
Structure Optimization Research Based on Numerical Simulation of Flow Field in Ammonia-Based Wet Sintering Flue Gas Desulfurization
Abstract
:1. Introduction
2. Models and Assumptions
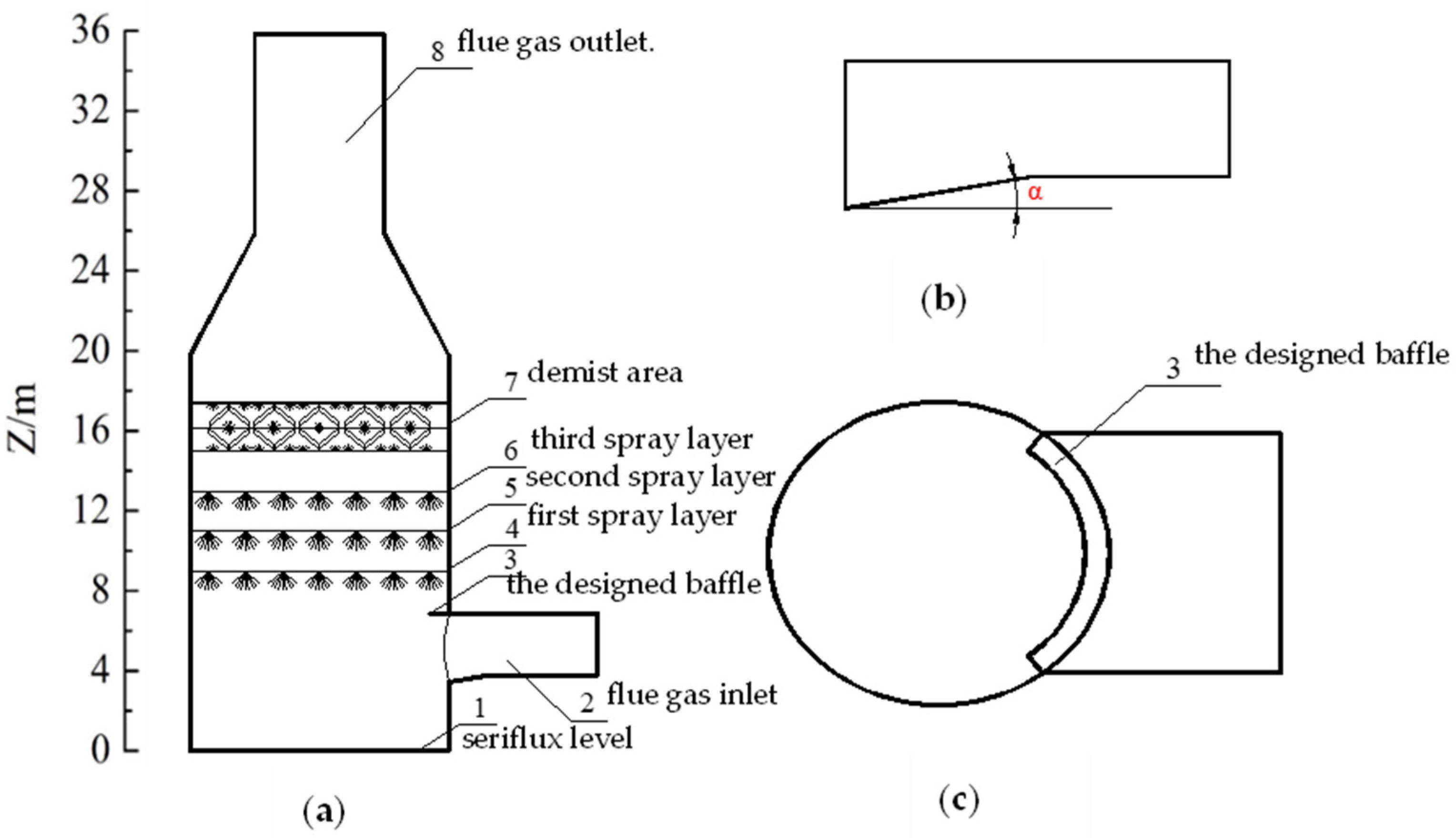
2.1. Physical Model
2.2. Grid Generation
2.3. Mathematical Model
- (1)
- Continuity equation
- (2)
- Momentum equation
- (3)
- Energy equation
- (4)
- RNG k-ε model equation
- (5)
- Equation of motion for droplet particles
- (6)
- Porous medium model
2.4. Assumptions and Simulation Verification
- (1)
- There is only 15% O2, 68.694% N2, 10% H2O, 5.7% CO2, 0.548% CO, 0.037% SO2, and 0.021% NO, in the gas phase, and the gas phase is regarded as incompressible Newtonian fluid.
- (2)
- The seriflux consists of NH4HSO3, (NH4)2SO3, and (NH4)2SO4. Other components are neglected. The spray droplet particles are spherical particles of the same size. The collision is considered a perfectly inelastic collision between the particle and the wall.
- (3)
- The influence of components such as the tower spray pipe on the flow field is ignored.
- (4)
- The demist area is simulated as a porous media region, a specified pressure drop is 100 Pa, and the main parameters are set in accordance with the true conditions.
- (5)
- The seriflux pond is regarded as a solid wall, and the interaction between the liquid level fluctuation and the flue gas is ignored. The wall is regarded as a no-slip insulation wall.
- (6)
- The mass transfer as well as reactions are ignored between the flue gas and droplets.
- (7)
- To simplify the modeling, the chimney is only 10 m, the horizontal flue is 5 m, and the gas velocity distribution is considered to be uniform.
3. Results and Discussion
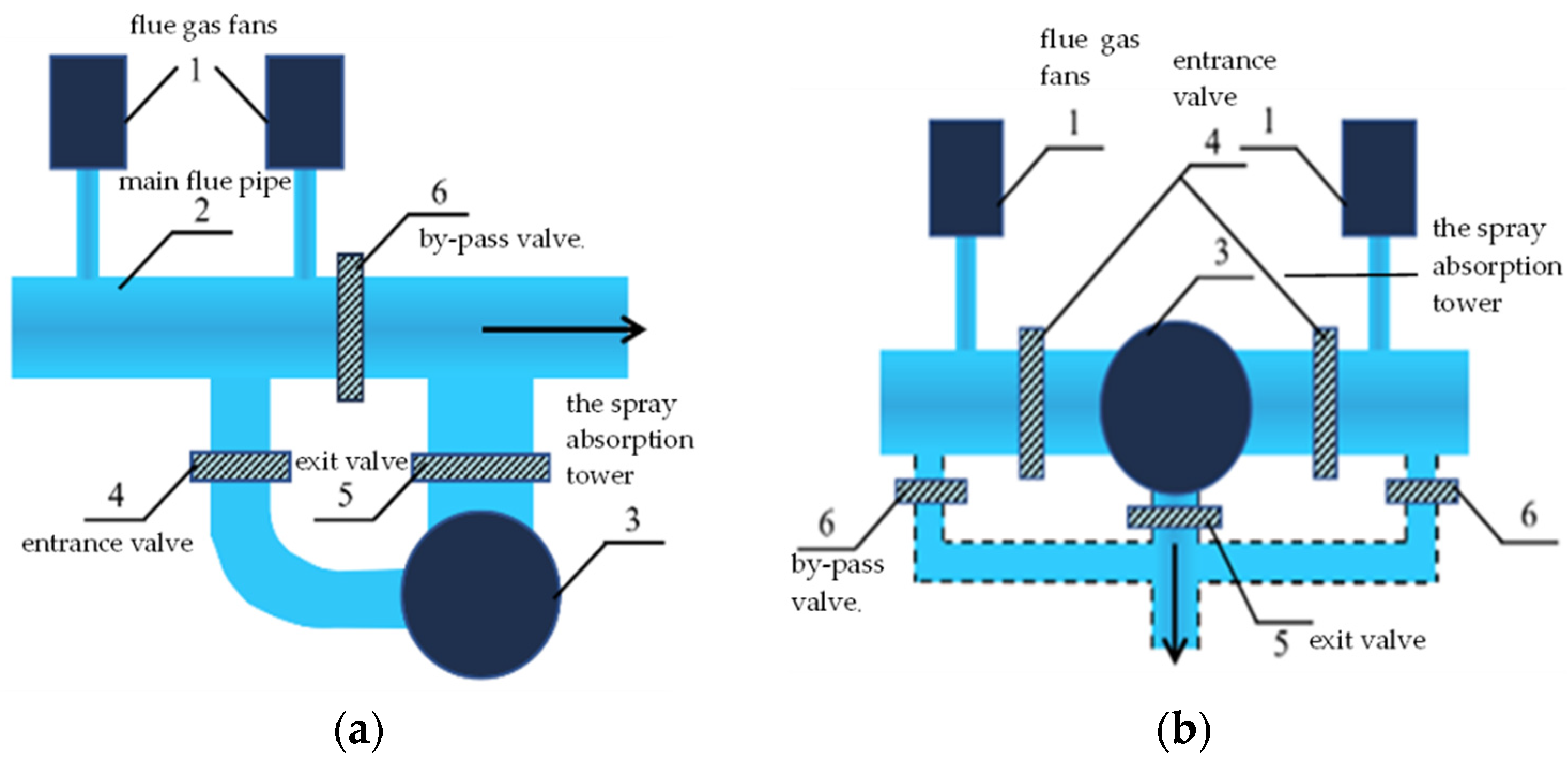
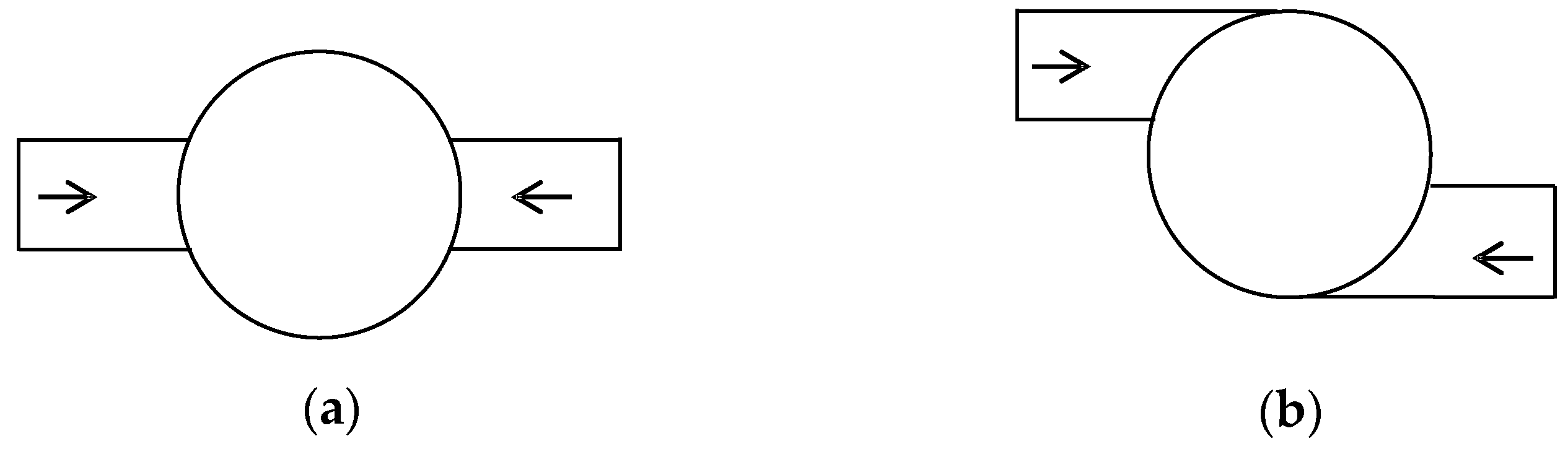
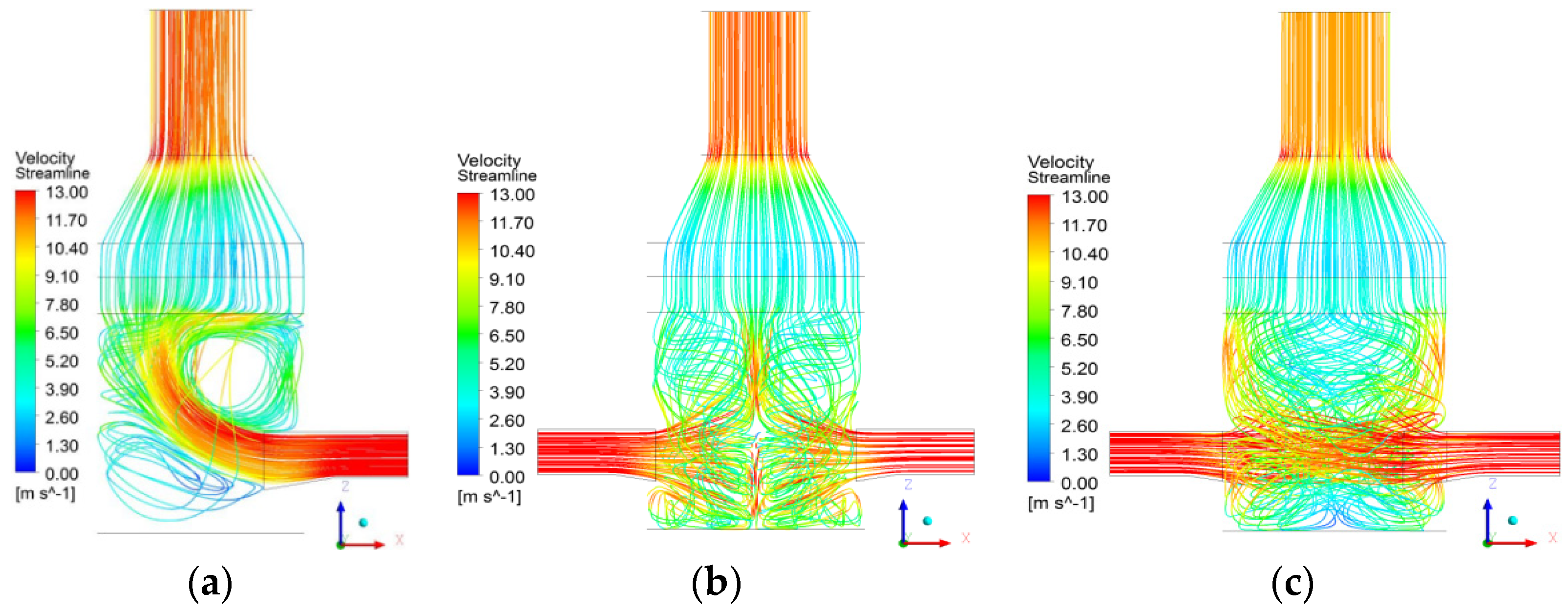
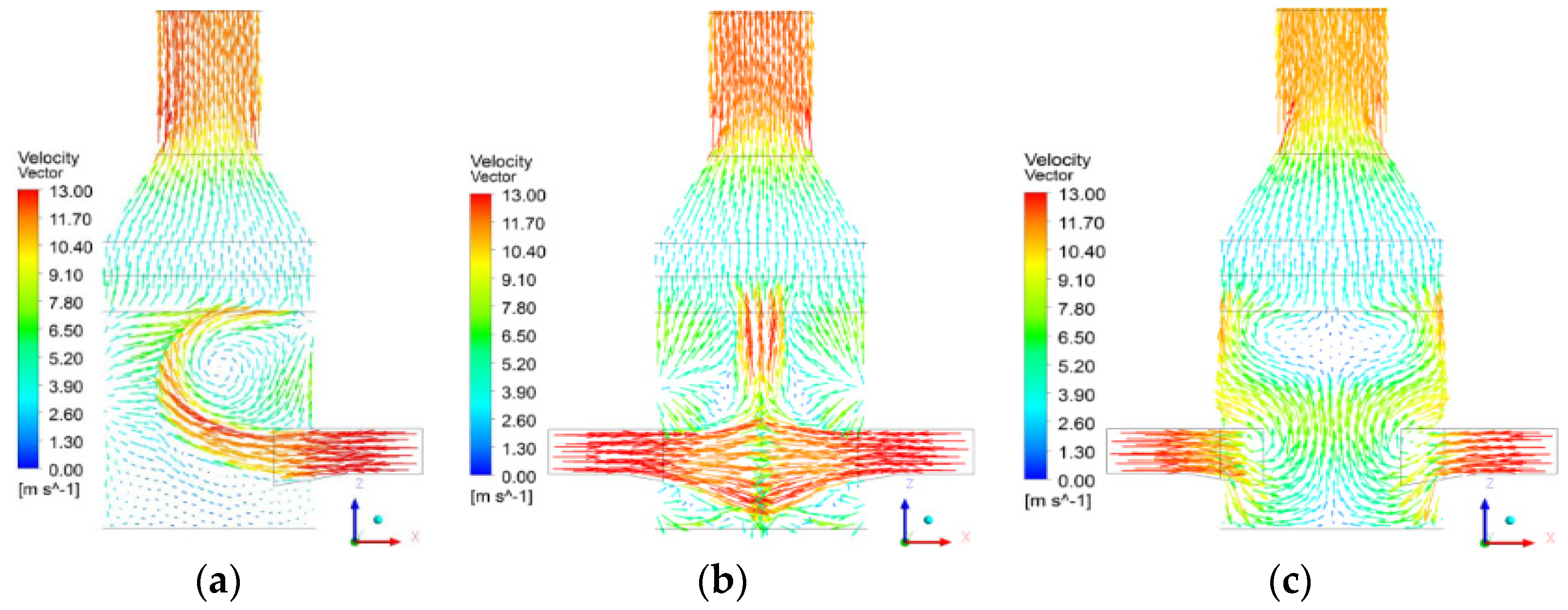
3.1. The Influence of Different Inlet Layouts
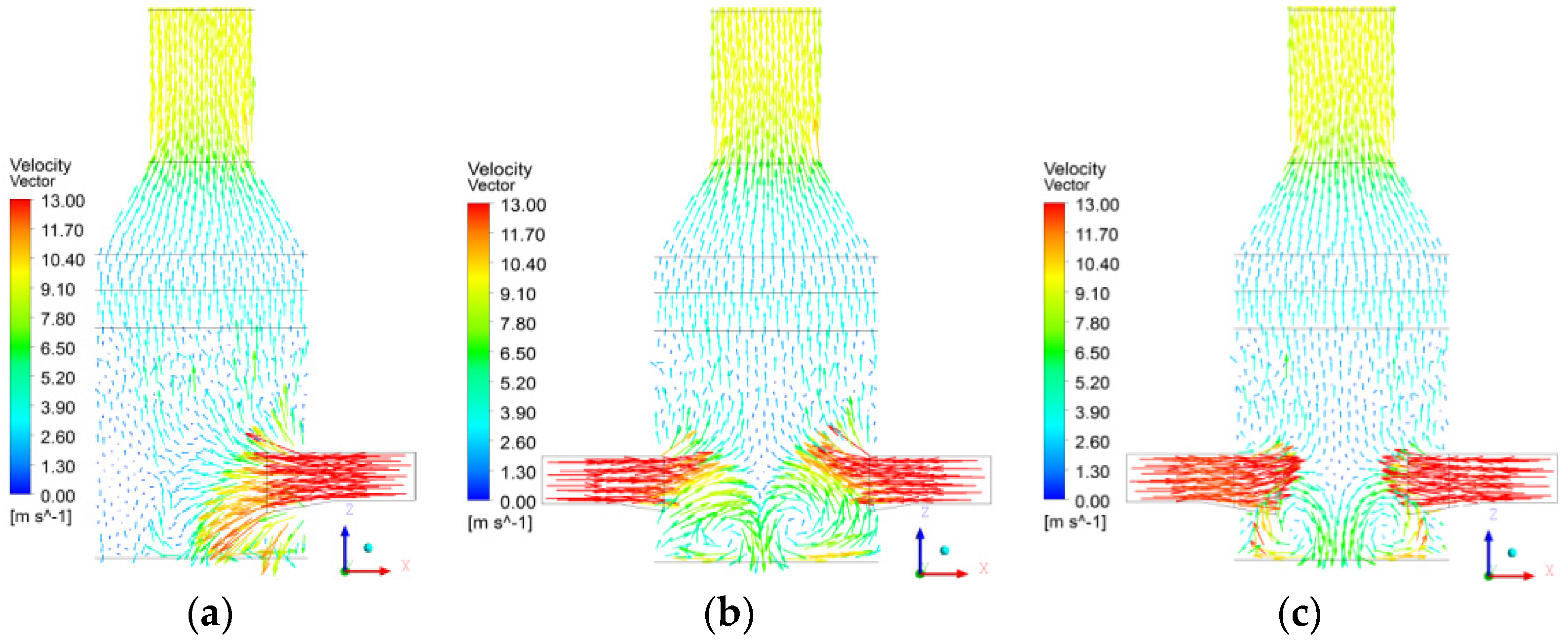
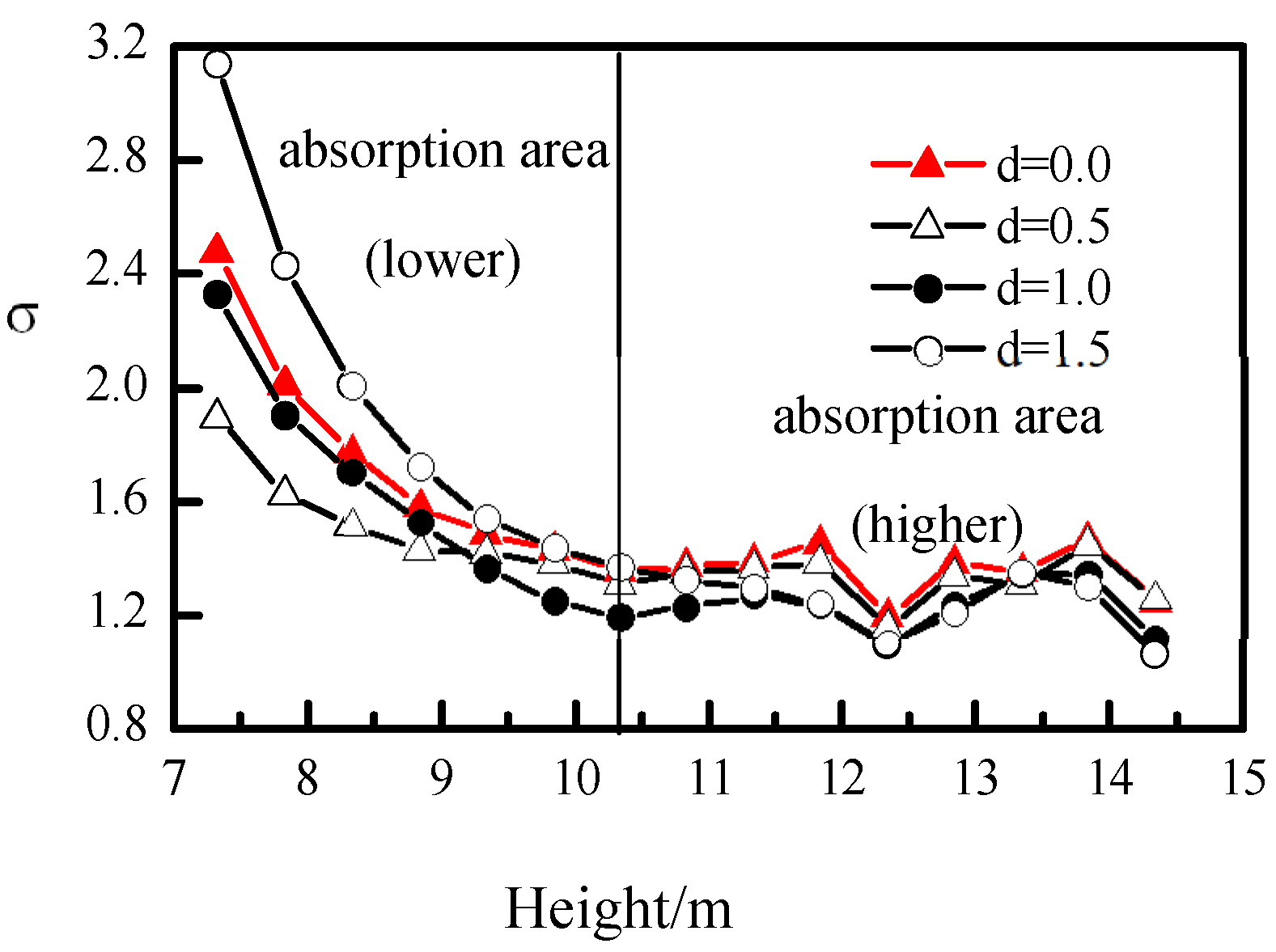
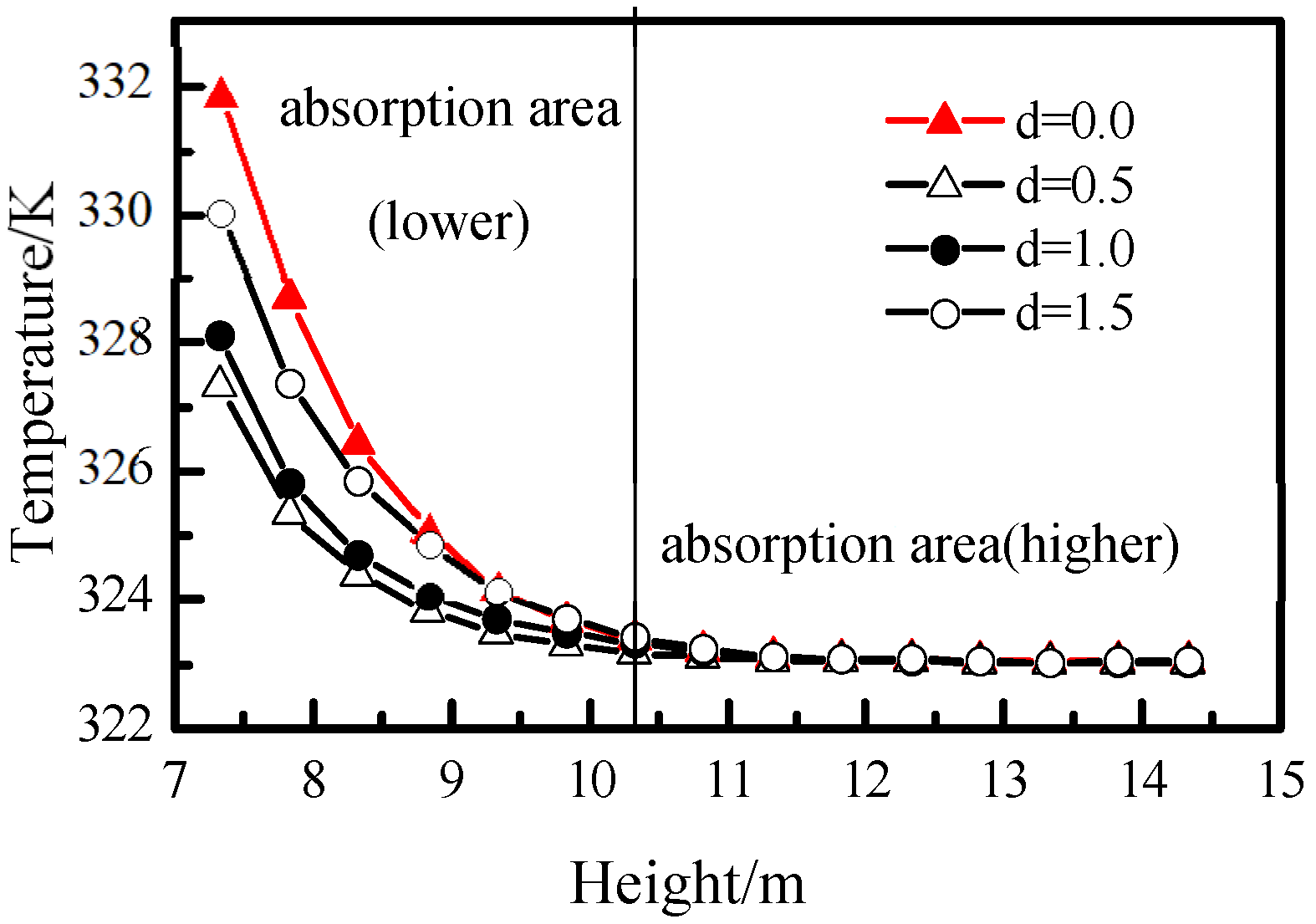
3.2. The Influence of Designed Flue Baffle at Inlet Area
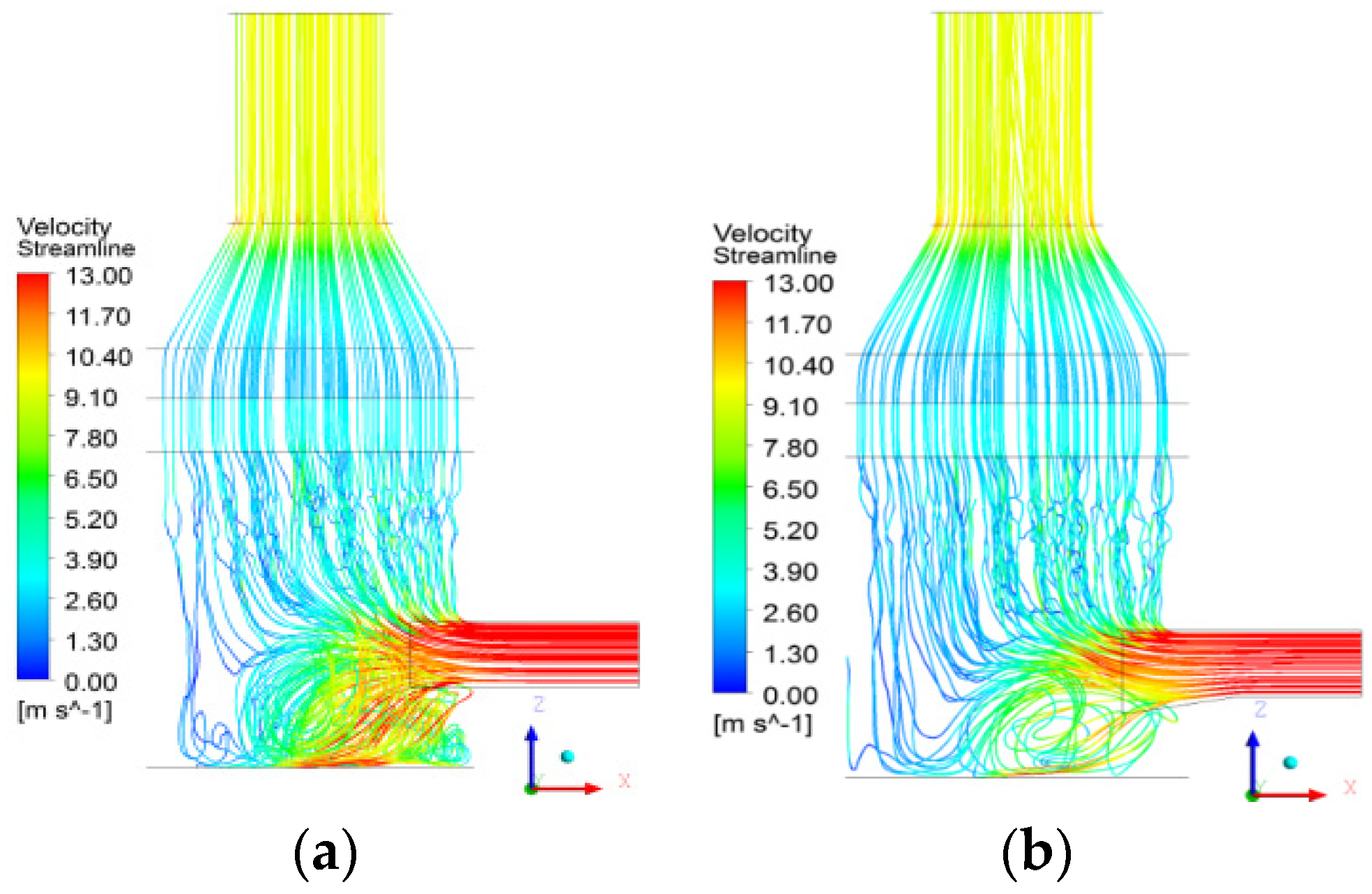
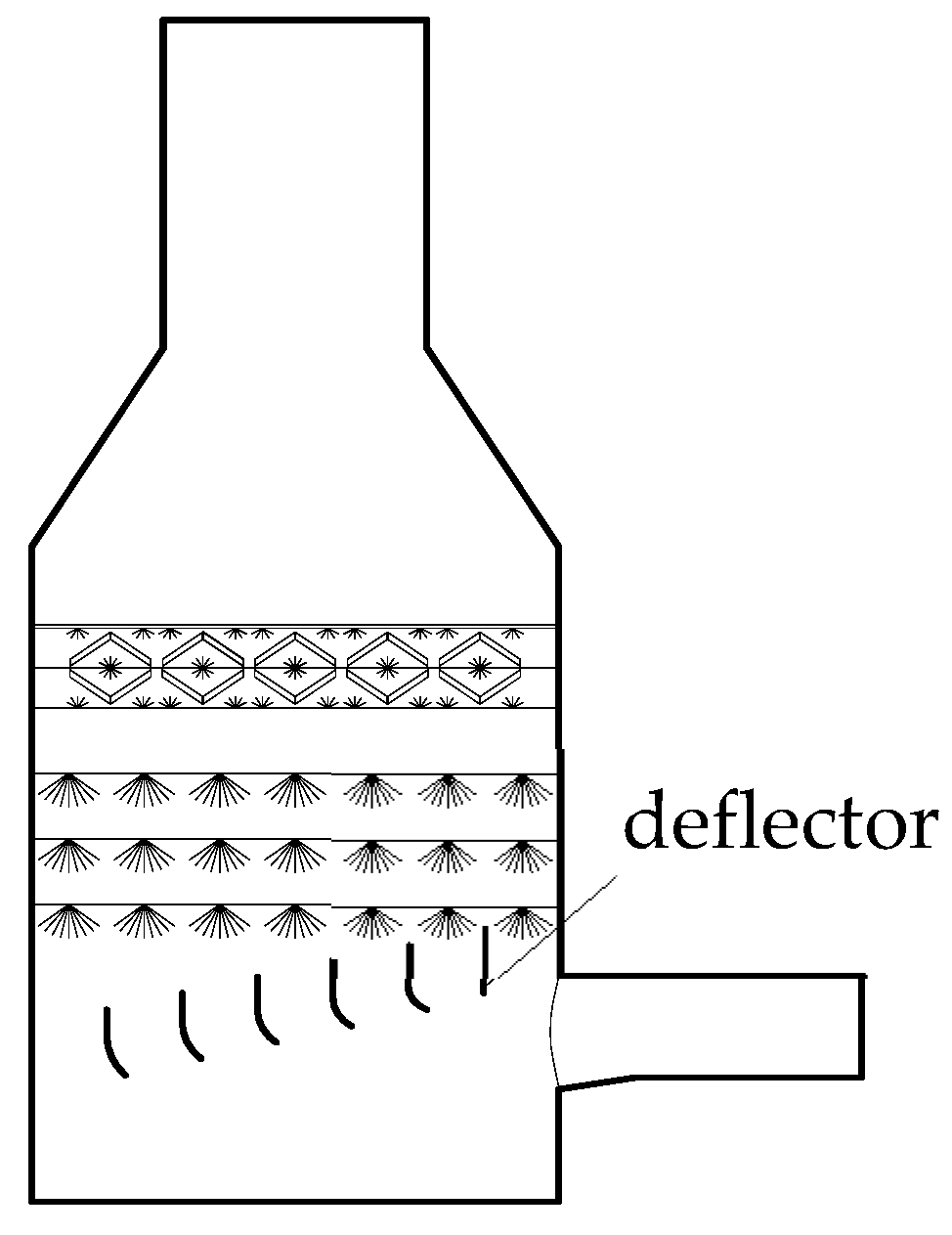
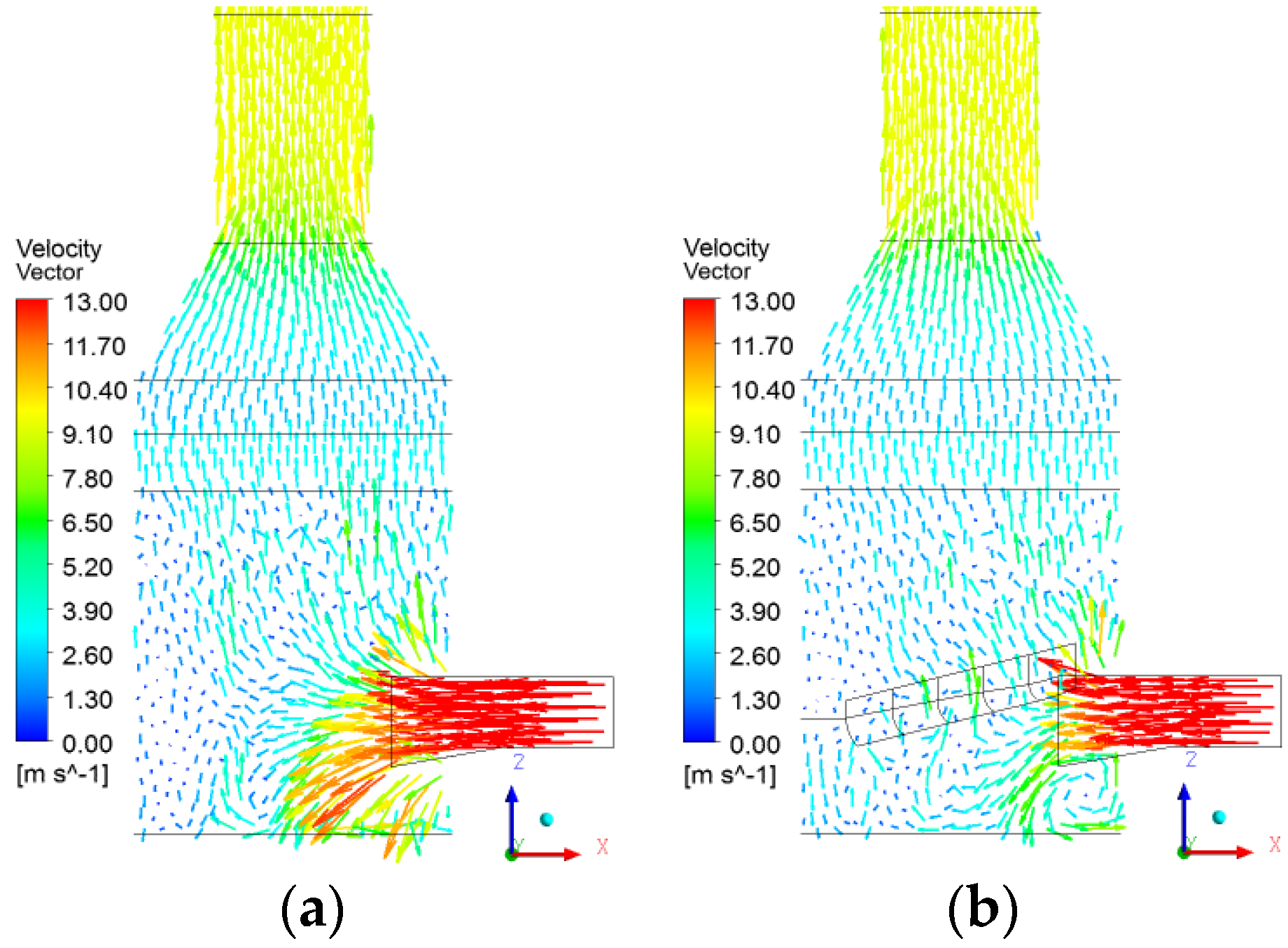
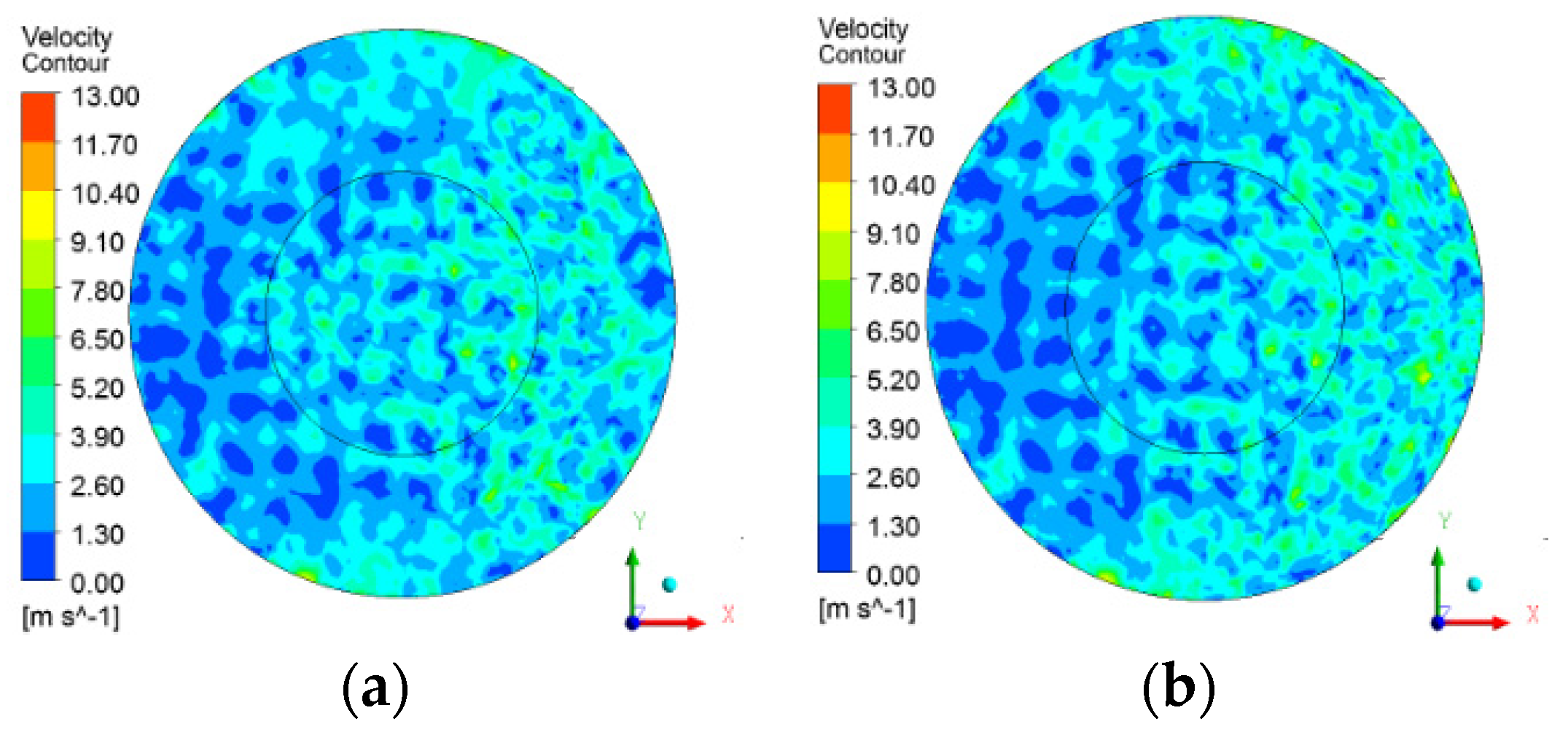
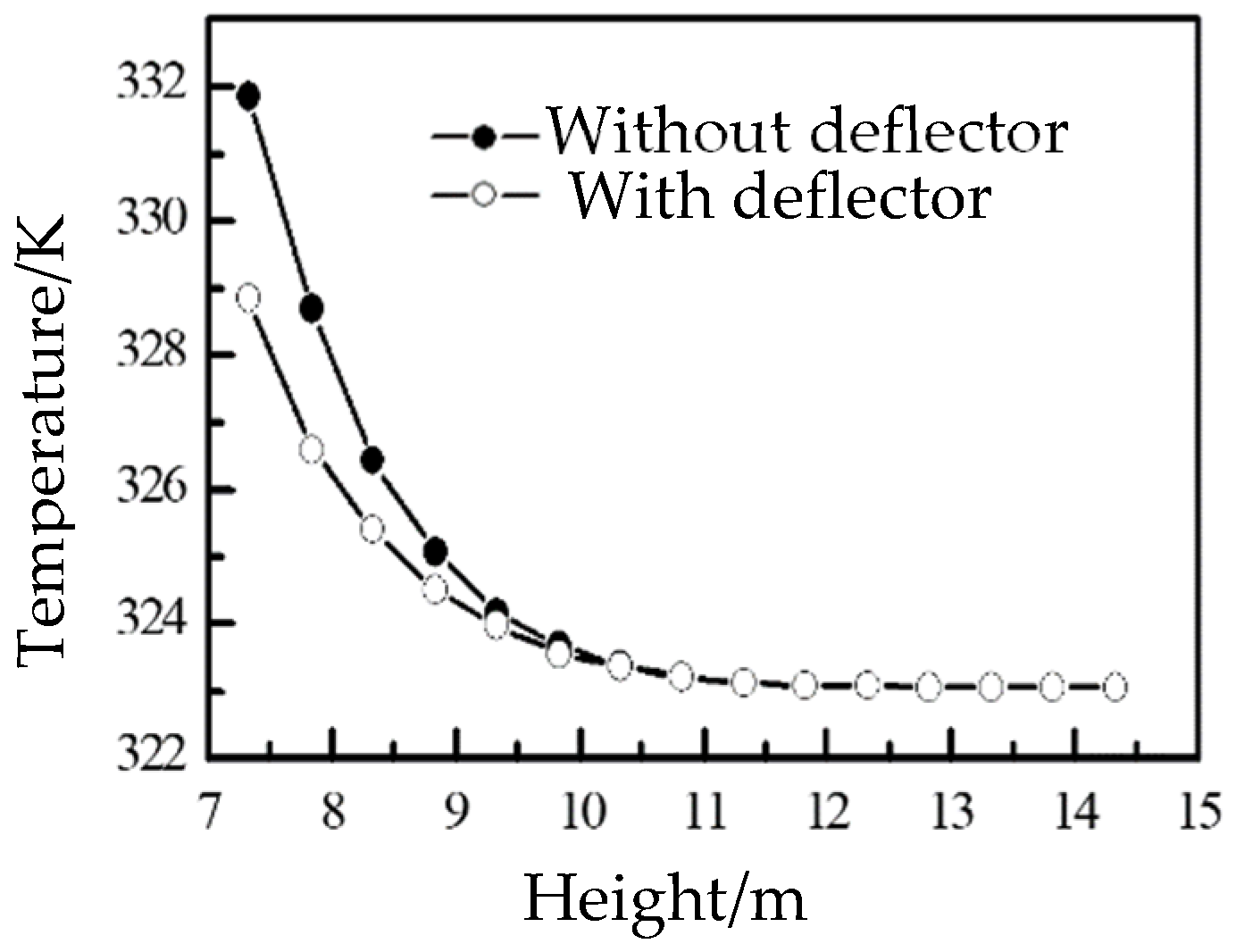
3.3. The Influence of Designed Deflector at Inlet Area
4. Conclusions
- (a)
- The flue gas distribution of the dual inlet tower is more uniform than that of the single inlet tower, and the mass and heat transfer effects are also better. In addition, the entrance of the dual inlet tower is not easy to deposit, which is conducive to safe operation. Moreover, the tangential dual inlet tower increases the residence time of the gas in the tower and avoids the frequent concentration of the gas in an area.
- (b)
- The designed baffle not only effectively blocks the entry of spray slurry, but also improves the flue gas distribution. According to engineering practice, flow field distribution, and pressure drop, the width of the baffle is preferably 0.5~1.0 m. At this time, it is recommended to install the baffle at a certain angle to prevent liquid from accumulating on the surface. The baffle, on the other hand, can make the flue gas flow toward the bottom of the tower first, increasing the flow path of the gas.
- (c)
- Adding a deflector with a simple structure, convenient operation, and stepped distribution in the inlet section can improve the uniformity of the flow field distribution and promote heat transfer and mass transfer, but there are also problems, such as the increased operating cost caused by the increased resistance, and this should be considered.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhang, Z.; Li, Y.; Lan, Y. Experimental study on fluid mechanics of nozzle and ammonia desulfurization of iron and steel sintering furnace. Adv. Mater. Res. 2013, 803, 363–366. [Google Scholar] [CrossRef]
- Fang, S.; Du, Y.; Huang, S.; Wen, W.; Liu, Y. Numerical simulation research for the optimization of the wet flue gas desulfurization tower. Appl. Mech. Mater. 2012, 170–173, 3662–3667. [Google Scholar] [CrossRef]
- Dong, Q.; Wang, C.; Peng, S.; Wang, Z.; Liu, C. A many-objective optimization for an eco-efficient flue gas desulfurization process using a surrogate-assisted evolutionary algorithm. Sustainability 2021, 13, 9015. [Google Scholar] [CrossRef]
- Li, X.; Dong, M.; Li, S.; Feng, Z.; Zhang, Z.; Li, W.; Ren, Y.; Lu, J. A numerical study of the ammonia desulfurization in the spray scattering tower. Chem. Eng. Process. 2020, 155, 1–12. [Google Scholar] [CrossRef]
- Gao, X.; Ding, H.; Du, Z.; Wu, Z.; Fang, M.; Luo, Z.; Cen, K. Gas-liquid absorption reaction between (NH4)2SO3 solution and SO2 for ammonia-based wet flue gas desulfurization. Appl. Energy 2010, 87, 2647–2651. [Google Scholar] [CrossRef]
- Jia, Y. Modeling and simulation of sulfur dioxide abatement with ammonia absorbent in the spray scrubber. Adv. Mater. Res. 2012, 599, 404–411. [Google Scholar] [CrossRef]
- Yan, J.; Bao, J.; Yang, L.; Fan, F.; Shen, X. The formation and removal characteristics of aerosols in ammonia-based wet flue gas desulfurization. J. Aerosol Sci. 2011, 42, 604–614. [Google Scholar] [CrossRef]
- Deng, Q.; Ran, J. Numerical study on flow field distribution regularities in wet gas desulfurization tower changing inlet gas/liquid feature parameters. J. Energy Resour. Technol. 2020, 143, 1–29. [Google Scholar] [CrossRef]
- Bai, H.; Biswas, P.; Keener, T.C. SO2 removal by NH3 gas injection: Effects of temperature and moisture content. Ind. Eng. Chem. Res. 1994, 33, 1231–1236. [Google Scholar] [CrossRef]
- Wang, S.; Zhang, Q.; Zhang, G.; Wang, Z.; Zhu, P. Effects of sintering flue gas properties on simultaneous removal of SO2 and NO by ammonia-Fe (II)EDTA absorption. J. Energy Inst. 2017, 90, 522–527. [Google Scholar] [CrossRef]
- Zhang, Q.; Wang, S.; Zhang, G.; Wang, Z.; Zhu, P. Effects of slurry properties on simultaneous removal of SO2 and NO by ammonia-Fe (II)EDTA absorption in sintering plants. J. Environ. 2016, 183, 1072–1078. [Google Scholar]
- Jia, Y.; Zhong, Q.; Fan, X.; Chen, Q.; Sun, H. Modeling of ammonia-based wet flue gas desulfurization in the spray scrubber. Korean J. Chem. Eng. 2011, 28, 1058–1064. [Google Scholar] [CrossRef]
- Wang, S.; Zhu, P.; Zhang, G.; Zhang, Q.; Wang, Z.; Zhao, L. Numerical simulation research of flow field in ammonia-based wet flue gas desulfurization tower. J. Energy Inst. 2015, 88, 284–291. [Google Scholar] [CrossRef]
- Zhang, Q.; Wang, S.; Zhu, P.; Wang, Z.; Zhang, G. Full-scale simulation of flow field in ammonia-based wet flue gas desulfurization double tower. J. Energy Inst. 2018, 91, 619–629. [Google Scholar] [CrossRef]
- Qu, J.; Qi, N.; Li, Z.; Zhang, K.; Wang, P.; Li, L. Mass transfer process intensification for SO2 absorption in a commercial-scale wet flue gas desulfurization scrubber. Chem. Eng. Process. 2021, 166, 108478. [Google Scholar] [CrossRef]
- Wang, P.; Dai, G. Field synergy of the rod bank on the enhancement of mass transfer in a spray column. Ind. Eng. Chem. Res. 2018, 57, 12531–12542. [Google Scholar] [CrossRef]
- Cui, L.; Lu, J.; Liu, L.; Qin, M.; Dong, Y. Simulation study on novel groove separator in a dual-loop wet flue gas desulfurization spray tower. Asia-Pac. J. Chem. Eng. 2020, 15, e2442. [Google Scholar] [CrossRef]
- Wang, P.; Zhuang, L.; Dai, G. Synergistic effect of droplet self-adjustment and rod bank internal on fluid distribution in a WFGD spray column. Chem. Eng. Sci. 2017, 162, 227–244. [Google Scholar] [CrossRef]
- Montanes, C.; Gomez-Samper, A.; Fueyo, N.; Ballesteros, J.C.; Gomez-Yague, P. Computational evaluation of wall rings in wet flue-gas desulfurization plants. Int. J. Energy Clean. Environ. 2009, 10, 15–36. [Google Scholar] [CrossRef]
- Chen, Z.; Wang, H.; Zhuo, J.; You, C. Experimental and numerical study on effects of deflectors on flow field distribution and desulfurization efficiency in spray towers. Fuel Process. Technol. 2017, 162, 1–12. [Google Scholar] [CrossRef]
- Tseng, C.; Li, C. Eulerian–Eulerian numerical simulation for a flue gas desulfurization tower with perforated sieve trays. Int. J. Heat Mass Tran. 2018, 116, 329–345. [Google Scholar] [CrossRef]
- Chen, Z.; Wang, H.; Zhuo, J.; You, C. Enhancement of mass transfer between flue gas and slurry in the wet flue gas desulfurization spray tower. Energy Fuels 2018, 32, 703–712. [Google Scholar] [CrossRef]
- Jin, Y.; Zhao, W.; Li, Z. Effect of gas-liquid contact intensification on heat and mass transfer in deflector and rod bank desulfurization spray tower. Processes 2021, 9, 1269. [Google Scholar] [CrossRef]
- Michalski, J.A. Aerodynamic characteristics of flue gas desulfurization spray towers-poly dispersity consideration. Ind. Eng. Chem. Res. 2000, 39, 3314–3324. [Google Scholar] [CrossRef]
- Marocco, L. Modeling of the fluid dynamics and SO2 absorption in a gas-liquid reactor. Chem. Eng. J. 2010, 162, 217–222. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Parameter | Value |
|---|---|---|
| Structure | Tower diameter (m) | 14 |
| Inlet size (m) | 11.08 × 3.13 | |
| Outlet diameter (m) | 7 | |
| Demist area height (m) | 2.5 | |
| Spray level gap (m) | 2 | |
| Inlet angle α (°) | 10 | |
| Designed inlet baffle wide (m) | 0, 0.5, 1.0, 1.5 | |
| Gas phase | Inlet flue gas flow rate (m·s−1) | 13 |
| Inlet flue gas dynamic viscosity (Pa·s) | 2.32 × 10−5 | |
| Inlet flue gas thermal conductivity (W·m−1·K−1) | 3.49 × 10−2 | |
| Inlet flue gas temperature (K) | 413 | |
| Inlet flue gas density (kg·m−3) | 1.131 | |
| Liquid phase | Liquid-to-gas ratio (m3/L) | 13 |
| Seriflux dynamic viscosity (Pa·s) | 4.32 × 10−3 | |
| Seriflux thermal conductivity (W·m−1·K−1) | 0.67 | |
| Seriflux temperature (K) | 323 | |
| Seriflux density (kg·m−3) | 1310 | |
| Particle specified diameter (m) | 2 × 10−3 | |
| Spray nozzle angle (°) | 90 | |
| Particle injection velocity (m·s−1) | 6 |
| Baffle Width d/(m) | 0 | 0.5 | 1.0 | 1.5 |
|---|---|---|---|---|
| Drop of pressure ΔP/(Pa) | 743.78 | 781.74 | 796.85 | 816.67 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, L.; Zhang, B.; Zhu, P.; Yu, L.; Zhao, G.; Li, M.; Wang, H. Structure Optimization Research Based on Numerical Simulation of Flow Field in Ammonia-Based Wet Sintering Flue Gas Desulfurization. Energies 2022, 15, 7771. https://doi.org/10.3390/en15207771
Li L, Zhang B, Zhu P, Yu L, Zhao G, Li M, Wang H. Structure Optimization Research Based on Numerical Simulation of Flow Field in Ammonia-Based Wet Sintering Flue Gas Desulfurization. Energies. 2022; 15(20):7771. https://doi.org/10.3390/en15207771
Chicago/Turabian StyleLi, Ling, Buting Zhang, Ping Zhu, Liangying Yu, Guangjin Zhao, Min Li, and Hecen Wang. 2022. "Structure Optimization Research Based on Numerical Simulation of Flow Field in Ammonia-Based Wet Sintering Flue Gas Desulfurization" Energies 15, no. 20: 7771. https://doi.org/10.3390/en15207771