
Techno-Economic Analysis of Intermediate Pyrolysis with Solar Drying: A Chilean Case Study


Abstract
:1. Introduction
2. Background Information
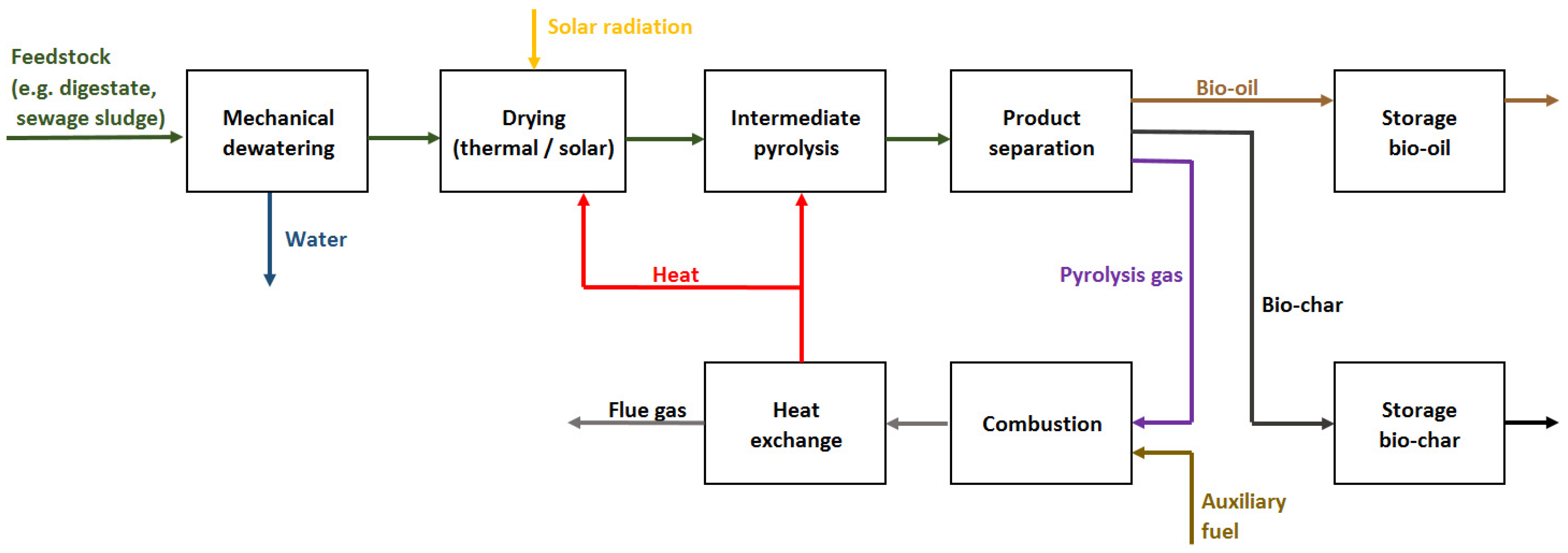
2.1. Intermediate Pyrolysis
2.2. Solar Drying
3. Methods and Data
3.1. Mass and Energy Balances
3.1.1. Dewatering and Drying
- : heat demand of drying [kJ/s]
- : mass stream of dewatered feedstock [kg/s]
- : specific heat capacity of the feedstock
- : temperature difference [K]
- : mass flow of evaporated water [kg/s]
- : mass flow of feedstock entering pyrolysis [kg/s]
- : water content before drying [%]
- : water content after drying [%]
- : dry matter [%]
3.1.2. Belt Drying
- : belt area [m2]
- : mass flow of dewatered feedstock [kg/s]
- : drying time [s]
- : density of dewatered feedstock [kg/m3]
- : bulk height [m]
3.1.3. Solar Drying
- : base area of greenhouse dryer [m2]
- : water to be evaporated [m3/h]
- : average evaporation rate at location i [kg/m2-h]
- : loading rate of wet feedstock [m3/h]
- : initial dry solids content of the feedstock [kg solids/kg sludge]
- : target dry solids content of the feedstock [kg solids/kg sludge]
- : air density (1.13 kg/m3)
- : ventilation rate [m3/m2-h]
- : solar irradiation at location i [W/m2]
- : ambient air temperature at location i [°C]
- : air mixing rate [m3/m2-h]
- : initial dry solids content of the feedstock [kg solids/kg sludge]
3.1.4. Pyrolysis
- : required volume of reformer [m3]
- : mass flow of feedstock to pyrolysis [kg/s]
- : density bio-coal [kg/m3]
- : average throughput time [s]
- : average fill rate of reformer [%]
- : heat transfer area of the heat exchanger [m2]
- : heat demand [W]
- : mean logarithmic temperature difference [K]
- : heat transfer coefficient of the heat exchanger [W/m2K]
3.2. Economic Evaluation
- : cost of equipment
- : cost of equipment with base capacity
- : capacity of equipment
- : base capacity of equipment
- : scaling factor
- : annuity
- : capital value at time 0
- : interest rate
- : depreciation time
4. Results and Discussion
4.1. Base Case (Concepción, Region VIII)
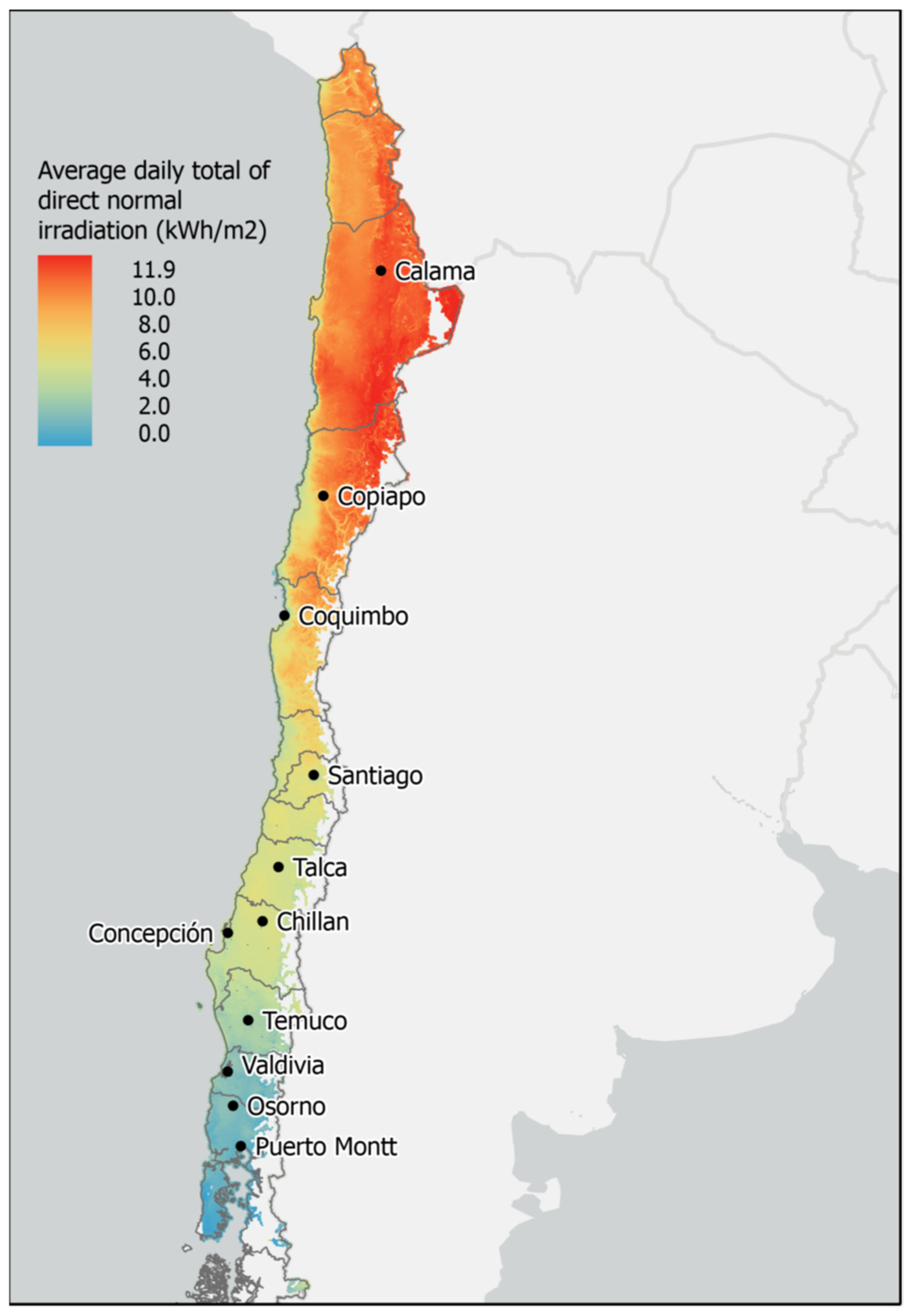
4.2. Regional Analysis
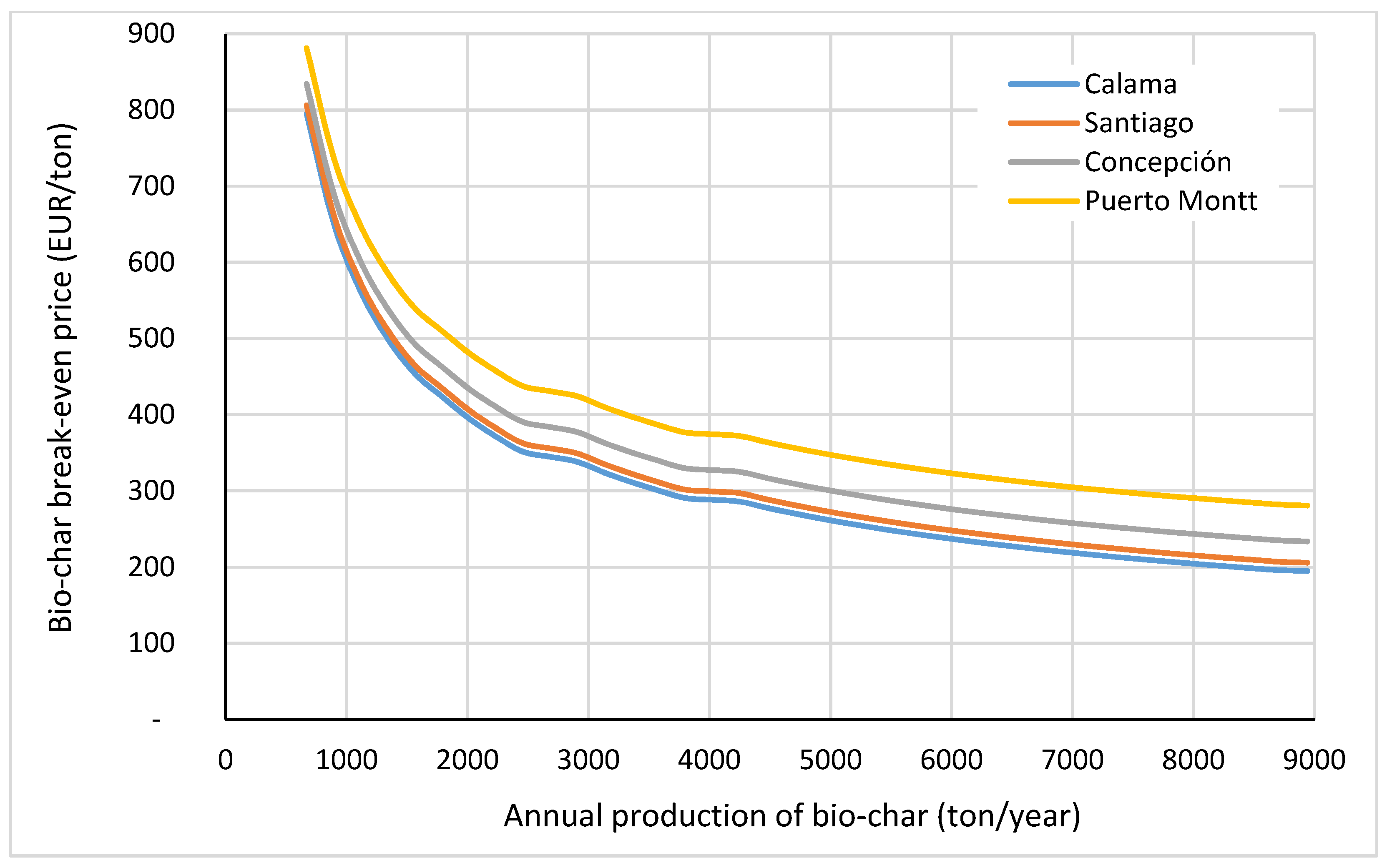
4.3. Economies of Scale
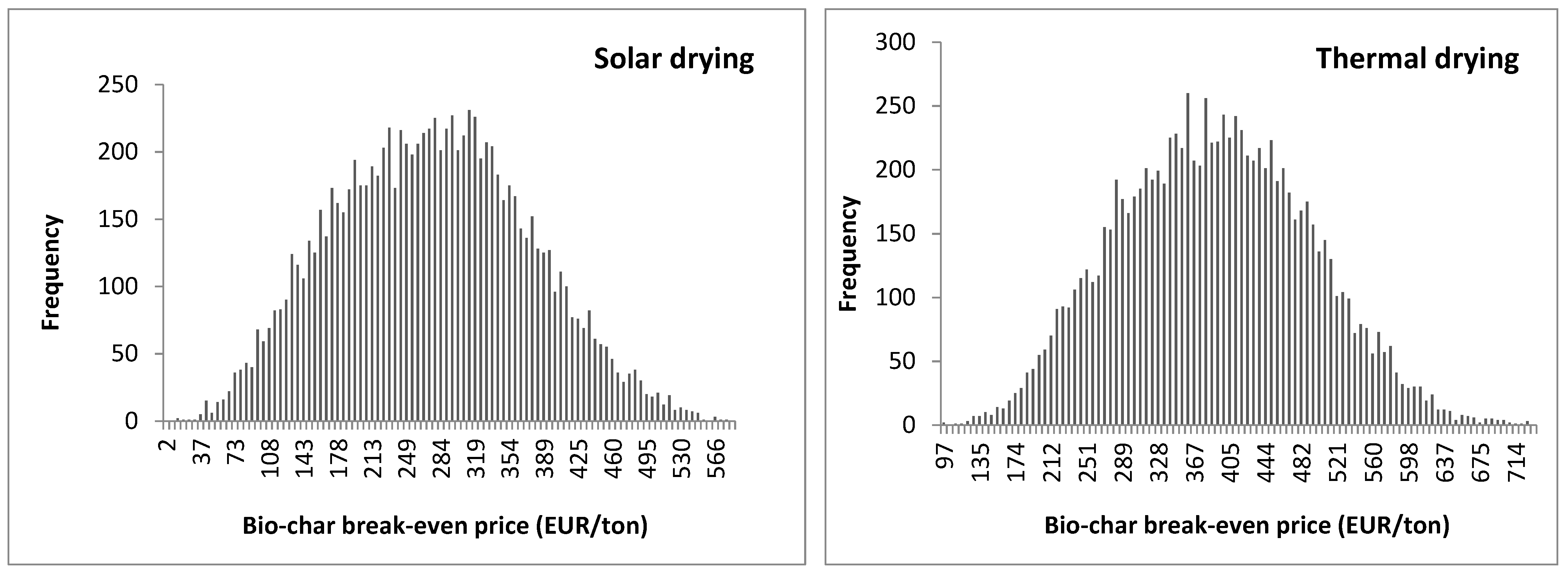
4.4. Monte Carlo Simulation
5. Summary and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Kazawadi, D.; Ntalikwa, J.; Kombe, G. A Review of Intermediate Pyrolysis as a Technology of Biomass Conversion for Coproduction of Biooil and Adsorption Biochar. J. Renew. Energy 2021, 2021, 5533780. [Google Scholar] [CrossRef]
- Đurđević, D.; Blecich, P.; Jurić, Ž. Energy Recovery from Sewage Sludge: The Case Study of Croatia. Energies 2019, 12, 1927. [Google Scholar] [CrossRef] [Green Version]
- Di Fraia, S.; Figaj, R.D.; Massarotti, N.; Vanoli, L. An integrated system for sewage sludge drying through solar energy and a combined heat and power unit fuelled by biogas. Energy Convers. Manag. 2018, 171, 587–603. [Google Scholar] [CrossRef]
- Garanto, O. Solar Sludge Drying Technology and Dried Sludge as Renewable Energy—Closing the Loop. J. Traffic Transp. Eng. 2016, 4, 4. [Google Scholar] [CrossRef] [Green Version]
- Kurt, M.; Aksoy, A.; Sanin, F.D. Evaluation of solar sludge drying alternatives by costs and area requirements. Water Res. 2015, 82, 47–57. [Google Scholar] [CrossRef]
- Seginer, I.; Bux, M. Modeling Solar Drying Rate of Wastewater Sludge. Dry. Technol. 2006, 24, 1353–1363. [Google Scholar] [CrossRef]
- Seginer, I.; Ioslovich, I.; Bux, M. Optimal control of solar sludge dryers. Dry. Technol. 2007, 25, 401–415. [Google Scholar] [CrossRef]
- Youssef, A.S.; Kahil, M.A. Solar Sludge Drying for Medina Al-Munawarah Sewage Treatment Plant in the Kingdom of Saudi Arabia. J. Environ. Eng. 2016, 142, 5016006. [Google Scholar] [CrossRef]
- Bennamoun, L. Solar drying of wastewater sludge: A review. Renew. Sustain. Energy Rev. 2012, 16, 1061–1073. [Google Scholar] [CrossRef]
- Maurer, C.; Müller, J. Drying Characteristics of Biogas Digestate in a Hybrid Waste-Heat/Solar Dryer. Energies 2019, 12, 1294. [Google Scholar] [CrossRef] [Green Version]
- Rehl, T.; Müller, J. Life cycle assessment of biogas digestate processing technologies. Resour. Conserv. Recycl. 2011, 56, 92–104. [Google Scholar] [CrossRef]
- Montero, I.; Miranda, M.; Sepúlveda, F.; Arranz, J.; Rojas, C.; Nogales, S. Solar Dryer Application for Olive Oil Mill Wastes. Energies 2015, 8, 14049–14063. [Google Scholar] [CrossRef] [Green Version]
- Maragkaki, A.; Galliou, F.; Markakis, N.; Sabathianakis, G.; Tsompanidis, C.; Lolos, G.; Mavrogiannis, G.; Koukakis, G.; Lasaridi, K.; Manios, T. Initial Investigation of the Solar Drying Method for the Drying of Olive Oil By-Products. Waste Biomass Valorization 2016, 7, 819–830. [Google Scholar] [CrossRef]
- Román, R. Solar drying in northern Chile. Sol. Wind Technol. 1984, 1, 49–58. [Google Scholar] [CrossRef]
- Bidart, C.; Fröhling, M.; Schultmann, F. Livestock manure and crop residue for energy generation: Macro-assessment at a national scale. Renew. Sustain. Energy Rev. 2014, 38, 537–550. [Google Scholar] [CrossRef]
- Chamy, R.; Vivanco, E. Potencial de Biogás. Identificación y Clasificación de los Distintos Tipos de Biomasa Disponibles en Chile para la Generación de Biogás; Instituto Forestal: Santiago, Chile, 2007. [Google Scholar]
- Hornung, A.; Binder, S.; Neumann, J.; Apfelbacher, A. Biobattery: Integrated Heat and Power from Biomass Residues as a Contribution to the European Energy Transition; Fraunhofer: Vienna, Austria, 2015. [Google Scholar]
- Feng, Q.; Lin, Y. Integrated processes of anaerobic digestion and pyrolysis for higher bioenergy recovery from lignocellulosic biomass: A brief review. Renew. Sustain. Energy Rev. 2017, 77, 1272–1287. [Google Scholar] [CrossRef]
- Kaltschmitt, M.; Hartmann, H.; Hofbauer, H. Energie aus Biomasse; Springer: Berlin/Heidelberg, Germany, 2016; ISBN 978-3-662-47437-2. [Google Scholar]
- McKendry, P. Energy production from biomass (part 2): Conversion technologies. Bioresour. Technol. 2002, 83, 47–54. [Google Scholar] [CrossRef]
- Schmitt, N.; Apfelbacher, A.; Jäger, N.; Daschner, R.; Stenzel, F.; Hornung, A. Thermo-chemical conversion of biomass and upgrading to biofuel: The Thermo-Catalytic Reforming process—A review. Biofuels Bioprod. Bioref. 2019, 158, 3. [Google Scholar] [CrossRef]
- Hornung, A. Transformation of Biomass: Theory to Practice; Wiley: Hoboken, NJ, USA, 2014; ISBN 9781119973270. [Google Scholar]
- Yang, Y.; Brammer, J.G.; Mahmood, A.S.N.; Hornung, A. Intermediate pyrolysis of biomass energy pellets for producing sustainable liquid, gaseous and solid fuels. Bioresour. Technol. 2014, 169, 794–799. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hornung, A.; Stenzel, F.; Grunwald, J. Biochar—Just a black matter is not enough. Biomass Conv. Bioref. 2021. [Google Scholar] [CrossRef]
- Enders, A.; Hanley, K.; Whitman, T.; Joseph, S.; Lehmann, J. Characterization of biochars to evaluate recalcitrance and agronomic performance. Bioresour. Technol. 2012, 114, 644–653. [Google Scholar] [CrossRef] [PubMed]
- Crombie, K.; Mašek, O.; Sohi, S.P.; Brownsort, P.; Cross, A. The effect of pyrolysis conditions on biochar stability as determined by three methods. GCB Bioenergy 2013, 5, 122–131. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.; Brammer, J.G.; Wright, D.G.; Scott, J.A.; Serrano, C.; Bridgwater, A.V. Combined heat and power from the intermediate pyrolysis of biomass materials: Performance, economics and environmental impact. Appl. Energy 2017, 191, 639–652. [Google Scholar] [CrossRef] [Green Version]
- Boscagli, C.; Tomasi Morgano, M.; Raffelt, K.; Leibold, H.; Grunwaldt, J.-D. Influence of feedstock, catalyst, pyrolysis and hydrotreatment temperature on the composition of upgraded oils from intermediate pyrolysis. Biomass Bioenergy 2018, 116, 236–248. [Google Scholar] [CrossRef]
- Sofia, D.; Giuliano, A.; Poletto, M.; Barletta, D. Techno-economic analysis of power and hydrogen co-production by an IGCC plant with CO2 capture based on membrane technology. In Proceedings of the 12th International Symposium on Process Systems Engineering and 25th European Symposium on Computer Aided Process Engineering, Copenhagen, Denmark, 31 May–4 June 2015; Elsevier: Amsterdam, The Netherlands, 2015; pp. 1373–1378, ISBN 9780444634290. [Google Scholar]
- Giuliano, A.; Freda, C.; Catizzone, E. Techno-Economic Assessment of Bio-Syngas Production for Methanol Synthesis: A Focus on the Water-Gas Shift and Carbon Capture Sections. Bioengineering 2020, 7, 70. [Google Scholar] [CrossRef]
- Neumann, J.; Meyer, J.; Ouadi, M.; Apfelbacher, A.; Binder, S.; Hornung, A. The conversion of anaerobic digestion waste into biofuels via a novel Thermo-Catalytic Reforming process. Waste Manag. 2016, 47, 141–148. [Google Scholar] [CrossRef]
- Kumar, M.; Sansaniwal, S.K.; Khatak, P. Progress in solar dryers for drying various commodities. Renew. Sustain. Energy Rev. 2016, 55, 346–360. [Google Scholar] [CrossRef]
- Bux, M. Bauarten solarer Klärschlammtrocknungsanlagen. Energ. Aus. 2013. Available online: https://www.vivis.de/wp-content/uploads/EaA10/2013_EaA_949_960_Bux.pdf (accessed on 5 March 2022).
- Jacobs, U. Kosten und Wirtschaftlichkeit der Klärschlammtrocknung. Energ. Abfall 2013, 10, 961–974. [Google Scholar]
- HUBER SE. HUBER Sludge Turner SOLSTICE® Solar Sewage Sludge Drying. Available online: https://www.huber.de/fileadmin/01_products/04_sludge/04_trocknen/01_srt/pro_solstice_en.pdf (accessed on 5 March 2022).
- Mathew, A.A.; Venugopal, T. Solar power drying system: A comprehensive assessment on types, trends, performance and economic evaluation. Int. J. Ambient Energy 2018, 1, 96–119. [Google Scholar] [CrossRef]
- Mutlu, Ö.Ç.; Büchner, D.; Theurich, S.; Zeng, T. Combined Use of Solar and Biomass Energy for Sustainable and Cost-Effective Low-Temperature Drying of Food Processing Residues on Industrial-Scale. Energies 2021, 14, 561. [Google Scholar] [CrossRef]
- Neumann, J.; Jäger, N.; Apfelbacher, A.; Daschner, R.; Binder, S.; Hornung, A. Upgraded biofuel from residue biomass by Thermo-Catalytic Reforming and hydrodeoxygenation. Biomass Bioenergy 2016, 89, 91–97. [Google Scholar] [CrossRef]
- Heindl, A. Praxisbuch Bandtrocknung: Grundlagen, Anwendung, Berechnung; Springer: Berlin/Heidelberg, Germany, 2016; ISBN 364253905X. [Google Scholar]
- HUBER SE. HUBER Belt Dryer BT for Sewage Sludge Drying. Available online: https://www.huber.de/fileadmin/01_products/04_sludge/04_trocknen/02_bt/pro_bt_en.pdf (accessed on 5 March 2022).
- Conti, R.; Jäger, N.; Neumann, J.; Apfelbacher, A.; Daschner, R.; Hornung, A. Thermocatalytic Reforming of Biomass Waste Streams. Energy Technol. 2016, 5, 104–110. [Google Scholar] [CrossRef]
- Jäger, N.; Conti, R.; Neumann, J.; Apfelbacher, A.; Daschner, R.; Binder, S.; Hornung, A. Thermo-Catalytic Reforming of Woody Biomass. Energy Fuels 2016, 30, 7923–7929. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, J.; Chong, K.; Bridgwater, A.V. A techno-economic analysis of energy recovery from organic fraction of municipal solid waste (MSW) by an integrated intermediate pyrolysis and combined heat and power (CHP) plant. Energy Convers. Manag. 2018, 174, 406–416. [Google Scholar] [CrossRef] [Green Version]
- Peters, M.S.; Timmerhaus, K.D.; West, R.E. Plant Design and Economics for Chemical Engineers, 5th ed.; McGraw-Hill: Boston, MA, USA, 2003; ISBN 0072392665. [Google Scholar]
- Green, D.W.; Perry, R.H. Perry’s Chemical Engineers’ Handbook; McGraw-Hill Education: Boston, MA, USA, 2008; ISBN 0071422943. [Google Scholar]
- Seider, W.D. Product and Process Design Principles: Synthesis, Analysis and Evaluation, 3rd ed.; Wiley: Hoboken, NJ, USA, 2009; ISBN 9780470048955. [Google Scholar]
- Chauvel, A.; Fournier, G.; Raimbault, C. Manual of Process Economic Evaluation; Editions Technip: Paris, France, 2003; ISBN 2710808366. [Google Scholar]
- Brammer, J.G. Study of Biomass Gasifier-Engine Systems with Integrated Feed Drying for Power and CHP; Aston University: Birmingham, UK, 2001. [Google Scholar]
- Damodaran, A. Country Risk: Determinants, Measures and Implications, 2021 ed.; Stern School of Business: New York, NY, USA, 2021. [Google Scholar]
- Damodaran, A. Country Default Spreads and Risk Premiums; Stern School of Business: New York, NY, USA, 2019. [Google Scholar]
- Raza, M.; Inayat, A.; Ahmed, A.; Jamil, F.; Ghenai, C.; Naqvi, S.R.; Shanableh, A.; Ayoub, M.; Waris, A.; Park, Y.-K. Progress of the Pyrolyzer Reactors and Advanced Technologies for Biomass Pyrolysis Processing. Sustainability 2021, 13, 11061. [Google Scholar] [CrossRef]
- Jahangiri, H.; Santos, J.; Hornung, A.; Ouadi, M. Thermochemical Conversion of Biomass and Upgrading of Bio-Products to Produce Fuels and Chemicals. In Catalysis for Clean Energy and Environmental Sustainability: Biomass Conversion and Green Chemistry—Volume 1, 1st ed.; Pant, K.K., Gupta, S.K., Ahmad, E., Eds.; Springer: Cham, Switzerland, 2021; pp. 1–47. ISBN 978-3-030-65016-2. [Google Scholar]
- Bashir, M.A.; Jahangiri, H.; Hornung, A.; Ouadi, M. Deoxygenation of Bio-oil from Calcium-Rich Paper-Mill Waste. Chem. Eng. Technol. 2021, 44, 194–202. [Google Scholar] [CrossRef]
- del Pozo, C.; Bartrolí, J.; Alier, S.; Puy, N.; Fàbregas, E. Production, identification, and quantification of antioxidants from torrefaction and pyrolysis of grape pomace. Fuel Process. Technol. 2021, 211, 106602. [Google Scholar] [CrossRef]
- Bouaik, H.; Tabal, A.; Barakat, A.; El Harfi, K.; Aboulkas, A. Optimal parameters and structural composition of bio-oil and biochar from intermediate pyrolysis of red algal biomass. Comptes Rendus. Chim. 2021, 24, 85–99. [Google Scholar] [CrossRef]
- Morgano, M.T.; Bergfeldt, B.; Leibold, H.; Richter, F.; Stapf, D. Intermediate Pyrolysis of Agricultural Waste: A Decentral Approach towards Circular Economy. Chem. Eng. Trans. 2018, 65, 649–654. [Google Scholar]
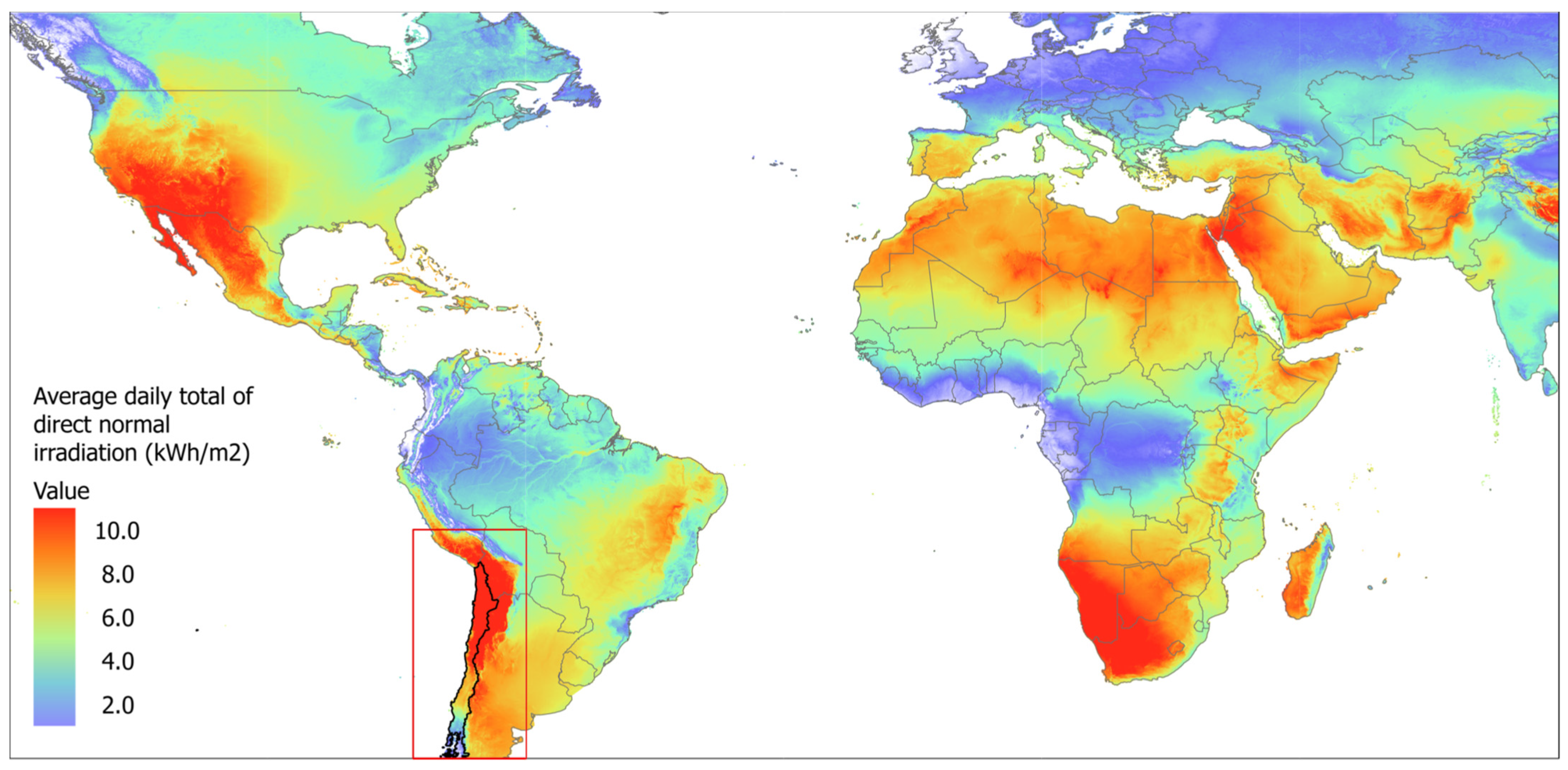
- Molina, A.; Falvey, M.; Rondanelli, R. A solar radiation database for Chile. Sci. Rep. 2017, 7, 14823. [Google Scholar] [CrossRef]
- EIA. Annual Energy Outlook 2021. 2021. Available online: https://www.eia.gov/outlooks/aeo/ (accessed on 5 March 2022).
- Ben Othman, F.; Eddhibi, F.; Bel Hadj Ali, A.; Fadhel, A.; Guizani, A.; Balghouthi, M. Study of a solar installation for olive mill sludge treatment. Chem. Eng. Process.-Process Intensif. 2022, 172, 108776. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Temperature [°C] | Heating Rate [°C/s] | Residence Time | Liquid [%] | Solid [%] | Gas [%] |
|---|---|---|---|---|---|---|
| Fast | 450–600 | 100–500 | <2 s | 75 | 12 | 13 |
| Intermediate | 400–550 | 10–100 | 240–600 s | 50 (2 phases) | 25 | 25 |
| Slow | ~400 | <50 | hours | 30 | 35 | 35 |
| Scenario | A | B | C |
|---|---|---|---|
| Temperature pyrolysis [°C] | 450 | 450 | 450 |
| Temperature reforming [°C] | - | 450 | 750 |
| Fraction pyrolysis gas [vol%] | 18 | 20 | 36 |
| Fraction pyrolysis oil [wt%] | 12 | 13 | 4 |
| Fraction water phase [wt%] | 30 | 29 | 25.9 |
| Fraction bio-char including ash [wt%] | 40 | 38 | 34.1 |
| Heating value pyrolysis gas [MJ/m3] | 9.7 | 13.1 | 14.4 |
| Heating value bio-oil [MJ/kg] | 34.1 | 36.3 | 35.4 |
| Heating value bio-char [MJ/kg] | 16.7 | 18.9 | 17.3 |
| Configuration with Greenhouse Solar Drying | Configuration with Belt Dryer (Natural Gas) | |
|---|---|---|
| Capital (EUR/year) | 1,078,740 | 879,692 |
| Labor (EUR/year) | 350,749 | 350,749 |
| Fuels (EUR/year) | 363,111 | 798,913 |
| Revenue bio-oil (EUR/year) | −578,240 | −575,835 |
| Total cost (EUR/year) | 1,214,359 | 1,446,744 |
| Bio-char produced (ton/year) | 3577 | 3577 |
| Break-even price bio-char | 339.5 | 404.5 |
| Equipment | Configuration with Greenhouse Solar Drying | Configuration with Belt Dryer (Natural Gas) |
|---|---|---|
| Storage feedstock | 79,496 | |
| Decanter | 46,397 | |
| Dryer | 1,566,544 | 760,971 |
| Pyrolysis reactor | 2,029,668 | |
| Reformer | 75,436 | |
| Condenser | 2301 | |
| Heat supply | 32,897 | 103,935 |
| Flue gas cleaning | 6591 | |
| Ammonia scrubber | 10,493 | |
| Storage bio-coal | 87,609 | |
| Storage bio-oil | 43,691 | |
| Total | 3,981,124 | 3,246,532 |
| Location | Annual Average Solar Irradiation (W/m2) | Standard Deviation Solar Irradiation (%) | Area Solar Dryer (m2) | Break Even Price Bio-Char (EUR/ton) |
|---|---|---|---|---|
| Calama | 331.92 | 1.1 | 4484 | 300.50 |
| Copiapo | 292.82 | 2.4 | 4333 | 297.19 |
| Coquimbo | 227.99 | 2.7 | 5909 | 331.72 |
| Santiago | 242.45 | 5.4 | 4988 | 311.54 |
| Talca | 225.95 | 5.0 | 5546 | 323.76 |
| Chillan | 227.05 | 4.0 | 5822 | 329.82 |
| Concepción | 222.90 | 3.4 | 6266 | 339.54 |
| Temuco | 189.82 | 5.7 | 7110 | 358.03 |
| Valdivia | 182.01 | 5.8 | 7190 | 359.78 |
| Osorno | 170.01 | 6.1 | 7696 | 370.86 |
| Puerto Montt | 153.22 | 6.4 | 8413 | 386.58 |
| Belt dryer with natural gas (7.55 EUR/GJ) | 404.5 | |||
| Belt dryer with wood chips (3.74 EUR/GJ) | 325.1 | |||
| Parameter | Minimum | Default | Maximum |
|---|---|---|---|
| Water content after decanter (%) | 65 | 70 | 75 |
| Belt dryer efficiency (%) | 65 | 70 | 75 |
| Burner efficiency (%) | 85 | 90 | 95 |
| Solar irradiation | Location-dependent, see mean and standard deviation in Table 5 | ||
| Interest rate (%) | 7.5 | 10 | 12.5 |
| Depreciation period (years) | 15 | 20 | 25 |
| Operating hours (h/a) | 5250 | 7000 | 8750 |
| Natural gas price (EUR/GJ) | 7.55 | 7.55 | 13.71 |
| Wood chips price (EUR/t) | 30.18 | 37.43 | 44.67 |
| Pyrolysis oil price (EUR/t) | 466.82 | 778.03 | 1089.24 |
| Electricity price (EUR/kWh) | 0.08 | 0.14 | 0.20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zimmer, T.; Rudi, A.; Glöser-Chahoud, S.; Schultmann, F. Techno-Economic Analysis of Intermediate Pyrolysis with Solar Drying: A Chilean Case Study. Energies 2022, 15, 2272. https://doi.org/10.3390/en15062272
Zimmer T, Rudi A, Glöser-Chahoud S, Schultmann F. Techno-Economic Analysis of Intermediate Pyrolysis with Solar Drying: A Chilean Case Study. Energies. 2022; 15(6):2272. https://doi.org/10.3390/en15062272
Chicago/Turabian StyleZimmer, Tobias, Andreas Rudi, Simon Glöser-Chahoud, and Frank Schultmann. 2022. "Techno-Economic Analysis of Intermediate Pyrolysis with Solar Drying: A Chilean Case Study" Energies 15, no. 6: 2272. https://doi.org/10.3390/en15062272