1. Introduction
In recent years, there has been a progressive increase in the global energy structure, notably within China, with natural gas assuming a more prominent role. This shift can be attributed to its favorable economic and environmental advantages when contrasted with coal and oil. According to statistical data, in 2021, China’s aggregate natural gas consumption amounted to 369 billion cubic meters, indicating an 85.42% increase compared to the levels observed in 2012 [
1]. Nonetheless, the distribution of natural gas resources in China is characterized by inequality [
2], and natural gas consumption demonstrates pronounced seasonality. To secure a dependable energy supply, the development of extensive natural gas storage facilities with temporal and spatial transfer capabilities is of utmost significance [
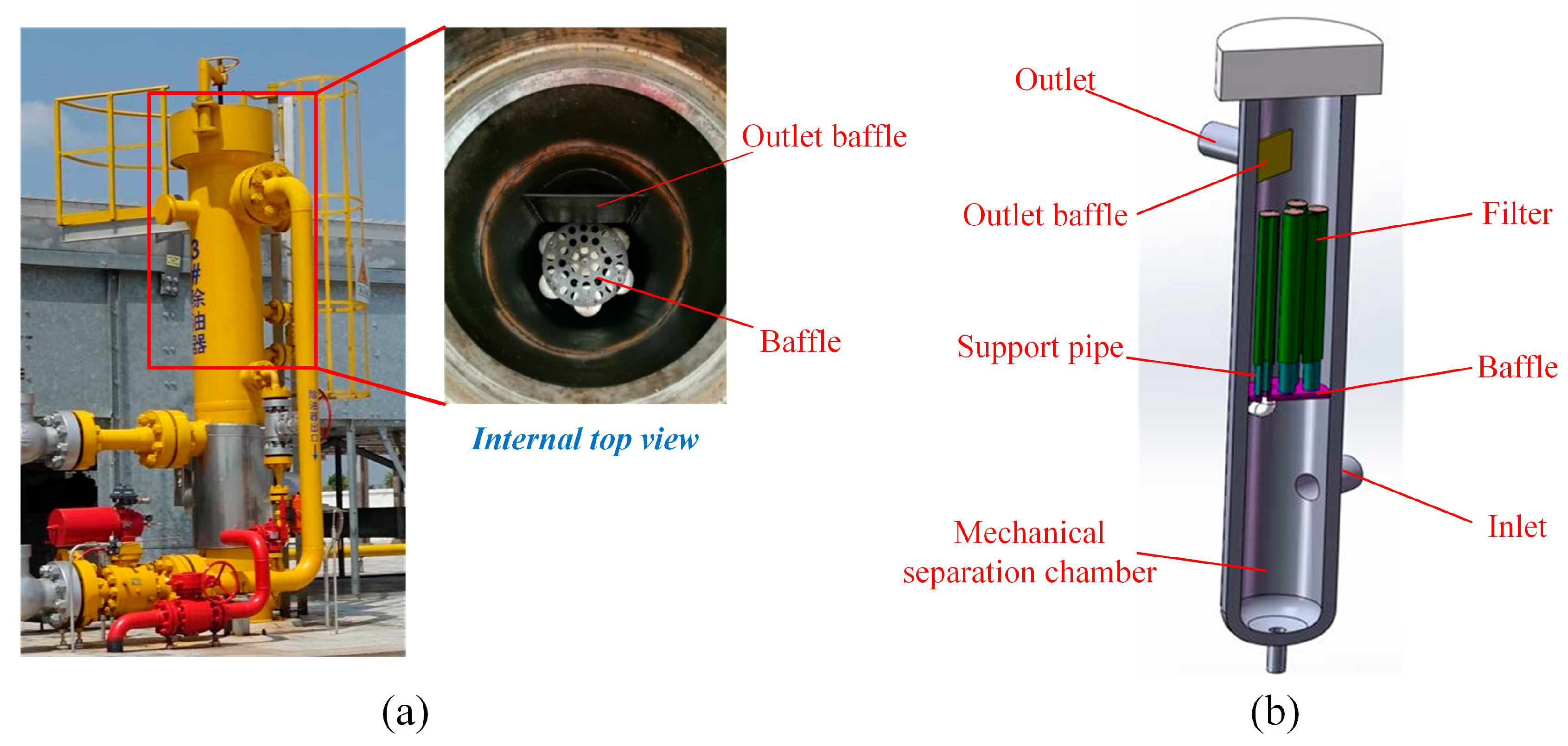
3], wherein natural gas is compressed and filtered for storage. Hence, high-precision oil–gas separators assume a crucial role within the realm of natural gas storage. Their function encompasses the separation of oil from compressor discharges [
4], thereby preventing oil blockages in pipelines and, in turn, augmenting the overall efficiency of gas storage systems.
Advanced oil–gas separators typically comprise a dual-stage mechanism. In the initial stage, mechanical means, i.e., gravity, inertia, and centrifugal forces, have been utilized for the separation of oil droplets exceeding 10 μm in diameter. The subsequent stage involves the separation of smaller-diameter oil droplets through the utilization of porous filters. It is noteworthy that the efficiency of the first separation stage exerts a substantial influence on the overall separator efficiency because the performance of the filter core is related to the outlet of the first stage. Therefore, the enhancement of the effect of mechanical separators is highly important. Numerous optimized mechanical separators, as well as filters, have been extensively introduced and discussed in the literature, which are reviewed in the following subsections.
The mechanical oil–gas separator incorporates two main structures, namely, the gravity separation and centrifugal one [
5]. The former primarily depends on structures like inlet baffles or deflector plates to alter the airflow direction, harnessing the inertia of liquid droplets for separation. The latter, on the other hand, is attributed to the disparity in density between gas and liquid, with liquid being notably influenced by centrifugal force, resulting in its adhesion to the wall for separation.
The planar designs have been employed for conventional deflectors. It can be found that the flow stability was improved [
6,
7], and the time for phase separation was decreased [
8]. Solov’eva et al. [
9] conducted experimental research on the process of water–oil emulsion separation in a gravity-dynamic separator, employing three distinct usage modes: without baffles, with baffles in the form of inserts made of open-cell foam material, and with plate baffles. It is demonstrated that separators with open-cell foam material baffles and plate baffles are more effective at lower and higher flow rates, respectively. Xu et al. [
10] performed experiments to investigate the impact of eight distinct parameters of deflector plates on the flow field and separation efficiency. The findings suggested that reducing the gap width, increasing the number of bends, and raising the number of channels can improve separation efficiency, albeit at the cost of increased pressure drops. In the research carried out by Zhang et al. [
5], the impact of radial baffle curvature on the jet flow within the separator was examined using experiments and numerical simulations. The results revealed that the concave baffle jet was confined to a narrow region near the concave baffle, leading to reduced flow disturbances in the center of the separator. In essence, it is suggested that concave baffles are a more suitable choice for the separator’s inlet compared to convex baffles.
Centrifugal separators featuring tangential inlets are also commonly known as cyclone separators [
11]. Furthermore, altering the structural configuration of cyclone separators is a frequently employed optimization approach. Comparative investigations indicated that cylindrical height has a substantial impact on pressure drop and separation performance. Lengthening the cylindrical length in a uniflow hydrocyclone can improve separation efficiency while maintaining a specific pressure drop threshold [
12]. In addition, it is claimed that the separation efficiency was increased by 11%, and the pressure losses were reduced by approximately 29% when the cylinder length exceeded 6.5 times the cylinder diameter [
13]. Elsayed [
14] determined that the foremost factors influencing separator pressure drop are the geometric dimensions of the cyclone and the size of the inlet cross-sectional area according to the Co-Kriging model. Subsequently, they devised an innovative cyclone separator, resulting in a reduction of pressure losses by more than 20% compared to the Stairmand design at the same volume flow rate. Moreover, it is revealed that the pressure drop is quadratic, i.e., first decreases and then increases, with the enhancement of the outlet duct length [
15]. Misiulia et al. [
16] discovered that utilizing a deswirler can effectively decrease pressure losses with a relatively modest effect on velocity and separation efficiency based on neural network optimization. It is shown that the separation efficiency has been improved by 21% with the utilization of a tangential chamber. Additionally, increasing the tangential inlet of the cyclone separator can enhance its separation efficiency [
17] while maintaining a relatively lower pressure drop [
18]. Another form of centrifugal separator is the axial flow separator, designed for space-constrained systems, with its central component being the guide blades. Valdez et al. [
19] conducted experimental assessments on curved guide blades at different inclination angles to evaluate their separation performance. The findings revealed that the maximum separation performance can surpass 0.98. However, it is demonstrated that there is no significant change in the oil content at the separator outlet by reducing the stator diameter and the number of blades [
20].
Filter performance is affected by many parameters, including operating conditions, the properties of the liquid, the properties of the filter material, and filter structures [
21]. Many studies have focused on the single-fiber level. The forces acting on droplets and their shapes on fibers have been thoroughly investigated, and it is found that the droplets are predominantly observed in the Reynolds transition flow region [
22,
23]. Dawar et al. [
24,
25] developed an empirical correlation to calculate the average drag coefficient for drops detaching from a fiber, as well as a second correlation for predicting the fractional number. These correlations facilitate the study of the coalescence and motion of droplets along fibers. Moreover, it is observed that droplet interception and Brownian diffusion contribute to the growth of droplets on nanofibers within the range of droplet diameters from 100 to 1000 nm [
26]. Some attention has been paid to the research regarding the level of the entire filter. It is revealed that the efficiency of wet filtration can be increased by increasing the angle of inclination of the filter and selecting the orientation [
27]. Contal et al. [
28] pointed out that high filtration velocities are beneficial to minimize the resistance of the deposit and the penetration of the filter. Similar conclusions have been obtained by the experiment in reference [
29]. Frising et al. [
30] established a single phenomenological model that can be utilized to predict the pressure drop and the penetration of a filter over the whole filtration span. Charvet et al. [
31] indicated that, as the filter clogs, the medium’s performance for particles with diameters less than 100 nm diminishes, while that for particles with diameters greater than 200 nm improves. Additionally, the efficiency was enhanced significantly when the drainage layer was assembled outside of the coalescing layer [
21]. Experimental results exhibited that non-uniform liquid distribution characteristics exist at various heights in the filter cartridge during the different stages of the filtration process, and the outlet concentration increases from the top to the bottom of the filter cartridge [
32]. Innocentini et al. [
33] investigated the permeation behavior of four industrial-grade media used for natural gas filtration under high pressure. The results indicated that considering the combined effect of the thickness and permeability coefficient of each filtering medium, a minimal pressure drop has been obtained when employing polyester.
Oil–gas separators have been extensively investigated in previous studies in terms of mechanical separators or filters. Furthermore, the discussion involved improving the overall separator performance through enhancements in their respective capabilities. However, most of the research has focused on reducing the oil content in the outlet and lowering the pressure loss, while neglecting the velocity uniformity that affects the performance of the filter, thereby indirectly reducing separation efficiency. Moreover, each optimization structure yields different improvement effects, which makes choosing the optimal optimization method challenging. Consequently, it is necessary to further study the oil–gas separators to understand the optimized method characteristics.
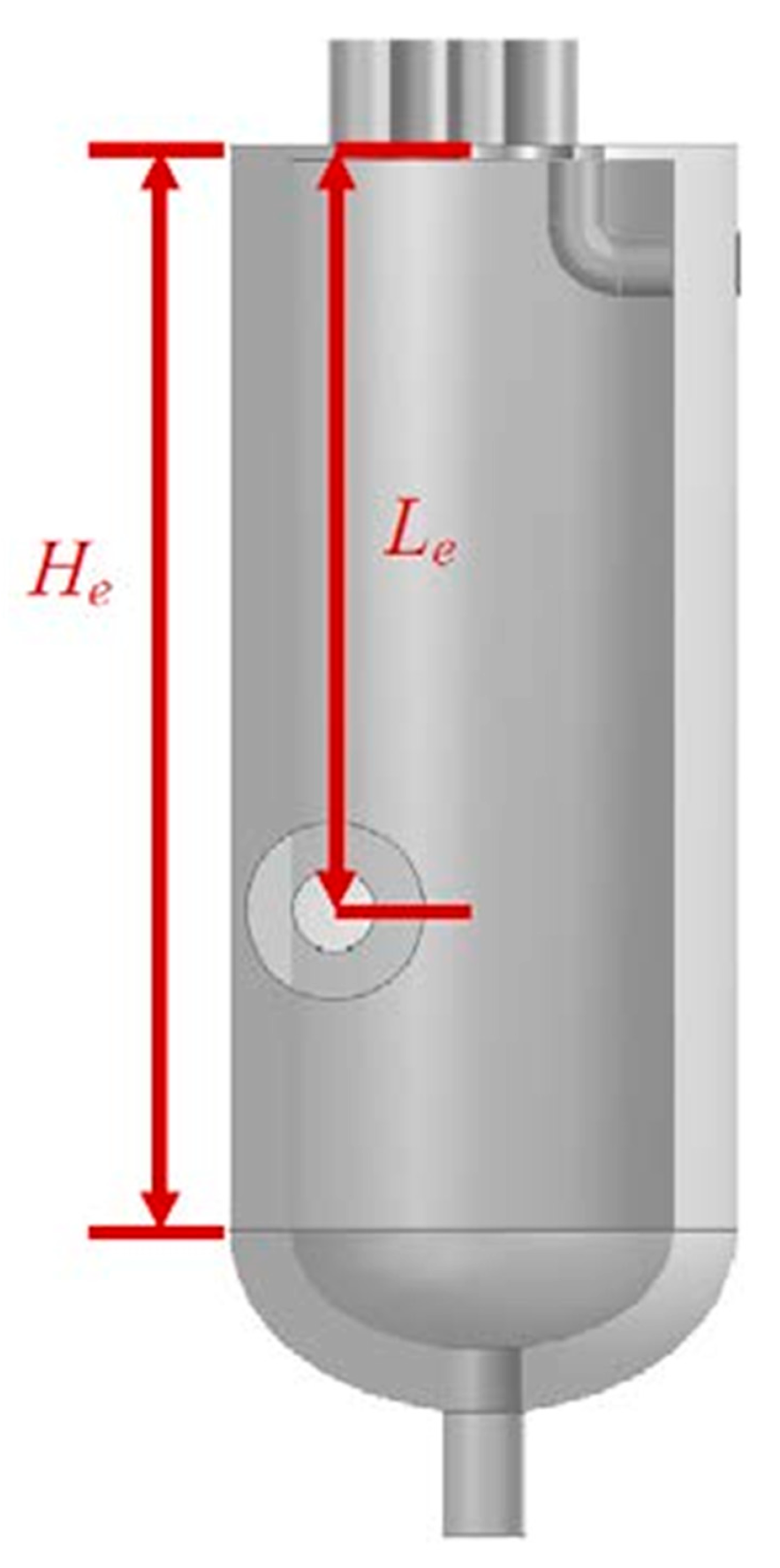
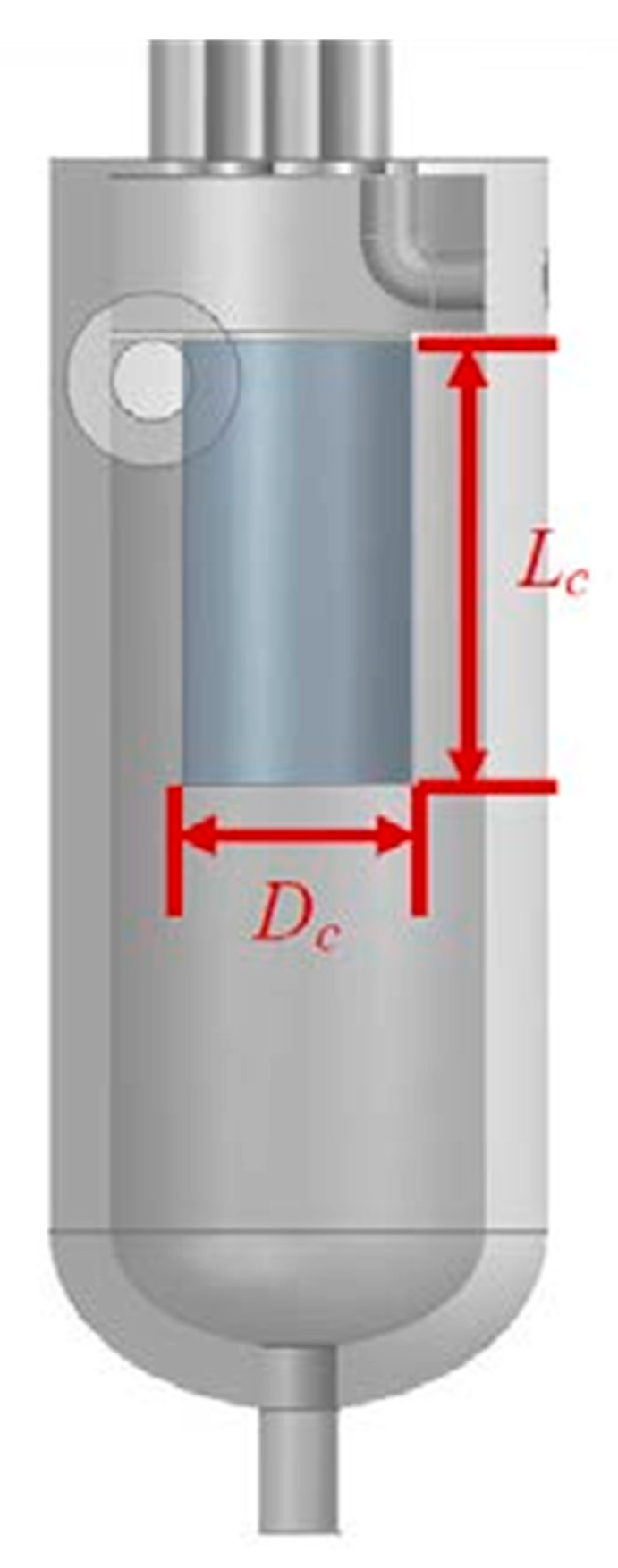
Motivated by the aforementioned research gaps, the present work aims to evaluate the optimized performance of an existing oil–gas separator of a natural gas storage compressor. Analysis of the existing separators, as well as optimized ones (placing baffles, adjusting the separator height and inlet position, and adding an inner cylinder), is conducted to introduce the selection of critical parameters regarding improved structures with the consideration of velocity uniformity in filter inlets. Moreover, the optimized separators are compared based on the analytic hierarchy process to introduce the choice of the more suitable separator optimization method. The novelty of this paper lies in considering the impact of separation chamber structure on the flow field at the filter inlet, as well as providing guidance for selecting optimized separators. This work is relevant for oil–gas separators to improve their separation efficiency and enhance the gas storage performance.

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}