

Optimization of Natural Circulation District Heating Reactor Primary Heat Exchangers


Abstract
:1. Introduction
1.1. Background
1.2. District Heating Nuclear Reactors
1.3. Heat Exchanger Optimization
1.4. Goals
2. Materials and Methods
2.1. District Heat Demand and Temperature Levels
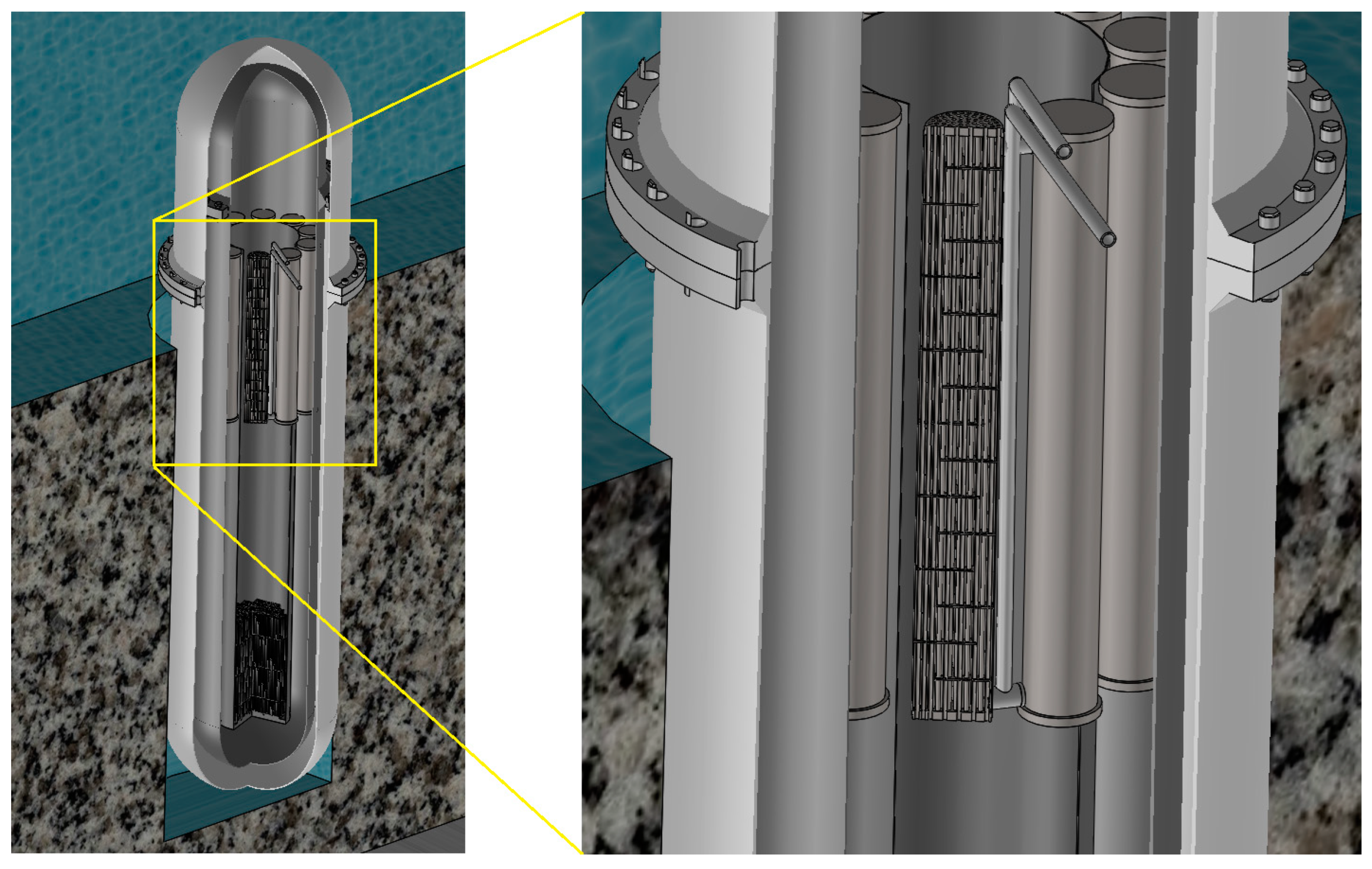
2.2. Studied District Heating SMR Concept
2.3. Objective Function
2.3.1. Heat Exchanger Cost Model
2.3.2. Reactor Pressure Vessel and Containment Vessel Cost Models
2.3.3. Reactor Pool Cost Model
2.3.4. Decision Variables and Constraints
- Maximum shell-side velocity wsh,max < 1.5 m/s;
- Maximum shell-side pressure drop Dpsh < 1.0 bar;
- Primary water inlet temperature Th,in < 150 °C;
- Tube pitch ratio 1.25 ≤ P/do ≤ 1.45;
- RPV straight length below heat exchanger < 2.0 m.
2.4. Thermohydraulic Model
| Algorithm 1. Iteration process for the heat transfer model to evaluate a single load point defined by the DH production and the supply and return temperatures. |
 |
2.4.1. Tube-Side Heat Transfer Coefficient
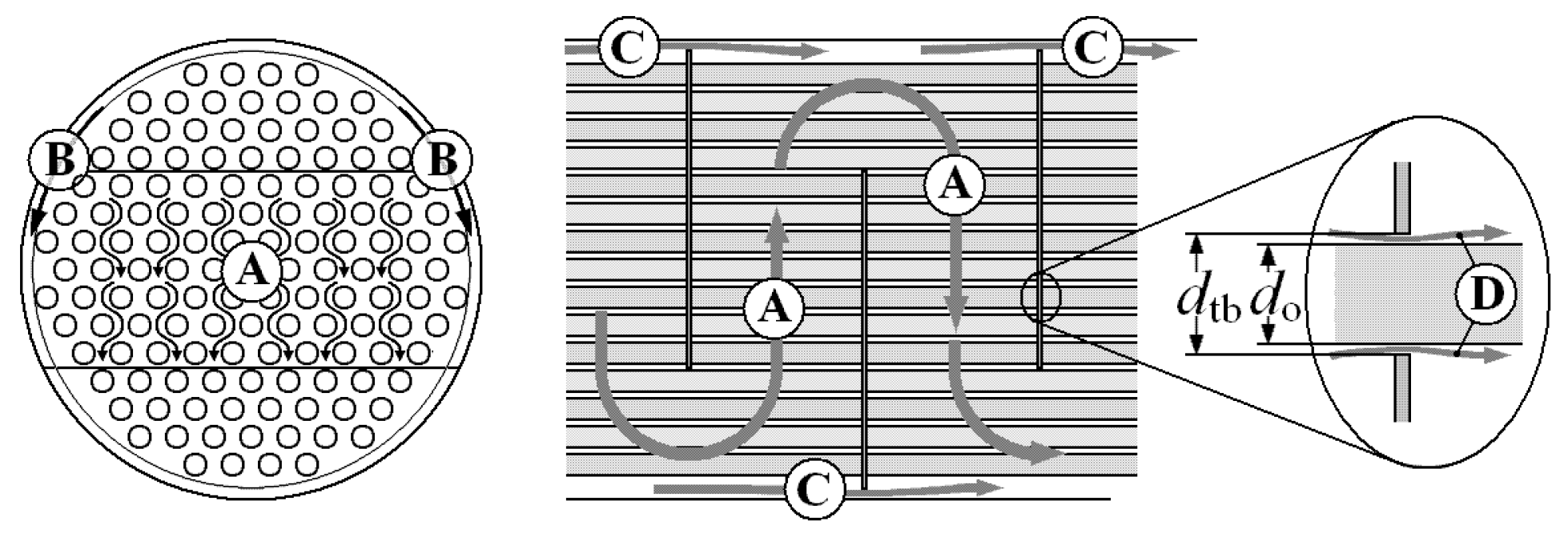
2.4.2. Shell-Side Heat Transfer Coefficient
2.4.3. Pressure Drop, Heat Exchanger
2.4.4. Pressure Drop, Reactor Core
2.5. Modified Cuckoo Search Algorithm
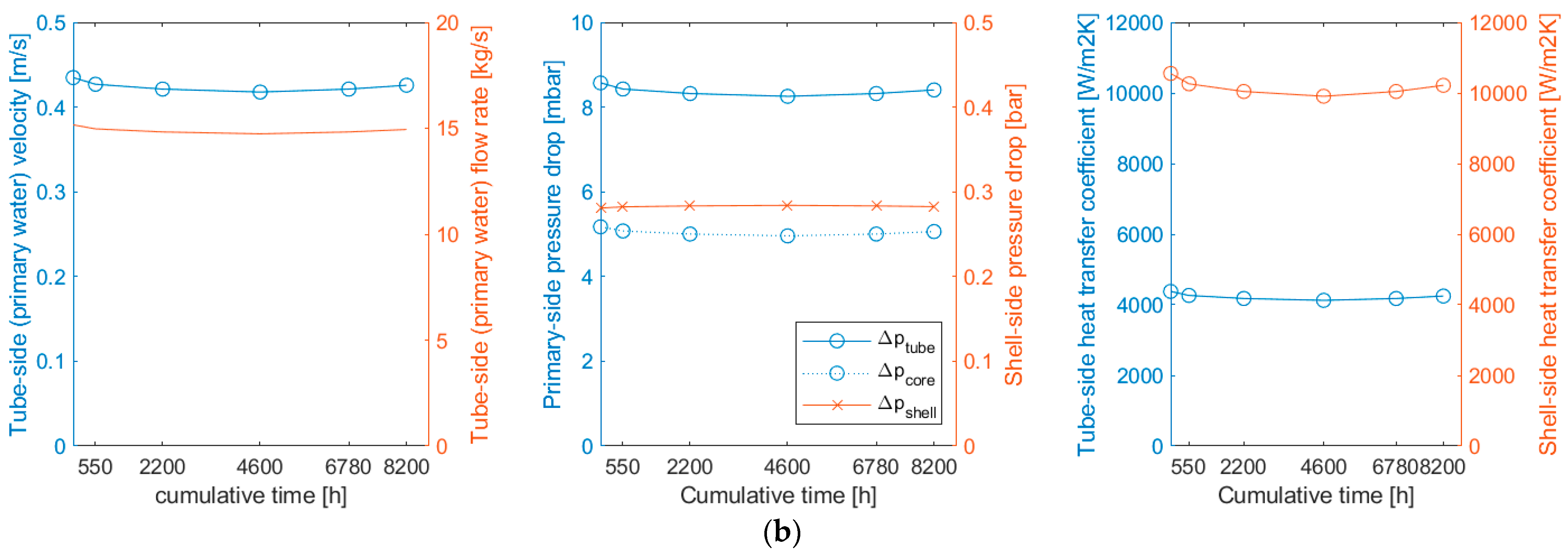
3. Results
4. Discussion
5. Conclusions
- A natural-circulation concept for a heat-only reactor appears feasible for both steady base-load and load-following operation. The optimized configurations for different scales and load profiles are near-identical;
- Central to the optimized heat exchanger configurations was using small-diameter tubes at minimum allowable tube sheet ligament thickness. The resulting high density of heat transfer area per volume enables keeping the heat exchangers in the upper half of the downcomer, filling the lower half with fully cooled primary water. This maximizes the pressure difference available to drive natural circulation;
- The reactor pressure vessel and containment vessel dominate the cost impact of the heat exchanger designs;
- A heat-only reactor producing hot water at modest temperatures has the potential to be a highly competitive carbon-neutral DH producer. The two central reasons behind this are the lightweight construction possible for a low-temperature, low-pressure concept and the ability to convert the reactor thermal power into an energy product without the heat rejection losses inevitable in an electricity-producing power cycle;
- The modified cuckoo search proved successful for the optimization task, although compared to an earlier condenser optimization study, using considerably more conservative control parameters settings emphasizes robustness over speed.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| Abbreviations | |
| BC | Baffle Cut |
| CAPEX | Capital expense |
| CR | Crossover Rate |
| CS | Cuckoo Search |
| CTL | Centerline Tube Limit |
| CV | Containment Vessel |
| DE | Differential Evolution |
| DH | District Heating |
| FOB | Free On-Board |
| HX | Heat Exchanger |
| NFE | Number of Function Evaluations |
| NP | Number of Parents (population size) |
| O and M | Operation and Maintenance |
| OTL | Outer Tube Limit |
| PWR | Pressurized Water Reactor |
| RPV | Reactor Pressure Vessel |
| SMR | Small Modular Reactor |
| SS | Sealing Strip |
| STHE | Shell-and-Tube Heat Exchanger |
| TCI | Total Capital Investment |
| Greek symbols | |
| α | 1. iteration loop damping factor [-] 2. scaling factor for Lévy flight step length [-] |
| β | Lévy exponent [-] |
| ε | 1. effectiveness [-] 2. ratio of projected obstruction area to free-flow area without obstruction [-] 3. random number [-] |
| F | heat rate; thermal power [MW] |
| γ | intermittency factor [-] |
| μ | dynamic viscosity [Pa s] |
| r | density [kg/m3] |
| θ | tube pitch angle [°] |
| ψ | void fraction [-] |
| Latin Symbols | |
| a | annuity factor [-] |
| A | area [m2] |
| c | specific cost [€/MWh]; [€/kW]; [€/kg] |
| cp | specific heat [kJ/kgK] |
| C | cost [€] |
| Cf | Fanning coefficient of friction [-] |
| C* | ratio of heat capacity rates |
| d | 1.heat transfer tube diameter [m]; [mm] 2. variable index in a matrix of D decision variable values |
| D | 1. diameter [m] 2. number of decision variables [-] |
| e+ | roughness Reynolds number |
| E | energy [MWh] |
| fx | correction factors for shell-side heat transfer calculation [-] |
| fD | Darcy friction factor [-] |
| F | mutation weight in differential evolution [-] |
| h | heat transfer coefficient [W/m2K] |
| H | height [m] |
| k | thermal conductivity [W/mK] |
| K | loss coefficient [-] |
| l | characteristic length [-] |
| L | length [m] |
| m | mass [kg] |
| mass flow rate [kg/s] | |
| Nx | number of x [-] |
| NTU | number of transfer units (dimensionless conductance) [-] |
| Nu | Nusselt number [-] |
| p | pressure [bar]; [MPa] |
| pa | switching probability: fraction of population subjected to Lévy flights [-] |
| p | normal-distributed random variable vector [-] |
| P | tube pitch [m]; [mm] |
| Pr | Prandtl number [-] |
| q | normal-distributed random variable vector [-] |
| Q | heat [MWh] |
| R”tf | thermal resistance, fouling [m2K/W] |
| Re | Reynolds number [-] |
| s | thickness [m]; [mm] |
| s | Lévy-distributed step size vector [-] |
| S | spacing [m] |
| t | time [h]; [s] |
| T | temperature [°C] |
| u | trial vector [-] |
| U | overall heat transfer coefficient [W/m2K] |
| v | processing speed [m/min] |
| w | velocity [m/s] |
| x | decision variable vector representing a candidate solution in population [-] |
| Subscripts | |
| bf | baffle plate |
| calc | calculation result in iterative solution |
| cav | reactor pool cavity |
| d | index for decision variable |
| excav | excavation |
| h | hydraulic |
| i | inside |
| in | inlet |
| man | manufacturing |
| mat | material |
| max | maximum |
| min | minimum |
| o | outside |
| out | outlet |
| pr | processing |
| Q | cross-flow zone in heat exchanger shell side |
| QE | last and first cross-flow zones in heat exchanger shell side |
| sh | shell |
| tb | heat transfer tube |
| tf | thermal, fouling |
| tgt | target value in iterative solution |
| w | 1. wall |
| 2. baffle window |
Appendix A. Pressure Vessel Sizing
Appendix A.1. Thickness of a Cylindrical Shell
Appendix A.2. Tubesheet Thickness
Appendix B. Heat Exchanger Material Costs

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component x | Volume Vx [m3] | Spec. Cost cx [€/kg] | |
|---|---|---|---|
| Shell | (A11) | 6.09 | |
| Tubes | (A12) | 29.0 | |
| Tubesheet | (A13) | 8.11 1 | |
| Baffle plates | (A14) (A15) | 7.66 2 | |
| Other | + | (A16) (A17) (A18) (A19) | 6.09 |
| Scrap | 1.60 | ||
Appendix C. Heat Exchanger Processing Cost
| Process x | Processing Length Lx [m] |
Speed | Spec. Cost ct,x [€/h] | |
|---|---|---|---|---|
| Cutting baffles (bf) and sealing strips (ss) | + | (A23) (A24) | * | 100 |
| Beveling | (A25) | * | 60 | |
| Drilling | + , , drill head lead travel [32] , drill head pre-travel [32] , drill head over-travel [32] | (A26) | § | 80 |
| Bundle assembly | n/a | n/a | 50 | |
| Process x | Time to Move, Load and Set Up tsu,x [min] | Specific Cost ct,x [€/h] |
|---|---|---|
| Cutting baffles and sealing strips | 10 min per plate + 5 min | 100 |
| Beveling | 10 min per plate + 5 min | 60 |
| Drilling | 5 min per 1 plate + 10 min per 5 plates | 80 |
| Bundle assembly | 30 min general setup 5 s for each tube through 1 hole in 1 baffle 2 min per sealing strip per baffle 20 min per baffle for tie rods and spacers | 50 |
Appendix D. Modified Cuckoo Search CS3/Rand/1/Bin
| Algorithm A1. Pseudo-code for CS3/rand/1/bin to maximize function f(x), x = (x1, …, xD)T. MATLAB code is available from Supplementary Material S3. |
| begin Randomly initialize a population of NP cuckoos (eggs) xi, i = 1, 2, …, NP for all xi do Evaluate objective function to find Fi = f(xi) end for while NFE < NFEmax do for all xi do Create a trial egg uiG by Equation (29) Find objective function value Fu(i)G if (Fu(i)G > FiG) xiG+1 ← uiG FiG+1 ← Fu(i)G end if end for Rank all solutions according to their objective function values F for worst (pa ∙ NP) solutions do Create a trial egg uiG by taking a Lévy flight from xiG, Equation (30) Find objective function value Fu(i)G = f(uiG) xiG+1 ← uiG FiG+1 ← Fu(i)G end for end while end |
References
- Statistics Finland. Energy 2021 Table Service. Available online: https://pxhopea2.stat.fi/sahkoiset_julkaisut/energia2021/html/engl0002.htm (accessed on 18 January 2023).
- Finnish Energy Association. District Heating in Finland 2021; Finnish Energy Association: Helsinki, Finland, 2022; Available online: https://energia.fi/files/5695/District_heating_2021_v2.pdf (accessed on 18 January 2023).
- Finnish Energy Association. Finnish Energy Attitudes 2021; Finnish Energy Association: Helsinki, Finland, 2022; Available online: https://energia.fi/files/7560/Finnish_Energy_Attitudes_2022.pdf (accessed on 30 January 2023).
- Sandström, S. (Ed.) Operating Experience at the Ågesta Nuclear Power Station; Aktiebolaget Atomenergi: Stockholm, Sweden, 1966. [Google Scholar]
- International Atomic Energy Agency (IAEA). Status of Non-Electric Nuclear Heat Applications: Technology and Safety; IAEA-TECDOC-1184; IAEA: Vienna, Austria, 2000; ISSN 1011-4289. [Google Scholar]
- International Atomic Energy Agency (IAEA). Advances in Small Modular Reactor Technology Developments a Supplement to: IAEA Advanced Reactors Information System (ARIS); IAEA: Vienna, Austria, 2022; Available online: https://aris.iaea.org/Publications/SMR_booklet_2022.pdf (accessed on 5 January 2023).
- Värri, K.; Syri, S. The Possible Role of Modular Nuclear Reactors in District Heating: Case Helsinki Region. Energies 2019, 12, 2195. [Google Scholar] [CrossRef] [Green Version]
- Podest, M. Reactors for low-temperature nuclear heat supply. Nucl. Eng. Des. 1988, 109, 115–121. [Google Scholar] [CrossRef]
- Nilsson, L.; Hannus, M. SECURE nuclear district heating plant. Nucl. Technol. 1978, 38, 225–234. [Google Scholar] [CrossRef]
- Wenxiang, Z.; Dazhong, W. NHR-200 nuclear energy system and its possible applications. Prog. Nucl. Energy 1995, 29, 193–200. [Google Scholar] [CrossRef]
- Dazhong, W.; Dafang, Z.; Duo, D.; Zuying, G.; Huaixuan, L.; Jiagui, L.; Qingshan, S. Experimental study and operation experiences of the 5 MW nuclear heating reactor. Nucl. Eng. Des. 1993, 143, 9–18. [Google Scholar] [CrossRef]
- Teräsvirta, A.; Syri, S.; Hiltunen, P. Small Nuclear Reactor—Nordic District Heating Case Study. Energies 2020, 13, 3782. [Google Scholar] [CrossRef]
- Truong, T.; Suikkanen, H.; Hyvärinen, J. Reactor core conceptual design for a scalable heating experimental reactor, LUTHER. J. Nucl. Eng. 2021, 2, 207–214. [Google Scholar] [CrossRef]
- Leppänen, J.; Valtavirta, V.; Rintala, A.; Hovi, V.; Tuominen, R.; Peltonen, J.; Hirvensalo, M.; Dorval, E.; Lauranto, U.; Komu, R. Current Status and On-Going Development of VTT’s Kraken Core Physics Computational Framework. Energies 2022, 15, 876. [Google Scholar] [CrossRef]
- Leppänen, J.; Hillberg, S.; Hovi, V.; Komu, R.; Kurki, J.; Lauranto, U.; Oinonen, A.; Peltonen, J.; Rintala, A.; Tulkki, V.; et al. A Finnish District Heating Reactor: General overview. In Proceedings of the ICONE-28, Virtual Conference, 4–6 August 2021. [Google Scholar]
- Saari, J.; Garcia Perez, M.; Neto, M.; Cardoso, M.; Vakkilainen, E.; Kaikko, J. Shell-and-tube heat exchanger optimization—Impact of problem formulation and cost function. In Proceedings of the 14th International Conference on Heat Transfer, Fluid Mechanics, and Thermodynamics (HEFAT 2019), Wicklow, Ireland, 22–24 July 2019; pp. 1350–1356. [Google Scholar]
- Saari, J.; Martinez, C.M.; Kaikko, J.; Sermyagina, E.; Mankonen, A.; Vakkilainen, E. Techno-economic optimization of a district heat condenser in a small cogeneration plant with a novel greedy cuckoo search. Energy 2022, 239, 122622. [Google Scholar] [CrossRef]
- Sörensen, K. Metaheuristics—The metaphor exposed. Int. Trans. Oper. Res. 2013, 22, 3–18. [Google Scholar] [CrossRef]
- Lones, M.A. Mitigating metaphors: A comprehensible guide to recent nature-inspired algorithms. SN Comput. Sci. 2020, 1, 49. [Google Scholar] [CrossRef] [Green Version]
- Afanasyeva, S.; Saari, J.; Kukkonen, S.; Partanen, J.; Pyrhönen, O. Optimization of wind farm design taking into account uncertainty in input parameters. In Proceedings of the European Wind Energy Conference & Exhibition, 2013, EWEC, Vienna, Austria, 4–7 February 2013; pp. 1808–1810. [Google Scholar]
- Neto, M.; Saari, J.; Vakkilainen, E.; Oliveira, É.; Cardoso, M. A superstructure-based methodology for simultaneously sizing and arranging additional evaporator bodies in multiple-effect evaporator plants. JFor-J. Sci. Technol. Prod. Proc. 2020, 7, 36–47. [Google Scholar]
- Afanasyeva, S.; Saari, J.; Pyrhönen, O.; Partanen, J. Cuckoo search for wind farm optimization with auxiliary infrastructure. Wind Energy 2018, 21, 855–875. [Google Scholar] [CrossRef]
- VALOR Partners Oy. Demand Flexibility in District Heating; Finnish Energy Association: Helsinki, Finland, 2015; p. 12. Available online: http://energia.fi/files/439/Kaukolammon_kysyntajousto_loppuraportti_VALOR.pdf (accessed on 12 November 2022). (In Finnish)
- Jylhä, K.; Kalamees, T.; Tietäväinen, H.; Ruosteenoja, K.; Jokisalo, J.; Hyvönen, R.; Ilomets, S.; Saku, S.; Hutila, A. Test Reference Year 2012 for Building Energy Demand and Impacts of Climate Change; Finnish Meteorological Institute: Helsinki, Finland, 2011; p. 84. (In Finnish)
- Koskelainen, L.; Saarela, R.; Sipilä, K. Handbook of District Heating (in Finnish: Kaukolämmön käsikirja); Finnish Energy Association: Helsinki, Finland, 2003; p. 336. [Google Scholar]
- Viander, T. Optimization of District Heating Network Usage. Master’s Thesis, Lappeenranta University of Technology, Lappeenranta, Finland, 2014. (In Finnish). [Google Scholar]
- Sinnott, R.K. Coulson & Richardson's Chemical Engineering Design Vol 6, 4th ed.; Butterworth-Heinemann: Oxford, UK, 2005. [Google Scholar]
- Lindroos, T.J.; Pursiheimo, E.; Sahlberg, V.; Tulkki, V. A techno-economic assessment of NuScale and DHR-400 reactors in a district heating and cooling grid. Energy Sources Part B Econ. Plan. Policy 2019, 14, 13–24. [Google Scholar] [CrossRef]
- Saari, J.; Afanasyeva, S.; Vakkilainen, E.; Kaikko, J. Heat transfer model and optimization of a shell-and-tube district heat condenser. In Proceedings of the 27th International Conference on Efficiency, Cost, Optimization, Simulation, and Environmental Impact of Energy Systems (ECOS 2014), Turku, Finland, 15–19 June 2014. [Google Scholar]
- SFS-EN 13445-3; Unfired Pressure Vessels. CRC Press: Boca Raton, FL, USA, 2002. (In Finnish)
- British Stainless Steel Association. Elevated Temperature Physical Properties of Stainless Steels; British Stainless Steel Association: Sheffield, UK. Available online: https://bssa.org.uk/bssa_articles/elevated-temperature-physical-properties-of-stainless-steels/ (accessed on 12 December 2022).
- Caputo, A.C.; Pelagagge, P.M.; Salini, P. Manufacturing cost model for heat exchangers optimization. Appl. Therm. Eng. 2016, 94, 513–533. [Google Scholar] [CrossRef]
- Mauri, M. Economics of Nuclear Power Plants: Bottom-Up Cost Estimation Model for Small Modular Reactors. Master’s Thesis, Politecnico di Milano, Milano, Italy, 2021. [Google Scholar]
- Paparusso, L. Bottom-Up Cost Estimation of Small Modular PWR; Politecnico di Milano: Milano, Italy, 2012. [Google Scholar]
- Statistics Finland. Producer Price Indices 2021. Available online: https://www.stat.fi/til/thi/2021/index_en.html (accessed on 26 December 2022).
- The Economic Modeling Working Group of the Generation IV International Forum. Cost Estimating Guidelines for Generation IV Nuclear Energy Systems; Revision 4.2; OECD Nuclear Energy Agency for the Generation IV International Forum: Paris, France, 2007; Available online: https://www.gen-4.org/gif/upload/docs/application/pdf/2013-09/emwg_guidelines.pdf (accessed on 23 December 2022).
- Statistics Finland. Building Cost Index: Building Costs Rose by 0.6 Per Cent in January Year-on-Year. Available online: https://www.stat.fi/til/rki/2021/01/rki_2021_01_2021-02-15_en.pdf (accessed on 23 December 2022).
- Heat Exchange Institute. Standards for Closed Feedwater Heaters, 7th ed.; Heat Exchange Institute: Cleveland, OH, USA, 2010. [Google Scholar]
- Álvarez-Fernández, M.; del Portillo-Valdés, L.; Alonso-Tristán, C. Thermal analysis of closed feedwater heaters in nuclear power plants. Appl. Therm. Eng. 2014, 68, 45–58. [Google Scholar] [CrossRef]
- Gnielinski, V. New equations for heat and mass transfer in turbulent flow in pipe and channel flow. Int. Chem. Eng. 1976, 16, 359–368. [Google Scholar]
- Bhatti, M.S.; Shah, R.K. Turbulent and transition flow convective heat transfer in ducts. In Handbook of Single-Phase Convective Heat Transfer, 1st ed.; Kakaç, S., Shah, R.K., Aung, W., Eds.; Wiley-Interscience: Hoboken, NJ, USA, 1987; Volume 3, pp. 4.1–4.163. [Google Scholar]
- Petukhov, B.S.; Popov, V.N. Theoretical calculation of heat exchange and frictional resistance in turbulent flow in tubes of an incompressible fluid with thermophysical properties. High-Temp. Thermophys. 1963, 1, 85–101. (In Russian) [Google Scholar]
- Shah, R.K.; Sekulic, D.P. Fundamentals of Heat Exchanger Design; John Wiley & Sons: Hoboken, NJ, USA, 2003; p. 482. [Google Scholar]
- Rotta, J.C. Turbulent Shear Flows. In Turbulent Flows; Rotta, J.C., Ed.; Verlag Teubner: Stuttgard, Germany, 1972; pp. 127–186. (In German) [Google Scholar]
- Gnielinski, V. A new calculation method for heat transfer in the transition regime between laminar and turbulent pipe flow. Res. Eng. 1995, 61, 240–248. (In German) [Google Scholar] [CrossRef]
- Gnielinski, V. Heat Transfer in Pipe Flow. In VDI Heat Atlas, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2010; pp. 693–699. [Google Scholar]
- Norris, R.H. Some Simple Approximate Heat-Transfer Correlations for Turbulent Flow in Ducts with Rough Surfaces; General Electric Company Corporate Research and Development: Niskayuna, NY, USA, 1970. [Google Scholar]
- Kays, W.; Crawford, M.; Weigand, B. Convective Heat and Mass Transfer, 4th ed.; McGraw-Hill: New York, NY, USA, 2004. [Google Scholar]
- Che, N.H. An explicit equation for friction factor in pipe. Ind. Eng. Chem. Fund. 1979, 18, 296–297. [Google Scholar]
- Gaddis, E.S.; Gnielinski, V. Shell-Side Heat Transfer in Baffled Shell-and-Tube Heat Exchangers. In VDI Heat Atlas, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2010; pp. 731–741. [Google Scholar]
- Kast, W.; Nirschl, H. Pressure Drop in Flow Through Pipes of Changing Cross-section. In VDI Heat Atlas, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2010; pp. 1065–1075. [Google Scholar]
- Gaddis, E.S. Pressure Drop in the Outer Shell of Heat Exchangers. In VDI Heat Atlas, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2010; pp. 1092–1105. [Google Scholar]
- Todreas, N.E.; Kazimi, M.S. Nuclear Systems—Volume 1—Thermal Hydraulic Fundamentals, 2nd ed.; CRC Press, Taylor & Francis Group: Boca Raton, FL, USA, 2012; pp. 464–534. [Google Scholar]
- Westinghouse AP1000 Design Control Document Rev. 19—Tier 2 Chapter 4—Reactor. Available online: https://www.nrc.gov/docs/ML1117/ML11171A500.html (accessed on 17 January 2023).
- Yang, X.; Deb, S. Cuckoo search via Lévy flights. In Proceedings of the World Congress on Nature & Biologically Inspired Computing, Coimbatore, India, 9–11 December 2009. [Google Scholar]
- Yang, X. Nature-Inspired Optimization Algorithms; Elsevier: Waltham, MA, USA, 2014. [Google Scholar]
- Price, K.; Storn, R.M.; Lampinen, J. Differential Evolution: A Practical Approach to Global Optimization, 1st ed.; Springer: Heidelberg, Germany, 2006. [Google Scholar]
- Mantegna, R.N. Fast, accurate algorithm for numerical simulation of Lévy stable stochastic processes. Phys. Rev. E 1994, 49, 4677–4689. [Google Scholar] [CrossRef] [PubMed]
- Rao, S. Optimization: Theory and Applications; Wiley Cop.: New Delhi, India, 1979. [Google Scholar]











| Load Point | tperiod [h] | FDH,BL200 [MW] | FDH,BL50 [MW] | FDH,ML [MW] | Tsup [°C] | Tret [°C] |
|---|---|---|---|---|---|---|
| 1 | 100 | 200.0 | 50.00 | 50.00 | 120 | 55 |
| 2 | 900 | 200.0 | 50.00 | 50.00 | 100 | 48 |
| 3 | 2400 | 200.0 | 50.00 | 50.00 | 85 | 43 |
| 4 | 2400 | 200.0 | 50.00 | 35.71 | 78 | 40 |
| 5 | 1960 | 200.0 | 50.00 | 17.86 | 75 | 43 |
| 6 | 440 | 200.0 | 50.00 | 14.29 | 75 | 47 |
| 7 | 560 | 0 | 0 | 0 | 75 | 50 |
| Property | Unit | Value | |
|---|---|---|---|
| Economic lifetime | a | 25 | |
| Interest rate | % | 10 | |
| Specific total capital investment (TCI): | 50 MW 4 × 50 MW | €/kWth €/kWth | 1866 1 1233 1 |
| District heat price | €/MWhDH | 70 | |
| Purchased electricity price | €/MWhel | 120 | |
| Nuclear fuel price | €/MWhf | 3.00 | |
| Operating and maintenance cost, variable | €/MWhth | 1.00 2 | |
| Operating and maintenance cost, fixed | M €/a | 1.50 | |
| Property | Unit | Value |
|---|---|---|
| Corrosion allowance 1 | mm | 0.0 |
| Manufacturing tolerance 1 | mm | 2.0 |
| Material design stress, ASTM 316L | MPa | 141 |
| Young’s modulus | N/mm2 | 186.9 [31] 2 |
| Poisson’s ratio | - | 0.268 [31] 3 |
| Density | kg/m3 | 7890 |
| Baffle plate thickness | mm | 10.0 |
| Minimum tube-to-shell clearance | mm | 15.0 |
| Variable | Unit | Range |
|---|---|---|
| Tube layout θ tp | ° | {30, 60} |
| Baffle cut BC | - | 0.15 ≤ BC ≤ 0.40 |
| Shell outer diameter and wall thickness Dsh,o × ssh | mm | {273.0 × 7.8, 323.9 × 8.4, 355.6 × 9.5, 406.4 × 9.5} 1 |
| Tube diameter do | mm | {8, 10, 12, 14, 15, 16, 18} |
| Tube spacing P-do | - | 3.2 ≤ P/do ≤ 5.0 |
| Tube length Ltb | m | 2 ≤ Ltb ≤ 6 |
| Sealing strip pairs NSS | - | 0 ≤ NSS ≤ 7 |
| Baffle/shell ratio Sbf/Dsh | mm | 0.20 ≤ Sbf/Dsh ≤ 1 |
| RPV height HRPV | m | 4.00 ≤ HRPV ≤ 12.00 |
| Variable | Unit | Case BL200 | Case BL50 | Case ML50 | ||||
|---|---|---|---|---|---|---|---|---|
| Number of reactors | - | 4 | 1 | 1 | ||||
| Annual net cash flow Cnet | 106 € | 63.9 | 12.4 | 5.0 | ||||
| Cost-price of heat (i = 10%) | €/MWh | 31.0 | 39.8 | 53.2 | ||||
| Cost-price of heat (i = 5%) | €/MWh | 22.8 | 28.5 | 37.6 | ||||
| Decision variables | Tube layout θ tp | ° | 60 | 60 | 60 | |||
| Baffle cut BC | - | 0.152 | 0.152 | 0.184 | ||||
| Shell outer diameter and wall thickness Dsh,o × ssh | mm | 406.4 × 9.5 | 406.4 × 9.5 | 406.4 × 9.5 | ||||
| Tube diameter do | mm | 12 | 12 | 12 | ||||
| Tube pitch ratio P/do | - | 1.267 | 1.267 | 1.267 | ||||
| Tube length Ltb | m | 2.969 | 2.969 | 2.969 | ||||
| Sealing strip pairs NSS | - | 3 | 3 | 2 | ||||
| Baffle/shell ratio Sbf/Dsh | mm | 0.48 | 0.44 | 0.47 | ||||
| Riser height Hriser | m | 5.566 | 5.552 | 5.600 | ||||
| Sizes and costs | Total heat transfer area A | m2 | 16 × 50.4 | 16 × 50.3 | 16 × 50.4 | |||
| RPV height × diameter × thickness | m | 9.82 × 2.76 × 0.023 | 9.81 × 2.77 × 0.023 | 9.87 × 2.77 × 0.023 | ||||
| CV height × diameter × thickness | m | 12.2 × 3.82 × 0.031 | 12.3 × 3.84 × 0.031 | 12.3 × 3.83 × 0.031 | ||||
| FOB cost, heat exchangers | 106 € | 0.739 1 | 0.745 | 0.728 | ||||
| FOB cost, RPV | 106 € | 1.957 1 | 1.969 | 1.979 | ||||
| FOB cost, CV | 106 € | 4.468 1 | 4.491 | 4.508 | ||||
| Reactor pool cavity cost | 106 € | 3.068 2 | 0.981 | 0.989 | ||||
| Pumping cost | 106 € | 0.464 2 | 0.117 | 0.088 | ||||
| Flow parameters | Winter LP1 | Summer LP6 | Winter LP1 | Summer LP6 | Winter LP1 | Summer LP6 | ||
| Primary water inlet/outlet Th,in/out | °C | 150/102 | 143/94 | 150/105 | 143/97 | 150/102 | 107/84 | |
| Primary water in-tube velocity wtb | m/s | 0.44 | 0.43 | 0.44 | 0.43 | 0.44 | 0.25 | |
| Primary water Re at tube outlet | - | 15,068 | 13,659 | 15,017 | 13,611 | 15,199 | 7236 | |
| Primary water Dp, tubes | mbar | 8.6 | 8.4 | 8.6 | 8.4 | 8.6 | 3.5 | |
| Primary water Dp, core | mbar | 5.2 | 5.1 | 5.2 | 5.1 | 5.1 | 2.1 | |
| Secondary (shell-side) Dp | mbar | 252 | 253 | 281 | 283 | 228 | 36 | |
| Tube-side heat transfer coefficient hi | W/m2K | 4389 | 4257 | 4380 | 4248 | 4411 | 2082 | |
| Shell-side heat transfer coefficient ho | W/m2K | 10,293 | 9968 | 10,552 | 10,217 | 9971 | 4800 | |
| Overall heat transfer coefficient U | W/m2K | 1789 | 1750 | 1794 | 1756 | 1783 | 1026 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saari, J.; Suikkanen, H.; Mendoza-Martinez, C.; Hyvärinen, J. Optimization of Natural Circulation District Heating Reactor Primary Heat Exchangers. Energies 2023, 16, 2739. https://doi.org/10.3390/en16062739
Saari J, Suikkanen H, Mendoza-Martinez C, Hyvärinen J. Optimization of Natural Circulation District Heating Reactor Primary Heat Exchangers. Energies. 2023; 16(6):2739. https://doi.org/10.3390/en16062739
Chicago/Turabian StyleSaari, Jussi, Heikki Suikkanen, Clara Mendoza-Martinez, and Juhani Hyvärinen. 2023. "Optimization of Natural Circulation District Heating Reactor Primary Heat Exchangers" Energies 16, no. 6: 2739. https://doi.org/10.3390/en16062739