar] [CrossRef]
- Alekhina, M.; Mikkonen, K.S.; Alén, R.; Tenkanen, M.; Sixta, H. Carboxymethylation of alkali extracted xylan for preparation of bio-based packaging films. Carbohydr. Polym. 2014, 100, 89–96. [Google Scholar] [CrossRef] [PubMed]
- Gabrielii, I.; Gatenholm, P.; Glasser, W.G.; Jain, R.K.; Kenne, L. Separation, characterization and hydrogel-formation of hemicellulose from aspen wood. Carbohydr. Polym. 2000, 43, 367–374. [Google Scholar] [CrossRef]
- González-Estrada, R.; Calderón-Santoyo, M.; Carvajal-Millan, E.; Valle, F.D.J.A.; Ragazzo-Sánchez, J.A.; Brown-Bojorquez, F.; Rascón-Chu, A. Covalently cross-linked arabinoxylans films for Debaryomyces hansenii entrapment. Molecules 2015, 20, 11373–11386. [Google Scholar] [CrossRef] [PubMed]
- Sárossy, Z.; Blomfeldt, T.O.J.; Hedenqvist, M.S.; Koch, C.B.; Ray, S.S.; Plackett, D. Composite films of arabinoxylan and fibrous sepiolite: Morphological, mechanical and barrier properties. ACS Appl. Mater. Interfaces 2012, 4, 3378–3386. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hettrich, K.; Fischer, S.; Schroder, N.; Engelhardt, J.; Drechsler, U.; Loth, F. Derivatization and characterization of xylan from oat spelts. Macromol. Symp. 2005, 232, 37–48. [Google Scholar] [CrossRef]
- Fukuzumi, H.; Saito, T.; Iwata, T.; Kumamoto, Y.; Isogai, A. Transparent and high gas barrier films of cellulose nanofibers prepared by TEMPO-mediated oxidation. Biomacromolecules 2009, 10, 162–165. [Google Scholar] [CrossRef] [PubMed]
- Hartman, J.; Albertsson, A.C.; Lindblad, M.S.; Sjöberg, J. Oxygen barrier materials from renewable sources: Material properties of softwood hemicellulose-based films. J. Appl. Polym. Sci. 2006, 100, 2985–2991. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Name | WH (2 wt % v/v) | Chitosan (2 wt % v/v) |
|---|---|---|
| F4-1 | 80 | 20 |
| F3-2 | 60 | 40 |
| F1-1 | 50 | 50 |
| F2-3 | 40 | 60 |
| F1-4 | 20 | 80 |
| Sample | Tensile Strength (MPa) | Tensile Strain at Break (%) | Thickness (μm) | |
| F3-2 | 28.2 ± 1.3 | 2.3 ± 0.1 | 43.1 ± 3.0 | |
| F1-1 | 49.5 ± 1.8 | 2.5 ± 0.2 | 42.9 ± 2.0 | |
| F2-3 | 67.5 ± 2.0 | 3.2 ± 0.2 | 45.5 ± 3.0 | |
| F1-4 | 71.2 ± 1.5 | 6.1 ± 0.1 | 50.5 ± 2.0 | |
| Films Reported in Literature | ||||
| Major Component (Reference) | Additional Components % (w/w) | Thickness (μm) | Tensile Strength (MPa) | Tensile Strain (%) |
| Xylan [15] | 290–380 | 1.1–1.4 | 45.6–56.8 | |
| Arabinoxylan [25] | 2.7–20 glycerol | 22–28 | 9.7–46.5 | 5.6–12.1 |
| Chitosan [26] | 50–70D-mannan | – | 50–60 | – |
| Curve | WAH | CS | F4-1 | F1-1 | F1-4 |
|---|---|---|---|---|---|
| Tonset (°C) | 158.1 | 243.2 | 183.4 | 204.2 | 237.6 |
| Tmax (°C) | 204.3 | 302.7 | 284.7 | 270.4 | 276.4 |
| Residual (wt %) at 700 °C | 20.6 | 27.9 | 33.2 | 35.3 | 34.8 |
| Sample | OTR (cm3·m−2·24 h−1·kPa−1) | WVP (×10−10 g·cm·cm−2·s−1·mmHg−1) | Test Area (cm2) |
| F3-2 | 0.34 ± 0.05 | 2.42 ± 0.33 | 5.0 |
| F1-1 | 0.16 ± 0.01 | 2.17 ± 0.24 | 5.0 |
| F2-3 | 0.30 ± 0.06 | 2.28 ± 0.19 | 5.0 |
| F1-4 | 0.29 ± 0.05 | 3.82 ± 0.36 | 5.0 |
| Films Reported in Literatures | |||
| Major Component (References) | Additional Components % (w/w) | Average Thickness (μm) | OTR (cm3·m−2·24 h−1·kPa−1) |
| Arabinoxylan [27] | 40 sorbitol | 20-50 | 4.7 |
| Polylactic acid Figurefilm [28] | – | 25 | 18.65 |
| AcGGM [29] | 35 CMC | 30–60 | 1.28 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, J.-D.; Niu, Y.-S.; Yue, P.-P.; Hu, Y.-J.; Bian, J.; Li, M.-F.; Peng, F.; Sun, R.-C. Composite Film Based on Pulping Industry Waste and Chitosan for Food Packaging. Materials 2018, 11, 2264. https://doi.org/10.3390/ma11112264
Xu J-D, Niu Y-S, Yue P-P, Hu Y-J, Bian J, Li M-F, Peng F, Sun R-C. Composite Film Based on Pulping Industry Waste and Chitosan for Food Packaging. Materials. 2018; 11(11):2264. https://doi.org/10.3390/ma11112264
Chicago/Turabian StyleXu, Ji-Dong, Ya-Shuai Niu, Pan-Pan Yue, Ya-Jie Hu, Jing Bian, Ming-Fei Li, Feng Peng, and Run-Cang Sun. 2018. "Composite Film Based on Pulping Industry Waste and Chitosan for Food Packaging" Materials 11, no. 11: 2264. https://doi.org/10.3390/ma11112264