1. Introduction
Heat pump drying uses circulating air with high temperature and low humidity to take away the moisture in materials and reduce their moisture content. In essence, it is a coupled process of heat and mass transfer [
1,
2]. The heat pump drying system uses the ambient heat source to obtain hot air, which has a remarkable energy-saving effect, and the drying process can be optimized by adjusting the temperature and humidity, which can significantly improve the drying effect [
3,
4,
5,
6,
7,
8,
9,
10].
Factors affecting the drying effect, such as wind velocity, temperature, humidity, and the structure of drying equipment, have been studied extensively. The uneven distribution of dry air is the most common problem in the drying cabinet. Aktas [
11] designed a new drying chamber. It uses three stainless steel cylinders with a circular nested form that has the advantage of uniform air flow and prevents the spread of lightweight samples over a drying system. Olejnik [
12] found that a modification of the chamber where a rotating disc had been used had a positive effect on the uniform distribution of air flows in the drying chamber. Luo [
13] used air-deflectors on the drying chamber’s internal sidewalls to enhance the heat and mass transfer between the conveyor sludge and circulating airflow. Shamsuddeen [
14] concluded that the front discharge in a hybrid heat pump dryer has better flow uniformity and lower power consumption in sea cucumber and oyster drying. Xu et al. [
15] simulated the air distribution in the square heat pump drying cabinet and added an inlet baffle to improve the uniformity of air distribution near the material layer. Wang et al. [
16] investigated a ginseng drying room. They pointed out that the inhomogeneous distributions of the air flow and temperature in the drying room are mainly influenced by the inlet airflow rate, inlet diameter, and the number of partition boards with stacked ginseng.
Natalia et al. [
17] carried out the experimental and simulation study on drying uniformity in a tray dryer and found that low local turbulence values can negatively affect the local mass transfer coefficient. Yang et al. [
18] measured and simulated the drying tower’s exhaust velocity under the unload condition to optimize its internal structure. Noh et al. [
19] used Ansys Fluent to simulate and analyze the effect of product arrangement and different operating conditions on the airflow distribution inside the drying chamber of the newly developed solar dryer. The homogeneity of the distribution of the air velocity in an industrial meat dryer is discussed by Mirade [
20] with a two-dimensional computational fluid dynamics model. Zheng et al. [
21] set up a microwave dryer’s square drying cabinet’s simulation model to study the internal air flow field. They found that the air flow in the cabinet is more stable, and the air vortex in the cabinet can be reduced by installing the air balance plate in the discharge port’s air inlet and outlet pipe.
Many simulations and analysis studies of the flow field [
22,
23,
24,
25,
26] are aimed at the drying cabinet but less at the closed drying system, including the drying cabinet and the closed-loop air cycle paths. In the closed heat pump drying system with waste heat recovery (
Figure 1), the dry air circulates inside the completely closed channels. The drying medium may be air or other gas. The system operates without fresh air intake from the environment and without discharging waste gas into the environment. In the cycles, the drying air flows to dry materials, be reheated and dehumidified, recovers the waste heat to improve drying efficiency and reduce energy consumption [
27]. Air flows along different paths to be distributed and mixed during circulation to obtain the required dry temperature and humidity. An air valve is commonly used to regulate air volume flow. But it has the disadvantages of leakage at fully closed valve position and low-temperature control precision due to the opening’s line regulation failure. Therefore, it is vital to study novel air flow regulation in heat pump drying to optimize the drying process of materials, improve the drying quality, and reduce the system energy consumption. The focus of the current work is that the active flow distribution driven by a fan is introduced in a closed heat pump drying system, and its influence on the velocity distribution of closed-loop circulation air in the system is studied through numerical simulation and experimental methods. This provides a reference for the design and structure optimization of the closed heat pump drying cabinet.
2. The Closed Heat Pump Drying System with Waste Heat Recovery
Figure 2 is the schematic diagram of the closed waste heat recovery type heat pump drying test rig. The drying box comprises four sections: drying cabinet, mixing zone, heat pump zone, and top air duct. The overall size of the drying box is 7300 mm (long) 2000 mm (wide) 2800 mm (high). A horizontal partition is installed at a distance of 550 mm from the top of the box. From left to right, the drying cabinet, the mixing zone, and the heat pump zone are below the partition and are 4900 mm, 900 mm, and 1500 mm in length, respectively. A vertical partition is installed in the middle of the drying cabinet to divide it into supply and return channels. Two groups of material pallets are placed on the two channels of the drying cabinet. The size of each pallet is 800 mm (long), 600 mm (wide), and 50 mm (high). There is a door on the left side of the drying box to load or unload the materials. An air channel is located between the door and the left ends of the horizontal and vertical partitions. A condenser is arranged in the top air duct above the mixing zone. The heat pump zone comprises the compressor, auxiliary condenser, evaporator, and sensible heat exchanger.
Fans in different paths realize the active flow distribution of dry air in the system. The parameters of the fans are shown in
Table 1. The partition wall between the drying cabinet and the mixing zone is equipped with six reversible axial flow fans (GKT/FB5S-4D). They are divided equally into two groups. Fans in each group alternately function as the supply fan and the return fan by adjusting the rotation direction, guiding the air in the drying cabinet to flow clockwise or counterclockwise, and ensuring homogeneous drying. Two bypass fans (GKF/FB3S-2D) are installed on the left side of the top air duct. Two circulating fans (GKF/FB3S-2D) are installed on the partition between the top air duct and the mixing zone. A centrifugal fan is arranged on the lower wall between the heat pump zone and the mixing zone.
The drying air in the mixing zone is sent to the drying cabinet under the action of the supply and return fans. When flowing along the supply channel to the end of the vertical partition, a part of it goes to the return channel and flows back to the mixing zone through the return fans. Another part of the air is introduced into the top duct under the bypass fan’s action and divided into two parts. One part is driven by the circulation fan into the condenser 22 to get heated and then returns to the mixing zone. The other part is driven by the centrifugal fan-7 to flow down to the heat pump zone and enters the sensible heat exchanger-4 from its left side to the right side. Then it enters evaporator 3 to be dehumidified. After leaving the evaporator, it goes back upwards and enters heat exchanger-4 again from the upper side. Then it flows out from the lower side after absorbing heat and enters the auxiliary condenser 21 to be reheated. Then it enters the mixing zone through the centrifugal fan-7 and finishes the heat pump air path, in which the waste heat is recovered, and the air is dehumidified. The closed-loop air flow circulates in the drying cabinet, condenser, and the heat pump and is distributed under the joint action of the circulation fan, the centrifugal fan, the supply and return fans to complete the tasks of the circulation heating, the waste heat recovery, and the de-humidification to maintain the required temperature and humidity for drying.
6. Discussions
The existence of vortices in the upwind side of the material in the drying cabinet can enhance the convective heat transfer between the air and the material and is favorable for drying. However, the existence of vortices in the top loop will result in energy wastage. In order to reduce unnecessary vortices, two improvements are made to the top duct. First, a partition panel is installed in the top duct at y = 1.1 m location to form two new channels: the front and back channels in the top duct. At the same time, the simultaneous operation of two bypass fans is changed to an alternating operation of one fan at a time. When the supply and return fans are running, the front bypass fan runs, the back one stops, and when the supply and return fans reverse, the back bypass fan runs, the front one stops. Thus, when one of the bypass fans is running, the air flows in one of the channels formed by the partition panel, while the other one stops, thus reducing power consumption. Secondly, because the inlet of the heat pump air passage is far from the right wall of the drying box, a vortex generates at the right end of the top duct. This results in additional energy consumption and even a stagnant zone when the air enters the heat pump. Therefore, the right wall of the top channel was shifted left by 0.8 m to improve the flow condition of the top channel. The supply fans produce negative pressure in the mixing zone, and air in the top duct can flow directly into it under the pressure difference. Therefore, the circulation fans are not needed and can be removed to reduce the energy consumption of fans in the system.
The model was used to simulate the flow fields of the improved system to analyze the velocity uniformity of the drying cabinet, the fan’s energy consumption, and to estimate the optimal design and operation of the closed drying box. The existing active fan flow distribution and improved programs are simulated as listed in
Table 2.
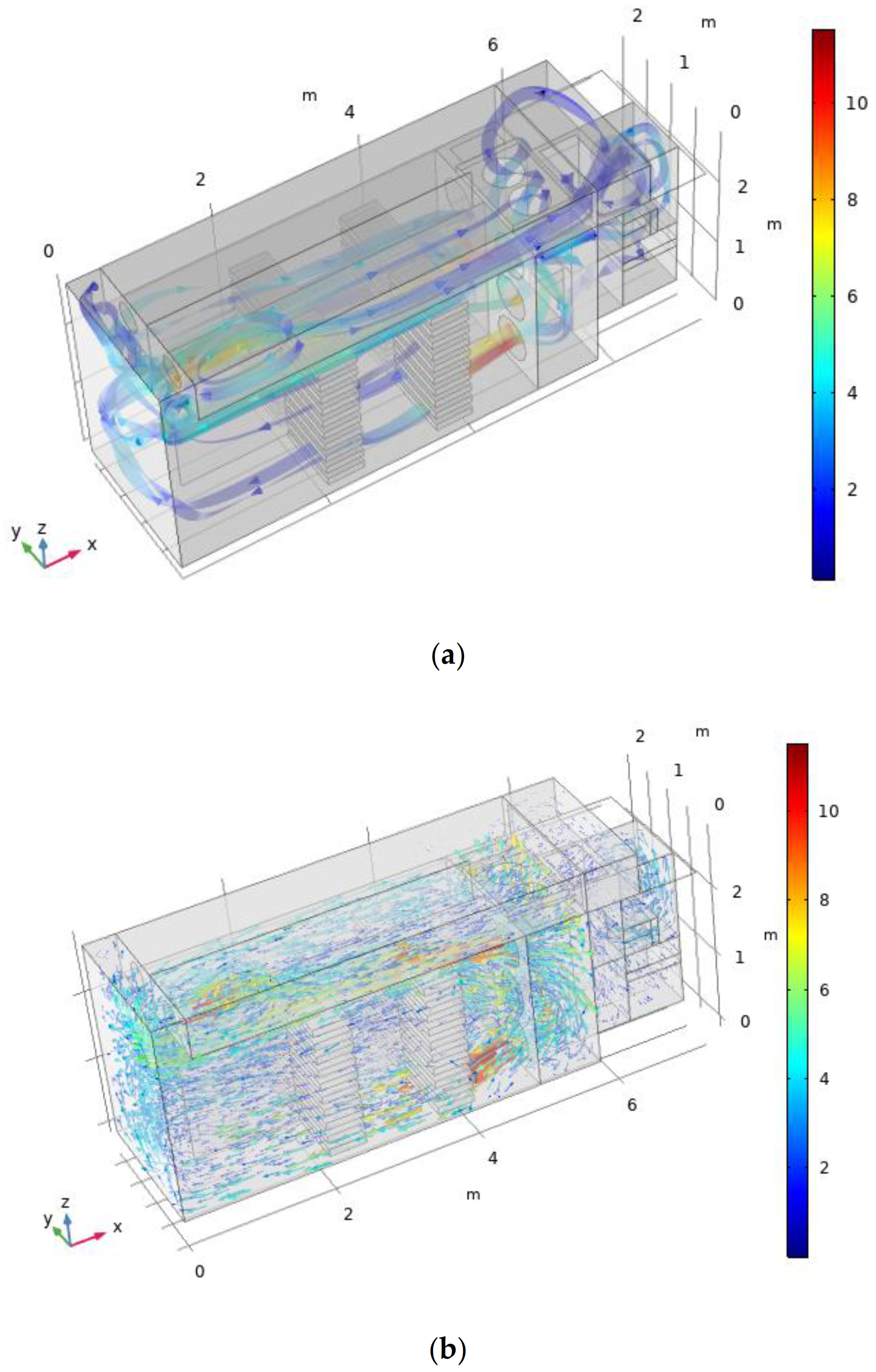
Figure 9 shows simulated streamlines and velocity distribution of the drying cabinet for the P3 program. As shown, after taking measures such as installing a partition panel on the top duct, replacing the bypass fan with intermittent opening, and removing the circulation fan, the air can still circulate in the drying cabinet, the heat pump, and the mixing zone. Compared with
Figure 5, the maximum velocity in the system decreased, but the velocity in the drying cabinet varied little after the modification.
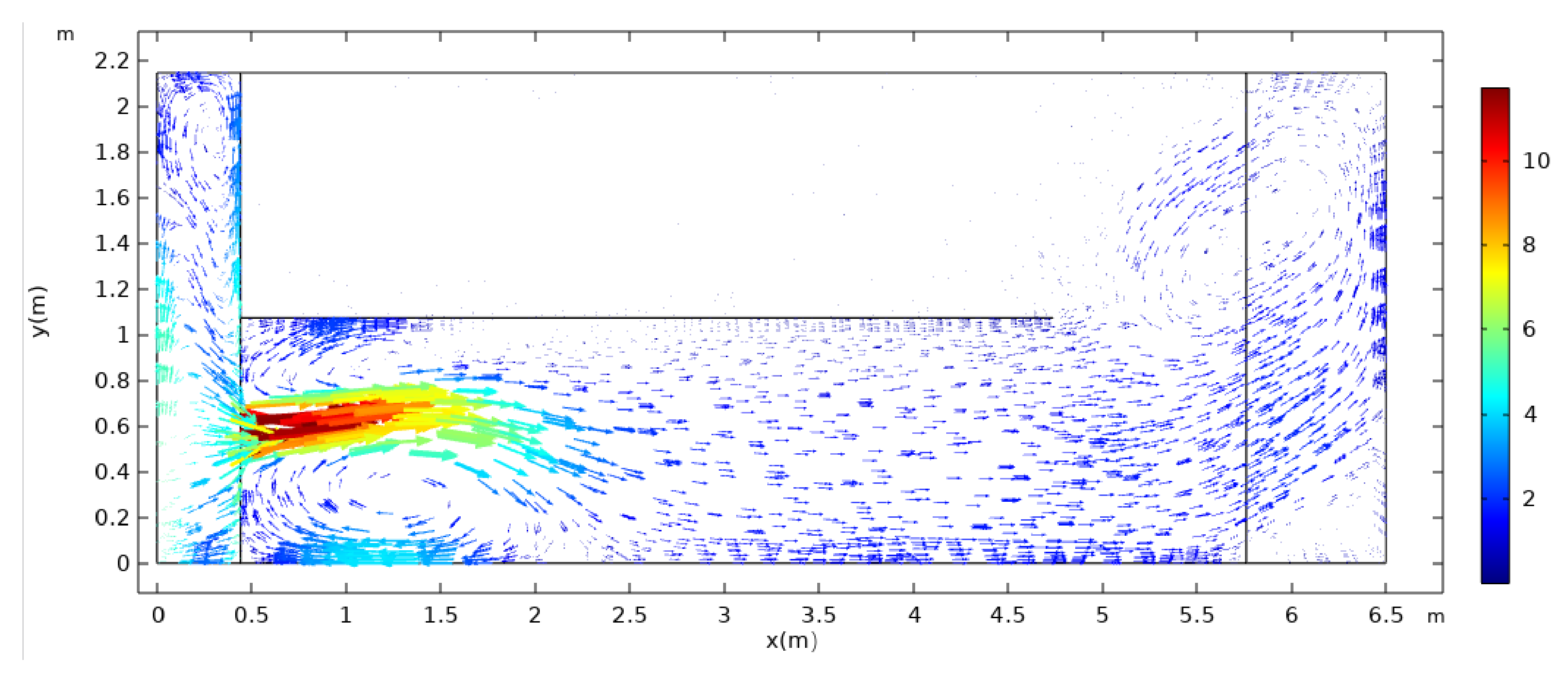
Figure 10 shows the simulated velocity distribution at the z = 2.55 m section for the P3 program. It can be seen that the installation of the partition panel in the top duct abates the vortex in
Figure 8c, and the top flow field is improved.
Figure 11 shows the turbulent kinetic energy distribution at the Z = 2.55 m section in the P3 program. It can be seen that the maximum turbulent kinetic energy appears on the left side of the section, which provides energy for the air to flow into the return and the top passage to realize reasonable allocation of air volume flows. When the front bypass fan runs, the maximum turbulent kinetic energy in the top duct occurs in the front channel, driving the air to the right, entering the mixing zone and the heat pump air passage.
To quantitatively analyze the performance variation of the improved drying box, parameters such as average velocity u, velocity uniformity coefficient Ku and fan energy consumption P are defined according to the simulation results.
Velocity uniformity coefficient:
Fan energy consumption:
where
u is the velocity, m/s,
V is the volume of the drying cabinet, m
3,
Q is the air volume flow, m
3/s,
is the total pressure, pa, and
is the fan efficiency.
Figure 12 and
Figure 13 show the average velocity and the velocity uniformity coefficient in the drying cabinet and the energy consumption of the fans after the volume flow of the bypass fan is altered. The average velocity is reduced by 3.6–6.0%, and the velocity uniformity coefficient is reduced by 14.2–14.4% when two 1800 m
3/h volume flow bypass fans of the P0 scheme are replaced by 2400 m
3/h, 3000 m
3/h, and 3600 m
3/h volume flow fans with alternating operation of P1–P3 programs.
Different materials require different drying air velocities. Motevali et al. [
30] adopt 0.5–1.5 m/s in their study, and Majdi et al. [
31] found the drying air rate was 0.1 m/s for optimum drying time and energy consumption for an application involving apple slices. Wang et al. [
16] adopt the maximum air velocity of 1.3 m/s in American Ginseng drying. Roberto et al. [
32] studied the drying kinetics of olive-waste cake during turbulent drying at a velocity of 2 m/s. These studies show that P1–P3 programs still satisfy the drying requirements of most materials and attain better uniformity in the drying cabinets.
As shown in
Figure 14, the power consumption of the supply fans in the P1–P3 programs is slightly reduced compared to the P0 program. Only one bypass fan runs with reduced volume flow, and circulating fans are removed so that the total energy consumption of the fans in the P1–P3 program is 13.4%, 12.6%, and 12.0% lower than the P0 program, respectively. Subsequently, the total energy consumption of fans is obviously reduced. This conclusion is consistent with a study by Nwakuba et al. [
33], which found that as aerodynamic devices consume more energy, the drying energy consumption increases with increased air velocity.
According to the simulation results, the flow rates from the top air duct to the mixing zone and the heat pump are calculated. Taking the P0 and P1 programs as examples, the flow rates from the top air duct to the mixing zone are 1.27 m3/s and 1.17 m3/s, respectively, with a reduction of 0.1 m3/s (7.9%). The flow rates from the top air duct to the heat pump passage are 3.31 m3/s and 3.05 m3/s, respectively, with a reduction of 0.26 m3/s (7.8%). Compared with the original P0 program, the air flows from the top air duct to the mixing region and the heat pump have little change, which remains the heating and dehumidifying capacities of the drying air largely the same.
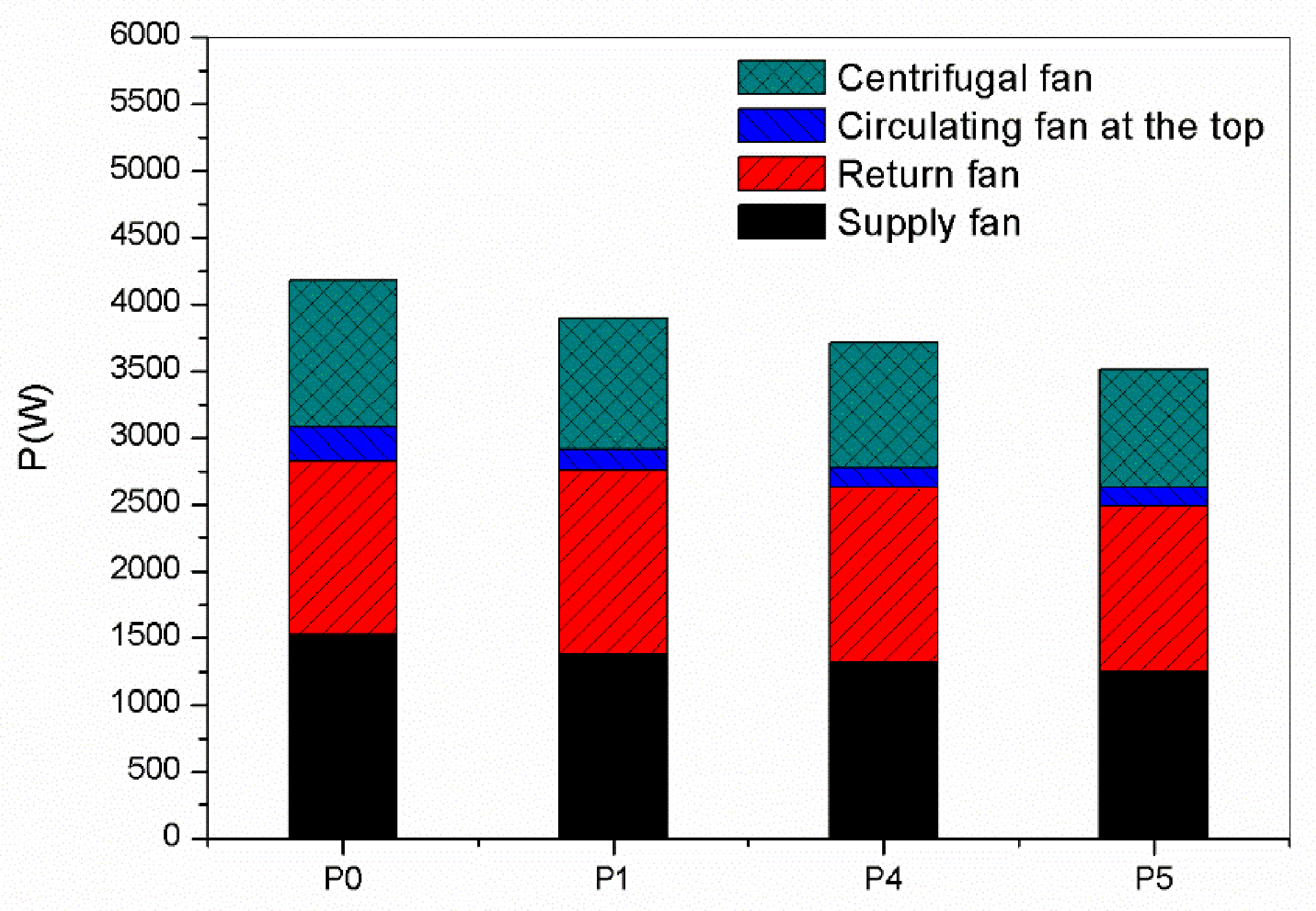
Figure 14 and
Figure 15 show the average velocity and the velocity uniformity coefficient in the drying cabinet and the energy consumption of the fans after the volume flows of the supply fans are changed, respectively. It can be seen that the average velocity in the drying cabinet is 4.6% and 9.5% lower than that in the P1 program. The velocity uniformity coefficient is reduced from 1.61 to 1.53 and 1.45 for 63000 m
3/h and 6000 m
3/h of supply volume flow, respectively. It shows that reducing the volume flow of the supply fan can reduce the velocity in the drying cabinet but improves uniformity. As shown in
Figure 15, the total energy consumption of fans in the P4–P5 program is 4.7% and 9.8% lower than that in the P1 program because the power consumption of fans decreases with the decrease in volume flow.
In the active flow distribution system, the series-parallel connected fans drive the air circulating in the system. The change of total pressure will affect the velocity distribution in the drying system and further affect the energy consumption.
Figure 16 and
Figure 17 show the average velocity and the uniformity coefficient in the drying cabinet and the fans’ energy consumption after changing the fans’ total pressures. The total pressure of each fan in the P6 and P7 programs is 10% and 20% lower than that in the P5 program. The average velocity in the drying cabinet decreases from 2.2 m/s to 2.1 m/s (−1.9%) and 2.0 m/s (−4.2%), while the uniformity coefficient decreased from 1.45 to 1.42 and 1.43. The results show that the velocity in the drying cabinet decreases slightly, and the uniformity becomes better when the total pressure of the fan is reduced. As shown in
Figure 17, the total energy consumption of fans in the P6–P7 program is 5.4% and 12.6% lower than that in the P5 program, respectively. This reduction is due to the lower energy consumption of each fan. It proves that the total fan energy consumption decreases with the reduction in the total pressure of the fans.
From the above analysis, it can be concluded that by changing the operation mode of the bypass fan, selection fans with different air flow rates and total pressures can improve the internal uniformity and reduce energy consumption. However, the average air velocity in the drying cabinet is reduced. The closed drying system should operate in heating, dehumidification, and constant temperature modes, each mode requires different velocities. Drying air flows in the cabinet, top duct, mixing zone and heat pump are interrelated. Low velocity will directly reduce the drying speed and affect heating and dehumidification abilities for the drying operation. Therefore, in the design of the active flow distribution of the closed-type drying box, the requirement of wind speed, uniformity, and energy consumption of the fans should be considered comprehensively. In addition, because more fans are installed in the active flow distribution, attention should be paid to the matching of volume flow and total pressure in fan selection to avoid system stalling.
7. Conclusions
This paper establishes a turbulent flow model for a closed heat pump drying system with waste heat recovery. The model of the P0 program is proved by experiments. The simulation results show that the active flow distribution system composed of the bypass, centrifugal, circulation, supply, and return fans can facilitate closed-loop drying air circulation in the drying system. Air flow allocates well among the drying cabinet passage, top air duct, circulation heating passage, and heat pump air passage. The simulation results show that the velocity in the supply channel of the drying cabinet is larger than that in the return channel, and the velocity over the upper and lower pallets in the material shelf is different. This can be used to guide the arrangement of materials in the drying cabinet. The supply and return fans should take alternate direction rotation operation mode to ensure the synchronized drying of materials and drying quality. It is also found that the air distribution in the top duct is not uniform, and there are vortices.
In order to improve the velocity uniformity in the drying cabinet and reduce the energy consumption of the fans, the simulation method was used to study the flow field in the drying cabinet by adding a partition panel in the top passage, reducing the number of fans, changing the volume flow and total pressure of fans. The results show that removing the circulation fan, changing the volume flow of the by-pass fan, adopting the alternate operation mode, reducing the volume flow of the supply fan, and reducing the total pressure of the fan, improved the uniformity in the drying cabinet and reduced the total energy consumption of the fans. However, all of the above methods will reduce the average velocity inside the drying cabinet. In the actual operation, the active flow distribution design of the closed-type drying box should be carried out according to the demand of the dry air velocity and the drying operation mode of the closed-type drying box, considering factors such as the wind speed requirement, uniformity, and the energy consumption of the fans. The results can guide the design of the active flow distribution system of the closed drying box and lay a foundation for the control of the air velocity, temperature, and humidity of the heat pump drying system.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}