1. Introduction
The use of lubricating cooling liquids (LCLs) in tribo joints enables a reduction in the intensity of wear. On the other hand, use of LCL improves cutting and machining technological processes. For a certain period of time, lubricants were based on petroleum products. At the present time their use is problematic in terms of further disposal [
1]. Moreover, a separate problem is that most metal structures and equipment items that come into contact with petroleum products (including lubricants) are made from steel and operated at an ambient temperature (from −50 °C to +50 °C) in different regions of our planet. When metals and alloys come into contact with pure hydrocarbons (C
nH
m), they do not react with them. Paper [
2] describes such a complex phenomenon of pollution to demonstrate its importance, as the number of failures of steel parts is growing every year. It is important to understand that the corrosion process takes place at the interface of different phases. Water, H
2S, corrosion products, ions, phenols, organic acids and other compounds containing sulfur, oxygen and nitrogen dissolved in petroleum products are contaminants responsible for the further destruction of steel components. Therefore, the use of stainless steels in tribo joints can provide additional avoidance of problems with premature failure and prolong the lifetime of the operated components. Despite the higher cost of stainless steels (including high nitrogen steels (HNSs)), they are introduced as tribomaterials [
3,
4,
5]. High nitrogen, high chromium steels are widely not only in modern energy domains. The areas of their application are constantly expanding. Modern production technologies and complex alloying can significantly expand the range of applications for products made from these materials due to hydrogen resistance. Piston rings have as a main function sealing the combustion chamber. Compression rings maintain compression—with worn, broken or stuck rings the engine will lose power or will not start at all; they also increase heat transfer from the piston through the cylinder wall, preventing overheating and scuffing of the piston, and regulate the thickness of the engine oil film on the cylinder (in all four-stroke engines and in two-stroke engines) with separate lubrication [
2]. Piston rings are made from high quality gray, ductile iron or HNS. The heat resistance and tensile strength of HNS is higher, but cast iron is cheaper and can be easily run in even without coating. Steel rings are coated with an anti-friction running-in, and often with a hard coating. The top ring is subjected to high nitrogen saturation or use of the HNS, which comes into contact with environmentally friendly tribotechnical compositions. Due to an investigation of the tribotechnical properties it has been established that the HNS can retain a layer of solid lubricant with a layered structure for a long time.
According to the European Directives [
6] on environmental liability, aimed at preventing environmental damage and eliminating its consequences, preventing environmental degradation and implementing its consequences is a task directly capable of implementing European Community environmental policy.
During operation, lubricants change their properties [
7], so it makes sense to create and explore new, more “environmentally friendly” options. Lubricants are used as an anti-friction and heat absorbing environment and therefore lead to smooth and reliable functions (operations), reduce the risks of frequent failures and thus enhance the durability (life-cycle) of a vehicle. At present, due to worldwide concern with protecting the environment from pollution and the increased prices and depletion of reserve crude oil, there has been growing interest in formulating and applying an alternative solution with the investigation and development of environment-friendly bio-lubricants from natural resources. A bio-lubricant is a renewable and sustainable lubricant that is biodegradable, non-toxic and emits net zero greenhouse gas [
8]. To increase the “environmental friendliness” you can use “green oils”. Green oils are characterized by low toxicity, low pollution and biodegradation.
The base oils are mainly polyester, synthetic ether and natural vegetable oil. Additives suitable for green base oils are a prerequisite for the use of green oils [
1]. Our own previous studies have shown that lubricating coolants made with the addition of sunflower or rapeseed oils [
9] can be successfully used as tribotechnical materials, including in tribo compounds in contact with high-nitrogen steels [
10].
At the processing of metals various lubricating and cooling liquids (LCLs) which provide the quality of the made elements of machine-building designs are widely applied. Recently, investigations have been conducted on the possibility of using LCLs to increase the wear resistance of sliding elements of tribocouples, especially heavy machinery (e.g., earthmoving machines, hydraulic drives of coal harvesters, agricultural machinery, metalworking, etc.). Increased lubricating LCL properties are used in the form of aqueous solutions of low concentration, which is important from an economic point of view.
2. State of the Art
There is now a significant transformation in the automotive industry occurring, which is to improve internal combustion engines in order to comply with environmental standards in accordance with EURO 6 (an environmental standard that regulates the content of harmful substances in exhaust gases) [
11,
12,
13]. In its requirements, EURO 6 is close to the EPA10 environmental standard in the United States and the Japanese Post NLT, which has been in effect since 2010. The new European standard will facilitate the harmonized development of future uniform standards (for example EURO 7) [
14]. The problem of exhaust gases and air pollution is of great environmental importance, so scientific research is underway to improve and modernize internal combustion engines, including introducing alternative hydrogen-containing fuels [
15,
16,
17,
18,
19,
20,
21].
Materials for the manufacture of piston rings are selected taking in to account the antifriction properties and conditions under which the piston rings must work. High elasticity and corrosion resistance are just as important as high resistance to damage under extreme operating conditions. Piston rings are made of high-quality gray or malleable cast iron or alloyed steel [
22,
23,
24]. Heat resistance and strength of steel are higher, but cast iron is cheaper and easier to earn even without coating. From a tribological point of view, gray cast iron and the graphite inclusions contained in it provide optimal properties when working in emergency mode (dry lubrication with graphite).
We have established that high-nitrogen steels can hold a layer of adsorbed layered lubricants on their surfaces for several hours (in the absence of lubrication) [
25,
26]. This feature is associated with the characteristics of the surface layer formed in a number of technological operations. Therefore, the selection of lubricants for high-nitrogen steel can significantly prolong the operational stability, including in extreme conditions with the disappearance of the protective layer. These properties are especially important when lubrication with engine oil stops and the oil film is already destroyed. In addition, the graphite veins in the ring structure serve as oil reservoirs and counteract the destruction of the oil film under adverse operating conditions. We also found that high-nitrogen steels can hold well on their surface layered coatings, not only of graphite origin, and reduce the intensity of wear [
26,
27].
Chromium steel with martensitic microstructure and spring steel are used as a structural material. To increase the wear resistance, the surface of the materials is hardened. This is usually done by nitriding. However, as one of the options, you can use directly high-nitrogen steels, which are also increasingly used in other responsible tribotechnical units, including in transport engineering [
28,
29,
30,
31,
32].
Investigation in the tribotechnical direction allows to assess the state and processes of destruction of materials in different operating conditions, including during setting [
33,
34,
35,
36]. Nitrogen steels are used to make rings for Honda 70CC, 90CC, CRF70F, XL70, XR70, C70, CT70, ATC70 and CL70 engines [
37]. The set includes a set of pistons and a set of gaskets. Piston rings can be suitable for operation at high speeds and with high loads. Concerning the first piston ring made of nitrogen steel, the process includes a set of pistons and a set of gaskets. The piston rings can be suitable for high speed and high load operation. Concerning the first piston ring with a nitrogen steel: Piston diameter—47 mm; piston height—41.5 mm; piston pin diameter—13 mm; piston pin length—38 mm.
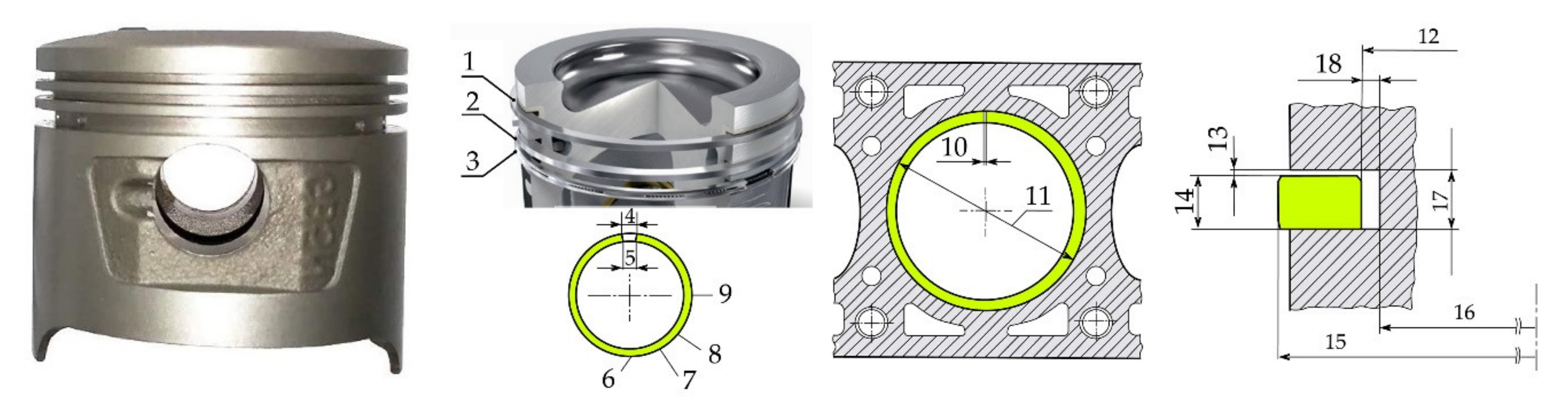
The complex requirements for piston rings cannot be met using only one piston ring. This can only be done with a few piston rings of different types. In modern automotive engine construction, a well-established solution is a combination of a compression piston ring, a combined compression and oil removal piston ring and a separate oil removal piston ring. Pistons with more than three rings are relatively rare today (
Figure 1 shows a typical complete set of piston rings).
Cylindrical piston rings are rings with a rectangular cross-section (
Figure 2). In such rings, the side surfaces are parallel to each other. This type of piston ring compression is the simplest and most common. Today, rings of this type are used primarily as the first compression ring in all gasoline and sometimes diesel car engines. The presence of internal chamfers and corners causes the rings to twist in the installed (stressed) state. A chamfer or inner corner on the top edge causes a “positive ring twist”.
Tapered rings are used on all types of engines (gasoline and diesel, for cars and trucks) and are usually installed in the second annular groove. These rings serve a dual purpose. They help the compression ring to resist blow-by gases and the oil scraper ring to regulate the oil film thickness. The working surface of the tapered rings is tapered. Depending on the version, the angular deviation of the working surface in comparison with a rectangular ring is from 45 to 60 arc minutes. Due to this shape, the new tapered ring contacts the cylinder surface only along the lower edge. For this reason, in this area, a high mechanical pressure on the surface arises and the desired material removal occurs.
As a result of this planned wear and tear, which occurs during the running-in period, a perfectly rounded lip is formed after only a short period of time, which ensures an optimal seal. Over a period of operation of several hundred thousand km, the working surface of the ring loses its conical shape, and the conical ring begins to function as a rectangular ring. Now with the properties of a rectangular ring, the former tapered ring still provides a reliable seal.
Due to the fact that gases exert pressure on the ring also from the front (due to the penetration of gases into the gap between the cylinder and the working surface of the piston ring), the increase in the effect of gas pressure is somewhat reduced. Due to this, during the running-in of the ring, the contact pressure and the degree of wear are slightly reduced. Tapered rings not only function as compression piston rings, but also have good oil scraper properties. This is facilitated by the inwardly displaced upper edge of the ring.
When the piston moves up, from bottom to top dead center, the ring slides over the oil film. Under the action of hydrodynamic forces (formation of an oil wedge), the ring slightly moves away from the cylinder surface. When the piston moves in the opposite direction, the edge of the ring penetrates deeper into the oil film and thus removes the oil layer, taking it towards the crankcase. In petrol engines, tapered rings are also fitted in the first ring groove. A chamfer or inner corner, relative to the bottom edge, causes negative torsion of the ring [
38].
HNS has been used not only for Honda engines, but also for engines that are produced by other companies. The Honda Motor Company Ltd. began its journey with the creation of piston rings and later created the highest quality pistons. HNS have a whole range of properties that allow them to have the required performance characteristics. Tōkai Seiki (Eastern Sea Precision Machine Company) made piston rings working out of the Art Shokai garage [
1,
16]. After initial failures, Tōkai Seiki began supplying piston rings to Toyota. Toyota’s quality control processes are known as “five whys” and operate under an automated process [
1,
16,
17,
18].
5. Results and Discussions
5.1. The Results of Tribotechnical Tests
To conduct a tribotechnical investigation, steel 45 was selected as a reference; all the obtained values were compared with it. HNS was chosen because it has high performance. For the upper piston rings steels with high nitrogen content were used. One of the key problems for piston rings is that they have an increased number of seizures and burrs during operation. The use of viscose nitrogen steels together with the selection of various technological fluids allows to significantly expand the range of occurrence of such phenomena as settings and burrs.
Tribological tests were carried out in accordance with GOST 23.224-86 and normative documents: Products’ wear resistance assurance, reestablished machine parts; experimental evaluation of wear resistance ability. To determine the tribotechnical characteristics of materials, rollers were made from steels 45, P900 with various radii.
As we can see, the friction pair had the lowest wear where Shell HF-E 46 (which is a synthetic lubricating fluid) was used in tribocoupling, followed by Shell HF-R (biological origin). Lubricating fluids synthesized by authors occupy from three up to five places.
Among the environmentally friendly lubricating coolants that were tested LCL
r with a concentration of 3%, then 5% and 1% had the least wear friction pairs. Oils were used because preliminary tests were carried out, which showed that exceeding the concentration of 5% reduces the tribomechanical properties.
Figure 7 shows the spectra (with energy dispersion) of the characteristic X-ray radiation of the surface elements of high-nitrogen steel, which show that a protective layer containing oxygen is formed on the friction surface. The appearance of the friction surface indicates the absence of thermal settings and “breakouts” from the friction surface. From the surface there was a detachment of wear particles, which had a petal appearance.
5.2. The Results of Thermogravimetric Analysis
Thermogravimetric tests proceeded according to the methodology described in [
46]. In the conditions of increasing loading and also increasing sliding speed there can be a tribodestruction of lubricating cooling liquid. Due to the increase in temperature and aging, LCL may lose its lubricating characteristics, and therefore we conducted research on thermogravimetric analysis. The objects of research were LCL
r and LCL
n in the form of concentrates, as the working fluids contain only 3% (wt.) concentrate in water, which means that thermal oxidation processes occur only after evaporation of the aqueous medium.
The results of the complex thermogravimetric analysis of the samples are contained in
Table 5, and the thermograms of the samples are presented in
Figure 8 and
Figure 9.
Thermogravimetric (TG) curves, which are presented in
Figure 8, show the loss of mass of the samples during heating, differential thermogravimetric (DTG) curves correspond to the dependence of the rate of loss of mass of samples on temperature, differential thermal analysis (DTA) corresponds to the temperature difference observed between sample and standard at the corresponding temperature [
46,
47].
The appearance of the exothermic effect recorded on the DTA curve of the sample LCLr in the temperature range 145–235 °C, which is accompanied by a slight loss of mass on the TG curve, corresponds to the processes of thermooxidative destruction of triglycerides that are part of the sample. According to the results of thermal analysis, thermal oxidative destruction of hydrocarbons that are part of the samples occurs in the temperature range 170–310 °C. It is accompanied by significant weight loss (TG curve) and the appearance of an exothermic effect (DTA curve).
The beginning and end of the stage of destruction of the samples was determined by fracture on the DTG curve. The temperature at the beginning of the destruction corresponded to the temperature at which the rate of loss of mass of the sample, determined by the DTG curve, was 0.1% per minute. The thermolysis process ends with the combustion of pyrolytic residues of the samples, which is accompanied by the appearance of bright exothermic effects recorded on the DTA curves in the temperature range 410–600 °C.
According to [
44,
45,
46,
47,
48,
49] hydrogen can take an active part in the destruction of surfaces, which can be diffused due to tribodestruction with and from lubricating coolants. We were able to establish an increased concentration of hydrogen in the products of cutting, austenitic high-nickel steels, which were formed in contact with the steels that were studied in this work (
Table 6).
Most likely, such data can be obtained by studying the wear products of such steels, but for the study on the LECO device it is necessary to obtain more than 3 g. Under lubrication conditions, such experiments must be carried out for a very long time; then we can transfer the data obtained with the cutting products to the wear products.
5.3. Forecast Assessment of LCL Ecological Safety
At the stage of development it is important to forecast the ecological assessment of LCL, which makes it possible to determine the hazard class, the main controlled sanitary and hygienic parameters and the environmental damage to the environment. To determine the ecological safety of LCL, the sanitary-toxicological forecast of their components was calculated. Ecological and sanitary-hygienic assessment of new compositions is characterized by indicators: MPC (maximum permissible concentration) of chemicals in the air of the working area, in the atmospheric air of the settlement, in the water and in the soil (
Figure 10). In the absence of reference data on the MPC, the corresponding ASLE (approximately safe levels of exposure) were calculated: Approximate safe levels of exposure to substances in the work area ASLE
w.a. and in atmospheric air ASLE
a (mg/m
3); approximate permissible levels (concentrations, mg/L) in water APL
w; products APC
pr.; soil APL
s; lethal doses LD
50; and LC
50 mg/kg and mg/L. To calculate the ASLE of organic compounds from the class of esters in the air in the form of a mixture of vapors and aerosols, the calculation of ASLE was carried out according to the formulas in
Table 7.
Our compounds belong to the class of esters, so we choose the formula for the calculation:
where LD
50 = ASLE
w.a./0.002.
In addition, concerning the composition of the raw materials for LCL, the parameters of the raw materials were evaluated; the methodologies were described in [
26,
27,
46]. Physico-chemical properties were tested and prognostic sanitary-toxicological assessment of the studied substances was performed according to the recommendations [
50,
51,
52].
The dependence was used for calculation:
where ΣJi is the sum of the values of biological activity of chemical bonds of atoms in the molecule of matter; M is the molecular weight of the substance, g/mol. The forecast estimation of ecological danger of the synthesized additives is carried out.
LCL
r concentrate consists of a base—rapeseed oil—in which the synthesized ester of triethanolamine and neonol are dissolved. Refined rapeseed oil is a food product and therefore, as in the previous case, a forecast estimate was calculated for the synthesized ester.
| ΣJi = 45 × (≡C–H) + 19 × (≡C–C≡) + 1 × (>C=C<) +2 × (–O–H) + 3 × (–O–C≡) + 1 × (–O–C≡) + 1 × (=N–C) + 1 × (=C=O) |
| ΣJi = 45 × 0.8 + 19 × 51.4 + 1 × 451.8 +2 × (−21,648.2) + 3 × 21,987.7 +1 × 6535.3 + 1 × 3266.2 + 1 × (−12,517.8) = 21,415.2 |
| ASLEw.a. = 415 × 103/21,415.2 = 19.38 mg/m3 |
| LD50 = ASLEw.a. × 500 = 9690 mg/kg |
| lg ASLEa. = 0.62 × lg ASLEw.a. − 1.77 = 0.62 × lg 19.38 − 1.77 = −0.97 |
| ASLEa = 0.107 mg/m3 |
| APLpr = 0.13 × 10−2∙ LD50 + 0.76 = 0.13 × 10−2 × 9690+ 0.76 = 13.36 mg/kg |
| APCpr = 1.23 + 0.48 × lg APLpr = 1.23 + 0.48 × 1.13 = 1.77 mg/kg |
| lg APLw = 0.61 × lg ASLEw.a. − 1.0 = 0.61 × 1.23 − 1.0 = −0.21 |
| APLw = 0.62 mg/L |
The LCL syntheses and influence on the nitrogen steels’ tribotechnical characteristics have been presented on
Figure 3,
Figure 4,
Figure 5,
Figure 6,
Figure 7,
Figure 8,
Figure 9 and
Figure 10 and discussed in detail in [
50,
51,
52,
53,
54,
55,
56,
57,
58,
59,
60,
61,
62,
63,
64,
65,
66,
67,
68,
69,
70,
71,
72,
73,
74,
75,
76,
77,
78,
79,
80,
81,
82,
83,
84,
85,
86]. Based on the analysis of a number of studies [
71,
72,
73,
74,
75,
76,
77,
78,
79,
80,
81,
82,
83,
84,
85,
86] and our own results, it is possible to carry out a number of results of tribological tests. Surface damage is largely determined by the lubrication regime and increases with boundary and/or mixed lubrication regimes. In full-film lubrication mode, frictional force is applied, sliding the lubricating film by sliding. Shear stress (and thus frictional force) depends on the rheological properties of the lubricant. However, when contact occurs between the tops of irregularities, “dry” friction (or friction of boundary lubrication) is considered roughly as a type of Coulomb friction, where it has zero value in pure rolling and close to constant value when sliding begins. It should be noted that in both cases, more slip does not necessarily mean more friction. With a rough (boundary) contact or contact with a mixed lubricant, “dry” places will not exert tensile forces on the surface, unless there is some slip, no matter how small, since it will be different from zero. However, “pure rolling” conditions do not exist. In actual contacts, even when flowing under “nominally pure rolling” conditions, there is always a slight displacement, which entails some sliding friction and therefore the possibility of a risk of surface damage. Boundary friction is a very important factor contributing to the appearance of surface microcracks when contact is applied with a boundary or mixed lubricant. Under boundary or mixed lubrication conditions, the lateral roughness layer (in the rolling/sliding direction) is more susceptible to surface damage than the longitudinal layer. Since contact conditions generally relate more to boundary or mixed lubrication conditions, loading dynamics are applied from the dominant rougher surface to the smoother one based on the presence of sliding. Concerning this situation (i.e., rough and smooth surfaces in mutual sliding), a smooth surface “senses” pressure fluctuations (loading microcycles), and all points of a rough surface always experience the same stresses (which are greater in the contacting areas and less in the non-contacting areas).
This example demonstrates that a rough surface has a predominant effect on a smooth surface in the form of varying loads. In real contact, both surfaces will be rough and in motion (with some sliding), but if their roughness is different, the rougher surface will prevail in the application of load microcycles. Thus, a smoother surface will be more susceptible to surface damage if there is some slip and provided that the mechanical properties of both surfaces are the same.


 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}