2.1.1. Theoretical Background to Module Output Analysis
The CTM (cell to module) factor calculation method was applied to the analysis of the output of the cells used at the time of manufacture for the samples to be analyzed. [
44,
45,
46]. Models and formulas for classifying k-factors that affect efficiency or output when manufacturing modules and analyzing loss or gain mechanisms have been presented in previous studies. In the module output calculation model, the module output is calculated from the sum of the CTM coefficient k and the individual cell output when manufacturing the module. The basic formula for the module output is shown as Equations (1) and (2) below. The module margin is the distance between the cell matrix and the outside of the module frame. Cell spacing refers to the distance between cells within a string.
Table 1 shows the description of symbols and abbreviations used in the formulas below.
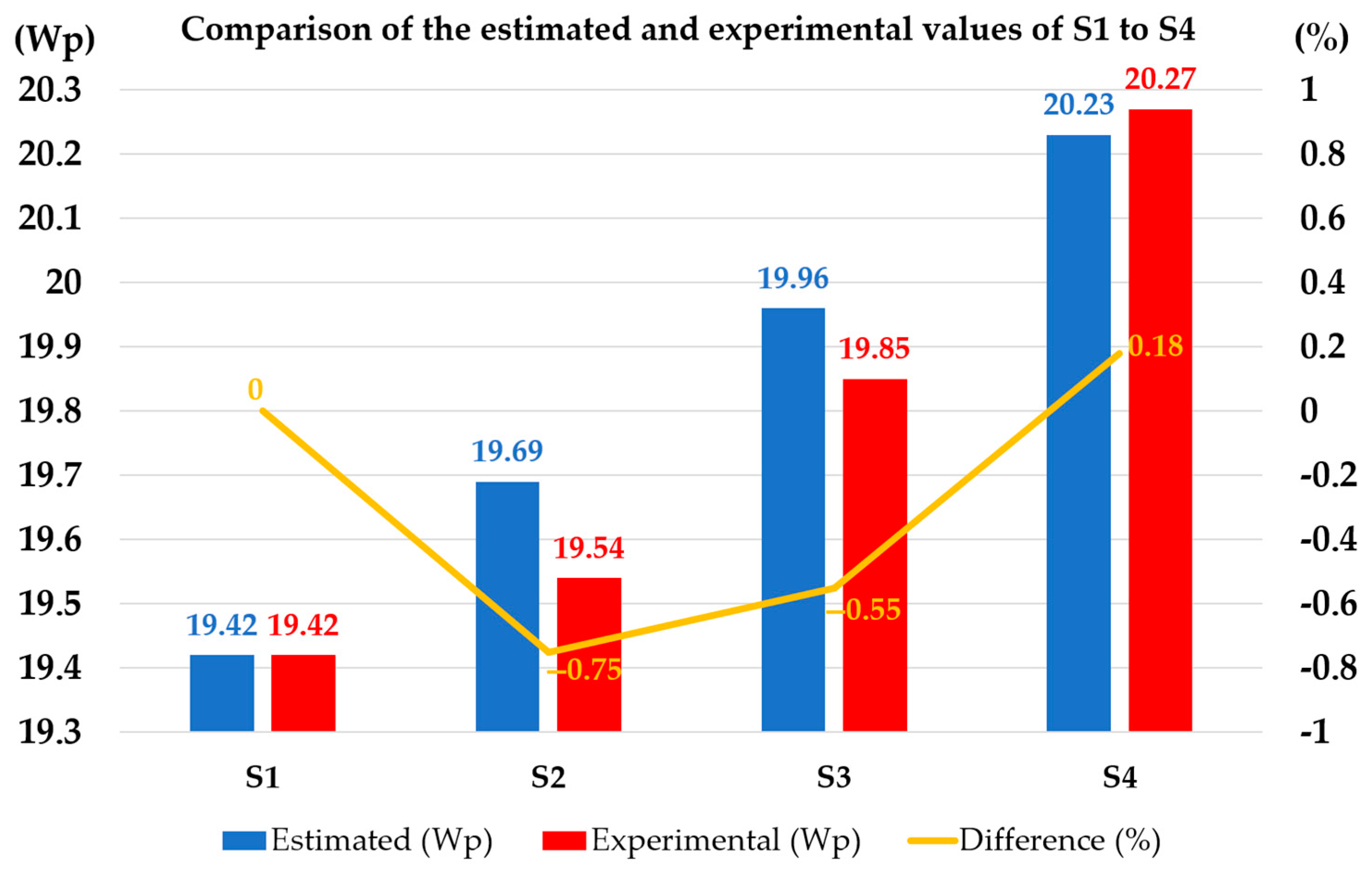
Equation (2) states that the efficiency of the module is proportional to the average value of the efficiency of individual cells. This means that the efficiency of the modules connected in series is proportional to the average efficiency of the entire cell, rather than being downwardly leveled by the dominant influence of the least efficient cell due to a ‘bottleneck’. The output of the module to be restored can be predicted by calculating the average efficiency of the cell in consideration of k14 (cell electrical mismatch loss). It can be concluded that the difference between this predicted value and the actual experimental value is the sum of the long-term degradation of the cell and the loss of electrical mismatch, which can only be calculated as a final value [
47]. These two values can be separated from long-term degradation by additional experiments using mismatch of new cells.
The loss due to the electrical mismatch of the cell has been published as a concept called RPL (relative power loss), which is not precisely defined and classified before the CTM factor [
48]. RPL is expressed as the difference between the maximum power (Pmpc) of n individual cells connected in series to form a cell string or module and the output power of the cell string. Relative power loss can be expressed as Equation (3) below from the difference between the sum of the maximum power of n cells and the maximum power of the module.
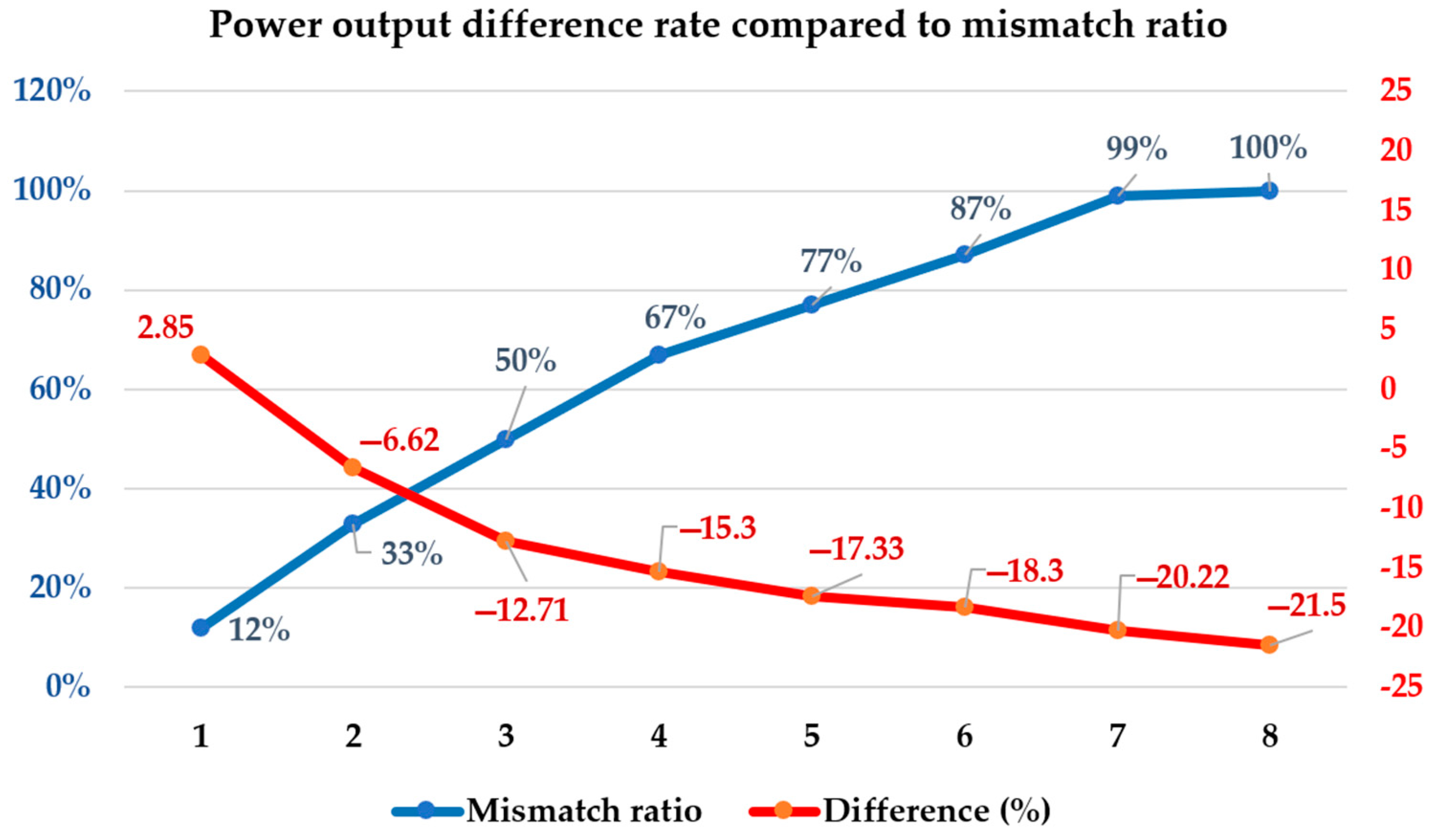
In a situation where the electrical output deviation of the cell is not large, RPL including electrical mismatch is insignificant. In the mismatch range that does not exceed a certain level, it is more dominantly influenced by the arithmetic mean value of the cell rather than the bottleneck or down-leveling. This will be covered in more detail in the Results and Discussion section.
In general, the above formula is used to calculate the efficiency of a module. Among the 15 CTM factors in the output of the module, the overall dimension of the module or the gap between cells does not increase the output of the module, nor does it affect the output by absorbing or reflecting the output [
49]. The two factors only affect the areal efficiency of the module. Subtracting is correct when calculating the module output. This is because the design margin (k1) of the module for securing the insulation distance and the loss factor (k2) due to the cell spacing do not affect the output. Equations (3) and (4) below are formulas for calculating the output from the module.
The expression for CTM power is the output of a pure module and can be expressed as Equations (3) and (4). This is a method of calculating the output of the cell applied in the manufacturing stage of each module using Equations (3) and (4). The procedure for calculating long-term degradation after applying a replacement cell during module repair will be described later in the Results and Discussion section.
2.1.2. Basic Experiment According to Previous Research Procedure
In a previous study [
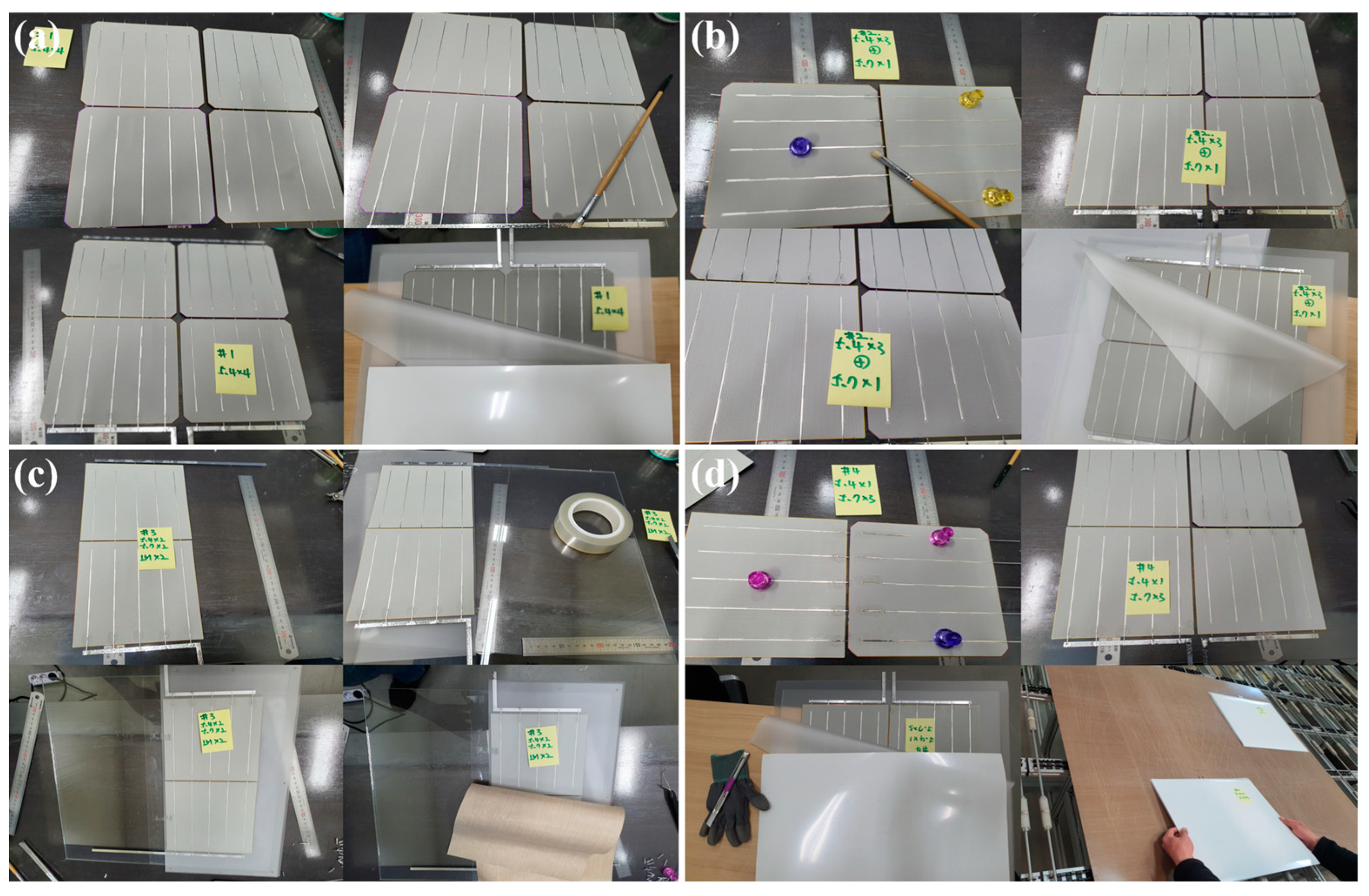
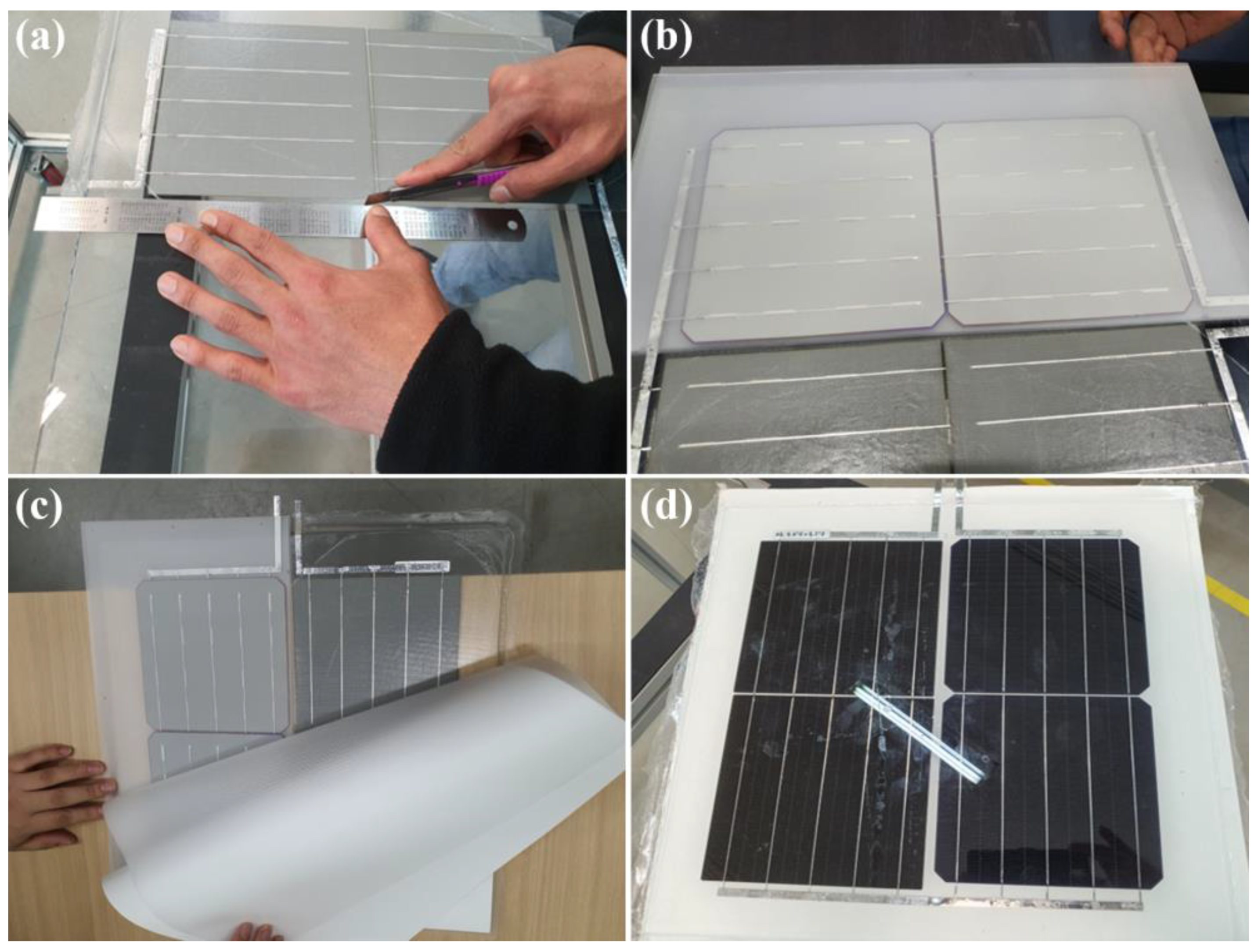
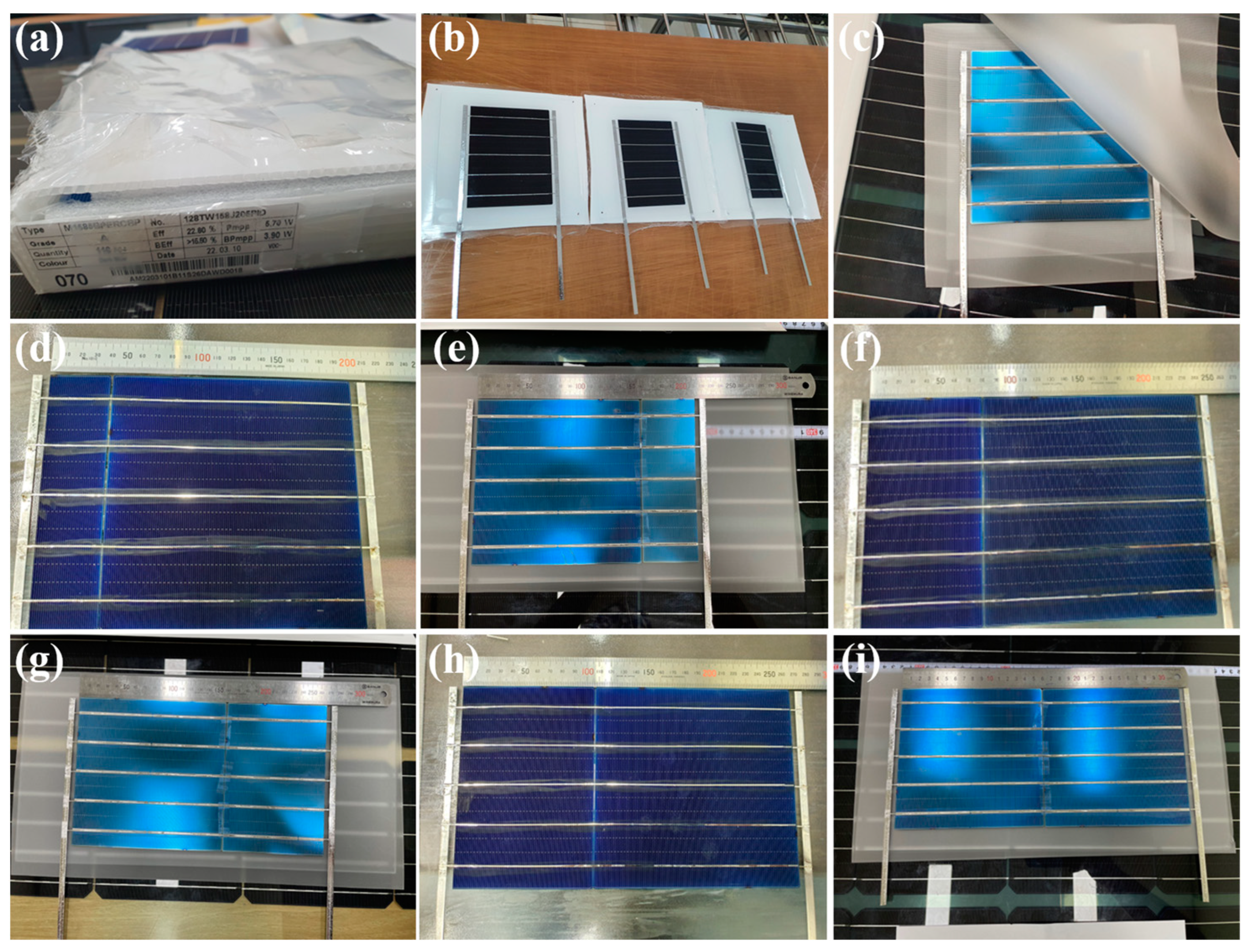
48] that reported repairs of a waste module containing some damaged cells by replacing it with a new cell, it which was checked whether the same results were obtained even when the module type was different as a single crystal. The cell replacement experiment followed the sequence from previous studies. An EL measurement was carried out, and the frame and junction box were removed. The back sheet was also removed by heating on a hot plate. Then, the cells were replaced by using a scraper. Repairment was carried out as shown in
Figure 1 through lamination.
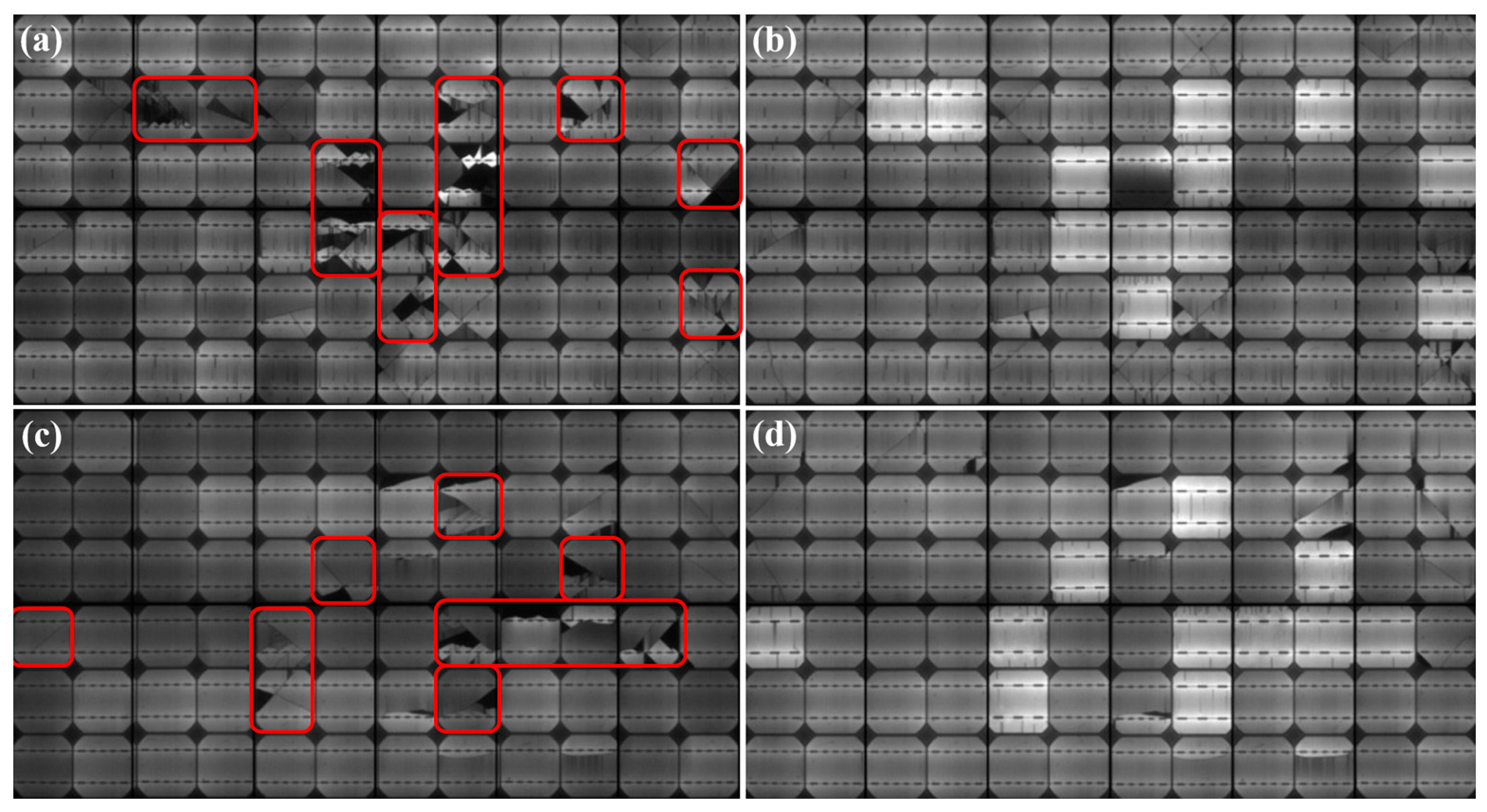
Figure 1 is an EL image before and after repair of a 175 WP class single-crystal solar module.
Figure 1a is an EL image before repair of a 175 Wp-class single-crystal solar waste module whose output has significantly dropped due to cell-in-hotspot. For convenience, this sample will be referred to as 175A. The black inactive area of the cells in the red mark is electrically isolated and thus the amount of power is lost. Most of the cells in the middle are dead areas, the reverse current is generated, and the output is severely degraded.
Figure 1b shows EL image after repair by replacing the damaged cell of the 175A module next to it. Overall, the hotspot has been greatly alleviated. A hotspot that occurred during the repair process was seen in the bus bar of one cell that was not replaced. The slight decrease in output due to this will be compared again by looking at the current-voltage (I-V) characteristic curve later.
Figure 1c also shows an EL image before repair of a 175 Wp class waste module of which the output was lowered due to damaged cells. This module is called 175B. This module also partially contains the dead area of the cell. Repair the module by replacing the cell in this part with a new cell.
Figure 1d is an EL image after repair of the 175B module. This module has been fully restored without any defects that occurred during the repair process. The samples above are from commercial power plants. Since there is no I-V data for individual modules at the time of manufacture, the electrical characteristics of the models published on-line by the manufacturer were assumed as initial characteristics.
Table 2 shows the initial electrical characteristics of the 175A and 175B samples, the characteristics when the output is dropped due to cell damage, and the changes in the electrical characteristics after repair.
The electrical specifications when the sample was first commercially produced were defined as the initial state. In a commercial power plant, the state in which the output is lowered after operating for a certain period of time is set as failed. A sample restored by replacing some damaged cells with new cells was defined as a repaired module stage. In both samples, the output was decreased by about 16% overall. This is similar to about 16.67%, which is the ratio of one string consisting of 12 cells to a module consisting of 72 cells. In other words, it proves that the bypass diode is still sound. If the bypass diode is short-circuited, both strings connected together should come out in black shade. As a result, the output of the module had to drop to about 32%. As confirmed in the EL image, the output degradation is severely observed by damaged cells in the middle of the string.
Three factors must be inferred from the above results. First, it is necessary to find out the output of cells by using which the module was manufactured when 175A and 175B samples were commercially produced. Even for the initial model, there is a tolerance of ±3%. In fact, it is most accurate if there is data for each individual module. However, it is a model that has already been produced for more than 10 years, and there is no output data left at the time of production. It is assumed that the electrical characteristics of the module disclosed on-line by the manufacturer are the initial characteristics of the module.
Figure 2 shows the I-V and V-P curves before and after repair of the 175A module. The IV curve of the cell-in-hotspot module falls in a stepped shape. The slope of the step is proportional to the degraded output. The V-P curve also shows two or more typical multi-peaks. This is caused by a cell-in-hotspot in the cell string that lowers the short circuit current (I
sc) of the cell and increases the resistance.
The CTM factor analysis method is a method of calculating whether output loss and gain are made at each stage of the module manufacturing process while manufacturing a module with individual cells. Results vary depending on the type of cell. We use this method to inversely compute the output of the initial cell from the module output. This procedure is also important information in order to calculate the annual cell output decline through the resultant value. The grade of the replacement cell applied at the time of repair is already known.
After adding the remaining CTM factors to the value to which the annual degradation is applied to the cells that have not been replaced, the total value of the predicted output of the actually repaired module is calculated if the CTM factor is applied in common. In this case, a loss that is lower than the predicted output value can be classified as a loss due to electrical mismatch of the cell.
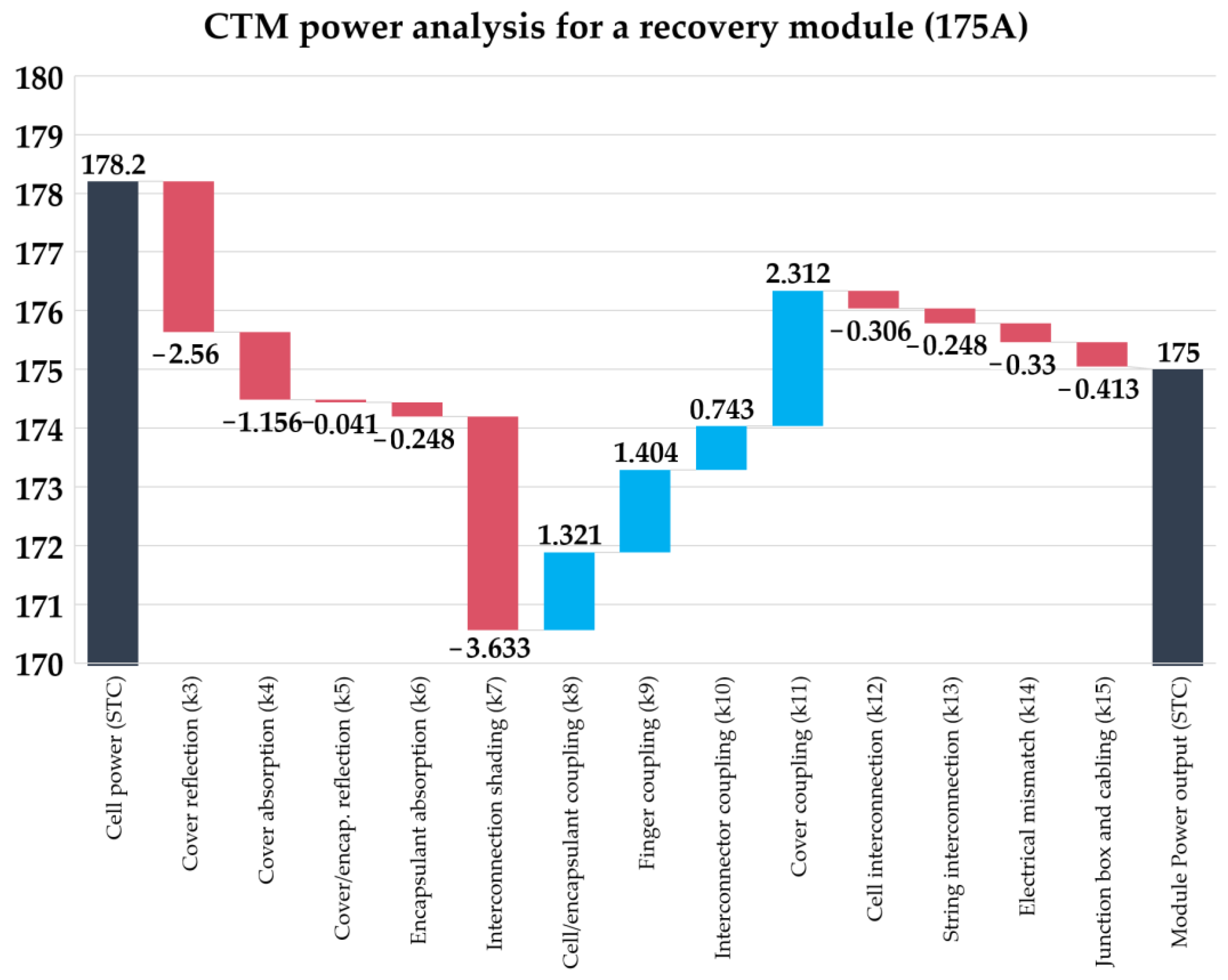
Figure 3 is the sum of the initial output values of the cells calculated from the module. It is assumed that there is no initial tolerance value at the time of manufacturing the module. Since it is a module at the time of production, if the annual output decrease is calculated as ‘0’, the sum of the output of 72 cells is calculated as 178.2 Wp. Therefore, the output of each cell is 178.2÷72 = 2.48 Wp.
The replacement cell used for repair has a higher output due to technological advances in the past. The power of the cell used for repair is 2.90 Wp. The output is about 17% higher than the 2.48 Wp output of the initial cell. The electrical characteristics of the initial cell and replacement cell are shown in
Table 3. The tolerance of the initial cell also followed the value of the module’s specification-sheet. The values in the table below are rounded to the third decimal place.
The electrical output of the two cells differs by about 17% in
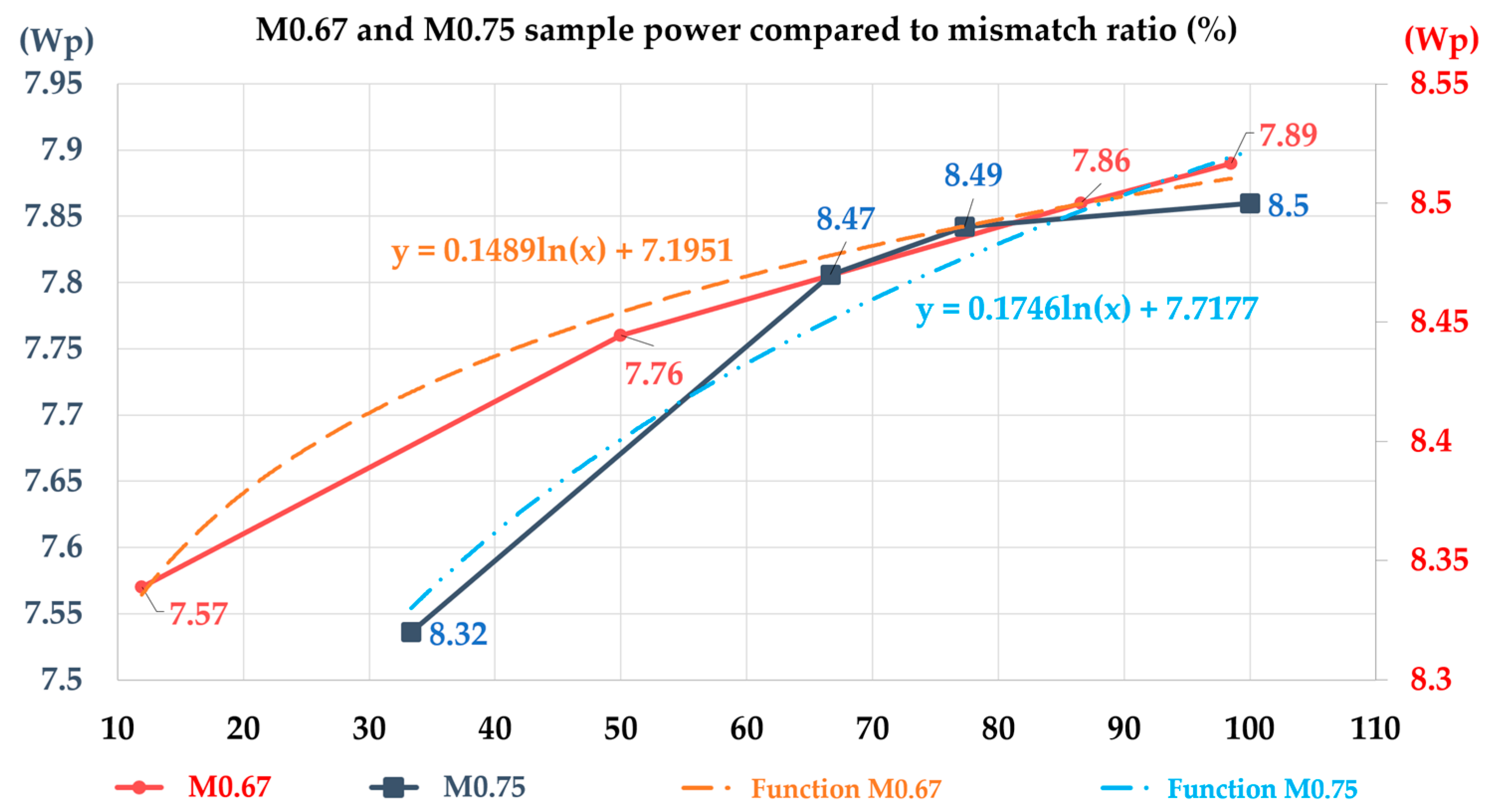
Table 3. If the output of the cells is down-leveled due to the so-called “bottleneck” when manufacturing a module by mixing two cells, the output of the module should not exceed 175 Wp no matter how high the cells are mixed. However, the experimental result was 178.57 Wp for the 175A sample and 176.02 Wp for the 175B sample. Annual output decline rate was considered. In the output of the module, the decrease in output due to the electrical mismatch of the cell is proof that it works limitedly. In addition, the output of the module is proportional to the average value of the individual cell outputs. This is consistent with the result of Equation (2) above. We paid attention to this result and tested how the electrical mismatch of the cell affects the module output to what extent and in what pattern.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}