
Anaerobic Digestion of Dairy Effluent in New Zealand, Time to Revisit the Idea?

Abstract
:1. Introduction
2. Materials and Methods
2.1. Literature Review
2.2. Surveys
2.3. Site Selection
2.4. Sample Collection
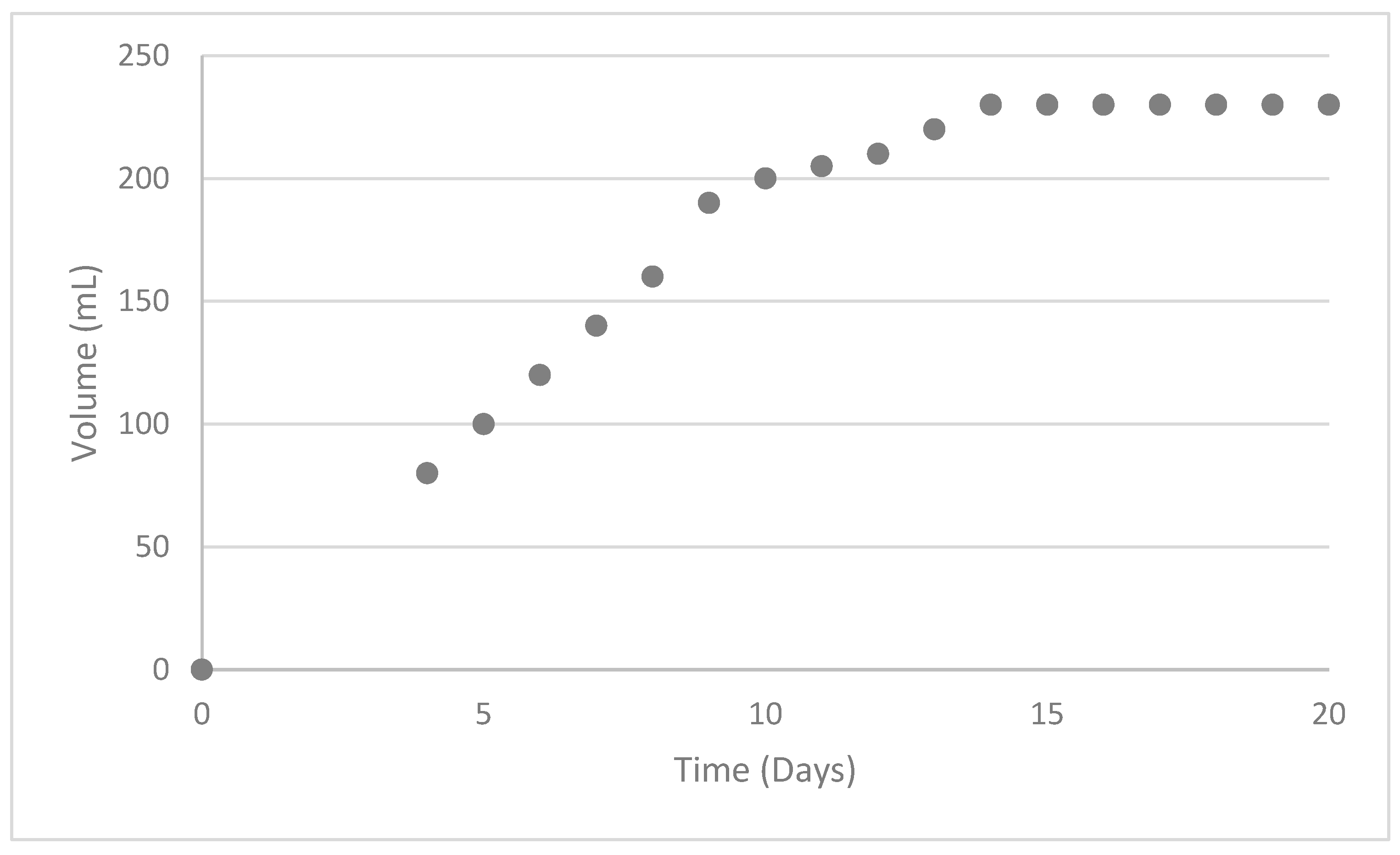
2.5. Biomethane Potential Experiment
2.6. Biogas Analysis
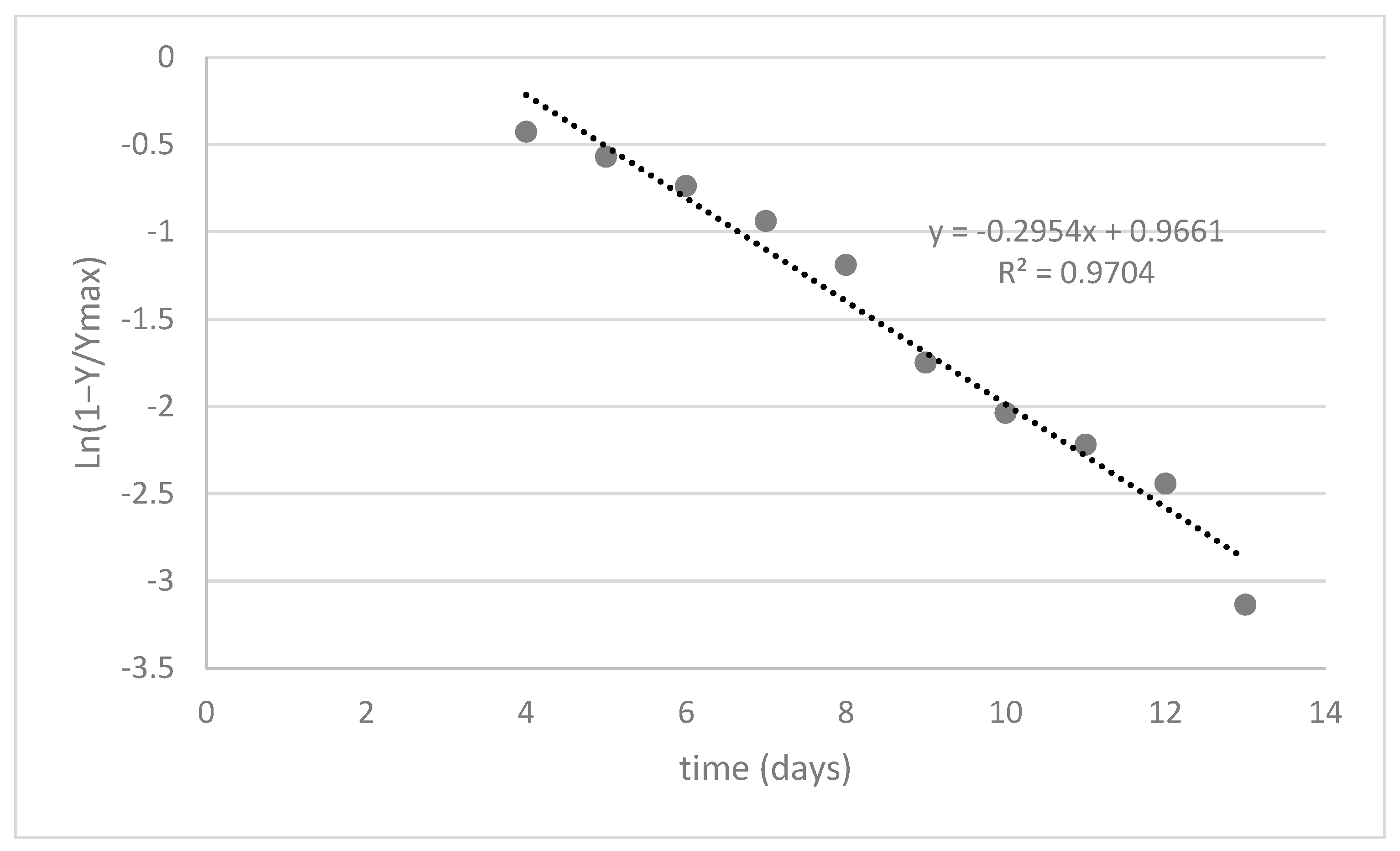
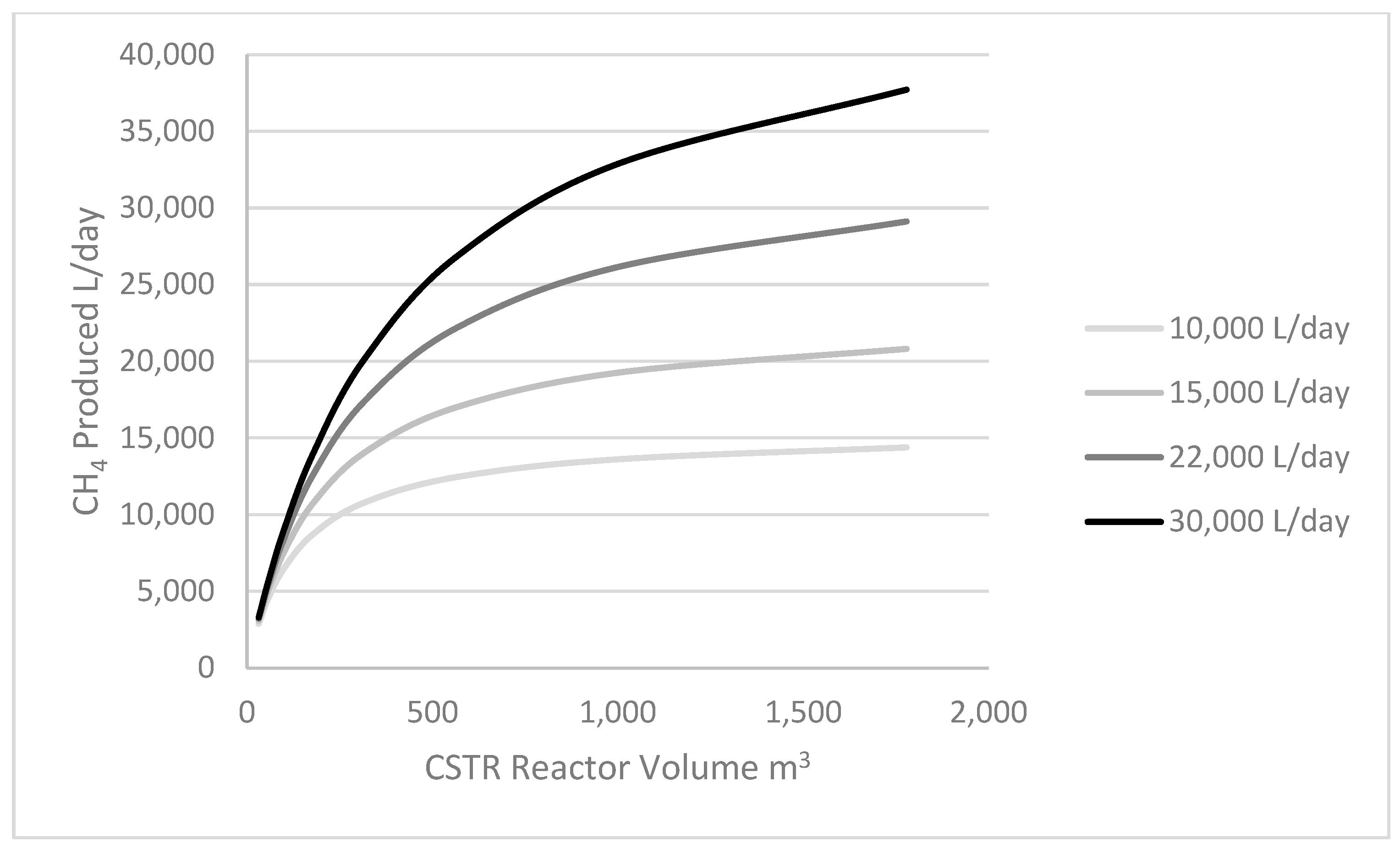
2.7. Process Modelling
- Solid retention time and hydraulic retention time HRT are equal;
- The gas phase leaves separately from the solid/liquid phases.
3. Results and Discussion
3.1. Literature Review

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Source | AD System | Farming System | Year | Type | Type of Data |
|---|---|---|---|---|---|
| [20] | CAP | 1 | 2007 | Published article | Experimental |
| [24] | Tank digester | 3 | 2007 | Industrial report | Theoretical and experimental |
| [23] | CSTR, PFR, CP | 1, 2, 3 | 2006 | Government report | Theoretical |
| [19] | CAP | 1 | 2008 | Published article | Experimental and theoretical |
| [22] | CAP and tank digester | 1, 2 | 2008 | Government report | Theoretical |
| [21] | PFR, 3 stage digester | N/A | 2016 | Master’s thesis | Lab-scale experimental |
| Author | Cows | Type | Effluent Volume Collected | Total Solids | Volatile Solids | Biogas Conversion | Daily Methane Production | Energy Production | Electricity Production | Energy Production per Cow |
|---|---|---|---|---|---|---|---|---|---|---|
| Head | m3/day | kg/d | kgVS/m3 | m3/kgVS | m3/day | MJ/day | kwh/day | MJ/day cow | ||
| [20] | 1000 | CAP | 39 | N/A | 2.0 | 0.7 | 40.7 | 1507 | 122 d | 1.5 |
| [19] | 700 | CAP | N/A | N/A | 0.046 e | 0.26 | 45 | 1612 | 135 d | 2.3 |
| [22] | 500 | N/A | 42.5 | 225 | N/A | 205 a | 31 | 453 | 94 d | 0.9 |
| 500 | N/A | 42.5 | 1365 | N/A | 205 a | 190 | 2750 | 571 d | 5.5 | |
| 900 | N/A | 76.5 | 405 | N/A | 205 a | 56 | 816 | 169 d | 0.9 | |
| 900 | N/A | 76.5 | 2430 | N/A | 205 a | 339 | 4896 | 1016 d | 5.4 | |
| [24] | 950 | N/A | 55 | 19.6 | 5.7 | N/A | N/A | 197.5 | 55 | 0.2 |
| 550 | N/A | 120 | 7.7 | 1.7 | N/A | N/A | 142.8 | 40 | 0.3 | |
| 350 | N/A | 14 | 6.5 | 1.8 | N/A | N/A | 3.5 | 1 | 0.01 | |
| [23] | 270 | CAP | 12 | 4.64 c | 85 b | 0.34 | 19 | 642 | 178 | 2.4 |
| PFR | 4.64 c | 0.54 | 28 | 947 | 263 | 3.5 | ||||
| 400 | CAP | 9 | 4.64 c | 158 b | 0.34 | 35 | 1183 | 329 | 3.0 | |
| PFR | 4.64 c | 0.54 | 51 | 1724 | 479 | 4.3 | ||||
| 650 | CAP | 105 | 4.64 c | 381 b | 0.34 | 85 | 2874 | 798 | 4.4 | |
| PFR | 4.64 c | 0.54 | 124 | 4192 | 1165 | 6.4 | ||||
| 700 | CAP | 26 | 4.64 c | 192 b | 0.34 | 43 | 1454 | 404 | 2.1 | |
| PFR | 4.64 c | 0.54 | 63 | 2130 | 592 | 3.0 | ||||
| 1000 | CAP | 23 | 4.64 c | 320 b | 0.34 | 71 | 2401 | 667 | 2.4 | |
| PFR | 4.64 c | 0.54 | 104 | 3516 | 977 | 3.5 | ||||
| 1400 | CAP | 55 | 4.64 c | 849 b | 0.34 | 190 | 6424 | 1785 | 4.6 | |
| PFR | 4.64 c | 0.54 | 276 | 9332 | 2592 | 6.7 |
3.2. Surveys and Lab Results
3.3. Weeping Wall Characterization
3.4. Biogas Production
3.5. Process Modelling
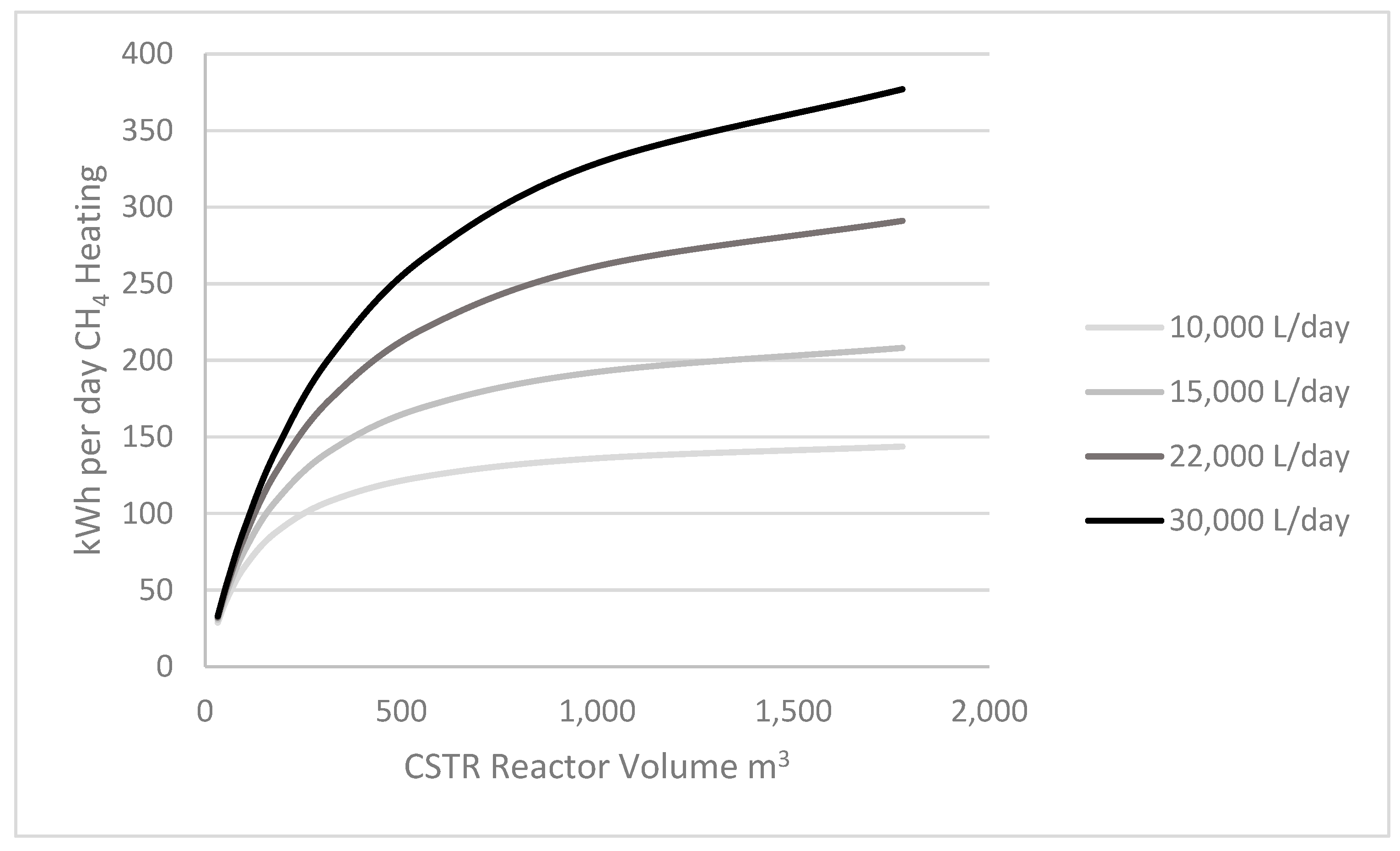
3.6. Case Study: Application of Methane for Water Heating on a System 5 Farm
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- LIC. NZ Dairy Industry. Available online: https://licnz.com/about/nz-dairy-industry/ (accessed on 7 September 2022).
- Shahbandeh, M. Leading Producers of Cow Milk Worldwide 2021, by Country; Statista: Hamburg, Germany, 2022. [Google Scholar]
- DairyNZ. The 5 Production Systems. Available online: https://www.dairynz.co.nz/business/the-5-production-systems/ (accessed on 24 March 2020).
- Wallace, D.F.; Johnstone, P.R. Dairy Effluent—Composition, Application and Release; Research, P.F., Ed.; The New Zealand Institute for Plant & Food Research Limited: Auckland, New Zealand, 2010. [Google Scholar]
- Rollo, M.; Ledgard, S.; Longhurst, B. Trends in Dairy Effluent Management; Ministry for Primary Industries: Wellington, New Zealand, 2017. [Google Scholar]
- DairyNZ. Common Feed Supplements. Available online: https://www.dairynz.co.nz/feed/supplements/common-feed-supplements/ (accessed on 24 March 2020).
- DairyNZ. Farm Dairy Effluent (FDE) Systems; DairyNZ: Hamilton, New Zealand, 2014. [Google Scholar]
- Bowler, L. Energy Use on the Dairy Farm; DairyNZ: Hamilton, New Zealand, 2015. [Google Scholar]
- Gupta, S.K.; Mittal, M. Effect of Biogas Composition Variations on Engine Characteristics Including Operational Limits of a Spark-Ignition Engine. J. Eng. Gas Turbines Power 2019, 141, 101002. [Google Scholar] [CrossRef]
- Liao, P.H.; Lo, K.V.; Chieng, S.T. Effect of liquid—Solids separation on biogas production from dairy manure. Energy Agric. 1984, 3, 61–69. [Google Scholar] [CrossRef]
- Rico, C.; Rico, J.L.; Tejero, I.; Muñoz, N.; Gómez, B. Anaerobic digestion of the liquid fraction of dairy manure in pilot plant for biogas production: Residual methane yield of digestate. Waste Manag. 2011, 31, 2167–2173. [Google Scholar] [CrossRef] [PubMed]
- Rico, J.; García, H.; Rico, C.; Tejero, I. Characterisation of solid and liquid fractions of dairy manure with regard to their component distribution and methane production. Bioresour. Technol. 2007, 98, 971–979. [Google Scholar] [CrossRef] [PubMed]
- Lo, K.; Bulley, N.; Liao, P.; Whitehead, A. The effect of solids-separation pretreatment on biogas production from dairy manure. Agric. Wastes 1983, 8, 155–165. [Google Scholar] [CrossRef]
- Massé, D.I.; Cata Saady, N.M. Psychrophilic dry anaerobic digestion of dairy cow feces: Long-term operation. Waste Manag. 2015, 36, 86–92. [Google Scholar] [CrossRef] [PubMed]
- Morison, K.; Gregory, W.; Hooper, R. Improving Dairy Shed Energy Efficiency; University of Canterbury Campus: Christchurch, New Zealand, 2007; p. 122. [Google Scholar]
- Hohne, P.A.; Kusakana, K.; Numbi, B.P. A review of water heating technologies: An application to the South African context. Energy Rep. 2019, 5, 1–19. [Google Scholar] [CrossRef]
- Quintã, A.F.; Ferreira, J.A.; Ramos, A.; Martins, N.A.; Costa, V.A. Simulation models for tankless gas water heaters. Appl. Therm. Eng. 2018, 148, 944–952. [Google Scholar] [CrossRef]
- Bohac, D.; Schoenbauer, B.; Hewett, M.; Lobenstein, M.S.; Butcher, T. Actual Savings and Performance of Natural Gas Tankless Water Heaters; Center for Energy and Environment: Minneapolis, MN, USA, 2010. [Google Scholar]
- Craggs, R.; Park, J.; Heubeck, S. Methane emissions from anaerobic ponds on a piggery and a dairy farm in New Zealand. Aust. J. Exp. Agric. 2008, 48, 142–146. [Google Scholar] [CrossRef]
- Park, J.B.; Craggs, R.J. Biogas production from anaerobic waste stabilisation ponds treating dairy and piggery wastewater in New Zealand. Water Sci. Technol. 2007, 55, 257–264. [Google Scholar] [CrossRef] [PubMed]
- Yenamandra, A. Sustainable Energy for New Zealand Dairy Farms by Anaerobic Digestion of Dairy Farm Effluent. In School of Engineering; University of Waikato: Hamilton, New Zealand, 2016; p. 159. [Google Scholar]
- Stewart, D.; Trangm, B. Methane from Animal Waste Management Systems; MWH New Zealand Limited: Christchurch, New Zealand, 2008; p. 29. [Google Scholar]
- Craggs, R. Potential Energy Recovery by Anaerobic Digestion of Dairy Farm Waste; NIWA: Hamilton, New Zealand, 2006. [Google Scholar]
- Hartman, K. Dairy Digester Feasibility Assesment: Solids Availability and Energy Demand; Distributed Energy and Waste Systems: Auckland, New Zealand, 2007. [Google Scholar]
- Angelidaki, I.; Alves, M.M.; Bolzonella, D.; Borzacconi, L.; Campos, J.L.; Guwy, A.J.; Kalyuzhnyi, S.; Jenicek, P.; Van Lier, J.B. Defining the biomethane potential (BMP) of solid organic wastes and energy crops: A proposed protocol for batch assays. Water Sci. Technol. 2009, 59, 927–934. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ward, A.J.; Feng, L.; Moset, V.; Moller, H.B. Estimation of Methane Yields in Continuous Biogas Reactors Using Kinetic and Mass Flow Models. Chem. Eng. Technol. 2018, 41, 761–767. [Google Scholar] [CrossRef]
- Ellwood, B.; Mason, I. Characteristics of farm dairy yard wastewater related to biological nutrient removal. Trans. ASAE 2003, 46, 825. [Google Scholar] [CrossRef]
- AgResearch. Characterising Dairy Manures and Slurries; AgResearch: Lincoln, New Zealand, 2011. [Google Scholar]
- Longhurst, R.D.; Rajendram, G.; Miller, B.; Dexter, M. Nutrient content of liquid and solid effluents on nz dairy cow farms. In Science and Policy: Nutrient Management Challenges for the Next Generation; Currie, L.D., Hedley, M.J., Eds.; Massey University: Palmerston North, New Zealand, 2017; p. 9. [Google Scholar]
- Møller, H.B.; Sommer, S.G.; Ahring, B.K. Methane productivity of manure, straw and solid fractions of manure. Biomass Bioenergy 2004, 26, 485–495. [Google Scholar] [CrossRef]
- Baserga, U. Land wirtschaftliche Co-Vergärungs-Biogasanlagen. FAT-Berichte Nr. 512, Eidg. Forschungsanstalt für Agrarwirtschaft und Landtechnik, Tänikon, Schweiz. In An Analysis of Available Mathematical Models for Anaerobic Digestion of Organic Substances for Production of Biogas, Proceedings of the International Gas Union Research Conference, San Diego, CA, USA, 8–11 November 1998; IGRC: Paris, France, 1998. [Google Scholar]
- Ingenieure, V.D. VDI 4630: Fermentation of Organic Materials: Characterisation of the Substrate, Sampling, Collection of Material Data, Fermentation Tests; Beuth Verlag: Berlin, Germany, 2016. [Google Scholar]
- Weissbach, F. Evaluation of the renewable primary products for biogas production. Part I: Gas production potential of the fermentable nutrients. Pflanzenbauwissenschaften 2009, 13, 72–85. [Google Scholar]
- Weiland, P. Fundamentals of Methane Fermentation-Biology and Substrates; Grundlagen der Methangaerung-Biologie und Substrate; Biogas als regenerative Energie–Stand und Perspektiven; VDI-Bericht: Duesseldorf, Germany, 2001. [Google Scholar]
- Northland Regional Council. Effluents from Feeds Pads, Stand-off Areas and Other Sources; Northland Regional Council: Dargaville, New Zealand, 2011. [Google Scholar]
- Ministry of Business, Innovation & Employment. Energy Prices; BA Energy, Ed.; Ministry of Business, Innovation & Employment: Wellington, New Zealand, 2022; Available online: https://www.farmersweekly.co.nz/special-report/dairy-input-costs-special-report/costs-put-the-squeeze-on-dairy/ (accessed on 3 January 2023).




| System | Description |
|---|---|
| 1 | Grass-fed; no feed is imported. No supplementation is fed to the herd except what is grown in a paddock. |
| 2 | Feed imported, either for supplementation or for dry cows. A total of 4–14% of feed is imported. There is a large variation in feed as, in high rainfall areas and cold climates such as Southland, most of the cows are wintered under cover away from the paddocks. |
| 3 | Feed is imported to extend lactation (typically autumn feed) and for dry cows. 10–20% of total feed is imported. In the Westland region, feed to extend lactation may be imported in the spring rather than autumn. |
| 4 | Feed is imported and used at both ends of lactation and for dry cows. 20–30% of total feed is imported onto the farm. |
| 5 | The imported feed is used all year, throughout lactation, and for dry cows. 25–40% (but it can be up to 55%) of total feed is imported. |
| Milking Shed | Yard | End of Feed Pad | Liquid Weeping Wall | Solid Weeping Wall | |
|---|---|---|---|---|---|
| State | Aqueous | Aqueous | Aqueous | Aqueous | Slurry |
| Dry matter (kg/m3) | 2.2 | 15.7 | 31 | 7.7 | 140 |
| Stdev | 0.8 | 4.5 | 17.5 | 2.9 | 1.5 |
| Total nitrogen (kg/m3) | 0.07 | 4.5 | 1.3 | 0.4 | 3.4 |
| Stdev | 0.03 | 0.07 | 0.8 | 0.2 | 0.4 |
| COD (g O2/m3) | 2200 | 14,600 | 18,400 | 6000 | 25,480 |
| Stdev | 1100 | - | 3700 | 2700 | 5320 |
| COD (g O2/kg DW) a | 667 | 930 | 594 | 779 | 182 |
| Stdev | 333 | - | 119 | 351 | 38 |
| Influent | Liquid | Retained | |
|---|---|---|---|
| Solids concentration (kg/m3) | 14.13 | 3.3 | 140 |
| % of incoming solids | 100 | 21.5% | 78.5% |
| Characteristic | Liquid | Solid |
|---|---|---|
| Volatile Solids (VS) | 1850 g/m3 | 71% of TS |
| Total Solids (TS) | 3300 g/m3 | 14% |
| Total Nitrogen | 290 g/m3 | 2.7 g/100 g DW a |
| Total Ammoniacal-N | 178 g/m3 | 21 g/kg DW |
| Nitrate-N + Nitrite-N | <0.10 g/m3 | N/A |
| Total Kjeldahl Nitrogen | 290 g/m3 | 20 g/kg DW |
| Biochemical Oxygen Demand b | 720 g O2/m3 | 16.4 g O2/kg |
| Chemical Oxygen Demand | 3000 g O2/m3 | 130 g O2/kg DW |
| Total Carbon | 1380 g/m3 | 38 g/100 g DW |
| Oil and Grease | 310 g/m3 | 1960 mg/kg |
| Tannin | 152 g/m3 | N/A |
| Total VFA (as acetic acid) | 320 g/m3 | N/A |
| Formic Acid | <5 g/m3 | N/A |
| Acetic Acid | 200 g/m3 | 3.4 g/kg |
| Propionic Acid | 137 g/m3 | 3.7 g/kg |
| Butyric Acid | 7 g/m3 | 1.1 g/kg c |
| NDF | 14.7% DM d | 58% DM |
| ADF | 9.5% DM | 51% DM |
| Sample | Substrate | VS a a (g) | VS r b % | Biogas (NmL) c | CH4 % | NmL CH4 /gVSa | NmL CH4/ gVSr | TBMP (NmL/gVS) |
|---|---|---|---|---|---|---|---|---|
| S.d18 d | 319 g | 31.7 | - | 898 | 68% | 19.35 | - | 3020 |
| S.D42 e | 319 g | 31.7 | - | 2055 | 68% | 65 | - | 3020 |
| L.24 | 400 mL | 0.74 | 53% | 196 | 85% | 121 | 254 | 500 |
| L.35 | 400 mL | 0.74 | 47% | 226 | 86% | 144 | 336 | 500 |
| Characteristic | |
|---|---|
| Herd size | 410 cows |
| Time spent on structures | 6 h |
| Lactation | 300 days |
| Washdown water | 36 m3/day |
| Raw manure from herd | 5.6 m3/day a |
| Feed wastage | 348.5 kg/day b |
| Raw effluent dry matter | 26% c |
| Daily solid effluent generated | 2400 kg/day |
| Daily liquid effluent generated | 22 m3/day d |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hull-Cantillo, M.; Lay, M.; Kovalsky, P. Anaerobic Digestion of Dairy Effluent in New Zealand, Time to Revisit the Idea? Energies 2023, 16, 2859. https://doi.org/10.3390/en16062859
Hull-Cantillo M, Lay M, Kovalsky P. Anaerobic Digestion of Dairy Effluent in New Zealand, Time to Revisit the Idea? Energies. 2023; 16(6):2859. https://doi.org/10.3390/en16062859
Chicago/Turabian StyleHull-Cantillo, Marianne, Mark Lay, and Peter Kovalsky. 2023. "Anaerobic Digestion of Dairy Effluent in New Zealand, Time to Revisit the Idea?" Energies 16, no. 6: 2859. https://doi.org/10.3390/en16062859