

Experimental Research to Increase the Combustion Efficiency in the Top-Lit Updraft Principle Based Gasifier

Abstract
:1. Introduction
- The consumption of biomass (Cbm);
- The air flow required for gasification (Dag) and for combustion (Dard);
- The thermal load control parameter (uPt);
- The gasification air control (Cag);
- The combustion air control (Car).
- The biochar (Dch) produced by pyrolysis and partially reduced;
- The thermal power (Pth) of the burned gases at the burner exit;
- The concentration of CO2 in the combustion gases;
- The concentration of PM solid particles in the combustion gases.
- The part of the biomass that is completely transformed into syngas;
- The biochar remaining after the gasification phase as an incandescent layer.
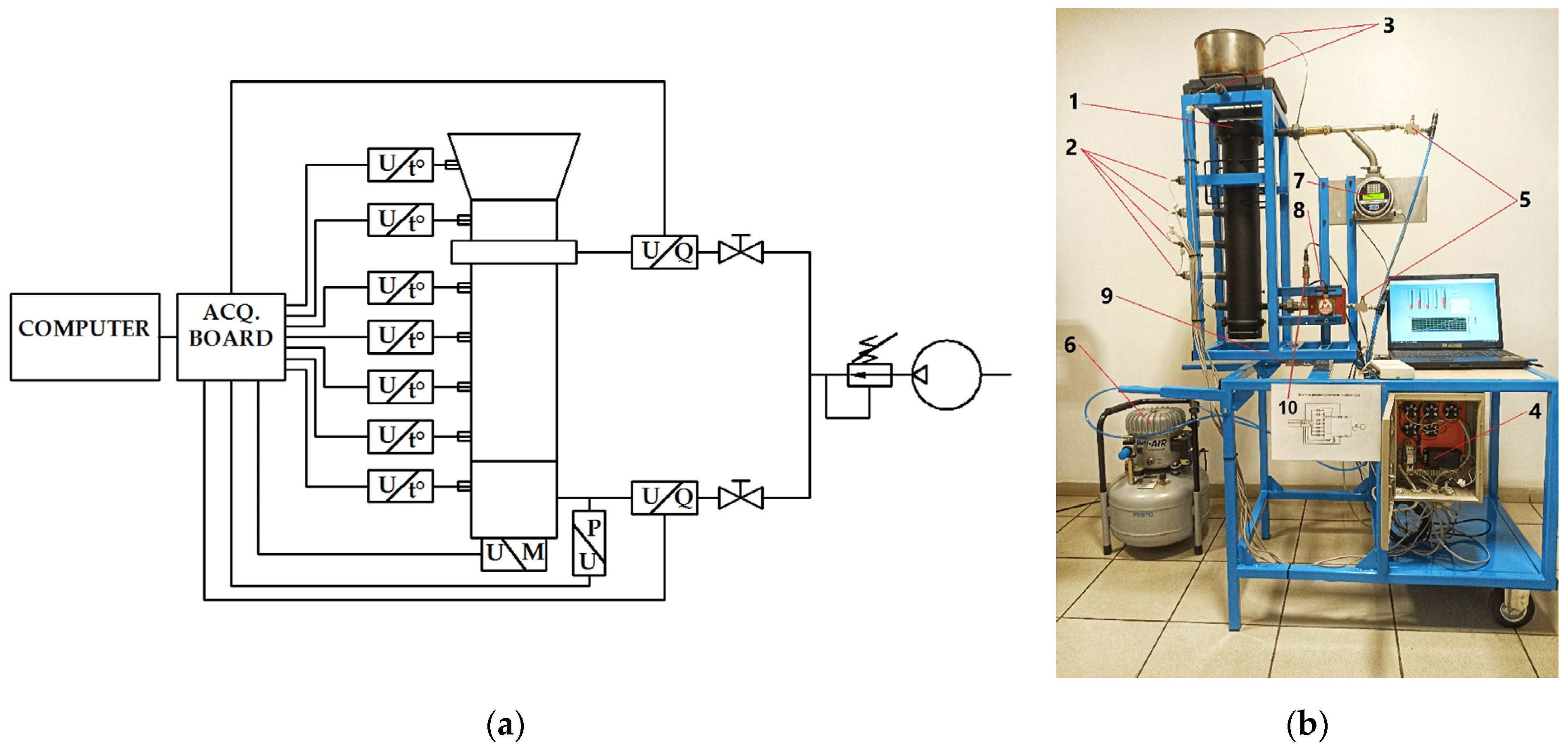
2. Materials and Methods
- Wood species: 100% spruce sawdust;
- Moisture: ≤10%;
- Ash: ≤0.7 %;
- Calorific power: >4.6 (4.81 kWh/kg);
- Density: 1.19 kg/dm³;
- Diameter: 6 mm;
- Length: 3.15–40 mm.
- Di = Ø106 mm;
- Hmax = 450 mm, adjustable by the positioning of the sieve;
- Biomass volume/0.1 m = 0.78 dm3;
- Hourly consumption = 0.8 kg/h;
- Operating time/0.1 m of biomass layer height = 0.7–1 h;
- Thermal power at the burner = 2.7 kWth;
- Gasification air flow section = 12 cm2;
- Combustion air flow section = 2.3 cm2 or 20.3 cm2.
3. Results
3.1. The Test with the 1/4 Ratio of Primary/Secondary Air Flow Rate—19/56 L/min
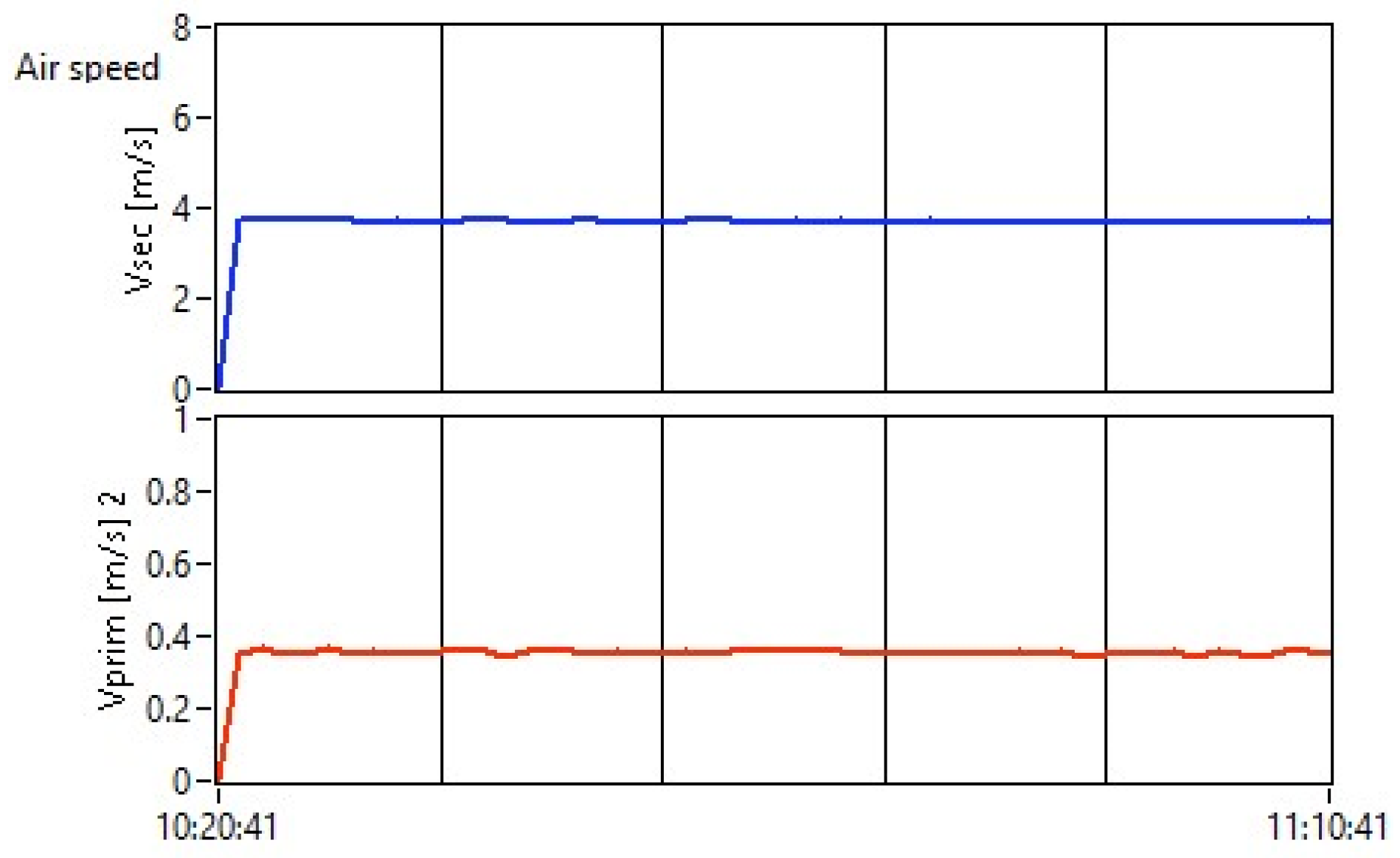
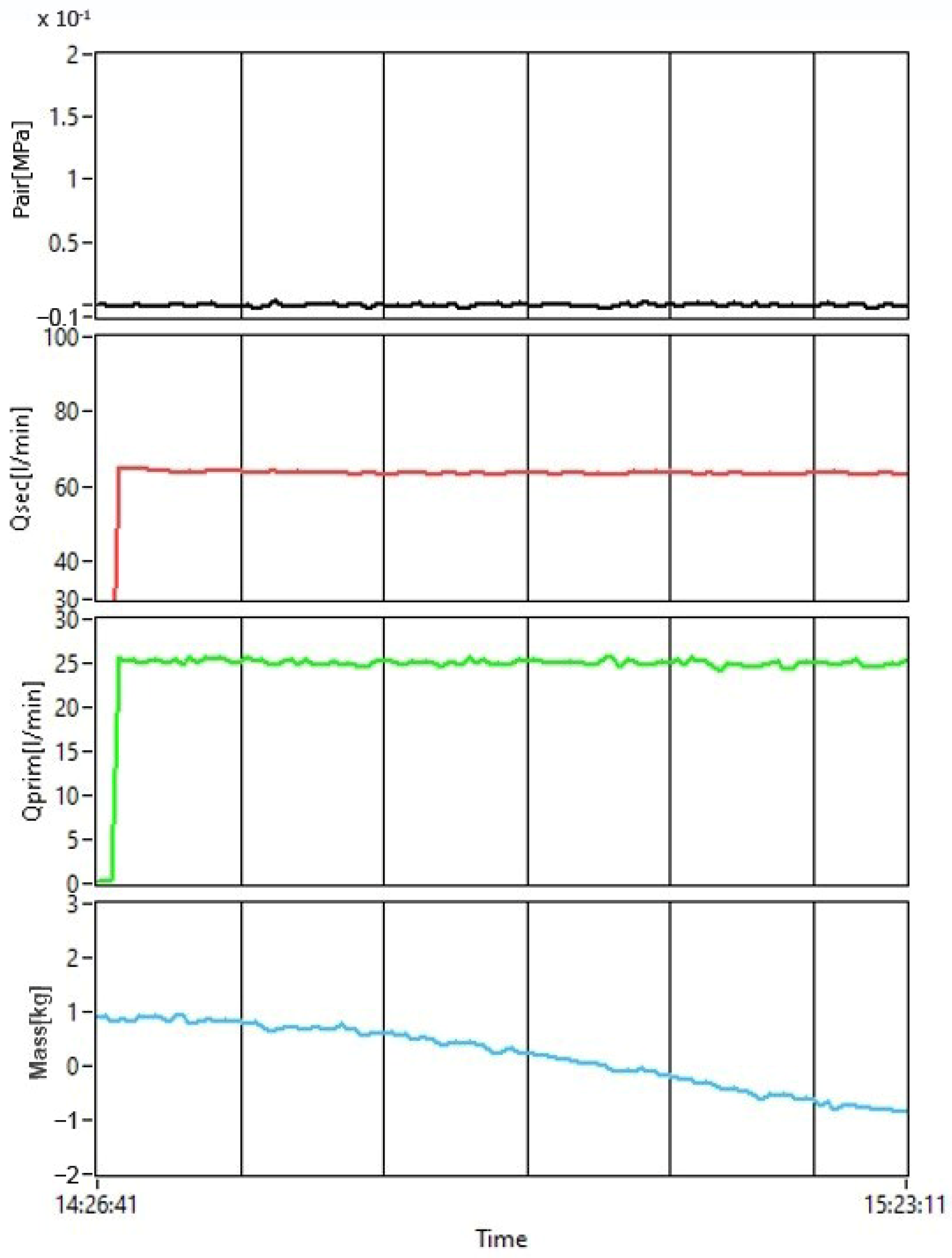
3.2. The Test with the 1/3 Ratio of Primary/Secondary Air Flow Rate—25/50 L/min
3.2.1. The Test with the 1/3 Ratio and Excess Combustion Air Flow of 30% with Primary/Secondary Air Flow Rate of 25/65 L/min
3.2.2. The Test with the 1/3 Ratio and Excess Combustion Air Flow of 50% with Primary/Secondary Air Flow Rate of 25/75 L/min
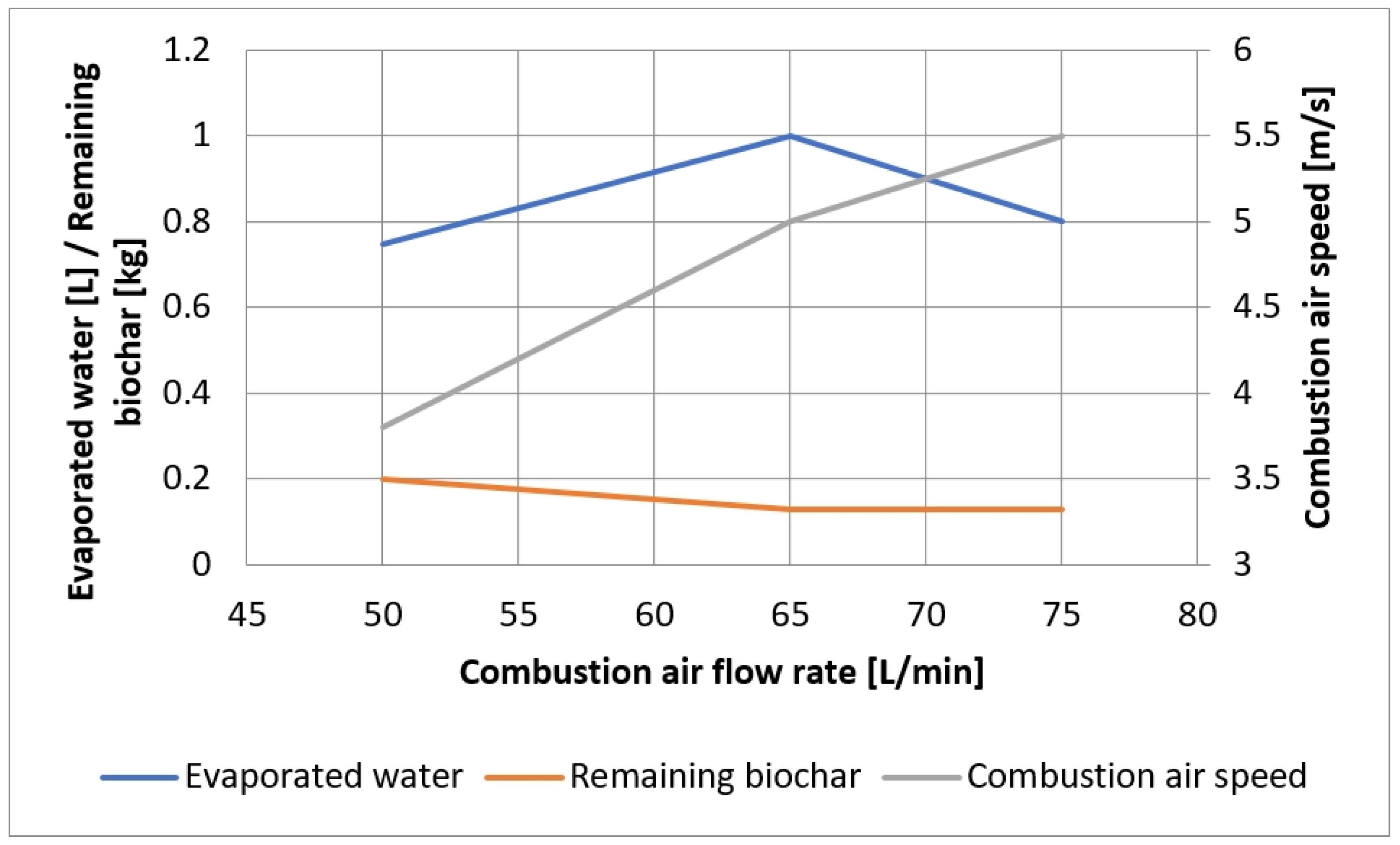
3.3. Interpretation of Results
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Scholz, S.B.; Sembres, T.; Roberts, K.; Whitman, T.; Wilson, K.; Lehmann, J. Biochar Systems for Smallholders in Developing Countries: Leveraging Current Knowledge and Exploring Future Potential for Climate-Smart Agriculture; The World Bank: Washington, DC, USA, 2014. [Google Scholar] [CrossRef]
- Gitau, K.J.; Mutune, J.; Sundberg, C.; Mendum, R.; Njenga, M. Factors influencing the adoption of biochar-producing gasifier cookstoves by households in rural Kenya. Energy Sustain. Dev. 2019, 52, 63–71. [Google Scholar] [CrossRef]
- Tryner, J. Combustion Phenomena in Biomass Gasifier Cookstoves. Ph.D. Thesis, Colorado State University, Fort Collins, CO, USA, 2016. [Google Scholar]
- Toklu, E. Biomass energy potential and utilization in Turkey. Renew. Energy 2017, 107, 235–244. [Google Scholar] [CrossRef]
- Rabby, M.I.I.; Uddin, M.W.; Sheikh, M.R.; Bhuiyan, H.K.; Mumu, T.A.; Islam, F.; Sultana, A. Thermal performance of gasifier cooking stoves: A systematic literature review. F1000Research 2023, 12, 38. [Google Scholar] [CrossRef]
- Jetter, J.; Zhao, Y.; Smith, K.R.; Khan, B.; Yelverton, T.; DeCarlo, P.; Hays, M.D. Pollutant emissions and energy efficiency under controlled conditions for domestic biomass cookstoves and implications for metrics useful in setting international test standards. Environ. Sci. Technol. 2012, 46, 10827–10834. [Google Scholar] [CrossRef] [PubMed]
- Jetter, J.J.; Kariher, P. Solid-fuel household cook stoves: Characterization of performance and emissions. Biomass Bioenergy 2009, 33, 294–305. [Google Scholar] [CrossRef]
- MacCarty, N.; Still, D.; Ogle, D. Fuel use and emissions performance of fifty cooking stoves in the laboratory and related benchmarks of performance. Energy Sustain. Dev. 2010, 14, 161–171. [Google Scholar] [CrossRef]
- Roth, C. Micro-Gasification: Cooking with Gas from Dry Biomass. An Introduction to Concepts and Applications of Wood-Gas Burning Technologies for Cooking, 2nd ed.; Deutsche Gesellschaft für Internationale Zusammenarbeit (GIZ) GmbH: Eschborn, Germany, 2013. [Google Scholar]
- Tryner, J.; Tillotson, J.W.; Baumgardner, M.E.; Mohr, J.T.; Defoort, M.W.; Marchese, A.J. Effects of Air Flow Rates, Secondary Air Inlet Geometry, Fuel Type, and Mode of Operation on Gasifier Stove Performance. Environ. Sci. Technol. 2016, 50, 9754–9763. [Google Scholar] [CrossRef] [PubMed]
- Marchese, A.; DeFoort, M.; Gao, X.; Tryner, J.; Dryer, F.L.; Haas, F.; Lorenz, N. Achieving Tier 4 Emissions in Biomass Cookstoves; U.S. Department of Energy, Office of Scientific and Technical Information: Washington, DC, USA, 2018. [Google Scholar] [CrossRef]
- Saastamoinen, J.J.; Taipale, R.; Horttanainen, M.; Sarkomaa, P. Propagation of the ignition front in beds of wood particles. Combust. Flame 2000, 123, 214–226. [Google Scholar] [CrossRef]
- Matache, G.; Pavel, I.; Pantiru, A.; Ciciu, M. Increasing the efficiency of wood biomass gasification boilers. Hidraul. Mag. 2016, 70–76. [Google Scholar]
- Murad, E.; Dragomir, F. Heat generators with TLUD gasifier for generating energy from biomass with a negative balance of CO2. In Proceedings of the 20th International Conference of Hydraulics and Pneumatics HERVEX, Calimanesti-Caciulata, Romania, 7–9 November 2012; pp. 440–447. [Google Scholar]
- Murad, E.; Achim, G.; Rusănescu, C. Energetic and ecological valorization of the biomass of cuttings from orchards. In Proceedings of the ICEDIMPH-HORTING Session of Scientific Communications, Bucharest, Romania, 20 September 2012. [Google Scholar]
- Anderson, P.S.; Schoner, J.S. Origins, History, and Future of TLUD Micro-Gasification and Cookstove Advancement. Version 2.0. White Paper, February 2016. Available online: https://www.drtlud.com/wp-content/uploads/2016/02/TLUD-History-V2-17FEB2016.pdf (accessed on 8 February 2023).
- Varunkumar, S. Packed Bed Gasification-Combustion in Biomass Domestic Stove and Combustion Systems. Ph.D. Thesis, Indian Institute of Science, Bangalore, India, 17 February 2012. [Google Scholar]
- Sulaiman, S.A.; Romli, R. Combustion performance of cellulosic biomass in a gasifier-based cookstove. AIP Conf. Proc. 2012, 1440, 942. [Google Scholar] [CrossRef]
- ISO 17225-2:2014; Solid Biofuels—Fuel Specifications and Classes: Part 2: Graded Wood Pellets. International Organization for Standardization: London, UK, 2014.
- Bălan, M.; Mădărăşan, T. Combustion of fuels/Arderea combustibililor. In Notions of Thermotechnics/Notiuni de Termotehnica, Lecture Notes; Bălan, M., Ed.; Technical University of Cluj-Napoca: Cluj-Napoca, Romania, 2013; Available online: http://www.termo.utcluj.ro/termo/06ardere.pdf (accessed on 23 January 2023).
- Pavel, I.; Rădoi, R.; Matache, G.; Șovăială, G.; Popescu, A.-M. Eco-efficient combustion in the Top-Lit Updraft biomass gasification process. In Proceedings of the 22nd International Multidisciplinary Scientific GeoConference SGEM, Albena, Bulgaria, 2–11 July 2022. [Google Scholar]
- Pradana, Y.S.; Hartono, M.; Prasetya, A. Evaluation of household pyrolitic stove performance: Effect of bottom air apertures. Int. J. Adv. Sci. Eng. Inf. Technol. 2018, 8, 2005–2011. [Google Scholar] [CrossRef] [Green Version]
- Mukunda, H.S.; Dasappa, S.; Paul, P.J.; Rajan, N.K.S.; Yagnaraman, M.; Kumar, D.R.; Deogaonkar, M. Gasifier stoves—Science, technology and field outreach. Curr. Sci. 2010, 98, 627–638. [Google Scholar]
- Reed, T.B.; Anselmo, E.; Kircher, K. Testing & Modeling the Wood-Gas Turbo Stove. In Progress in Thermochemical Biomass Conversion; Bridgwater, A., Ed.; John Wiley & Sons: New York, NY, USA, 2008; pp. 693–704. ISBN 047069484X, 9780470694848. [Google Scholar]
- Pavel, I.; Chirita, A.P.; Matache, G.; Popescu, A.-M.; Caba, I. Combustion test equipment in low power TLUD gasifiers. In Proceedings of the ISB-INMA TEH’ 2021 International Symposium, Bucharest, Romania, 29 October 2021; pp. 632–641. [Google Scholar]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test No. | Air Flow Rate Ratio | Ignition Time (min) | Burn Time at max. (min) | Flame Temp. (°C) | Pyrolytic Front Temp. (°C) | Time to Boiling (min/°C) | Evaporated Water (L) | Remaining Biochar (g) | Gasification/Combustion Air Speed (m/s) |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 1/4 (19/56) | 12 | 50 | 650 | 500 | 25/85 | 0.5 | 150 | 0.3/4 |
| 2 | 1/3 (25/50) | 12 | 35 | 700 | 900/700 | 25/100 | 0.75 | 200 | 0.3/3.8 |
| 3 | +30% (25/65) | 12 | 40 | 800 | 950/700 | 30/100 | 1 | 130 | 0.3/5 |
| 4 | +50% (25/75) | 12 | 45 | 700 | 800 | 30/100 | 0.8 | 130 | 0.3/5.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pavel, I.; Rădoi, R.I.; Matache, G.; Popescu, A.-M.C.; Pavel, K. Experimental Research to Increase the Combustion Efficiency in the Top-Lit Updraft Principle Based Gasifier. Energies 2023, 16, 1912. https://doi.org/10.3390/en16041912
Pavel I, Rădoi RI, Matache G, Popescu A-MC, Pavel K. Experimental Research to Increase the Combustion Efficiency in the Top-Lit Updraft Principle Based Gasifier. Energies. 2023; 16(4):1912. https://doi.org/10.3390/en16041912
Chicago/Turabian StylePavel, Ioan, Radu Iulian Rădoi, Gabriela Matache, Ana-Maria Carla Popescu, and Kati Pavel. 2023. "Experimental Research to Increase the Combustion Efficiency in the Top-Lit Updraft Principle Based Gasifier" Energies 16, no. 4: 1912. https://doi.org/10.3390/en16041912