2.1. Selection of the Modeling Basis
Although only a handful different types of liquefaction process are used in current operating LHL plants, a wide range of improved processes have been proposed. In the present study a comprehensive review of the various improved liquefaction technologies is outside the scope of work. Instead, a single, representative, improved process was selected to be used as the basis for the present study. The details of the selection process are described below.
Because the results from this study are intended to support further research in future low-carbon energy supply and, specifically, how different supply chain configurations affect efficiency, the improved concepts of most relevance are those technologies likely to be used in the near future. Taking the techno-economic analysis of Cardella et al. [
30] as a basis, the improved technology that fits best with the aim of the study is the use of a mixed refrigerant (MR) for pre-cooling of the hydrogen feed stream.
Most current, and much improved, hydrogen liquefaction processes are based on the division of the overall process into two parts: a pre-cooling step and a cryogenic-cooling step. In conventional LHL plant designs, the pre-cooling stage often uses liquid nitrogen (LIN) as a refrigerant, whereas the cryogenic-cooling step uses either helium in a Brayton cycle, or hydrogen in a Claude cycle [
18]. In the cryogenic step, the hydrogen feed is generally cooled from below around −90 °C to the final liquefaction temperature. Although the break-point temperature between the pre-cooling and the cryogenic step,
, is potentially an optimization variable, the present study assumes that the impact of ambient temperature on operating parameters in the cryogenic step is small and, therefore, that
can be fixed.
Typical of the concepts for improved energy consumption using MRs is the process studied in the work of Skaugen et al. [
17], which is based on a Claude cycle in cryogenic-cooling step and a MR in the pre-cooling step. In this process the pre-cooling step and the portion of the cryogenic step that operates above
are not integrated. This allows the present study to consider the optimization of the pre-cooling process independently from the operation of the cryogenic-cooling process. In addition, because the details of the composition and operating conditions for the proposed MR cycle are clearly set-out in the work of Skaugen et al. [
17], the present study uses the work of Skaugen as the basis for model development and validation.
Although the operating parameters in the cryogenic-cooling step are assumed fixed in the present study (i.e., they are not affected by ambient temperature), the energy consumption of the cryogenic-cooling cycle compressor is still affected by the exit temperature that the inter and after-coolers, , are designed to operate with, which would normally be set relative to the ambient temperature of the seawater, or air, used as the heat-sink. Because of this, modelling of the performance of the cryogenic cycle compressor as it varies with does form part of the present study.
Another important factor in the design and optimization of hydrogen liquefaction processes is the conversion of ortho to para hydrogen. This process releases a significant quantity of heat, affecting both the process design and the selection of optimum operating parameters. The conversion of the ortho isomer during liquefaction is typically promoted using a catalyst. The effectiveness of the catalyst and the residence time in the heat exchangers affects the approach to the equilibrium concentration and, subsequently, the temperature profile in the heat exchangers. However, across the range of temperatures experienced in the pre-cooling process, the equilibrium concentration of para hydrogen varies by less than 5% [
21]. Moreover, as in the study of Skaugen et al. [
17]—which is a reference case for this study—catalytic conversion is assumed after the pre-cooling process. This will result in a low approach to the equilibrium conversion in the pre-cooling process and, therefore, in this study the modelling of the conversion of ortho to para hydrogen is set outside the scope of work.
2.2. Process Model Development
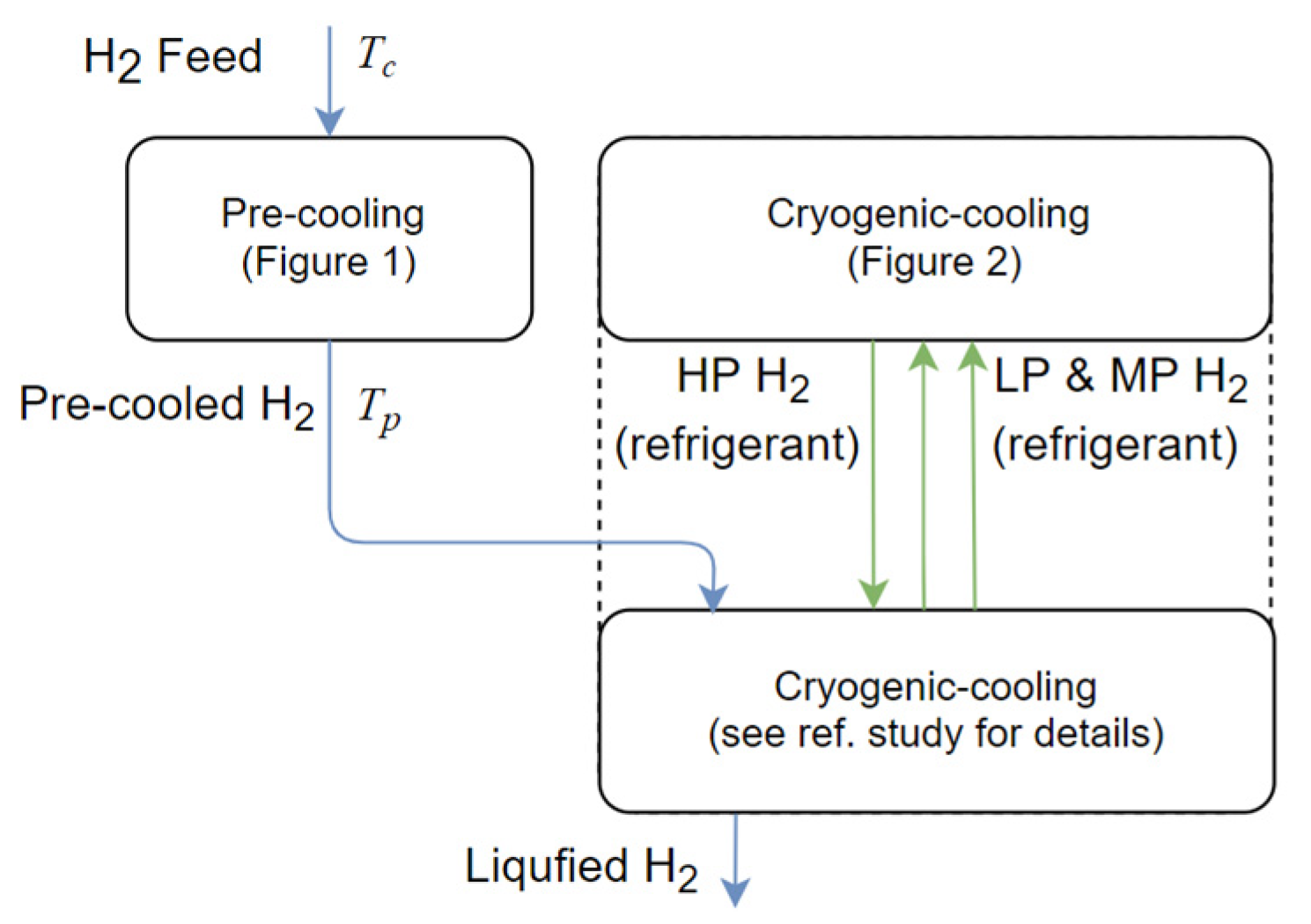
As described above, the process model used in this study consists of two separate parts: a model of the MR pre-cooling step, and a model of the cryogenic-cooling step cycle compressor. The development of these two models is described below. A block diagram showing the relationship between the cryogenic-cooling step and the pre-cooling step is also presented in
Appendix A.
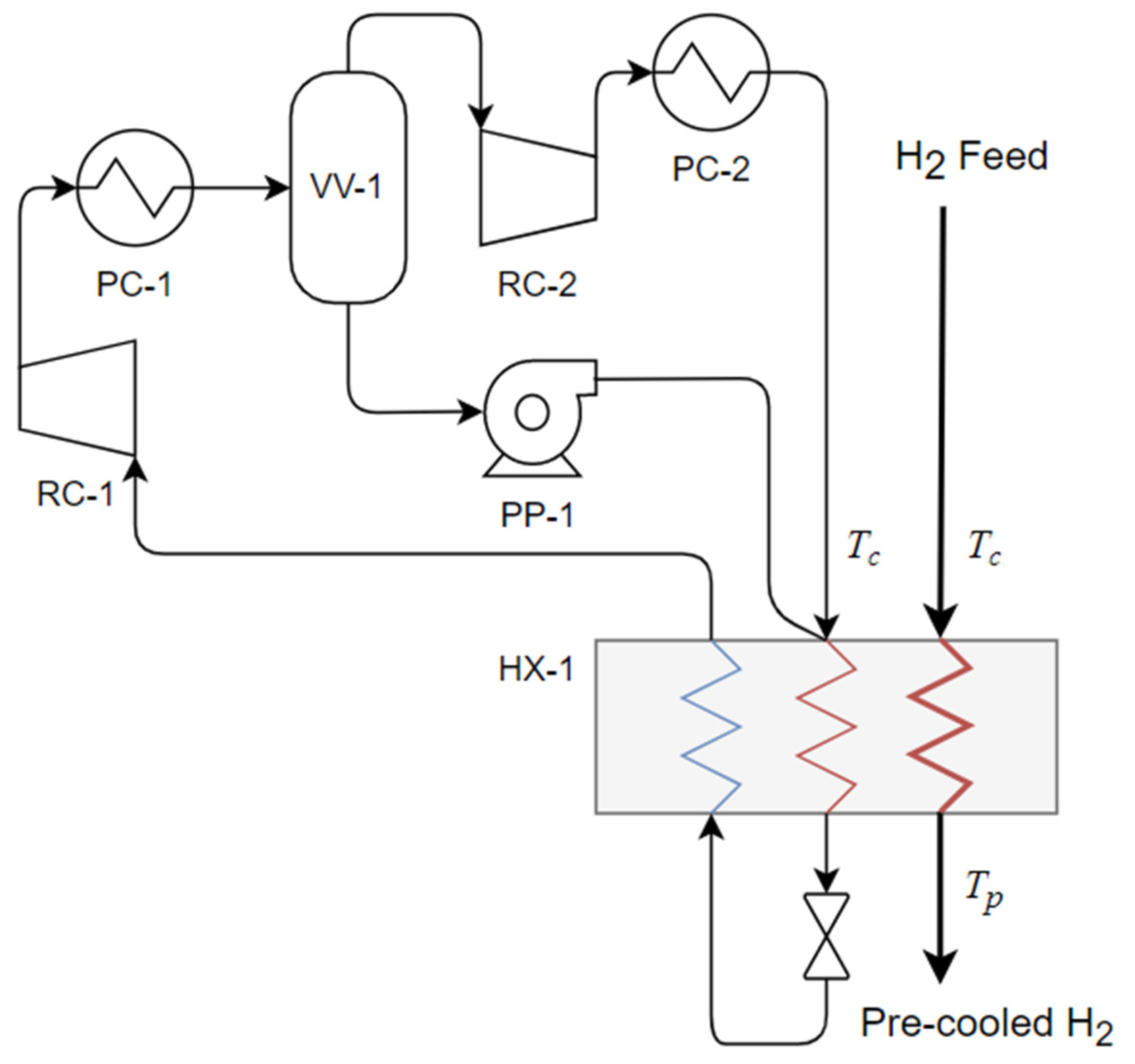
Figure 1 illustrates the process flow scheme used for the MR pre-cooling process, which is based on the flow scheme used in the reference study of Skaugen et al. [
17]. The main equipment items shown in
Figure 1 are a compressor (comprising RC-1 and RC-2), two process coolers (PC-1 and PC-2), a MR separator (VV-1), a pump (PP-1), and the main heat exchanger (HX-1). The MR compressor comprises two stages (RC-1 and 2), both with after-cooling (PC-1 and 2) to
. Any liquids condensed liquids after the first stage are separated in VV-1. Liquids separated in this way are pumped (PP-1) to the compressor discharge pressure—bypassing the second stage of compression (RC-2)—and mixed with the vapor stream entering the main heat exchanger (HX-1). The main heat exchanger is modelled as a multi-stream type heat exchanger with two hot streams: H
2 and high-pressure MR, and one cold stream: low-pressure MR. The low-pressure MR stream exiting the main heat exchanger returns to the MR compressor. Hydrogen leaving HX-1 is cooled to
.
To allow the calculation of process energy consumption a simplified model of the process presented in
Figure 1 was developed in MATLAB [
31] with the TREND software package [
32] used to calculate thermo-physical properties.
Table 1 presents the set of fixed modelling parameters,
, used in the model of the MR pre-cooling process. In general, the parameters in
Table 1 were selected to reflect those used in the reference study [
17].
For simplicity, the pressure-loss in the main heat exchanger was scaled linearly with temperature and the two MR streams were assumed to be mixed before entering the heat exchanger and the combined MR stream enters the main heat exchanger at the H2 feed temperature.
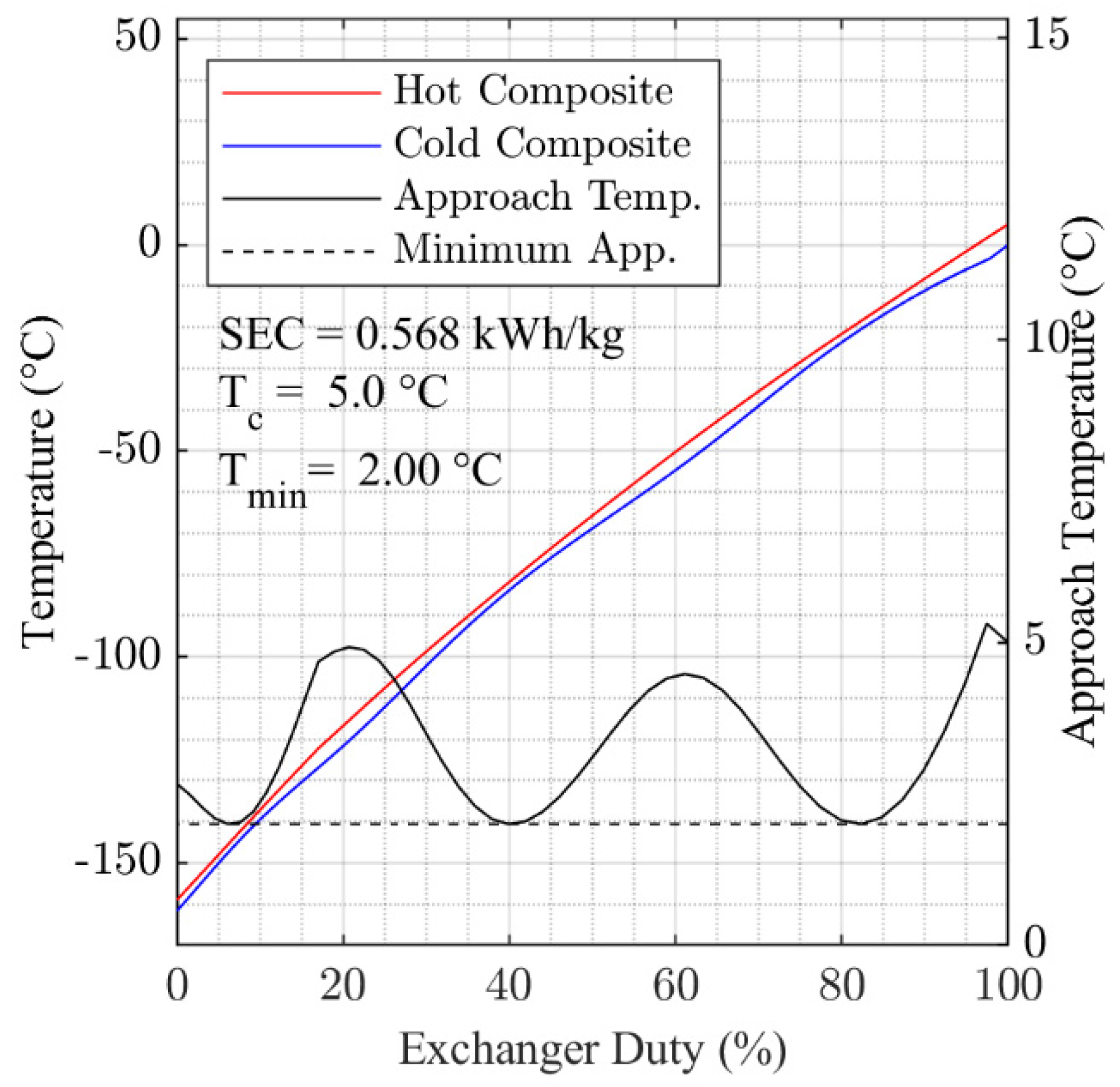
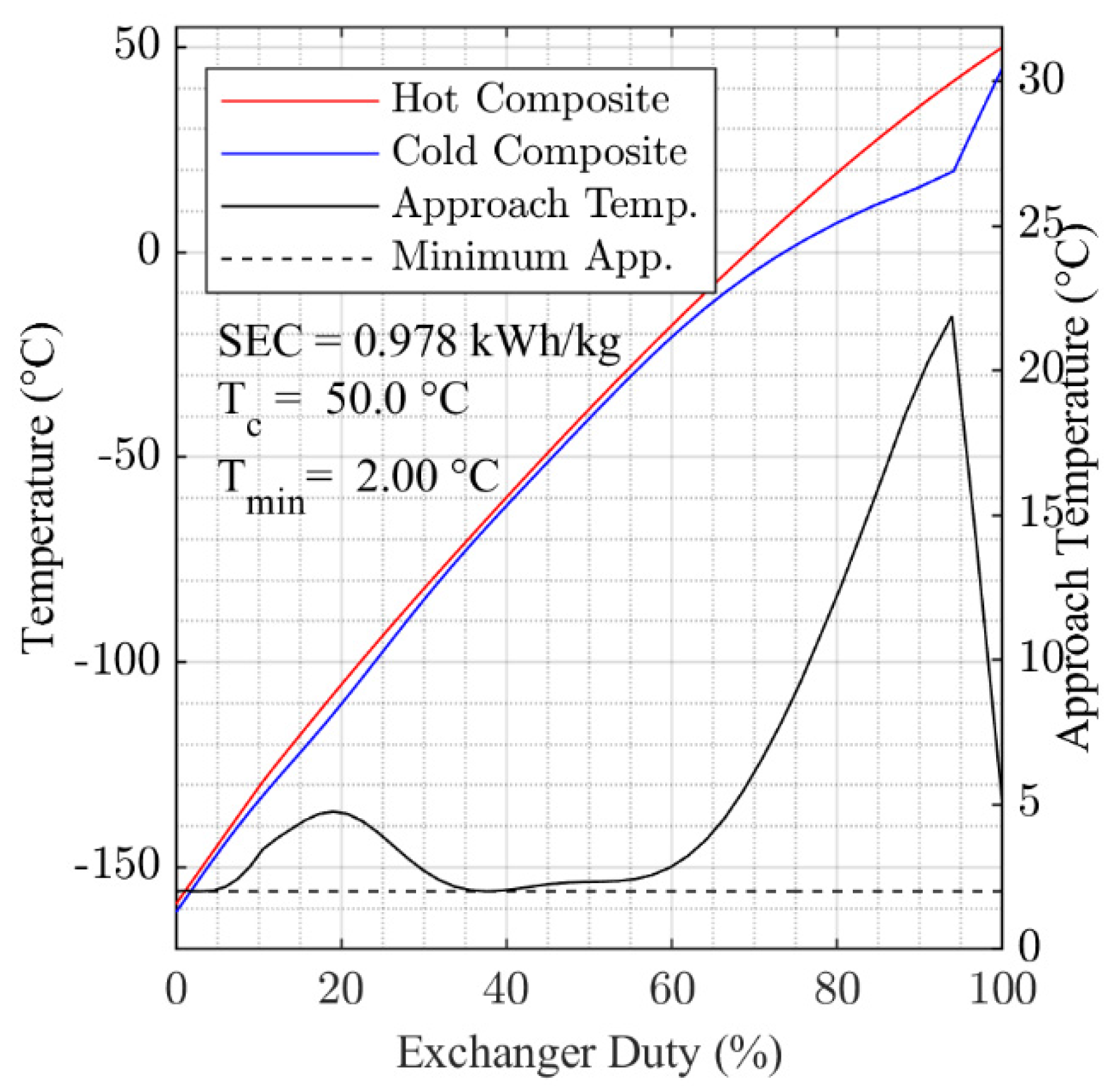
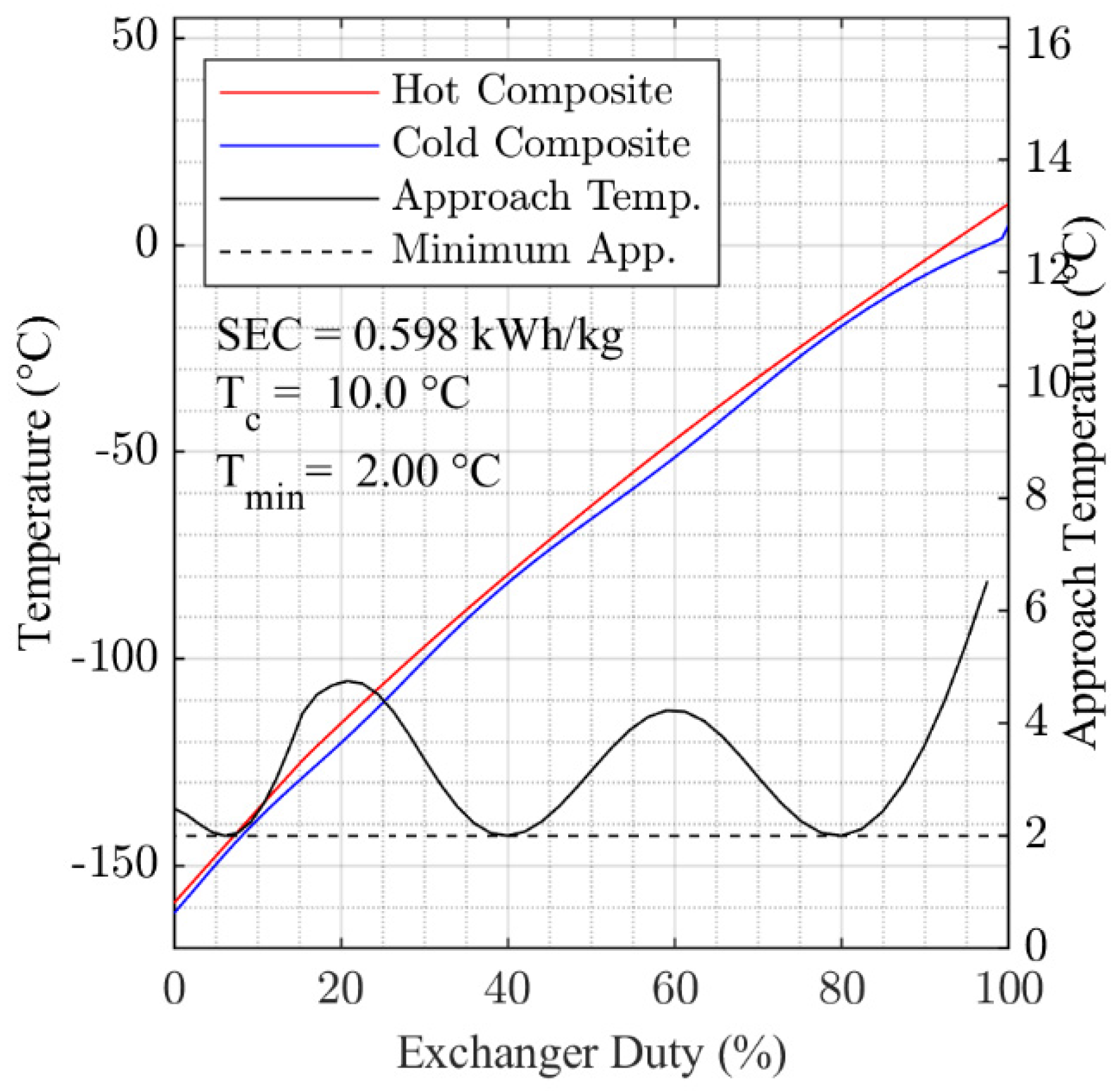
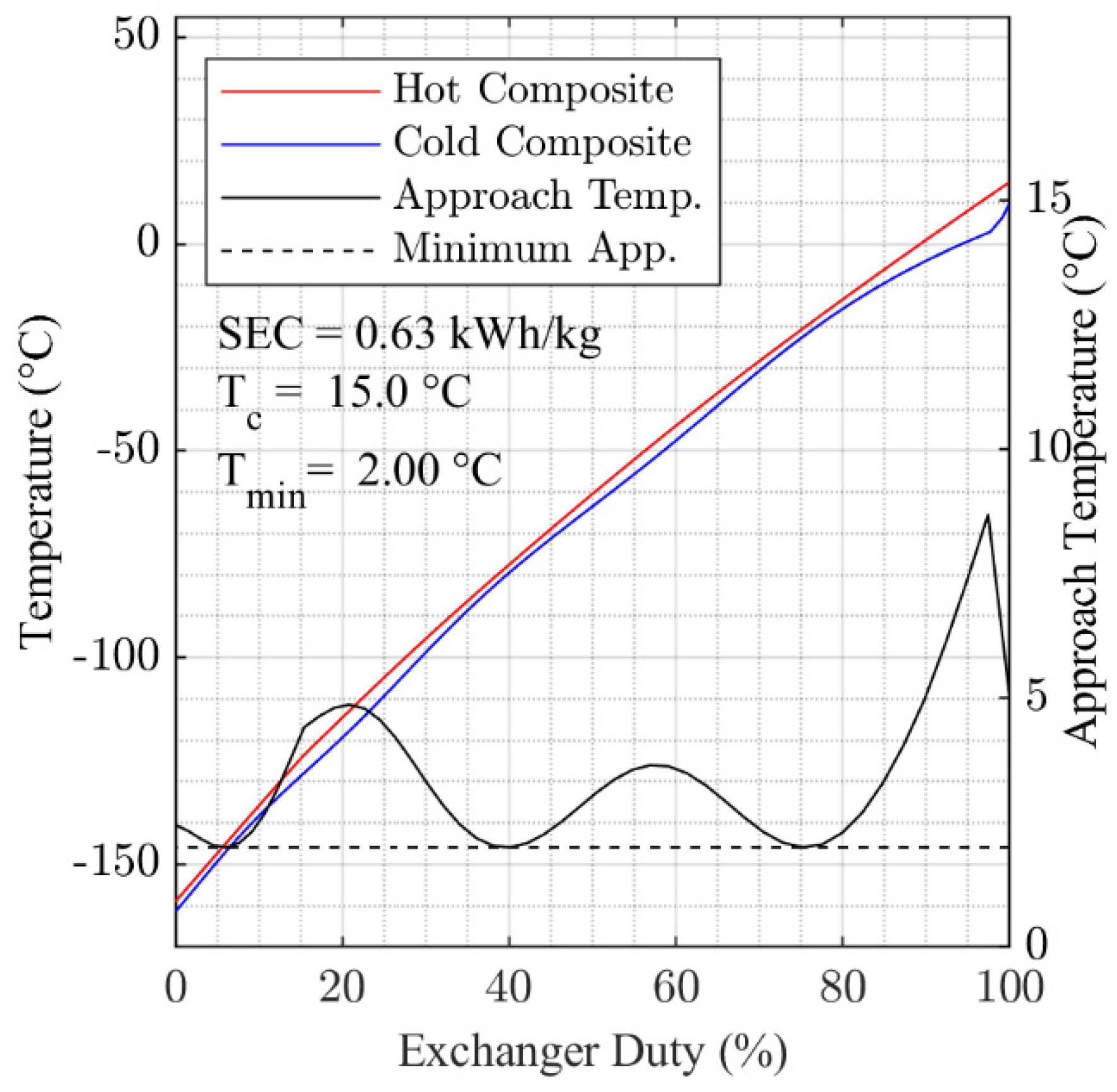
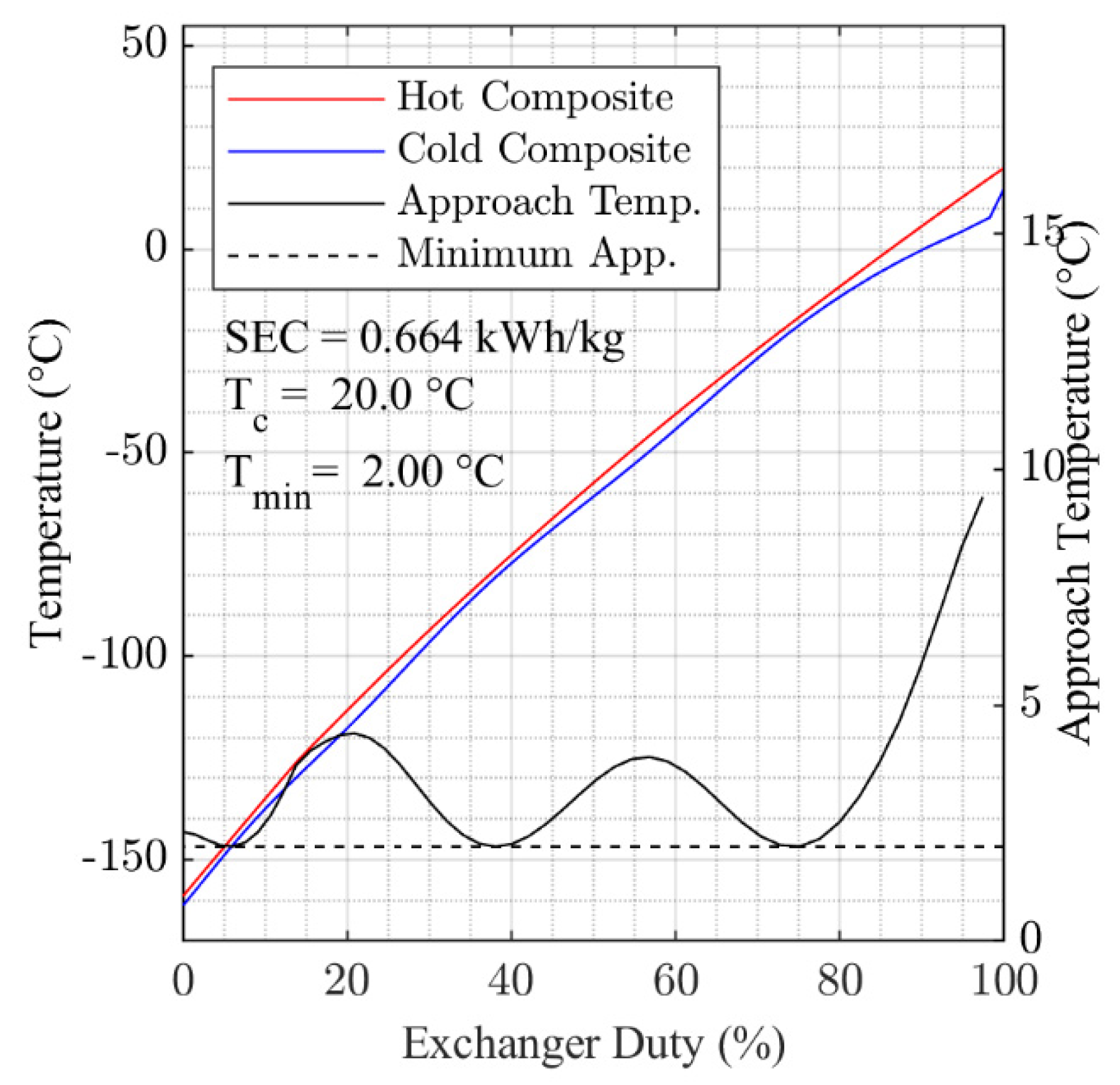
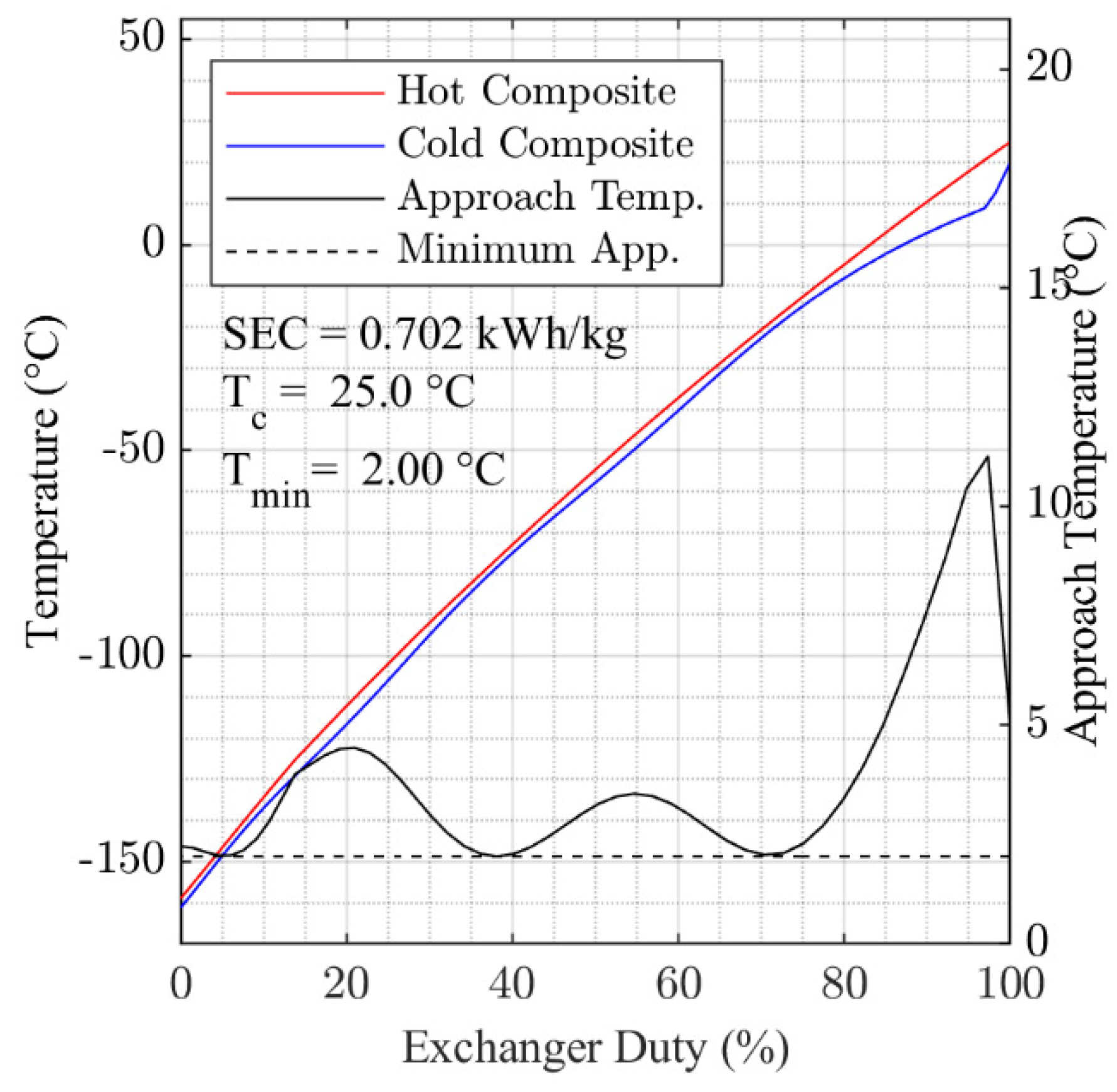
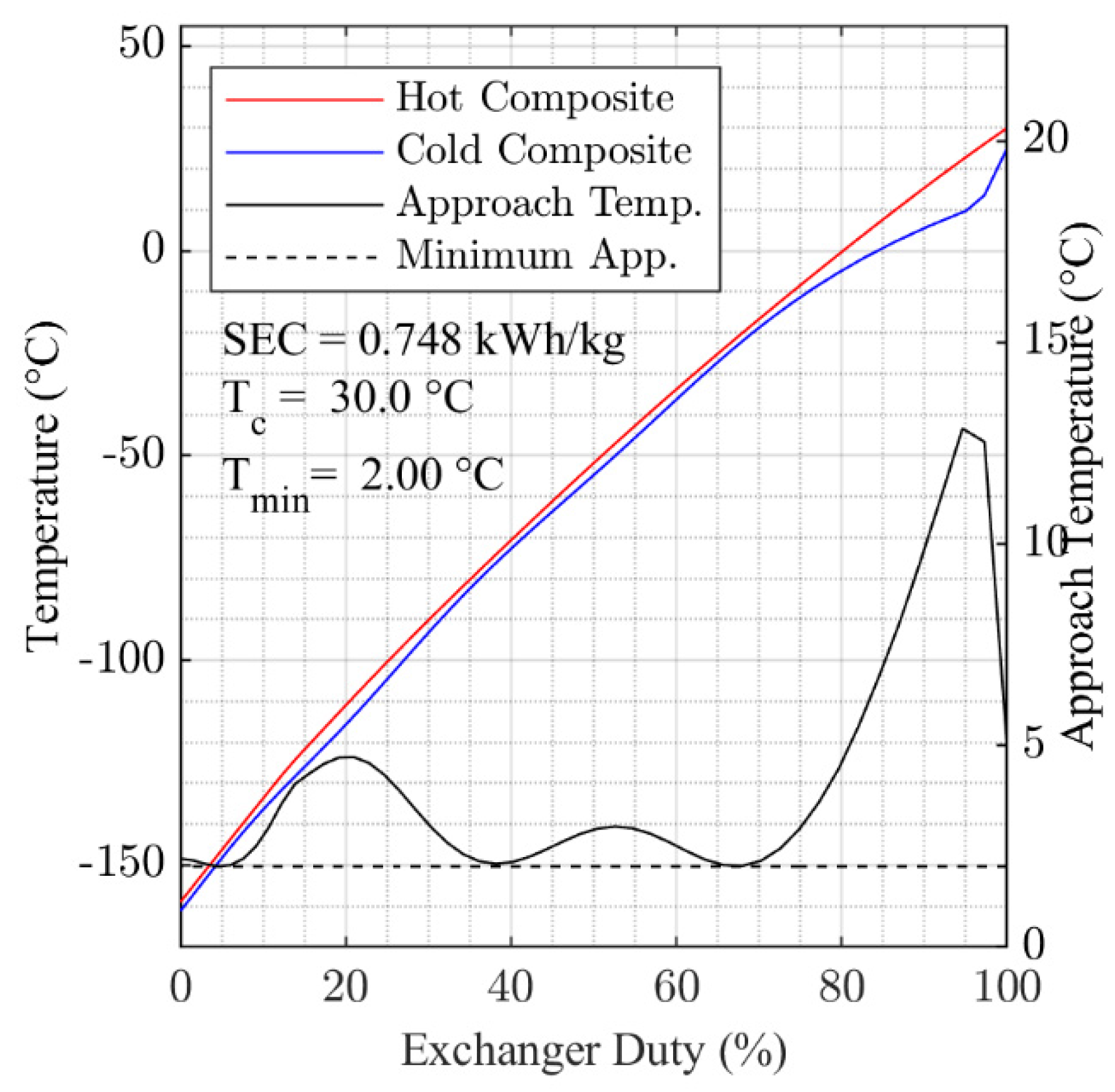
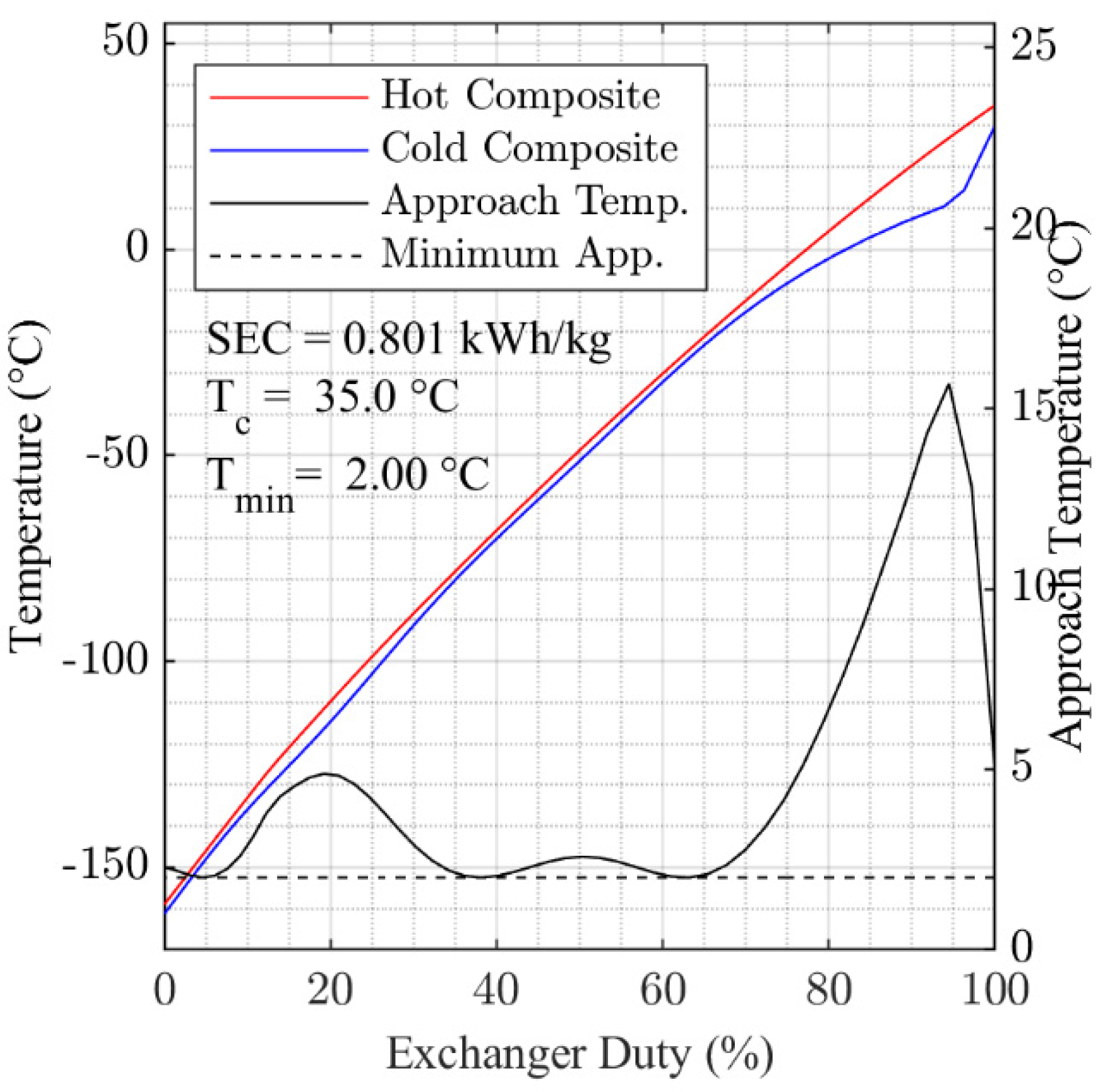
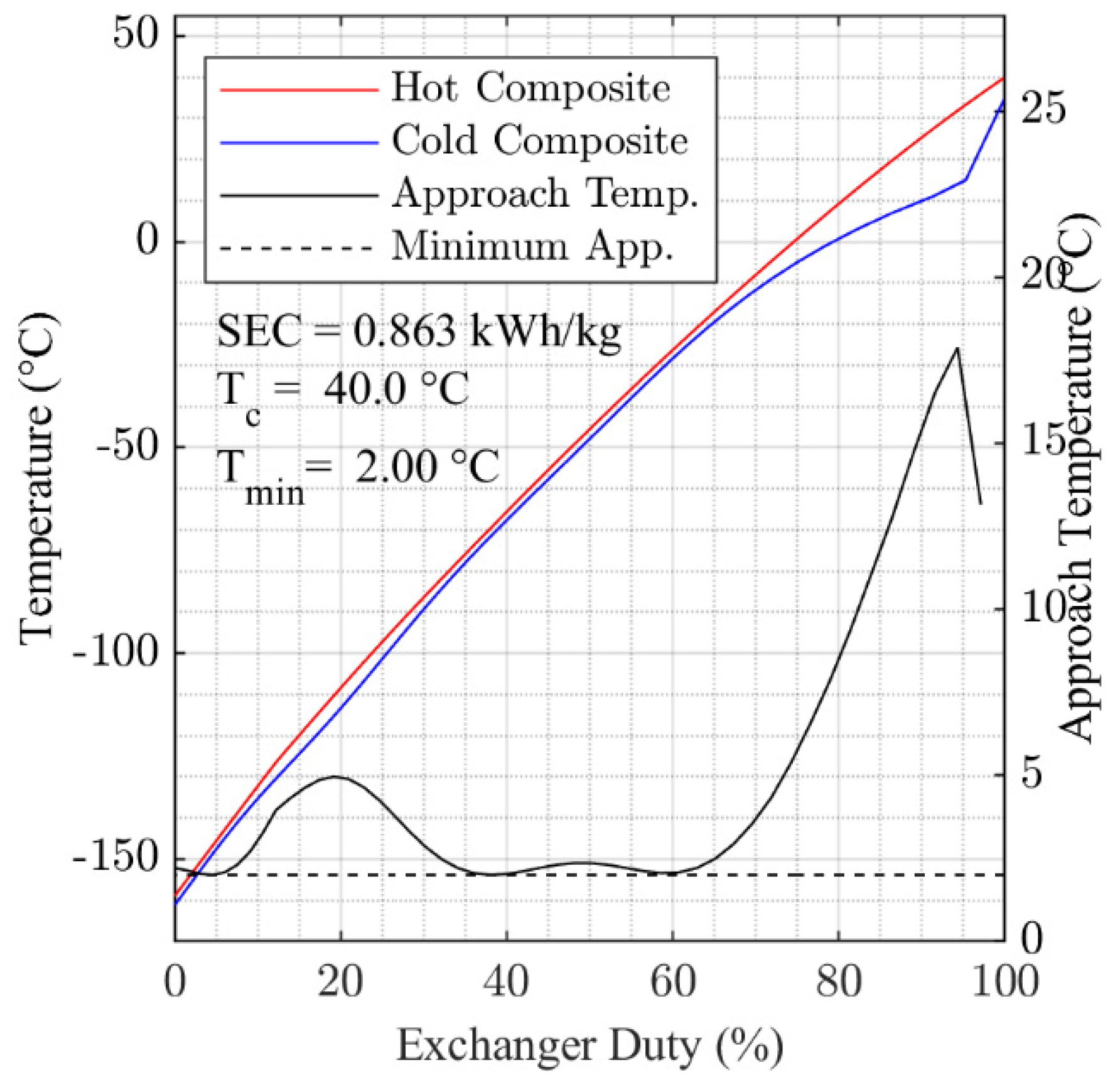
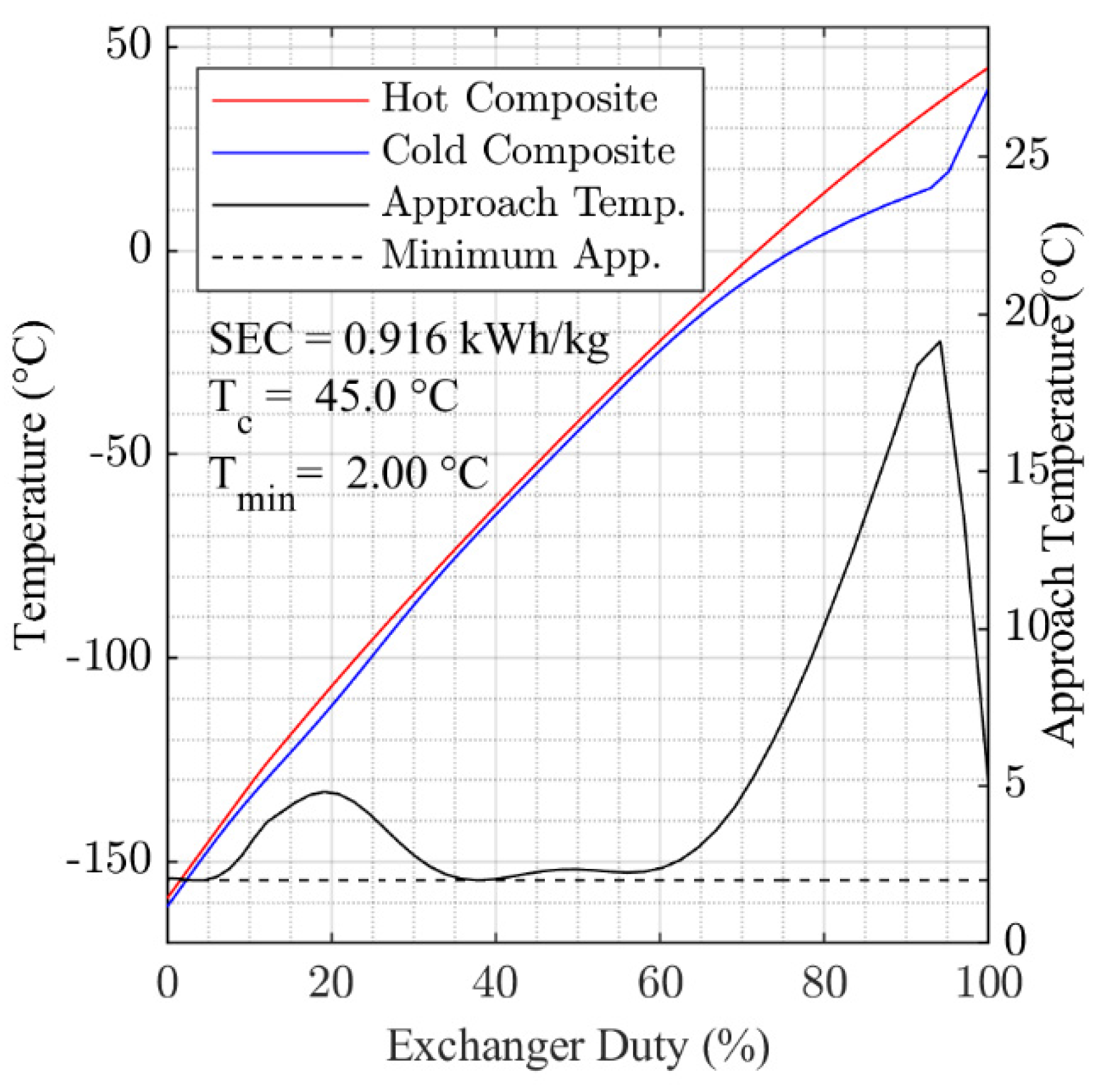
The temperature profiles for the combined hot streams and the cold stream in HX-1—the hot and cold composite curves—were estimated by splitting the heat exchanger into equally sized temperature intervals, each sized and stream enthalpies calculated for each temperature point (, total). Then the heat exchanger duty was also split into equally sized intervals (), and the hot and cold composite temperatures, and , interpolated at each point (, total) using linear interpolation of the temperature-enthalpy data. Finally, the temperature approach was calculated for each point, − . In both cases, was set to 50 to give a high degree of accuracy to the calculations.
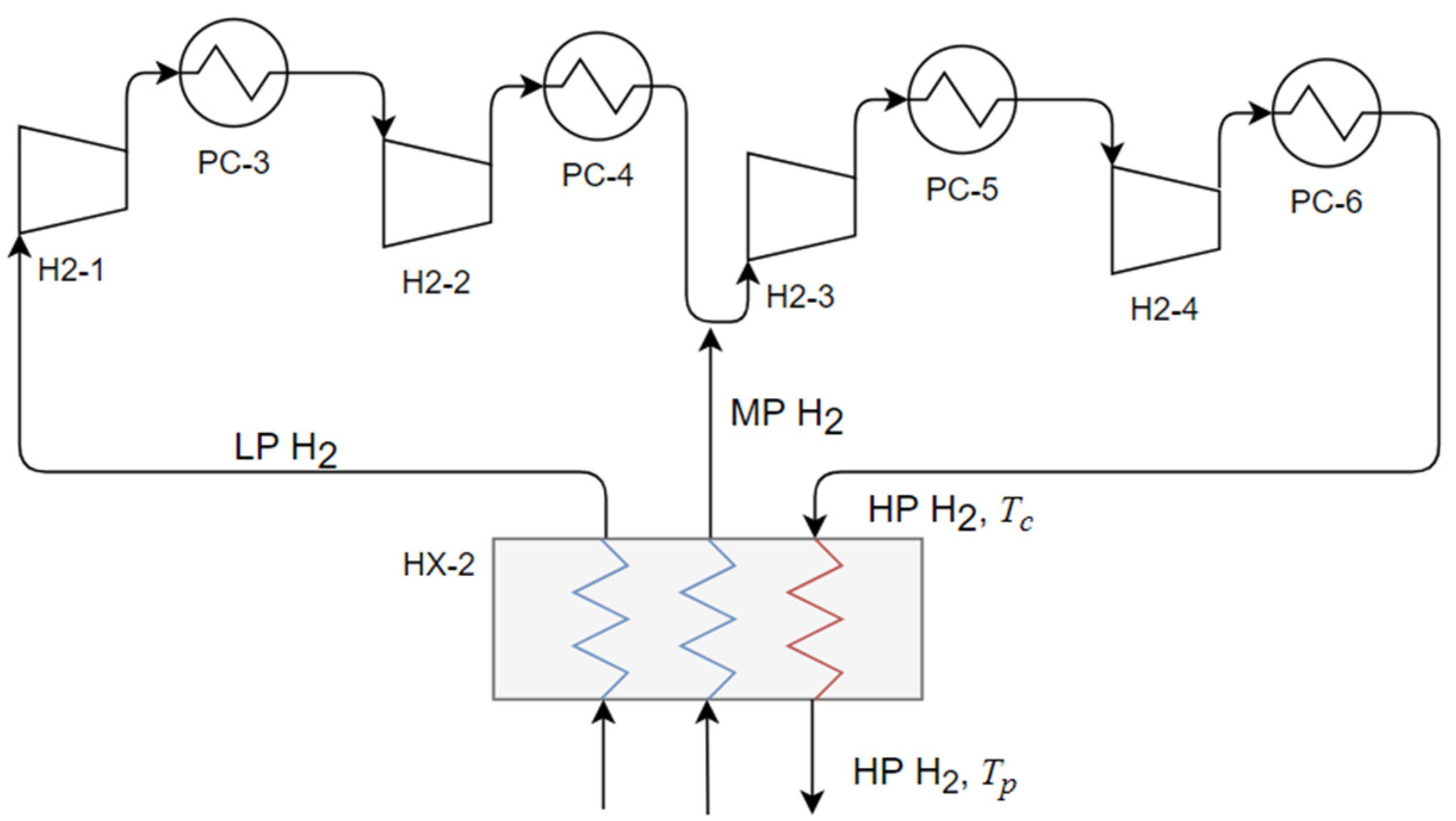
Figure 2 provides a sketch of the cycle compressor (comprising H2-1 to 4) for the cryogenic-cooling step which forms the basis of the present study. The stream LP H
2 represents the low-pressure hydrogen stream returning from the liquefaction process. This stream is compressed in two compressor stages (H2-1 and H2-2) before blending with medium-pressure hydrogen. The combined stream is then compressed in two further compressor stages (H2-3 and H2-4) before being passed-back to a multi-stream heat exchanger (HX-2), which cools the HP stream down to
. The compressor inter-stage pressures are calculated assuming equal stage pressure ratios.
The model of the cryogen-cooling step compressor shown in
Figure 2 was also developed in MATLAB using the same basis as the MR process model.
Table 2 presents the fixed modelling parameters used in the study performance of this compressor, which are based on the reference model [
17]. The outlet temperature of the four after-coolers (PC-3 to 6) were assumed equal to
and the inlet temperature of the LP and MP streams to the compressor was assumed to have a 2 °C approach to
in all cases.
In addition to the cycle compressor, the reference study describes several turbo-expanders within the cryogenic cooling step. These produce 2.8 MW of shaft power, which is assumed in the reference study to be recovered as electrical energy with as efficiency of 80% [
17]. Assuming, as before, that the parameters in the cryogenic process remain constant with varying
, this recovered energy equates to a specific energy production for the expanders,
, of approximately 0.43 kWh/kg, which is a constant value for all cases studied in this work.
Where operating parameters were not available in the reference study, they have been inferred from the data that is presented there. Because of this, it cannot be claimed that there is any direct equivalence between the results presented here and the reference model.
2.4. Optimization Problem Defenition
The objective of the optimization study was to minimize the energy consumption of the MR pre-cooling process whilst satisfying a minimum temperature approach constraint. The objective function was formulated as described in Equation (1):
In Equation (1),
is the specific energy consumption of the MR process,
are the set of
optimization parameters (see
Table 5),
and
are a set of lower and upper bounds for each
,
is the minimum approach temperature in HX-1 (
),
is the minimum acceptable approach temperature in HX-1 and
is the mass flowrate of the MR.
was calculated from the sum the compression stage energy consumptions,
, which are, in turn, a function of
,
(see
Table 1) and
is described by Equation (2):
In Equation (2), is the mass flowrate of hydrogen in the pre-cooling process.
The set of optimization parameters,
, used in the study are summarized in
Table 5 along with the initial values used (
) and initial values of the boundary constraints (
and
).
Although the ultimate purpose of the boundary constraints shown in
Table 5 was to limit the optimization process to physically meaningful solutions—e.g., component mole fractions greater than zero—the initial boundary constraints were also used to limit the search area around the likely optimum values. This was done to reduce optimization time. The initial values of lb and ub shown in
Table 5 were set based on results from the reference case, but where the optimization solution was found close to the initial limits, the bounds were extended to ensure that the overall optimum solution was not missed.
In addition to the optimization parameters listed in
Table 5, the MR compressor inter-stage pressure, MR compressor discharge pressure and HX-1 warm-end approach temperature could be considered as optimization parameters. However, in this work these have been excluded to limit complexity. The MR compressor discharge pressure is, therefore, fixed at the value used in the reference study, the MR inter-stage pressure set in each case to maintain equal stage pressure ratios, and the HX-1 warm-end approach set to 5 °C. The MR mole fraction for butane is also not identified as an optimization parameter because it is calculated from the sum of the other components.
2.5. Optimization Algorithm
In a phase of initial testing the Fmincon (FMC) algorithm with the SQP option was found to provide fast and generally accurate optimization results, although in some cases local minima were found. In all subsequent cases, FMC was used with the solution tolerance set to 0.001 kWh/kg and all other options left as default.
To help identify the global minimum solutions for each
, the boundary constraints shown in
Table 5 were evaluated in a manual, stepwise, process: after the initial results had been gathered, new initial guesses were specified when the original initial guess was found to be a long way from the solution. When a stable set of bounds enclosing the global solution had been found, the
MultiStart, MS, and
GlobalSearch, GS, algorithms were used to help test the quality of the results. In both cases the MS and GS runs were again based on the FMC algorithm with the parameters as before.
The quality each optimization result was assessed qualitatively using the results from other cases. The basis of this assessment was the assumption that a simple, monotonic, relationship was likely between each of the optimization parameters and . In addition to this assessment, the temperature profiles in HX-1 for each case were reviewed qualitatively to determine if was consistently approached throughout the heat exchanger.
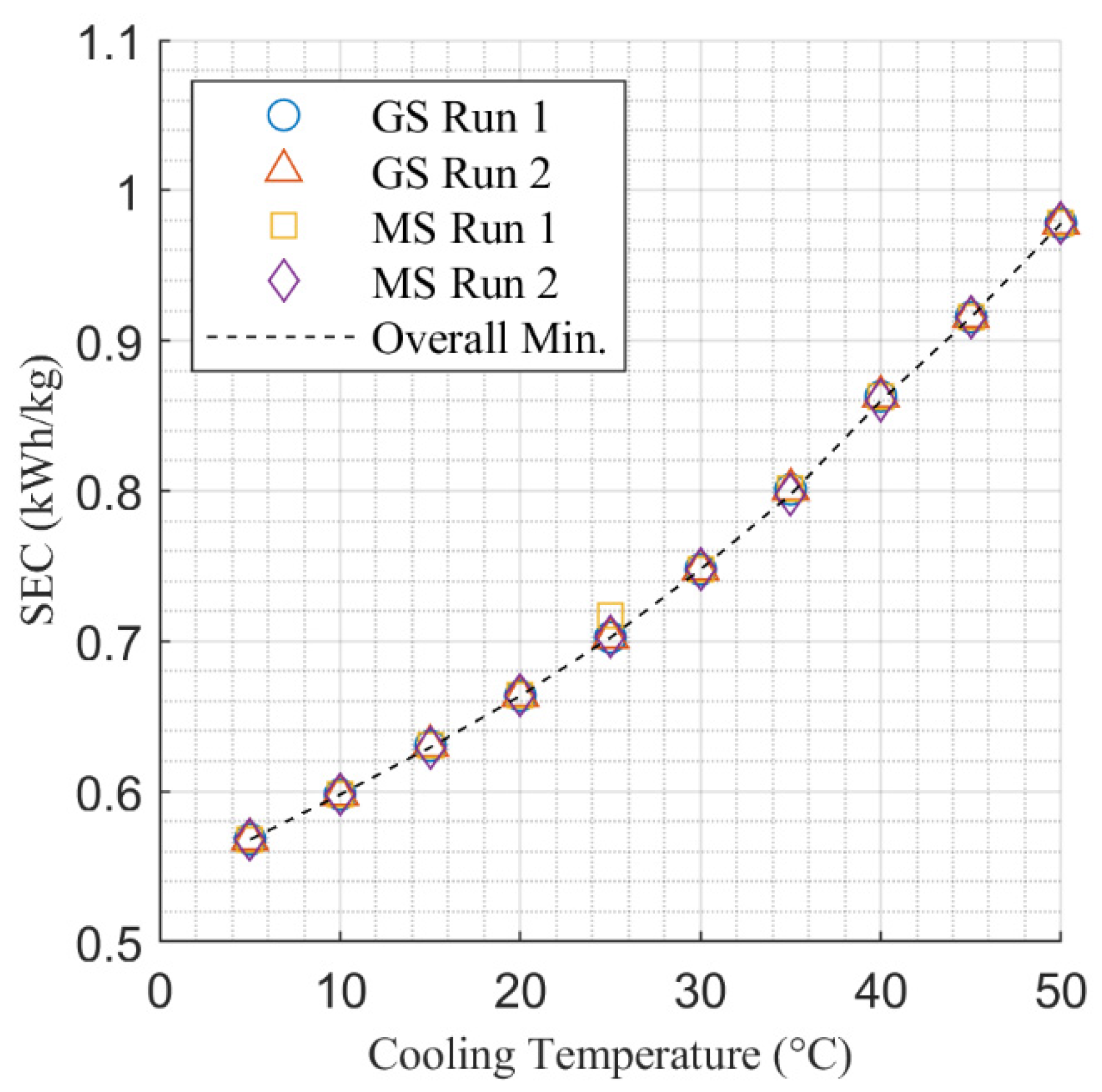
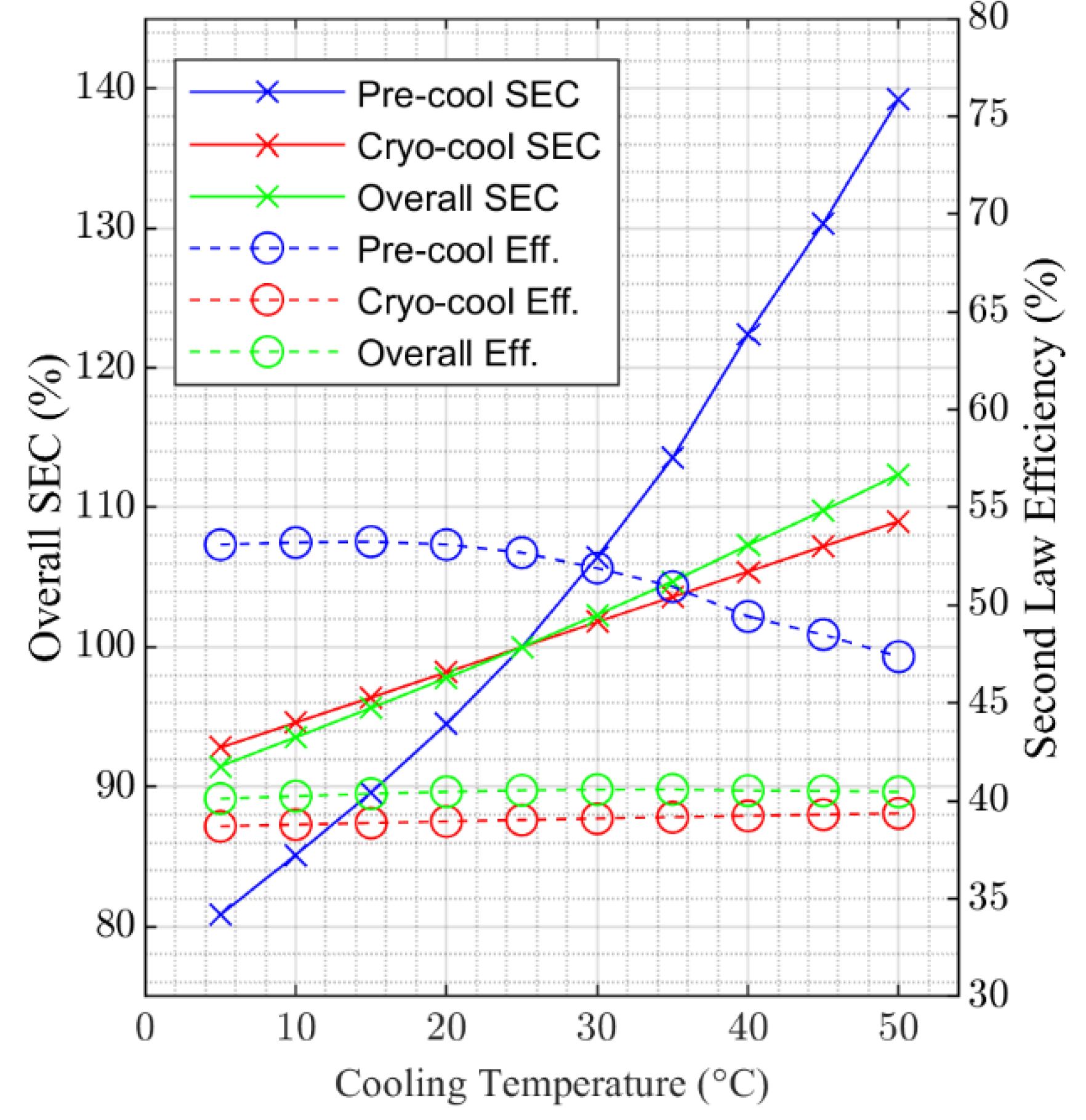
2.6. Performance Variation with Cooling Temperature
Performance variation with cooling temperature was studied for the MR pre-cooling process by finding the optimum operating parameters,
, for each cooling temperature,
case. The fixed modelling parameters shown in
Table 2 were used as the basis in all cases. The cooling temperature range studied was 5 to 50 °C.
In the model developed for the cryogenic-cooling step, process parameters were not optimized: flowrates and pressure levels in the cryogenic cycle were held constant at the values shown in
Table 3. The variation of the energy consumption of the cryogenic cycle compressor with
was modelled using the more simplistic assumption that, since the composite cooling curves in HX-2 are straight and parallel, a constant warm-end approach temperature exists across the range of cooling temperatures studied. The energy consumption of the cryogenic cycle compressor was calculated using the same basis as that of the MR pre-cooling process. A 2 °C warm-end approach temperature was assumed across the cooling temperature range 5 to 50 °C.
The overall SEC for the hydrogen liquefaction process was calculated as the sum of the energy consumption for the MR pre-cooling step,
, and the cryogenic-cooling step,
which was—in turn—calculated as the sum of the cycle compressor stage energy consumptions minus the energy recovered in the cryogenic-cooling step expanders as described in Equations (3) and (4):
In Equation (3),
is the energy consumption of the cycle compressors shown in
Figure 2, and in Equation (4),
is the set of fixed modelling parameters for the cryogenic-cooling cycle compressor (see
Table 2).
To provide an independent means of reviewing the trends shown in the results, the SEC for an ideal process that cooled the hydrogen from
to a final temperature of −259 °C was also calculated. This ideal energy consumption,
, was then used to calculate a second law efficiency,
, for the overall process. The method used to calculate
was to summate the ideal Carnot cycle energy consumption for a set of very small temperature steps along temperature–enthalpy data for hydrogen as explained previously by Jackson et al. [
29].






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}