

Techno-Economic Analysis of Succinic Acid Production from Sugar-Rich Wastewater

 , ,
, ,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
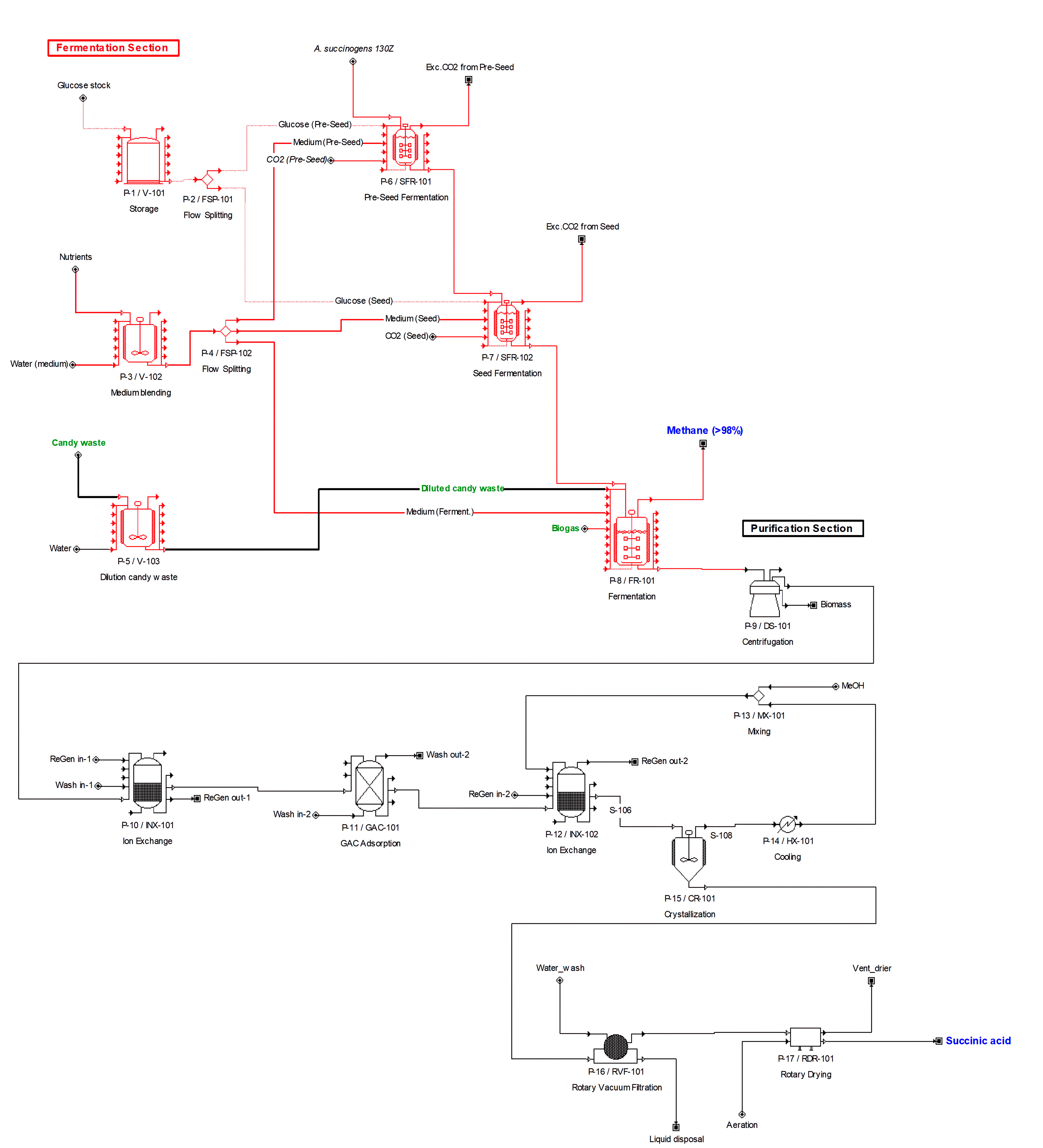
2.1. Base-Case Process Design
2.2. Process Design Scenarios
2.3. Downstream Process Simulation
2.4. Economic and Sustainability Analysis
3. Results and Discussion
3.1. Technical Evaluation
3.2. Economic Evaluation
3.2.1. Capital Investment Estimation
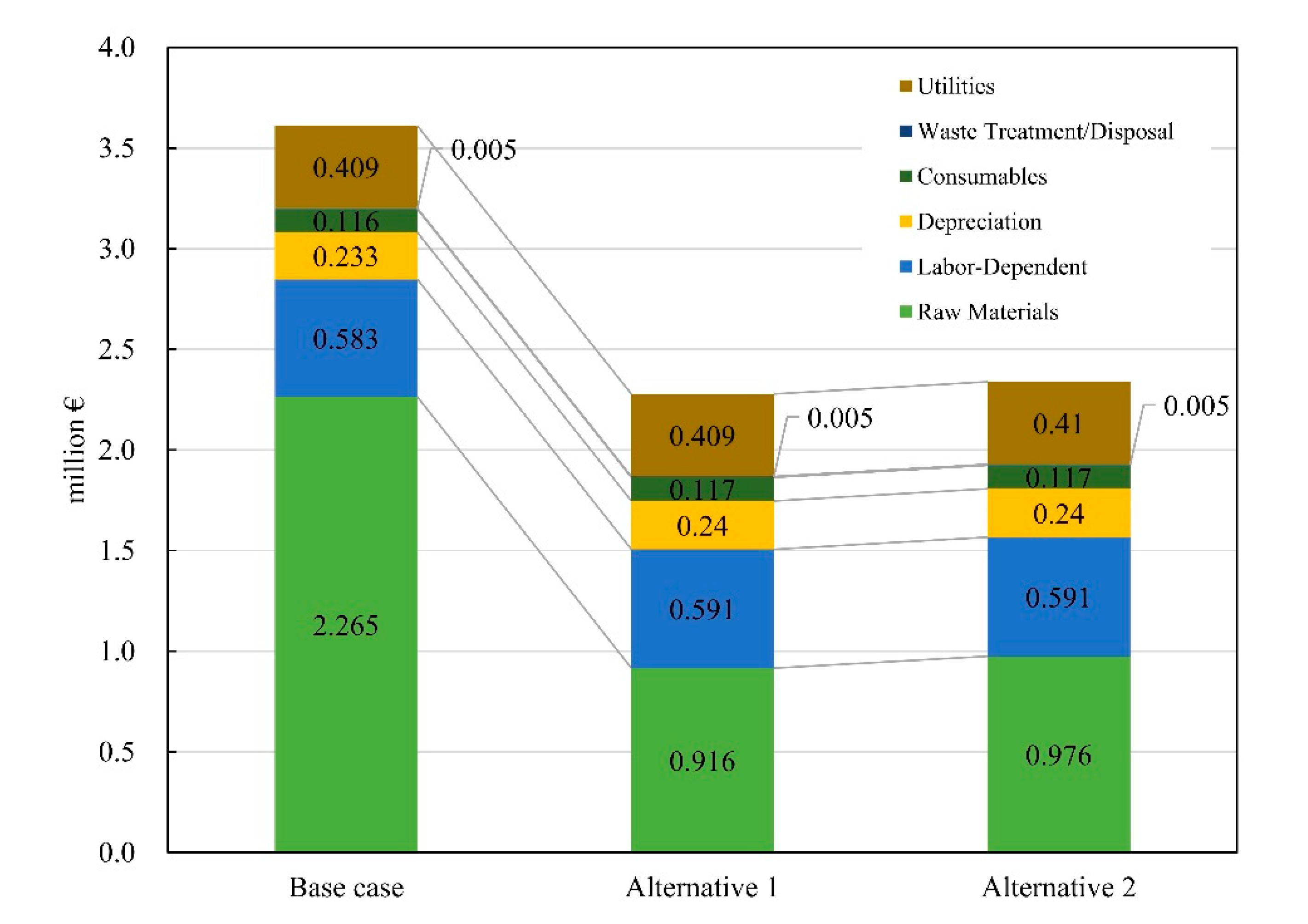
3.2.2. Estimation of the Cost of Manufacture
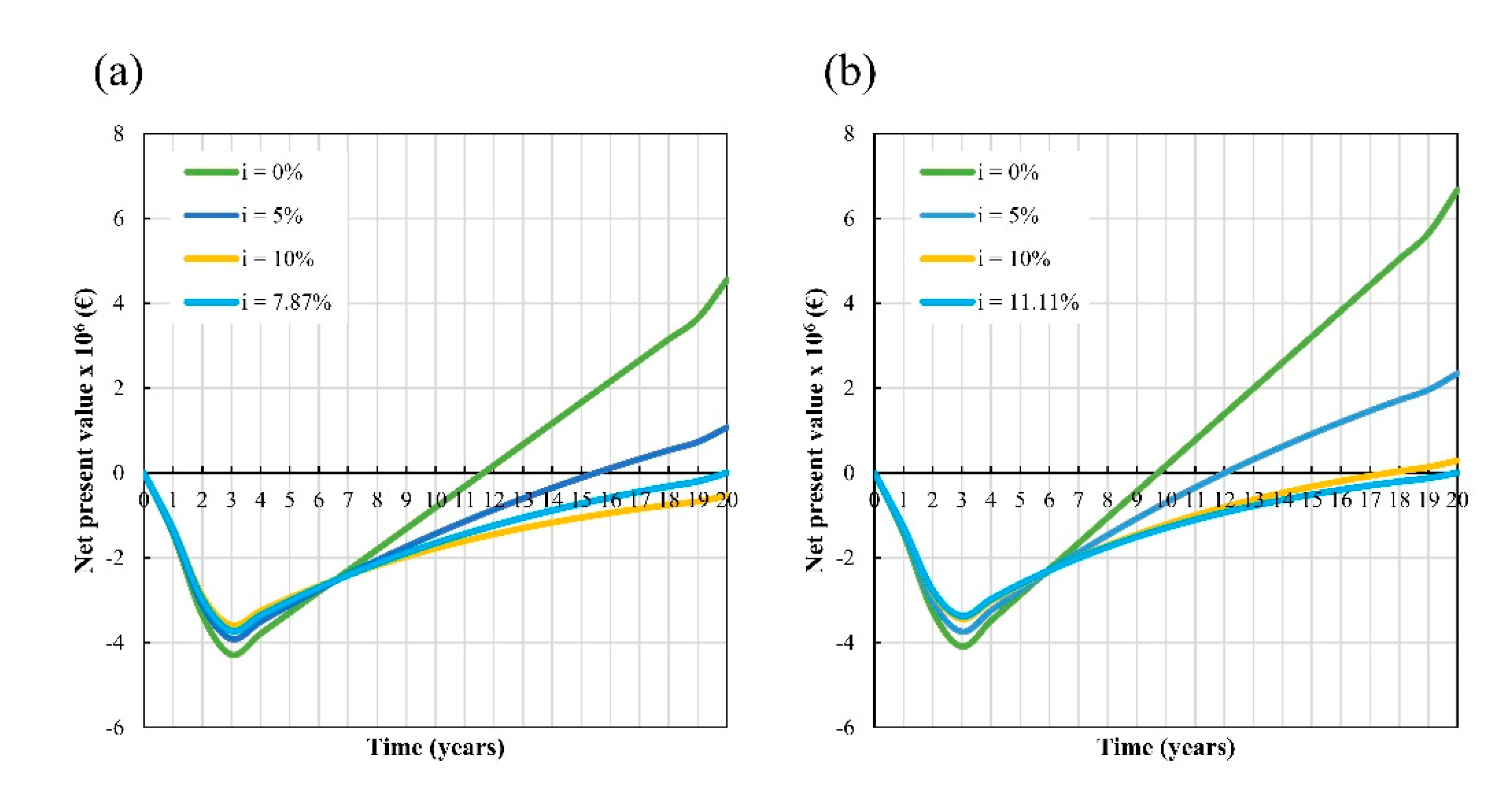
3.2.3. Profitability Analysis
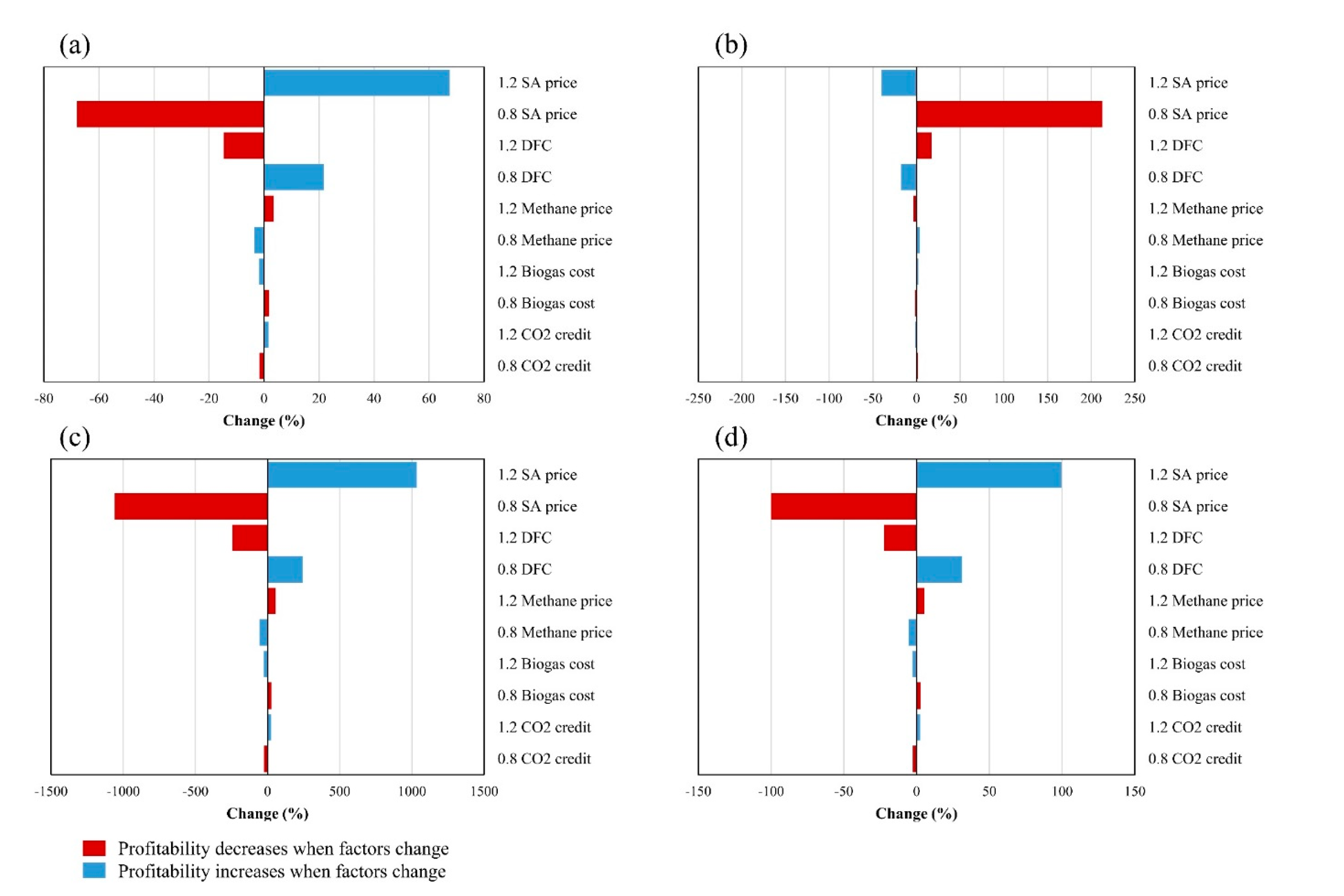
3.2.4. Sensitivity Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| SA | succinic acid |
| NPV | net present value |
| IRR | internal rate of return |
| PBP | payback period |
| ROI | return on investment |
| DFC | direct fixed capital |
| TCI | total capital investment |
| MSP | minimum selling prices |
References
- Mancini, E.; Mansouri, S.S.; Gernaey, K.V.; Luo, J.; Pinelo, M. From second generation feed-stocks to innovative fermentation and downstream techniques for succinic acid production. Crit. Rev. Environ. Sci. Technol. 2020, 50, 1829–1873. [Google Scholar] [CrossRef]
- Bio-Succinic Acid Market Size, Share & Trends Analysis Report by Application. Available online: https://www.grandviewresearch.com/industry-analysis/bio-succinic-acid-market (accessed on 10 March 2023).
- Succinic Acid Market Size, Share & Trends Analysis Report by Type. Available online: https://www.grandviewresearch.com/industry-analysis/succinic-acid-market (accessed on 10 March 2023).
- Stylianou, E.; Pateraki, C.; Ladakis, D.; Cruz-Fernández, M.; Latorre-Sánchez, M.; Coll, C.; Koutinas, A. Evaluation of organic fractions of municipal solid waste as renewable feedstock for succinic acid production. Biotechnol. Biofuels 2020, 13, 1–16. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Klein, B.C.; Silva, J.F.; Junqueira, T.L.; Rabelo, S.C.; Arruda, P.V.; Ienczak, J.L.; Mantelatto, P.E.; Pradella, J.G.C.; Junior, S.V.; Bonomi, A. Process development and techno-economic analysis of bio-based succinic acid derived from pentoses integrated to a sugarcane biorefinery. Biofuels Bioprod. Biorefining 2017, 11, 1051–1064. [Google Scholar] [CrossRef]
- Sardon, H.; Mecerreyes, D.; Basterretxea, A.; Averous, L.; Jehanno, C. From lab to market: Current strategies for the production of biobased polyols. ACS Sustain. Chem. Eng. 2021, 9, 10664–10677. [Google Scholar] [CrossRef]
- Gadkari, S.; Kumar, D.; Qin, Z.H.; Lin CS, K.; Kumar, V. Life cycle analysis of fermentative production of succinic acid from bread waste. Waste Manag. 2021, 126, 861–871. [Google Scholar] [CrossRef]
- Okoro, O.V.; Shavandi, A. An assessment of the utilization of waste apple slurry in bio-succinic acid and bioenergy production. Int. J. Environ. Sci. Technol. 2022, 19, 1323–1334. [Google Scholar] [CrossRef]
- Ghayur, A.; Verheyen, T.V.; Meuleman, E. Techno-economic analysis of a succinic acid biorefinery coproducing acetic acid and dimethyl ether. J. Clean. Prod. 2019, 230, 1165–1175. [Google Scholar] [CrossRef]
- Stylianou, E.; Pateraki, C.; Ladakis, D.; Vlysidis, A.; Koutinas, A. Optimization of fermentation medium for succinic acid production using Basfia succiniciproducens. Environ. Technol. Innov. 2021, 24, 101914. [Google Scholar] [CrossRef]
- Lawson, N.; Alvarado-Morales, M.; Tsapekos, P.; Angelidaki, I. Techno-economic assessment of biological biogas upgrading based on danish biogas plants. Energies 2021, 14, 8252. [Google Scholar] [CrossRef]
- Gunnarsson, I.l.B.; Alvarado-Morales, M.; Angelidaki, I. Utilization of CO2 fixating bacterium Actinobacillus succinogenes 130Z for simultaneous biogas upgrading and biosuccinic acid production. Environ. Sci. Technol. 2014, 48, 12464–12468. [Google Scholar] [CrossRef] [Green Version]
- EBA Biogas Trends for This Year. Available online: https://www.europeanbiogas.eu/biogas-trends-for-this-year/ (accessed on 23 December 2022).
- Saxena, R.K.; Saran, S.; Isar, J.; Kaushik, R. Production and applications of succinic acid. In Current Developments in Biotechnology and Bioengineering; Elsevier: Amsterdam, The Netherlands, 2017; pp. 601–630. [Google Scholar]
- Neosuccess Project. Available online: https://neosuccess-project.eu/ (accessed on 10 March 2023).
- Vigato, F.; Angelidaki, I.; Woodley, J.M.; Alvarado-Morales, M. Dissolved CO2 profile in bio-succinic acid production from sugars-rich industrial waste. Biochem. Eng. J. 2022, 187, 108602. [Google Scholar] [CrossRef]
- Athimulam, A.; Kumaresan, S.; Foo, D.C.Y.; Sarmidi, M.R.; Aziz, R.A. Modelling and optimization of Eurycoma longifolia water extract production. Food Bioprod. Process. 2006, 84, 139–149. [Google Scholar] [CrossRef] [Green Version]
- Ernst, S.; Garro, O.A.; Winkler, S.; Venkataraman, G.; Langer, R.; Cooney, C.L.; Sasisekharan, R. Process simulation for recombinant protein production: Cost estimation and sensitivity analysis for heparinase I expressed in Escherichia coli. Biotechnol. Bioeng. 1997, 53, 575–582. [Google Scholar] [CrossRef]
- Villadsen, J. Kinetics of Bio-Reactions. In Fundamental Bioengineering; John Wiley & Sons: Hoboken, NJ, USA, 2015; pp. 183–232. [Google Scholar]
- Dickson, R.; Mancini, E.; Garg, N.; Woodley, J.M.; Gernaey, K.V.; Pinelo, M.; Liu, J.; Mansouri, S.S. Sustainable bio-succinic acid production: Superstructure optimization, techno-economic, and lifecycle assessment. Energy Environ. Sci. 2021, 14, 3542–3558. [Google Scholar] [CrossRef]
- Karp, E.M.; Cywar, R.M.; Manker, L.P.; Saboe, P.O.; Nimlos, C.T.; Salvachúa, D.; Wang, X.; Black, B.A.; Reed, M.L.; Michener, W.E.; et al. Post-Fermentation Recovery of Biobased Carboxylic Acids. ACS Sustain. Chem. Eng. 2018, 6, 15273–15283. [Google Scholar] [CrossRef]
- Denmark Corporate Tax Rate|1981–2019 Data|2020–2021. Forecast|Historical|Chart. Available online: https://tradingeconomics.com/denmark/corporate-tax-rate (accessed on 25 August 2022).
- Inflation in Denmark. Available online: https://www.focus-economics.com/country-indicator/denmark/inflation (accessed on 23 December 2022).
- Chemanalyst. Available online: https://www.chemanalyst.com (accessed on 23 December 2022).
- IMarc. Available online: https://www.imarcgroup.com (accessed on 23 December 2022).
- GlobeNewswire. Available online: https://www.globenewswire.com (accessed on 23 December 2022).
- Simga-Aldrich. Available online: https://www.sigmaaldrich.com/DK/en/product/sial/573663 (accessed on 23 December 2022).
- Alibaba. Available online: https://www.alibaba.com/product-detail/High-Quality-Poly-4-vinylpyridine-CAS_10000008171334.html (accessed on 23 December 2022).
- Ioannidou, S.M.; Pateraki, C.; Ladakis, D.; Papapostolou, H.; Tsakona, M.; Vlysidis, A.; Kookos, I.K.; Koutinas, A. Sustainable production of bio-based chemicals and polymers via integrated biomass refining and bioprocessing in a circular bioeconomy context. Bioresour. Technol. 2020, 307, 123093. [Google Scholar] [CrossRef]
- IEA. Outlook for Biogas and Biomethane: Prospects for Organic Growth; International Energy Agency: Paris, France, 2020. [Google Scholar]
- PwC. Rapport: Forslag Til Beskatning af Udledning af CO2. 2022. Available online: https://www.pwc.dk/da/services/2022/gron-omstilling-1-delrapport.pdf (accessed on 30 August 2022).
- Lin, S.K.C.; Du, C.; Blaga, A.C.; Camarut, M.; Webb, C.; Stevens, C.V.; Soetaert, W. Novel resin-based vacuum distillation-crystallisation method for recovery of succinic acid crystals from fermentation broths. Green Chem. 2010, 12, 666–671. [Google Scholar] [CrossRef]
- Chanda, M.; O’Driscoll, K.F.; Rempel, G.L. Rempel, Sorption of phenolics and carboxylic acids on polybenzimidazole. React. Polym. Ion Exch. Sorbents 1985, 4, 39–48. [Google Scholar] [CrossRef]
- Towler, G.; Sinnott, R. Chemical Engineering Design Principles, Practice and Economics of Plant and Process Design; Butterworth-Heinemann: Oxford, UK, 2008. [Google Scholar]
- Peters, M.S.; Timmerhaus, K.; West, R. Plant Design and Economics for Chemical Engineers; McGraw-Hill Education: New York, NY, USA, 2003. [Google Scholar]
- Kim, H.; Choi, O.; Jeon, B.S.; Choe, W.S.; Sang, B.I. Impact of feedstocks and downstream processing technologies on the economics of caproic acid production in fermentation by Megasphaera elsdenii T81. Bioresour. Technol. 2020, 301, 122794. [Google Scholar] [CrossRef]
- Ioannidou, S.M.; Filippi, K.; Kookos, I.K.; Koutinas, A.; Ladakis, D. Techno-economic evaluation and life cycle assessment of a biorefinery using winery waste streams for the production of succinic acid and value-added co-products. Bioresour. Technol. 2022, 348, 126295. [Google Scholar] [CrossRef]
- Efe, Ç.; van der Wielen, L.A.M.; Straathof, A.J.J. Techno-economic analysis of succinic acid production using adsorption from fermentation medium. Biomass Bioenergy 2013, 56, 479–492. [Google Scholar] [CrossRef]
- Taylor, R.; Nattrass, L.; Alberts, G.; Robson, P.; Chudziak, C.; Bauen, A.; Libelli, I.M.; Lotti, G.; Prussi, M.; Nistri, R.; et al. From the Sugar Platform to Biofuels and Biochemicals: Final Report for the European Commission Directorate-General Energy; E4tech/Re-CORD/Wageningen UR: London, UK, 2015. [Google Scholar]
- Jansen, M.L.; van Gulik, W.M. Towards large scale fermentative production of succinic acid. Curr. Opin. Biotechnol. 2014, 30, 190–197. [Google Scholar] [CrossRef] [PubMed]
- Nghiem, N.P.; Kleff, S.; Schwegmann, S. Succinic acid: Technology development and commercialization. Fermentation 2017, 3, 26. [Google Scholar] [CrossRef]
- Ferone, M.; Raganati, F.; Olivieri, G.; Marzocchella, A. Bioreactors for succinic acid production processes. Crit. Rev. Biotechnol. 2019, 39, 571–586. [Google Scholar] [CrossRef] [PubMed]
- Pateraki, C.; Patsalou, M.; Vlysidis, A.; Kopsahelis, N.; Webb, C.; Koutinas, A.A.; Koutinas, M. Actinobacillus succinogenes: Advances on succinic acid production and prospects for development of integrated biorefineries. Biochem. Eng. J. 2016, 112, 285–303. [Google Scholar] [CrossRef]
- BASF. Succinity Produces First Commercial Quantities of Biobased Succinic Acid. Available online: http://news.bio-based.eu/succinity-produces-first-commercial-quantities-biobased-succinic-acid/ (accessed on 23 December 2022).
- Hafyan, R.H.; Bhullar, L.; Putra, Z.A.; Bilad, M.R.; Wirzal, M.D.H.; Nordin, N.A.H.M. Sustainability assessment of levulinic acid and succinic acid production from empty fruit bunch. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2020. [Google Scholar]
- Baroi, G.N.; Gavala, H.N.; Westermann, P.; Skiadas, I.V. Fermentative production of butyric acid from wheat straw: Economic evaluation. Ind. Crops Prod. 2017, 104, 68–80. [Google Scholar] [CrossRef] [Green Version]
- Ladakis, D.; Stylianou, E.; Ioannidou, S.M.; Koutinas, A.; Pateraki, C. Biorefinery development, techno-economic evaluation and environmental impact analysis for the conversion of the organic fraction of municipal solid waste into succinic acid and value-added fractions. Bioresour. Technol. 2022, 354, 127172. [Google Scholar] [CrossRef]
- Cheng, K.K.; Zhao, X.B.; Zeng, J.; Zhang, J.A. Biotechnological production of succinic acid: Current state and perspectives. Biofuels Bioprod. Biorefining 2012, 6, 302–318. [Google Scholar] [CrossRef]
- Independent Chemical Information Service. Available online: https://www.icis.com/chemicals (accessed on 23 December 2022).
- Energy Information Administration. Available online: https://www.epa.gov/ghgemissions/sources-greenhouse-gas-emissions (accessed on 23 December 2022).
- Turton, R.; Bailie, R.C.; Whiting, W.B.; Shaeiwitz, J.A. Analysis, Synthesis and Design of Chemical Processes. Pearson Education: New York, NY, USA, 2008. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Assumption |
|---|---|
| Plant location | Denmark |
| Capacity | 1.0 kt per year |
| Operative | 2022 |
| Raw material | Glucose |
| Fermentation | Anaerobic fermentation (24 h batch) |
| Microorganism | Actinobacillus succinogenes 130Z |
| Downstream recovery | Ion exchange and crystallization |
| Plant lifetime | 20 years |
| Construction period | 1 year |
| Discount rate | 10% |
| Income tax | 22% |
| Inflation rate | 8% |
| Depreciation | Straight line, 5%/year |
| Raw Materials | Units | Purchasing Price | References |
| Glucose | EUR/kg | 1.089 | [20] |
| CO2 | EUR/kg | 0.033 | [20] |
| Biogas | EUR/kg | 0.172 | [11] |
| Ammonia | EUR/kg | 0.140 | [24] |
| Calcium chloride | EUR/kg | 0.160 | [25] |
| Magnesium chloride | EUR/kg | 0.077 | [24] |
| Methanol | EUR/kg | 0.168 | [24] |
| Potassium phosphate dibasic | EUR/kg | 1.473 | [25] |
| Sodium chloride | EUR/kg | 0.154 | [25] |
| Sulfuric acid | EUR/kg | 0.049 | [25] |
| Yeast extract | EUR/kg | 1.611 | [26] |
| Consumables | Units | Purchasing price | References |
| Activated carbon | EUR/kg | 2.800 | SuperPro DB |
| DOWEX G-26 | EUR/kg | 56.820 | [27] |
| Poly(4-vinylpyridine) (PVP) | EUR/kg | 600.000 | [28] |
| Products | Units | Selling price | References |
| Bio-based succinic acid | EUR/kg | 2.930 | [29] |
| Succinic acid | EUR/kg | 2.500 | [4] |
| Methane | EUR/kg | 0.993 | [30] |
| Benefit | Unit | Tax | References |
| CO2 emission tax | EUR/kg | 0.111 | [31] |
| Cost Items | Estimation Methods | Costs (×103 EUR) | ||
|---|---|---|---|---|
| Base Case | Alternative 1 | Alternative 2 | ||
| Equipment purchase cost (PC) | 1656 | 1706 | 1706 | |
| Direct cost (DC) | PC + A + B + C + D + E + F + G + H | 3647 | 3754 | 3754 |
| Installation (A) | 617 | 632 | 632 | |
| Piping (B) | 0.16 × PC | 265 | 273 | 273 |
| Instrumentation (C) | 0.10 × PC | 166 | 121 | 171 |
| Insulation (D) | 0.03 × PC | 50 | 51 | 51 |
| Electrical facilities (E) | 0.10 × PC | 166 | 171 | 171 |
| Buildings (F) | 0.13 × PC | 215 | 222 | 222 |
| Yard improvement (G) | 0.09 × PC | 149 | 154 | 154 |
| Auxiliary facilities (H) | 0.22 × PC | 364 | 375 | 375 |
| Indirect cost (IC) | I + J | 401 | 413 | 413 |
| Engineering (I) | 0.06 × DC | 219 | 225 | 225 |
| Construction (J) | 0.05 × DC | 182 | 188 | 188 |
| Other costs (OC) | K + L | 607 | 625 | 625 |
| Contractor’s fee (K) | 0.05 × (DC + IC) | 202 | 208 | 208 |
| Contingency (L) | 0.10 × (DC + IC) | 405 | 417 | 417 |
| Direct fixed capital (DFC) | DC + IC + OC | 4656 | 4792 | 4792 |
| Working capital (M) | Estimated to cover 30 days expense | 297 | 175 | 180 |
| Startup cost (N) | 0.05 × DFC | 233 | 240 | 240 |
| Total investment | DFC + M + N | 5185 | 5206 | 5211 |
| Investment charged to the project | 5185 | 5206 | 5211 | |
| Indicators | Units | Base Case | Process Design Alternative 1 | Process Design Alternative 2 |
|---|---|---|---|---|
| Cost of manufacture | EUR/kg | 4.07 | 2.57 | 2.64 |
| Total capital investment | EUR MM | 5.19 | 5.21 | 5.21 |
| Net present value | EUR MM | −10.83 | −0.60 | 0.32 |
| Internal rate of return | % | - | 7.87 | 11.11 |
| Payback period | years | - | 10.49 | 8.56 |
| Gross profit | EUR MM | −1.01 | 0.33 | 0.47 |
| Net profit | EUR MM | −0.77 | 0.50 | 0.61 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, H.; Sang, B.-I.; Tsapekos, P.; Angelidaki, I.; Alvarado-Morales, M. Techno-Economic Analysis of Succinic Acid Production from Sugar-Rich Wastewater. Energies 2023, 16, 3227. https://doi.org/10.3390/en16073227
Kim H, Sang B-I, Tsapekos P, Angelidaki I, Alvarado-Morales M. Techno-Economic Analysis of Succinic Acid Production from Sugar-Rich Wastewater. Energies. 2023; 16(7):3227. https://doi.org/10.3390/en16073227
Chicago/Turabian StyleKim, Hyunjin, Byoung-In Sang, Panagiotis Tsapekos, Irini Angelidaki, and Merlin Alvarado-Morales. 2023. "Techno-Economic Analysis of Succinic Acid Production from Sugar-Rich Wastewater" Energies 16, no. 7: 3227. https://doi.org/10.3390/en16073227