The recycling of composite materials, particularly WTBs, poses significant challenges due to their intricate structure and diverse components. These materials comprise various fibres and polymer matrices and are used in multiple applications, making the recycling process complex and demanding. Consequently, developing effective recycling techniques for composite materials is an ongoing effort.
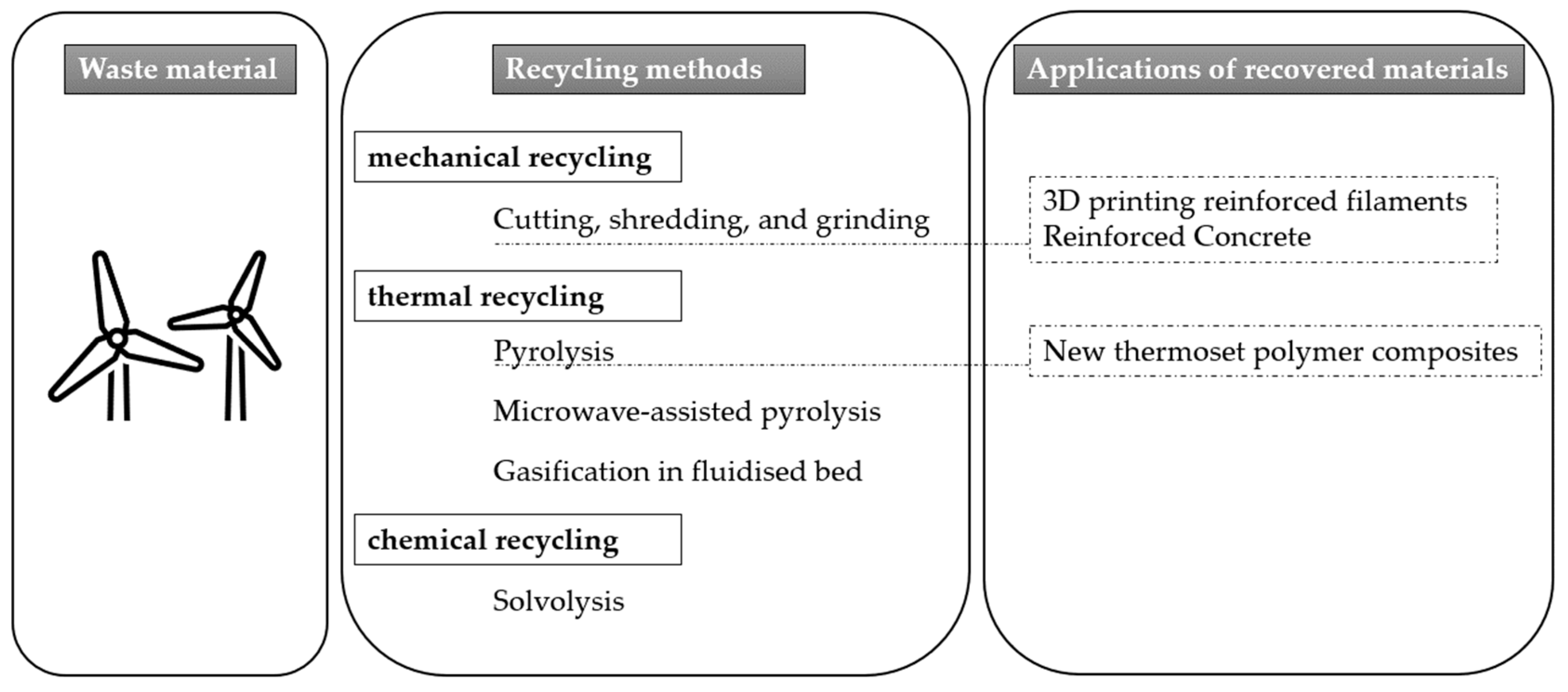
So far, three recycling techniques for thermosetting polymer composites are available, broadly categorised into thermal, chemical, and mechanical processes. Each method offers unique approaches for the EOL composites of WTBs.
In the following subsections, we will delve into several case studies on WTB recycling, highlighting the available recycling techniques and their potential for sustainable waste management.
3.1. Cutting, Shredding, and Grinding
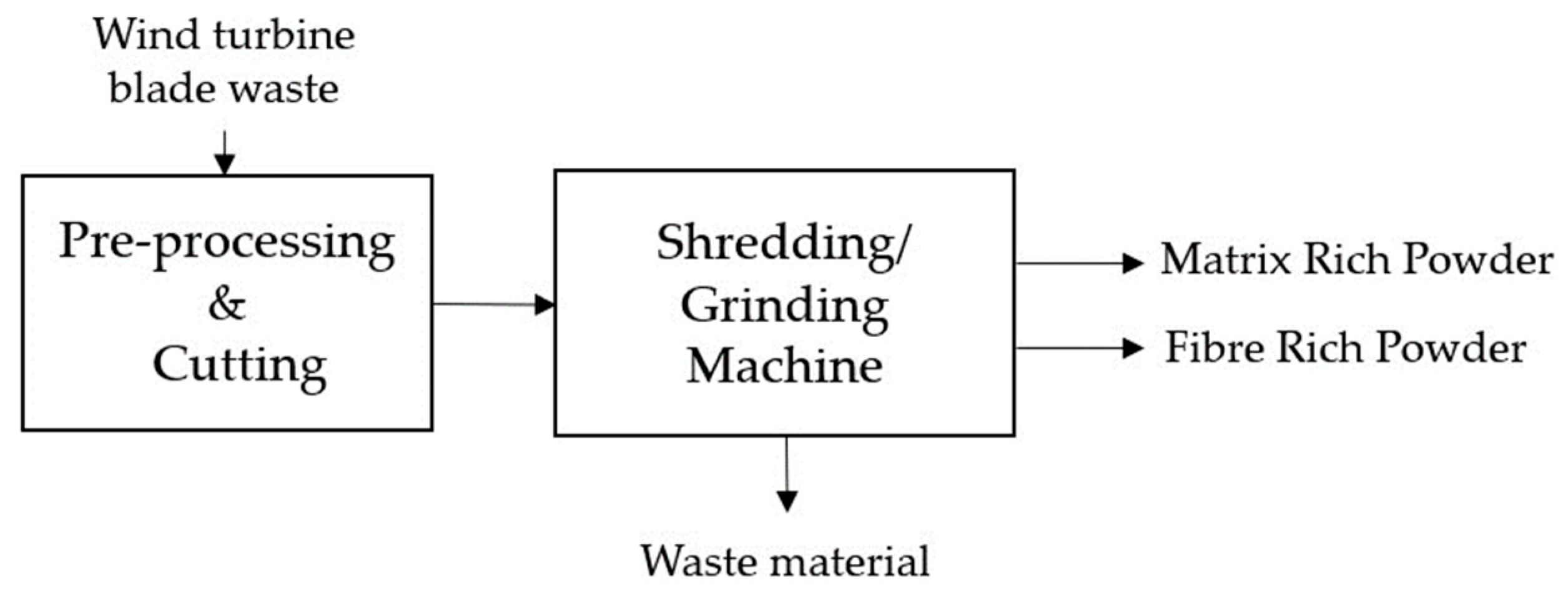
Mechanical recycling is a vital aspect of sustainable WTB management, involving size reduction to create granulate-like materials suitable for various applications [
15]. This approach utilises cutting, shredding, and grinding techniques to break down the composite materials of the blades [
19]. Cutting utilises sharp tools to divide the material into smaller pieces precisely. Shredding involves using mechanical equipment, like shredders, to tear the fabric into smaller fragments. Conversely, grinding reduces the materials into fine particles or powder through friction with abrasive surfaces. In
Figure 2, a comprehensive diagram is presented, providing a detailed illustration of the mechanical pyrolysis-based recycling process designed for EOL WTBs.
One of the critical advantages of mechanical recycling lies in the homogeneity of the granulate-like materials produced, making them suitable for reuse as fillers or reinforcements in new polymer composite materials or concrete applications [
15]. However, the mechanical recycling of WTBs does face challenges, as the cut, shredded, and ground composite materials may not significantly enhance the mechanical properties of the resulting composites [
13,
16,
20].
Despite its advantages, mechanical recycling also has some limitations. The process involves multiple steps, potentially leading to increased operational costs in transforming the EOL WTBs into granulates. Additionally, dust generation during mechanical recycling can pose health hazards to workers [
17,
19].
Mechanical recycling is crucial in various recycling techniques, including those used for recycling WTBs. In this initial phase, cutting and/or shredding the blades occurs before implementing thermal and chemical processes. Furthermore, researchers have explored the materials from cutting, shredding, and grinding to develop innovative materials.
For instance, recycling shredded composites can produce new polymer composites, utilising high-quality glass fibres and reducing reliance on virgin materials [
13,
18,
35,
36]. Moreover, the shredded composites can replace synthetic macro fibres in concrete, improving its tensile strength and crack resistance [
37,
38,
39]. Additionally, the composites can produce fused filaments for 3D-printed parts, resulting in increased structural performance [
40,
41]. These studies on the reuse of WTBs at the end of their useful life through the development of innovative materials will be presented in detail in
Section 4.
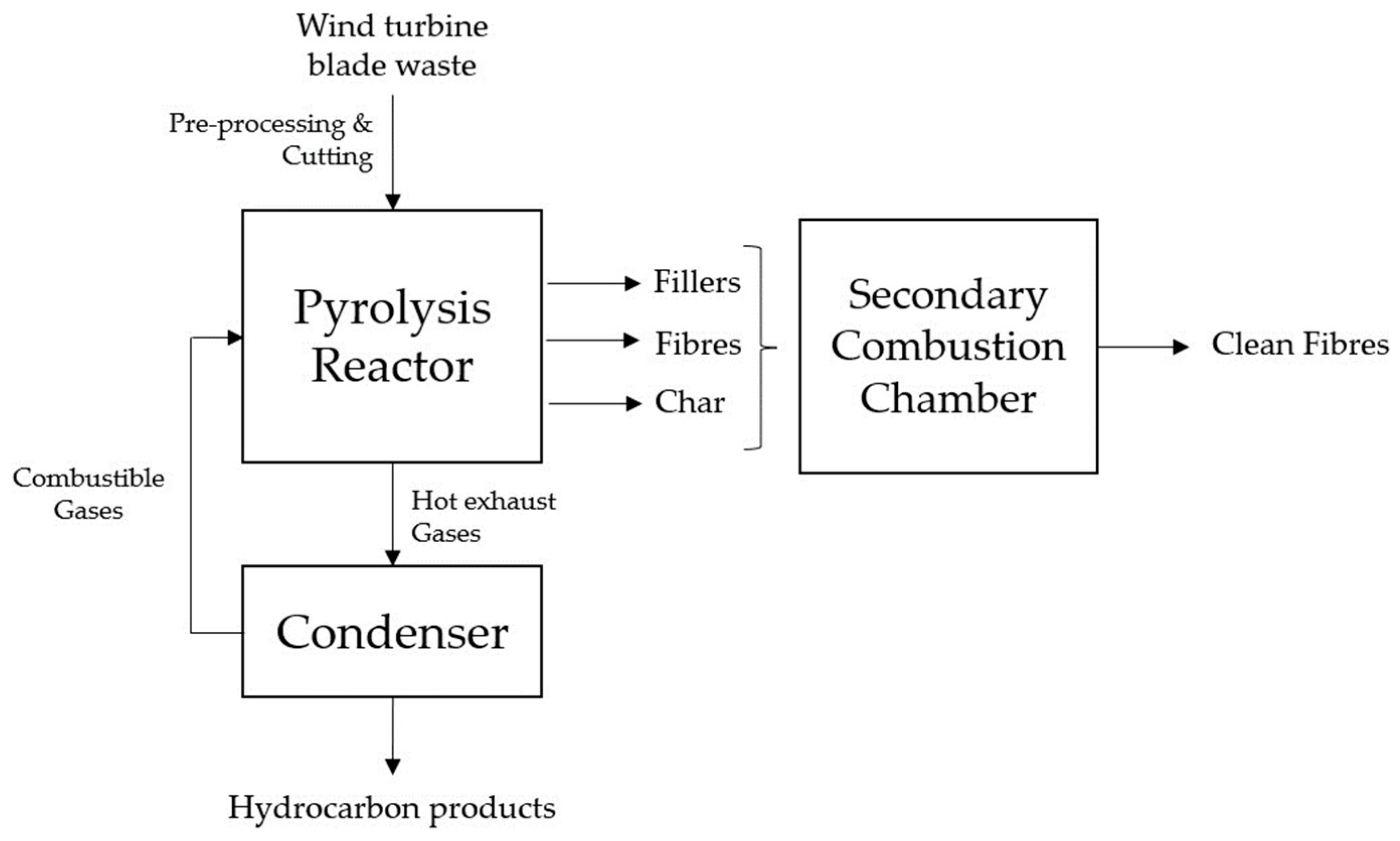
3.2. Pyrolysis
Pyrolysis is a recycling technique employed for wind turbine blade waste, involving the application of high temperatures in the absence of oxygen [
18,
19,
21]. This thermal treatment induces the disintegration of the materials into gas, liquid, and solid forms. The blade constituents, such as epoxy resin, thermoplastic polyurethane, carbon fibre, and glass fibre, can be effectively broken down. Consequently, valuable substances like phenol and p-isopropenylphenol can be recovered from liquid products [
42]. Furthermore, pyrolysis eliminates the resin matrix while maintaining the integrity of the fibre materials.
Figure 3 presents a comprehensive diagram, providing a detailed illustration of the pyrolysis-based recycling process designed for EOL WTBs. Hence, recycling WTBs is a significant approach [
22,
42,
43,
44,
45]. Furthermore, one of the advantages of pyrolysis is its potential for large-scale application in material recovery [
42].
However, the high temperatures involved in pyrolysis can damage the fibre surfaces and reduce its mechanical properties [
43]. The operating temperature range for typical polymeric pyrolysis processes varies between 400 and 700 °C depending on the nature of the thermoset composite. This temperature range effectively breaks down the polymer matrix and recovers the fibre [
42,
43,
44,
45]. In some studies, the gases evolved during pyrolysis have been used as fuel to provide heat, thereby increasing energy efficiency [
45,
46].
Recent developments in pyrolysis processes have focused on using controlled atmospheric conditions to optimise the recovery of fibres. Nitrogen is chosen in the pyrolysis of wind turbine blades because it plays a crucial role in eliminating oxygen, which can cause thermal oxidation [
43,
47]. Oxygen dissolution in metallic matrices can lead to embrittlement, and nitrogen is a secondary oxidant that dissolves in and embrittles the alloy [
34,
40]. Nitrogen is pivotal in the forming of oxynitride and nitride interfacial layers, effectively serving as a robust diffusion barrier against oxygen infiltration. This exceptional barrier capability arises from nitrogen’s limited solubility [
48].
Moreover, nitrogen fosters the development of a nitrogen-enriched solid solution, intensifying its efficacy in preventing oxygen diffusion [
48]. By reducing the oxygen concentration, nitrogen helps prevent the cracking of epoxy resins and the accumulation of uncracked resins and pyrolysis char, which can degrade the mechanical properties of the recovered fibres [
49]. Therefore, nitrogen is chosen to eliminate oxygen and mitigate thermal oxidation in pyrolysis [
47]. Using such controlled atmospheric conditions aims to increase the yield of the desired products (hydrocarbons and ash) and improve the quality of the recovered fibres [
44,
45,
50,
51].
A fixed-bed reactor typically consists of a tubular reactor and an external heater. The processing temperature plays a critical role in the decomposition of the polymer matrix during the pyrolysis process for fibre recovery. Different temperature ranges impact polymer matrix decomposition and fibre recovery in pyrolysis for wind turbine blades. The pyrolysis process involves heating the blades from 300 to 600 °C [
1,
44,
45] to decompose the matrix and recover high-quality fibres effectively [
44,
45].
The thermal degradation and pyrolysis kinetic behaviour of glass fibre-reinforced thermoplastic composites have been studied using TG-FTIR and Py-GC/MS techniques, revealing the presence of volatile compounds and the activation energy for the pyrolysis process [
47]. Yang et al. (2015) [
51] observed that the impact of temperature on the mass loss rate in carbon fibre-reinforced polymer (CFRP) became less pronounced in an air environment, while the tensile strength exhibited a rapid decline. Furthermore, the tensile modulus showed minimal variations as the oxygen concentration increased from 5% to 10%. With an increase in temperature, the material’s tensile modulus experienced a slight reduction, but the reduction became significant as time progressed [
45]. Ginder and Ozcan (2019) [
50] employed a two-temperature step pyrolysis method for the reclamation of E-glass fibres, contrasting it with a single high-temperature step pyrolysis approach. Using a multistep process resulted in a noteworthy enhancement in the tensile strength of the recovered E-glass fibres, with improvements of up to 19%, and a significant increase in strain to failure, reaching as much as 43%. Nevertheless, initial measurements of the fibres before pyrolysis revealed that pre-existing damage might limit the quality of glass fibres obtained through pyrolysis unless further post-processing steps are applied [
50].
Other variables significantly impacting the operation are the oxygen concentration in nitrogen and reaction time during thermal decomposition in fixed-bed reactors. Yang et al. (2015) [
51] investigated the impact of oxygen concentration and reaction time during thermal decomposition in fixed-bed reactors on the operation and properties of recycled carbon fibres. Increasing the oxygen concentration up to 20% led to a levelling off tensile strength (at 2890 MPa) and a decrease in tensile modulus (at 191 GPa), with oxygen concentration being a significant factor in determining oxygen content on the surface of the carbon fibres [
45]. As the oxygen concentration increased, there was a noticeable decrease in the weight residue, primarily attributed to the oxidation of pyrolytic carbon and carbon fibres. Furthermore, the mass loss of carbon fibres exhibited a linear correlation with extended oxidative durations, with a pronounced preference for the oxidation of carbon fibres characterised by low graphitisation degrees or surface imperfections. It is worth noting that the mass loss rate was more pronounced at elevated temperatures and higher oxygen concentrations. The dominant factor influencing the process changed from temperature to oxygen concentration when the composites were decomposed in air, with this transition occurring at an oxygen concentration between 10% and 20% [
45]. The residue at 550 °C was close to the fibre content in the composites (47.4 wt%), and a higher mass loss rate was observed at 600 °C in the air compared to 650 °C with 5% or 10% oxygen concentration [
45].
A recent study by Smolen et al. [
43] demonstrated the potential of using recycled carbon fibres from EOL WTBs in high-strength composite applications. The study found that pyrolysis was an effective technique for recovering carbon fibres from WTBs. The process was carried out at 500–600 °C in a non-oxidising atmosphere, preserving the shape and dimensions of the fibres [
44]. The recycled carbon fibres obtained through pyrolysis had only 2% of the matrix material remaining on the fibre surface and a tensile strength approximately 20% lower than that of new carbon fibres. However, composite panels made using recycled carbon fibres showed no significant differences in mechanical properties compared to those made using new ones [
44].
Composite panels using pyrolytic fibres demonstrated up to 35% higher flexural strength than those with new carbon fibres. Overall, the study highlights the potential of pyrolysis as an effective technique for recovering carbon fibres and demonstrates the practical use of these fibres in high-strength composite applications [
44].
Table 1 presents a summary of the tensile properties of composites resulting from the pyrolysis of WTBs alongside virgin and original carbon fibres, utilizing fixed-bed reactors. The essential mechanical properties under consideration include the tensile strength, Young’s modulus, and the elongation at break. To enhance clarity, the data is organized in ascending order of tensile strength. Tensile strength is a critical indicator of the quality of fibres recovered through the recycling processes presented. It signifies how well the fibres retain their structural strength after recycling. High tensile strength is desirable as the recycled fibres can still be used in applications requiring substantial strength. Fibres with high tensile strength contribute significantly to the strength and durability of the final products. Moreover, fibres with good tensile strength can replace virgin fibres in many applications, conserving resources and reducing overall production costs.
The data suggest that the tensile properties of composites obtained from the pyrolysis of WTBs are generally lower than those of virgin and original carbon fibres. Therefore, optimising the pyrolysis conditions could produce composites with improved mechanical properties. The tensile strength of virgin fibres after size removal was 2.71 GPa, and the tensile strength of original carbon fibres was 2.27 GPa and 1.84 GPa for pyrolyzed and carbon fibres, respectively. However, it is essential to recognise that the properties of fibres recovered were notably influenced by the diverse pyrolysis conditions applied across different studies. For instance, the tensile strength of pyrolyzed carbon fibres exhibited a range spanning from 1.80 GPa to 2.60 GPa. The outcome of this mechanical property hinged on variables such as the pyrolysis temperature, atmospheric conditions, and duration. Similarly, the Young’s modulus values for pyrolyzed carbon fibres displayed a wide spectrum, spanning from 154.8 GPa to 220.4 GPa, further emphasising the sensitivity of material properties to the intricacies of the pyrolysis process. The elongation at break ranged from 0.46% to 1.30%, emphasising the importance of precise control over pyrolysis parameters for achieving the desired mechanical characteristics in the fibres recovered.
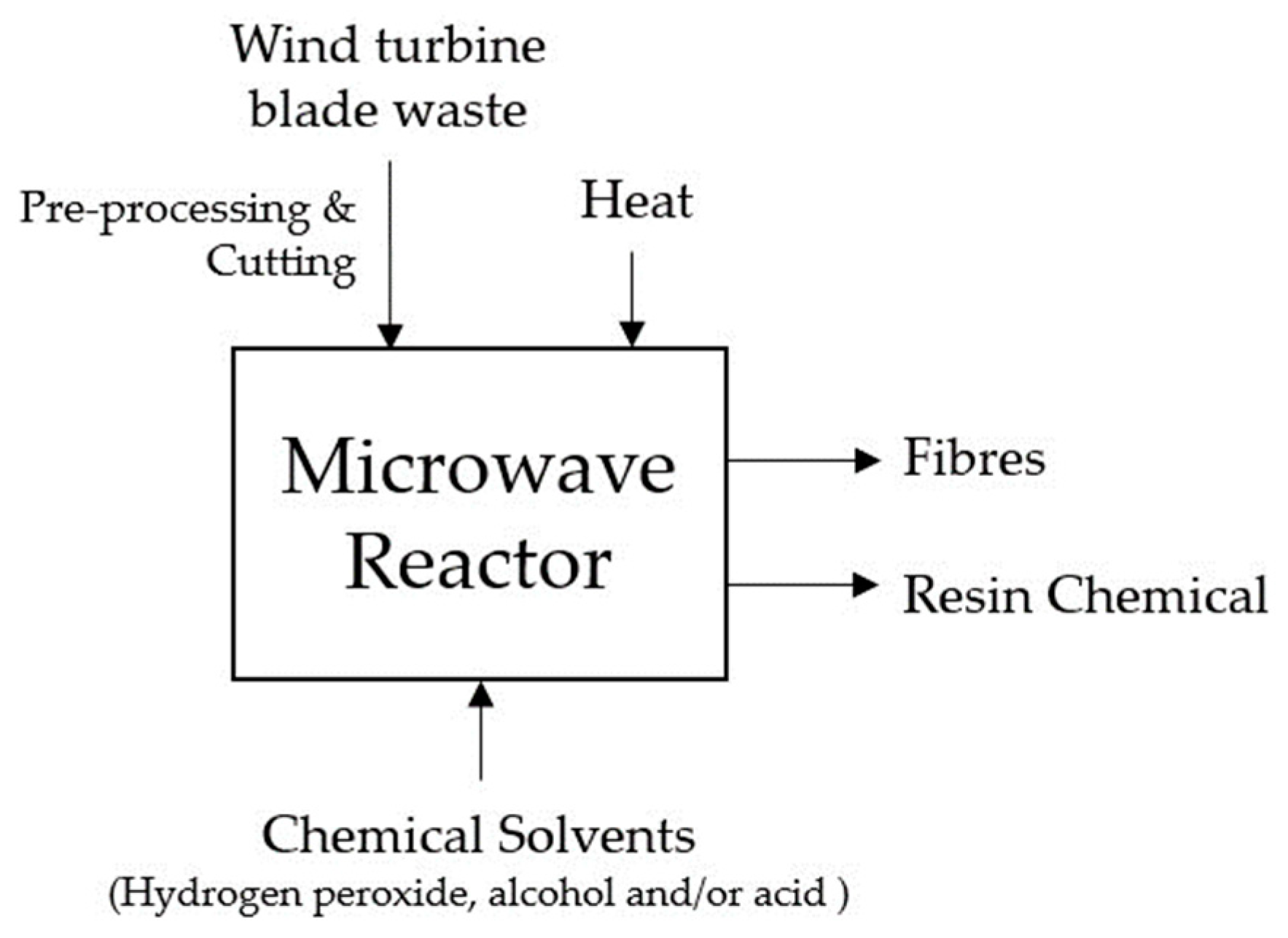
3.3. Microwave-Assisted Pyrolysis
Microwave-assisted pyrolysis is an effective and promising technique for recycling composite materials. Studies have reported high recovery rates of reinforcing fibres with minimal damage to the fibres, indicating that this technique can retain the mechanical properties of the fibres recovered [
21,
52]. Microwave heating allows the bulk of the material to be heated evenly, which is particularly advantageous for polymers with low thermal conductivity. Furthermore, the resulting moderate temperatures are beneficial as glass fibres will not degrade thermally.
Figure 4 presents a detailed diagram, offering a comprehensive illustration of the microwave-assisted pyrolysis recycling process designed explicitly for EOL WTBs.
More recently, a new approach has been introduced using microwave-assisted chemical recycling with hydrogen peroxide, H
2O
2, and acetic acid, CH
3COOH [
52]. The method accomplished almost total epoxy disintegration, exhibiting a decomposition rate reaching 97.2%. The recovered glass fibres (RGF) retained 99.8% ultimate tensile strength, 93.3% Young’s modulus, and 95.7% strain-to-failure compared to virgin glass fibres (vGF) [
52]. The investigation also put forward a conceivable process for the deterioration of the substance composing the matrix [
52].
Ren et al. introduce a new approach for efficiently recovering carbon fibres from CFRP through microwave pyrolysis and oxidation [
22]. This technique differs from the approach used by Rani et al., which utilised hydrogen peroxide and acetic acid to degrade GFRP composites for chemical recycling [
52]. In the technique proposed by Ren et al. [
22], the CFRPs are subjected to the rapid pyrolysis of the resin matrix using microwave radiation, followed by oxidation to remove the residual carbon and organic matter on the surface of carbon fibres. The authors achieved a high recovery rate of 96.5% for carbon fibres using microwave pyrolysis and oxidation, with a maximum tensile strength of the recycled carbon fibres at 99.42% compared to virgin carbon fibres with a tensile modulus of 239.39 GPa [
22]. Additionally, the microstructure and chemical composition of the recycled carbon fibres were characterised, indicating that the technique effectively recovered high-quality carbon fibres from CFRPs.
Table 2 provides an overview of the tensile properties of both virgin and recycled fibres, which were obtained through microwave-assisted pyrolysis, along with the respective study that documented these findings. The properties under examination encompass the tensile strength, Young’s modulus, and the elongation at break. To enhance readability, the data is organized in ascending order of tensile strength.
The study by Rani et al. (2022) reports the highest tensile strength of 3.03 GPa for virgin wool, but the elongation at break is relatively low compared to the other specimens [
52]. The properties of the recycled carbon fibres from CFRP samples show variation depending on the temperature and duration of the microwave-assisted pyrolysis. The effect of H
2O
2 concentration on the properties of the fibres recovered is not straightforward and can be complex. Increasing the H
2O
2 concentration sometimes increases all three properties (tensile strength, Young’s Modulus, and elongation at break). In other cases, the properties start to decrease beyond a specific concentration. This suggests that the optimal H
2O
2 concentration may depend on the recycled carbon fibre and the processing conditions used.
Further research is needed to better understand the complex relationship between the H
2O
2 concentration and the mechanical properties of recycled carbon fibres. The study by Ren et al. reports a high Young’s Modulus of 240 GPa for virgin wool, but the elongation at break is not registered [
22]. Overall, microwave-assisted pyrolysis can be a promising technique for recycling carbon fibres. However, further research is needed to optimise the process’s parameters and understand the effects of recycling on other mechanical properties, particularly for glass fibres.
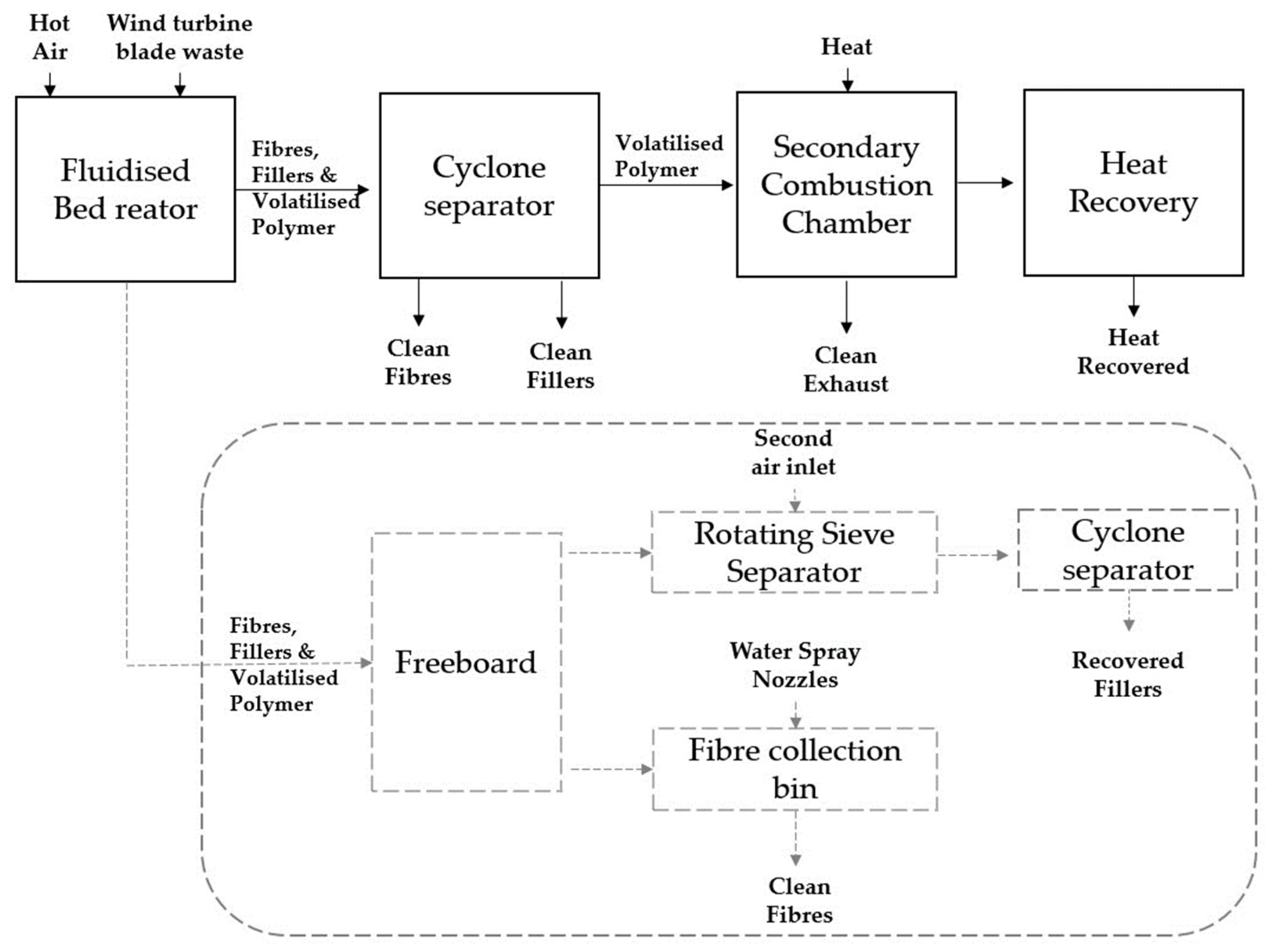
3.4. Gasification in Fluidised Bed
Fluidised bed gasification is a promising solution for recycling EOL WTBs. This process offers many advantages, including scalability, operational continuity, and contaminant tolerance, making it an attractive option for various industries. These blades can be recycled using fluidised bed gasification, reducing waste sent to landfills and contributing to a circular economy.
In this process, shredded scrap composite is introduced into a bed of silica sand, which is then fluidised by hot air. The process involves thermally degrading the polymer matrix and liberating the reinforcement fibres, which can be collected for reuse.
The resulting gases produced from the thermal degradation of the polymer matrix are combusted with air to generate heat, which is then used to sustain the fluidised bed process. However, as the fluidised bed operates at a low temperature (450–500 °C), complete combustion of the organic constituents in the feed is not achieved [
23,
24,
25,
26]. Addressing this challenge mandates the deployment of a secondary combustion chamber capable of operating at an elevated temperature of 1000 °C, as stipulated in reference [
25]. This chamber is a highly efficient means to oxidize residual organic compounds, guaranteeing comprehensive air purification.
To separate the fibres and fillers from the fluidising air, a modified process proposed by Pickering et al. [
27] incorporates a rotary sieve separator that removes long fibres from the fluidising air, allowing fillers and short fibres to pass through. These are then removed from the fluidising air using a cyclone. A counter-current cold air flow removes the trapped fibres from the sieve mesh. The fibres collected in the fibre collection bin are purified through a nylon mesh and continuously washed with a circulating aqueous spray [
27]. In
Figure 5, a comprehensive diagram is presented, providing a detailed illustration of the gasification process within the fluidized bed recycling method explicitly designed for end-of-life wind turbine blades.
Various research inquiries have explored the fluidized bed procedure to restore the durability and surface efficacy of reused glass fibres extracted from decommissioned WTBs [
24,
53,
54]. However, during the recycling process in the fluidised bed, the glass fibres are subjected to thermal degradation, which weakens their strength and reduces their quality. The extent of thermal degradation and the resulting loss in strength depend on the exposure time, temperature, and other process parameters. Therefore, it is essential to carefully control the exposure time to minimise the loss in fibre strength and quality.
Studies have demonstrated that fibres recovered within the fluidized bed experience a notable deterioration in strength, rendering them unsuitable for applications in high-strength constituents [
24,
25,
26,
54]. The reduction in fibre diameter intensifies as the treatment duration progresses, as Yang et al. observed in their investigation of the etching of glass fibres with hydrofluoric acid. Their findings revealed an inversely proportional correlation between the fibre reduction rate and treatment duration [
45]. The extent of thermal degradation and the resulting loss in fibre strength and quality depends on the exposure time and recycling temperature. Higher temperatures can result in more significant thermal degradation and a greater loss of fibre strength, affecting the ability to regenerate the fibres to their original strength. For example, Pickering et al. (2000) [
45] reported that the tensile strength of recycled glass fibres could range from 50% to 90% of the original fibre strength, depending on the temperature of the recycling process. However, the enhancement of the strength retention of the fibres in the fluidised bed is not observed with the decrease in the temperature required for epoxy decomposition (Thomason et al., 2016). Pender and Yang (2019) [
23] recognise that the tensile strength of glass fibres obtained from fluidised bed recycling is significantly influenced by the recycling temperature, as reported in previous investigations [
42,
45,
46,
48]. Nevertheless, Pender and Yang (2019) [
23] also propose that reducing the necessary recycling temperature does not augment the fibre strength retention in the fluidised bed process. Furthermore, the authors acknowledge that the loss of strength in the fibres recovered within fluidised bed systems is primarily attributed to mechanical damage during the recycling procedure rather than solely to the thermal deterioration caused by the elevated temperatures.
The restoration of strength in recycled glass fibres can be achieved through various treatments, including chemical techniques such as soaking in hot sodium hydroxide (NaOH) solutions (Pender and Yang (2020) [
22]; Thomason et al. (2016) [
54]). Some studies by Pender and Yang (2020) [
22] and Thomason et al. (2016) [
47] have shown that hot NaOH treatments can effectively restore the strength of recycled glass fibres. Pender and Yang (2020) [
22] found that soaking the fibres for 120 min in 7 mol/L of NaOH increased their tensile strength by 130%. Similarly, Thomason et al. (2016) [
47] reported that the hot NaOH treatment can increase the strength of thermally conditioned glass fibres by more than triple (up to 75%).
Pender and Yang (2020) [
22] highlighted that, despite regeneration attempts, the fibres’ strength continues to be subpar compared to the original strength levels. Conversely, Thomason et al. (2016) [
54] proposed that further enhancement of the chemical treatments could open the door for these fibres to replace the new, initial fibre products commonly employed in various applications involving glass fibre-reinforced composites that are not continuous. Moreover, Thomason et al. (2016) [
54] also discovered that the average strength of fibres in chopped glass products available on the market can be as low as 1.5 GPa when measured at a 2 mm gauge length. This measurement notably falls below the regenerated strength of 1.4 GPa at a 20 mm gauge length, as reported by Pender and Yang (2020) [
22]. Moreover, Thomason et al. (2016) [
54] made a significant finding indicating that applying a silane coupling agent after the NaOH treatment considerably improved the restoration of strength in recycled glass fibres. As a result, polypropylene reinforced with glass fibres achieved an impressive 74% recuperation of tensile strength. This can be contrasted with the thermal fibres recovered that underwent no additional treatment. Pender and Yang (2020) [
22] proposed that a product layer is formed on the surface during this reaction, comprising mainly sodium silicates, which are then rapidly diffused through the corrosive NaOH solution. It is noteworthy that treatments with higher concentrations of NaOH tended to eliminate the surface of the glass fibres more expeditiously, which can be attributed to the heightened density of hydroxide associated with higher concentrations of NaOH.
On the other hand, it is worth noting that including metal catalysts, such as CuO, within the epoxy matrix can significantly impact the mechanical characteristics of glass fibre-epoxy composites. This observation was made by Pender and Yang (2019) [
23], who conducted a study and found that, unlike homogeneous alkali catalysts, metal catalysts have the potential to decrease the strain at which the epoxy ultimately fractures, thereby signalling an enhanced brittleness within the epoxy system. During their experiments, Pender and Yang (2019) [
23] discovered that adding 5 wt% loadings of CuO did not result in any noticeable alterations in the tensile properties of glass fibre-reinforced epoxy. However, it is essential to highlight that the researchers were keen to stress that the complete impact of CuO on the brittleness of the epoxy is yet to be fully comprehended within the broader context of the overall tensile properties of glass fibre-reinforced epoxy. Furthermore, there remains a need to ascertain the influence of CuO on properties predominantly governed by the matrix, such as interlaminar shear strength.
Consequently, further investigations must be conducted to understand the potential ramifications of metal catalysts on the mechanical properties of glass fibre–epoxy composites [
24]. The results indicate that fluidised bed technology can offer a feasible solution for recycling composite materials. However, it is crucial to exercise cautious control over the process’s parameters to minimise any potential loss in strength and maintain the quality of the recycled materials.
Table 3 offers a succinct overview of the primary findings from the study, focusing on recycled glass fibres sourced from internally prepared composites (GFRE) and GFRPs. To enhance clarity, the data is systematically organized in ascending order of tensile strength.
The data shows that the tensile strength of fibres recovered varies from 0.03 to 3.89 GPa, and the diameter reduction ranges from 0% to 35%. Moreover, some experiments involve treatments with NaOH and APS, which resulted in an increased tensile strength and a decreased diameter reduction. Overall, the study highlights the potential of fluidised bed technology for recycling composite materials, but further research is needed to optimise the process parameters and evaluate the mechanical properties of the recycled materials.
The most notable observation is the substantial variability of tensile strength across the examined specimens, ranging from a minimal 0.0 GPa to an impressive 3.9 GPa. This extensive range underscores the critical role of specific treatment conditions and variables in shaping the success of the recycling process. Parameters such as temperature, treatment duration, and the presence of additional agents are pivotal in determining the resulting tensile strength of the fibres recovered. This variability underscores the need for precision and meticulous control in recycling to attain the desired tensile strength outcomes.
Additionally, specific entries in the table provide valuable data on fibre diameter, spanning from 7.07 µm to 17 µm. The significance of this information lies in its potential to influence the mechanical properties and applications of the fibres recovered. The fibre diameter is a pivotal parameter affecting flexibility, tensile strength, and overall application performance. A comprehensive grasp of these diameter variations aids in assessing the suitability of the fibres recovered for specific intended uses.
Moreover, when available, diameter reduction percentages are meticulously documented, shedding light on changes in fibre diameter due to the recycling process. Reduction percentages fluctuate from 0% to as high as 35%, offering crucial insights into how the recycling process transforms the physical dimensions of the fibres. This data assumes paramount significance as it vividly illustrates how the recycling process reshapes the fibre structure, potentially influencing its mechanical properties and performance across diverse applications.
The discernible presence of varying NaOH (sodium hydroxide) concentrations within the treatment conditions showcased in the table implies that fluctuations in treatment chemistry can substantially impact both tensile strength and diameter reduction. The selection of a NaOH concentration, alongside other treatment parameters, emerges as a pivotal factor that can be fine-tuned to optimize the recycling process tailored explicitly to diverse materials and applications.
The studies underscore the promising potential of fluidized bed technology for recycling composite materials while emphasizing the need for further research and development efforts to refine the process parameters. These ongoing endeavours are poised to optimize the recycling process and facilitate a comprehensive assessment of the mechanical properties and overall quality of the recycled materials. Such achievements are instrumental in advancing the sustainability and efficacy of composite material recycling, contributing significantly to environmental conservation and resource utilization.
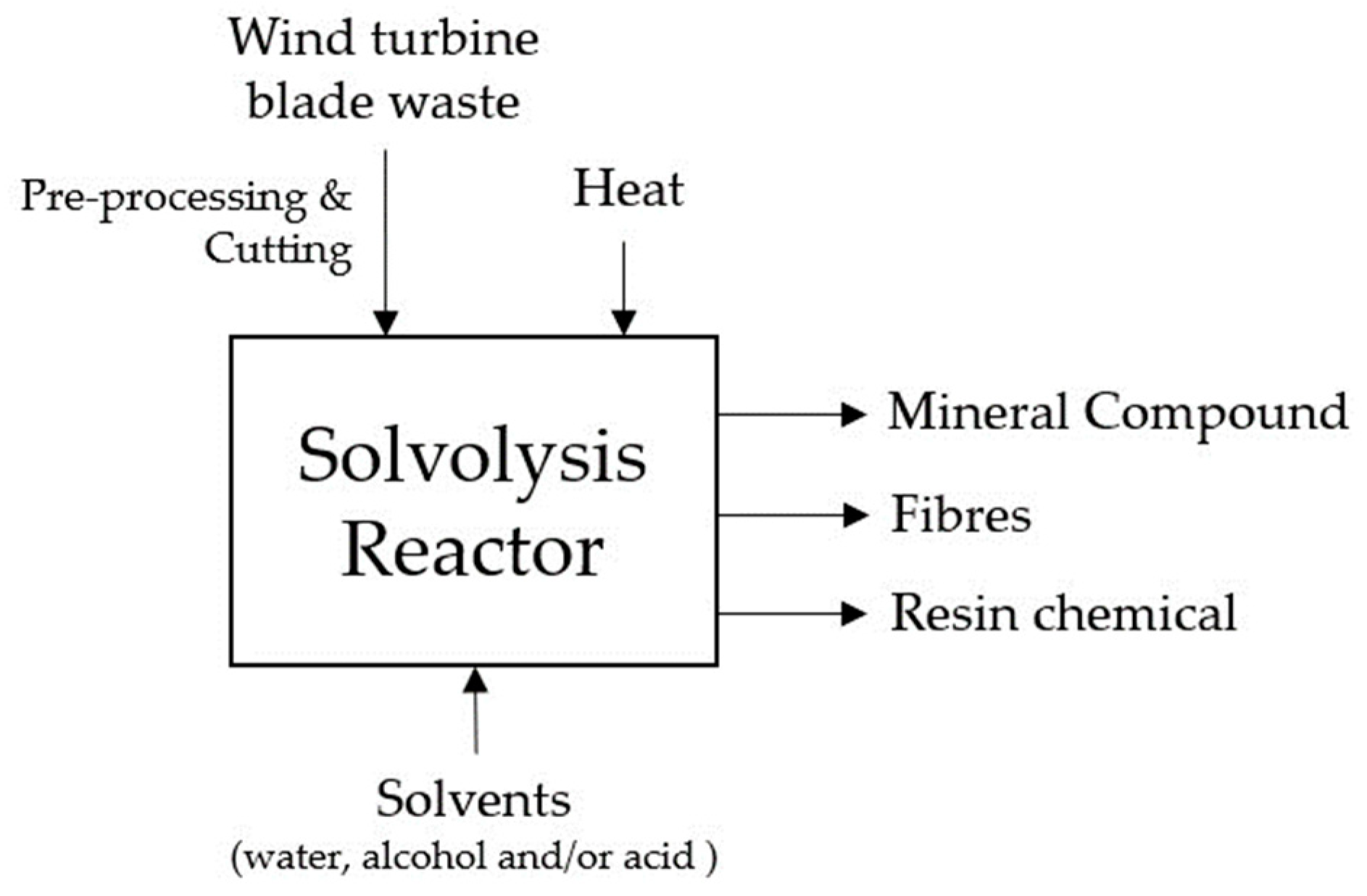
3.5. Solvolysis
Solvolysis, an intriguing chemical treatment process, utilises a combination of water, alcohol, and acid to dismantle the matrix bonds meticulously, all within a specific temperature and pressure regime [
28,
30]. The beauty of solvolysis lies in its many possibilities, owing to the vast array of solvent, temperature, and pressure options available [
29,
31]. In stark contrast to thermal technologies, solvolysis boasts the advantage of operating at lower temperatures, thereby minimising the degradation of fibres [
28,
29,
30]. Of all the solvolysis techniques, the one that stands out as the most promising is solvolysis with supercritical water, wherein the fibres and resins can be extracted without causing any significant harm to their mechanical properties, which is a truly remarkable feat indeed [
29,
30,
31]. In
Figure 6, a comprehensive diagram is presented, providing a detailed illustration of the solvolysis recycling process tailored for EOL WTBs.
In recent years, solvolysis has garnered considerable attention, primarily due to its unique ability to recover matrix materials in an alternative form, an achievement that needs to be more attainable with processes such as pyrolysis [
32,
33,
53]. The temperature range within which solvolysis is typically carried out, ranging from 350 °C to 500 °C, is notably lower than the corresponding range for pyrolysis, making it an appealing choice for various applications [
32,
33,
53]. It is worth noting that the success of solvolysis hinges on the nature of the resin itself, as it determines the specific temperatures and solvents required to effectuate effective degradation [
32,
33].
Several studies have also recovered glass and carbon fibres with retained mechanical properties. In general, organic solvents such as acetone have been found to preserve the mechanical properties of glass fibres, whereas carbon fibres are recovered with maintained mechanical properties using water or organic solvents at temperatures ranging from 260 to 280 °C [
53,
54].
Most of the chemical recycling research has focused on determining the optimal temperature, composite/solvent ratio, reaction time, and solvent type that will result in the highest resin degradation efficiencies. All studies have one thing in common: temperature and reaction time significantly influence resin degradation efficiency. According to Morin et al., the optimal process parameters for solvolysis differ depending on the solvent used [
55]. For instance, the optimal temperature for water-based solvolysis is typically between 250 and 350 °C, while that for methanol-based solvolysis generally is between 200 and 300 °C. The composite-to-solvent ratio is also a critical parameter affecting the process’s efficiency. The higher the composite-to-solvent percentage, the longer the reaction time required for complete resin degradation. Additionally, catalysts can significantly enhance solvolysis, especially when degrading resistant resins such as PEEK or epoxy at lower temperatures [
55]. The authors suggest that the optimisation of process parameters is necessary for successfully scaling up solvolysis technology [
55].
Several studies have focused on finding more sustainable and resource-efficient techniques for recycling WTBs. Specifically, the studies by Sokoli et al. (2017) [
53] and Mattsson et al. (2020) [
56] have explored the chemical recycling of fibre-reinforced thermoset composites, each with its specific approach [
56].
Sokoli et al. (2017) [
53] conducted a study specifically focused on using acetone as the organic solvent for solvolysis. Their research aimed to showcase the potential of recycled acetone in generating valuable bulk chemicals, such as mesityl oxide. The authors successfully recycled the solvent, acetone, for eight consecutive batches, resulting in a remarkable reduction of solvent consumption by 88%. Moreover, with each recycling iteration, they observed an enhanced efficiency in the resin degradation [
53]. This observation was attributed to the presence of degradation products from the epoxy resin and compounds formed through acetone aldol reactions, such as mesityl oxide, isophorone, and phorone. Notably, the concentration of these degradation products and acetone aldol reaction compounds increased progressively as the solvent was recycled [
53]. These degradation products played a crucial role in promoting and augmenting the degradation process of the composite material. Among the compounds generated through the acetone aldol reactions, mesityl oxide, a bulk chemical of significant industrial importance, accounted for a substantial proportion, ranging from 68% to 79% of the total chromatographic peak area.
Consequently, by optimising the process of converting composite waste into its constituent components, namely fibres and resin, it becomes possible to produce valuable bulk chemicals and thereby enhance the overall commercial viability of the recycling process [
53]. Mattsson et al. (2020) [
55] undertook a study exploring the application of a proprietary epoxy curing agent in developing recyclable resins. Their research centred around creating a closed-loop recycling technique specifically tailored for FRP. To achieve this, the authors employed solvolysis and hydrothermal liquefaction (HTL) techniques utilising subcritical water as the solvent for GFRP waste derived from WTBs [
55]. The most favourable reaction conditions were obtained through a two-step process. Firstly, the GFRP material was heated to a temperature of 270 °C in ethylene glycol for 16 h. Subsequently, the material was subjected to further heating, this time to a temperature of 330 °C, in a mixture of water, 1-propanol, and KOH for 3 h [
55]. The resulting oil phase products obtained from the GFRP waste and foam cores indicated the successful removal of nitrogen-containing hardeners present in the epoxy and a reduction in the chlorine content originating from the PVC-based foam cores [
55]. The findings of this study highlight the potential of solvolysis as a recycling technique for effectively treating and purifying mixed plastic waste streams, such as GFRPs derived from WTBs, before their subsequent processing and upgrading in a refinery. However, it is essential to acknowledge that the study also identified specific challenges associated with the solvolysis process, particularly the extended reaction times necessitated by the presence of thick and dense materials and the consumption of energy and chemicals. These challenges emphasise the need for ongoing development and refinement of the solvolysis technique [
55]. Despite the considerable amount of research conducted in this field, it is essential to note that chemical solvolysis technology is still in its nascent stages of development. One of the primary drawbacks of the chemical recycling process is its high energy and solvent consumption, which contribute significantly to the overall costs involved in the process. Consequently, these disadvantages render recovered fibres and monomers less competitive when compared to their virgin counterparts [
19,
53,
55].

 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}