
Compatibility Study of Silicone Rubber and Mineral Oil


Institute for Power Transmission and High Voltage Technology (IEH), University of Stuttgart, Pfaffenwaldring 47, 70569 Stuttgart, Germany
*
Author to whom correspondence should be addressed.
Energies 2021, 14(18), 5899; https://doi.org/10.3390/en14185899
Submission received: 11 August 2021
/
Revised: 7 September 2021
/
Accepted: 14 September 2021
/
Published: 17 September 2021
(This article belongs to the Special Issue Experimental and Numerical Analysis of Thermal Ageing in Power Transformers)
Abstract
:In this study, three types of silicone rubbers, namely, insulative silicone rubber, conductive silicone rubber and silicone rubber with conductive as well as insulative layers are investigated for their compatibility with mineral oil. Mineral oil with different silicone rubber samples is thermally aged at 130 °C for 360 h, 720 h and 1080 h and at 23 °C, 98 °C and 130 °C for 360 h. At the end of each ageing interval, mineral oil and oil-impregnated silicone rubbers are investigated for their dielectric properties. Aged mineral oil samples are investigated for their moisture content, breakdown voltage, colour number, dissolved gases and total acid number, whereas solid insulation samples are investigated for their moisture content. Additionally, pressboard samples in mineral oil and mineral oil without any solid insulation materials are also aged under the same conditions and are investigated for their dielectric properties. From the obtained results, it can be assessed that the presence of carbon particles in conductive silicone rubber negatively impacts the dielectric properties of mineral oil. Among the investigated silicone rubbers, the insulative silicone rubber exhibits good compatibility with mineral oil and a strong potential for being used in mineral oil.
1. Introduction
The lifespan of a high voltage equipment depends on the reliability of its insulation system. Therefore, the design of the insulation system is considered as the heart of any high voltage equipment design. Since decades, pressboard and paper along with mineral oil are used as insulation materials in high voltage equipment [1]. However, it has been observed that pressboard and paper degrade at a higher rate when operated at high temperatures. This degradation of insulation materials can result in premature failure and thereby reduce the lifetime of the equipment. Hence, in order to prevent an early ageing of insulation and equipment failure, many high temperature materials are investigated for their application in oil-filled equipment. In [2], Nomex is investigated for its ageing properties in natural esters. Natural esters are derived from renewable plant sources and are also called as vegetable oils. They are biodegradable and have high flash points. Therefore, natural esters are safe to use at high temperatures and are environmentally friendly, whereas Nomex papers are made of aramid polymers which are high temperature materials with good chemical stability. Many researchers across the world have investigated possibility of usage of Nomex paper as alternative insulators for power transformers [3,4].
Additionally, many researchers have investigated behaviour of polymers in transformer oil. D. Liu et al. studied ageing behaviour of thermoplastic polyester (PET) and polycarbonate (PC) materials in mineral oil and compared their ageing behaviour with the ageing behaviour of pressboard samples which were aged under the same conditions [5]. Similarly, C. Yue et al. investigated polyphenylene sulphide (PS), polycarbonate (PC) and polyester film (PET) for their electro thermal ageing characteristics over various ageing durations and ageing temperatures; the obtained dielectric characteristics of these samples were compared with the dielectric characteristics of kraft paper aged under the same conditions [6].
Silicone rubbers are extensively used in outdoor applications due to their excellent electrical, mechanical and thermal properties. They have been extensively studied for their application in cables and outdoor insulators. From this research, it is established that silicone rubbers are high temperature materials and thereby they can withstand high operating temperatures without undergoing significant degradation. However, the properties of materials can change with varying operating conditions. In order to use any new solid insulation material with mineral oil, the compatibility between the solid insulation material and mineral oil has to be investigated. When silicone rubbers come in contact with mineral oil, silicone rubber can undergo physical and chemical changes [7,8]. Z. Bao et al. investigated the influence of mineral oil on the behaviour of room temperature-vulcanised (RTV) silicone rubbers. The contact angle measurement and Fourier-transform infrared spectroscopy (FTIR) analysis were executed, whereas characteristics of mineral oil were studied using gas chromatography (GC). The aim of the study was to investigate the effects of oil leakage from the transformers on the performance of silicone rubber insulators [9]. Reviews of the literature indicate that numerous research has focused on determining the influence of environmental stresses such as rain, acid rain, UV exposure and pollution on characteristics of silicone rubber. In [10], Y. Gao et al. investigated the permeation properties of liquids into HTV silicone rubber materials. The influence of deionised water, NaCl and nitric acid solution were studied. In [11], B. Lutz et al. investigated the water absorption characteristics of a HTV silicone rubber at different relative humidity.
Though silicone rubber is used as an external insulation material for oil-immersed transformer composite bushings, only a few researchers have investigated the influence of transformer oil on silicone rubber insulators due to leakage/spilling of mineral oil in transformers [12]. One such investigation was also conducted by Y. Yang et al. in [13], where the effect of mineral oil on the electrical properties of HTV silicone rubber under thermal and AC corona ageing was studied. However, earlier studies seldom concentrate on the physiochemical change in mineral oil due to silicone rubber. Hence, in this research, various types of silicone rubbers are studied for their compatibility with mineral oil. Due to the availability of extensive literatures and prior understanding of compatibility of pressboard with mineral oil, mineral oil and pressboard samples were aged together under the same ageing conditions and are considered as the reference samples in this study. In order to differentiate the changes in dielectric properties due to a mineral oil ageing from those due to ageing of solid insulation, an investigation was also performed on mineral oil samples without any solid insulation materials maintaining the same ageing conditions.
The samples were thermally aged over different ageing durations and were subjected to various temperatures. At the end of each ageing interval, the mineral oil samples and solid insulation materials were investigated for their dielectric properties. The influence of temperature and ageing duration on dielectric properties of insulation samples are presented and discussed.
2. Ageing Parameters and Samples
2.1. Ageing Samples
In a power transformer, the typical mass ratio of insulation paper to insulation oil is 1:15 [14]. Hence, in this study, 50 g (±1 g) of solid insulation samples were aged in 850 mL of Nytro LYRA X mineral oil. Three types of room temperature-vulcanized (RTV) silicone rubbers were studied for their compatibility with mineral oil, namely, insulative silicone rubber, conductive silicone rubber and silicone rubber samples containing insulative and conductive layers. The conductivity of silicone rubber is achieved by adding carbon particles to silicone material. The samples containing both insulative silicone and conductive silicone rubbers were cut from a single sample having conductive silicone and insulative silicone rubbers in ratio 1:3; the same ratio was maintained among ageing samples as well.
Pressboard samples aged in mineral oil were considered as reference samples. For the purpose of comparison, Nyna Lyra X samples without pressboard or silicone rubber materials were also aged under the same ageing environment. The following nomenclature will be henceforth used for the samples in this paper for the sake of convenience:
- Si—Insulative silicone rubber samples + mineral oil.
- CSi—Conductive silicone rubber samples + mineral oil.
- Si + CSi—Insulative and conductive silicone rubber + mineral oil.
- PB—Pressboard + mineral oil.
- Oil—Mineral oil.
The dimension of ageing samples is given as follows:
- Si: 40 mm × 20 mm × 15 mm.
- CSi: 40 mm × 20 mm × 5 mm.
- Si + CSi: 40 mm × 20 mm × 10 mm.
- PB: 70 mm × 17 mm × 3 mm.
2.2. Sample Preparation
Airtight 1000 mL borosilicate glass with screw type caps were used as ageing containers in this research.
Initially, solid insulation samples were dehydrated in a vacuum oven at 110 °C for 24 h under atmospheric pressure. After the completion of dehydration process, vacuum was applied, and the samples were further dried at 110 °C for the next 48 h. Figure 1 shows different solid insulation samples under investigation and an image of preconditioning of samples in vacuum oven.
In order to prevent the influence of any moisture content in the bottles on ageing, the necessary preconditioning of bottles was carried out. The preconditioned bottles were then filled with 850 mL of pre dried Lyra X oil (moisture content < 10 ppm).
The solid insulation samples were transferred to their respective bottles and the oil impregnation process was carried out at 90 °C under vacuum until bubbles in the oil subsided and no more bubbles were formed. Once the oil impregnation was completed, the bottles were immediately closed and were transferred to the ageing oven for thermal ageing. For all five types of materials under investigation, three ageing samples were prepared.
2.3. Ageing Parameters
The ageing of transformer insulation depends strongly on the magnitude and duration of ageing stress [15]. The accelerated thermal ageing factor (ATAF) of a transformer is given as a function of ageing duration and ageing time [16].
where T is the temperature in °C of thermal stresses and D is the duration of thermal stress. Therefore, the unit of ATAF is °C h.
ATAF = T × D (°C hours)
Accordingly, in this research the following parameters are chosen to determine the ageing characteristics of silicone rubber in mineral oil, namely:
- Ageing duration;
- Ageing temperature.
The samples were aged for 360 h, 720 h and 1080 h under atmospheric pressure. The minimum flash point of Lyra X mineral oil is 135 °C [17]. Considering the safety of the equipment and the personnel involved, 130 °C was chosen as the ageing temperature.
ATAF of this investigation is therefore obtained as 46,800 °C h, 93,600 °C h and 140,400 °C h.
In order to study the performance of test samples over different ageing temperatures, the samples were aged at 23 °C, 98 °C and 130 °C for 360 h. According to the IEC standard 60354:1991, transformers can be operated continuously at the highest temperature of 98 °C without causing any loss in the life of transformer [18]. Hence, in order to investigate the performance of silicone rubber when subjected to continuous hot-spot temperature, the samples were aged at 98 °C. Samples were also aged at 23 °C in order to replicate the ambient atmosphere.
ATAF of this investigation is therefore obtained as 8280 °C h, 35,280 °C h and 46,800 °C h.
3. Experimental Studies
3.1. Moisture Content in Oil
In the present study, the absolute moisture content of mineral oil was measured using the coulometric Karl Fischer titration (KFT) method. The amount of moisture in mineral oil is determined using Karl Fischer’s titrator device Aqua 40 from ECH GmbH. A common reagent Coulomat AG is used and the moisture content in the sample is obtained by determining the coulombs of electricity required to generate necessary iodine to react with moisture. In order to obtain the moisture content, a pre weighed amount of mineral oil sample is injected into the measuring cell containing anode and cathode (without any diaphragm). The titrator adjusts the measuring current automatically and continuously based on the amount of moisture present in oil. The moisture content in oil is measured in terms ppm (parts per million), i.e., 1 μg of moisture in 1 g of oil.
3.2. Breakdown Voltage of Oil
In this investigation, the breakdown voltage (BDV) was measured according to the standard IEC 60156 [19]. The test setup is made of a transparent rectangular glass vessel having mushroom-shaped electrodes placed on a horizontal axis. The gap between the electrodes was set to 2.5 mm. The oil sample in the test vessel was stirred using a magnetic stirrer and was allowed to settle for a duration of 5 min. Afterwards, an alternating voltage was applied, and the voltage was increased by 2 kV every second until the breakdown. The breakdown voltage was noted. The breakdown tests were performed 5 more times with a 2 min gap between the measurements on the same filling. The average and standard deviation (STD) of the BDV were determined.
3.3. Colour Number of Mineral Oil
In the current study, the colour number of the oil samples was determined according to ASTM 1500 and VDE Oil book [20]. The glass bottle filled with the mineral oil sample was placed between the coloured disk and a lamp of 3300 K was lit in the background. The colours of the samples were matched with the colour disk. If the colour of the sample lay in between two coloured scales, the higher number among the two numbers was noted as the colour number of the sample.
3.4. Dissolved Gas Analysis (DGA)
Dissolved gas analysis was performed using Siemens Gas Chromatograph (GC) Sichromat 2-8 connected to a headspace sampler Hewlett Packard HP 7694. The analysis was performed according to method C—headspace method of ASTM D 3612 standard [21]. The samples were prepared according to the method described in the standard in a glovebox, purged with argon 4.8 gas at a higher pressure. The vials with oil samples are transferred to the headspace sampler. The headspace sampler injects the sample into GC for its analysis. The results from GC provide the concentration of gas in the headspace of the vial. The concentration of gas in oil is then calculated using Ostwald’s constant (K factor).
3.5. Total Acid Number (TAN)
The total acid number (TAN) of mineral oil was determined using Titroline 7000 according to ASTM D 664 [22] standard. The test setup consists of two electrodes, namely a sensing electrode and a reference electrode. The sensing electrode has a standard pH and is suitable for non-aqueous titrations, whereas the reference electrode is a silver/silver chloride reference electrode, filled with 1M-3M LiCl in ethanol. A mixture of toulol and ethanol in the ratio 5:4 was used as the solvent. A total of 10 mL of mineral oil sample was mixed in 50 mL of solvent and titrated against 0.1 mol/L alcoholic KOH solution.
3.6. Moisture Content in Solid Insulation
The absolute moisture content in silicone rubber samples under investigation as well as that in pressboard material was measured using the headspace module of Aqua 40 KFT. The solid insulation samples weighing a minimum of 100 mg were taken in vials having a volume of 10 ml. The vials were placed in the inbuilt oven of Aqua 40, and the samples were heated to a temperature of 150 °C. The heating of samples releases moisture, and the released moisture from the samples was titrated against Coulomat AG of the Karl Fischer titrator. The moisture content in solid insulation was corrected to its dry weight that was obtained by oil extraction method using an n-Heptane solvent.
4. Results and Discussion
4.1. Influence of Ageing Duration on Dielectric Properties of Mineral Oil and Solid Insulation Materials
On completion of 360 h (15 days), 720 h (30 days) and 1080 h (45 days) of thermal ageing at 130 °C and atmospheric pressure, the samples were measured for their dielectric properties. The impact of ageing duration on the characteristics of mineral oil and solid insulation was determined.
4.1.1. Moisture Content in Oil
For all five types of samples, three ageing samples were prepared. For each sample, moisture content in oil sample was determined three times. The average and standard deviation of moisture content for each sample type was determined at pre-defined periods. At time = 0 h, i.e., beginning of ageing, the moisture content in dry oil was measured. The moisture content of dry oil was obtained as 3 ppm. The influence of ageing duration on moisture content in mineral oil was determined. Figure 2 presents the variation of moisture in oil samples with duration of ageing.
From Figure 2, the moisture in oil samples increased with duration of ageing until day 30. As the ageing time increases, the generated moisture is absorbed for hydrolysis. Hence, a slight decline or stagnancy in the amount of moisture content value is noticed after day 30. Due to the absence of solid insulation material, the Oil type sample exhibits the highest moisture content throughout the ageing process. In the Oil type sample, the moisture generated due to its degradation over the ageing duration is dissolved in mineral oil itself, and hence this trend is noticed.
Due to the hygroscopic properties of the pressboard, the sample type PB exhibits the lowest moisture content. The pressboard absorbs moisture from mineral oil, resulting in a lower moisture content in oil.
The silicone rubbers are made of silicon–oxygen polymeric backbones. A strong siloxane (Si-O) bond leads to its unique stability. However, at higher temperatures, i.e., temperature beyond 200 °C and in the presence of moisture, hydrolysis of silicone rubber samples could occur, rupturing the siloxane bond [23]. This leads to a reduction in the hydrophobic properties of silicone rubber. In this research, the maximum temperature of ageing is 130 °C, hence an extremely lesser amount of moisture is absorbed for hydrolysis by Si and Si + CSi samples, as shown in Figure 1.
The conductivity in the sample type CSi was achieved by the addition of carbon particles to silicone rubber. The presence of the carbon black in conductive silicone rubber increases the amount of heat generated during thermo-oxidative ageing. This leads to further breakdown of the siloxane polymer due to hydrolysis. In this study, after day 30, conductive silicone rubber lost its hydrophobicity and absorbed moisture from mineral oil. Therefore, on day 45, a decrease in the amount of moisture present in CSi samples was observed.
4.1.2. Breakdown Voltage of Mineral Oil
Figure 3 summarizes the comparison of breakdown voltage test results obtained for test samples over different ageing durations.
In sample types Si, PB and Oil, as ageing duration increased, a reduction in the BDV value of mineral oil was noticed. However, in test samples containing conductive silicone rubber, i.e., CSi and Si + CSi, on day 45, an increase in the breakdown voltage of mineral was noticed. From previous investigations, it has been established that the breakdown voltage of mineral oil is inversely proportional to its moisture content. As the moisture content in mineral oil increased, the BDV of mineral oil reduced and vice versa. In [24], a similar observation was also made by K. Miner. The increase in BDV of CSi and Si + CSi oil samples on day 45 is due to the reduction in their moisture content as depicted in Figure 2. Likewise, the BDV of oil in the Oil sample type is the lowest, owing to its highest moisture content. The BDV of mineral oil is also influenced by the presence of impurities and particles [25]. Though the moisture content in PB samples is less when compared with other samples, due to the presence of impurities, the BDV of PB samples does not significantly differ from the BDV of mineral oil having silicone rubber samples.
Insulative silicone rubbers possess excellent thermal and chemical stability. The moisture content in mineral oil of Si samples is less compared to other silicone rubber samples and due to its thermal stability, it does not result in particles in the mineral oil. Therefore, at different ageing intervals, Si samples exhibit higher BDV in comparison with reference samples.
The BDV of CSi samples varied according to its moisture content. From Figure 4 and [8], it can be deduced that with an increase in duration of ageing, the amount of carbon particles dissolved in oil samples also increases. In order to have an impact on BDV value, a high concentration of carbon particles is necessary. The sharp transition area from high resistivity to low resistivity is reached only when the concentration of carbon particles reaches a critical value, also called the percolation threshold value [26]. In this study, due to a considerable difference in the mass of mineral oil to silicone rubber, the concentration of carbon particles does not reach its percolation threshold value. Therefore, carbon particles do not impact the breakdown characteristics of mineral oil considerably.
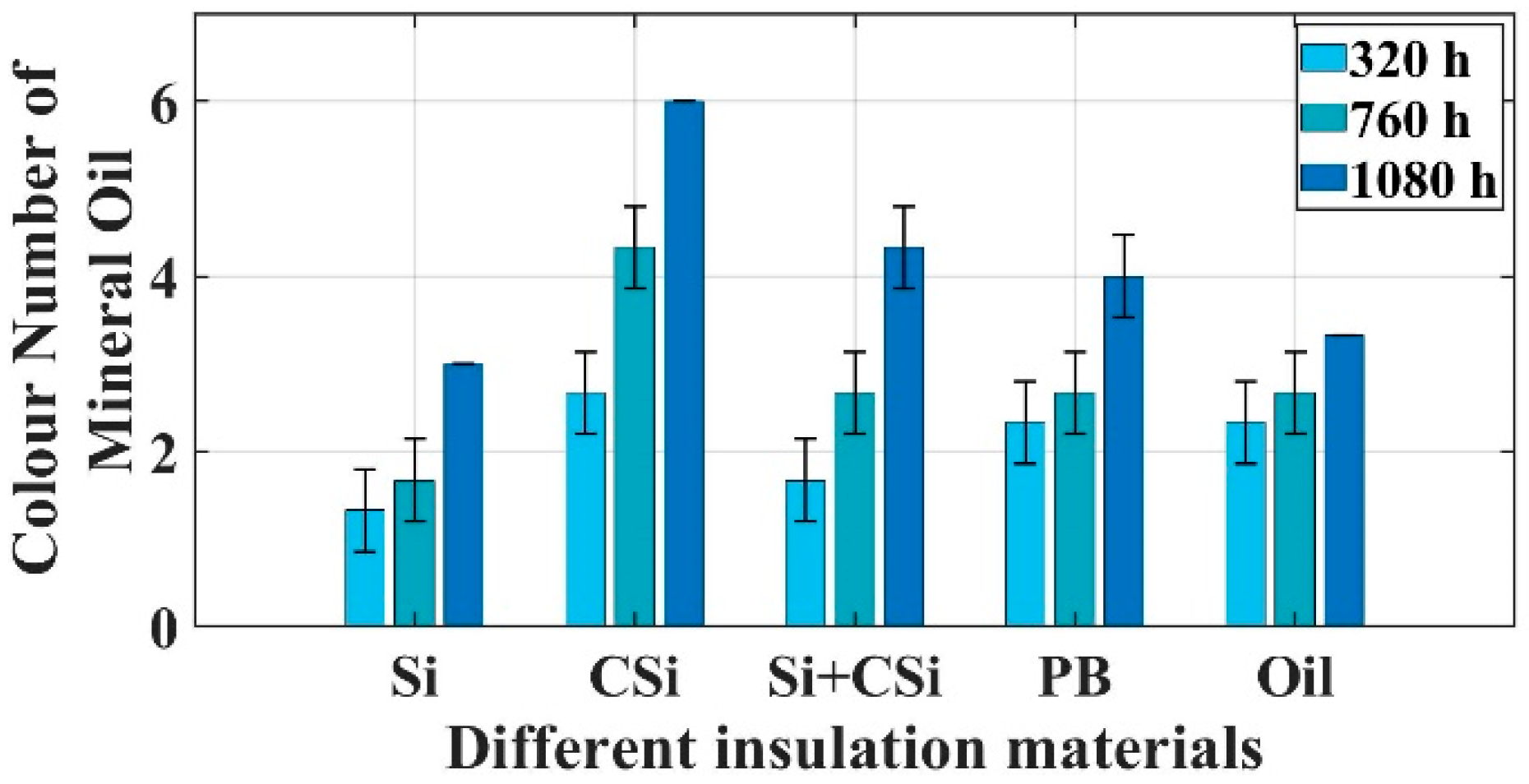
4.1.3. Colour Number of Mineral Oil
Figure 4 shows the average value and standard deviation of colour number of aged mineral oil.
The colour number is only a guidance tool and cannot replace any diagnostic tool. The colour of the mineral oil changes with ageing duration due to increased oxidation and impurities. A higher colour number means a greater degradation of mineral oil. From Figure 4, with an increase in ageing duration an increase in colour number is noticed for all five types of samples. Due to strong chemical and thermal stability, sample type Si exhibits the lowest change in its colour number. The carbon particles in silicone rubber of CSi dissolve in mineral oil during ageing, and therefore the colour number of CSi samples is the highest. The colour number of Oil samples increased due to an increase in its degradation/oxidation. The pressboard samples in mineral oil increase the degradation of mineral oil, and hence the colour number of PB lies between Oil and CSi samples. Likewise, the colour number of Si + CSi lies between the extremes of Si and CSi colour numbers.
4.1.4. Dissolved Gas Analysis (DGA) of Mineral Oil
In this section, the influence of ageing duration on the number of dissolved gases in each type of sample is presented and discussed.
4.1.4.1. DGA of Sample Type Oil
Table 1 shows the change in the number of gases dissolved in sample type oil over different ageing time. The type and concentration of dissolved gases depends on the fault energy. The strengths required to break C-H or C-C bonds of mineral oil are different. The strength of the fault depends on the magnitude of stress and the duration for which it is applied. When the required strength to break C-H and C-C bonds are provided, the bonds break and swiftly recombine to form gas molecules such as hydrogen (H-H), methane (CH3-H), ethane (CH3-CH3), ethylene (CH2=CH2), acetylene (CH≡CH), carbon monoxide (C≡O) and carbon dioxide (O=C=O).
Therefore, as shown in Table 1, with an increase in the ageing duration, due to the increased fault energy, an increase in the concentration of fault gases is detected. The bond energy of H2 (H-H bond), methane (C-H bond) and carbon dioxide is less in comparison with acetylene (CH≡CH) [27].
As shown in Table 1, in Oil samples, the low temperature fault gases such as hydrogen, carbon dioxide and methane are mainly generated due to thermal degradation of mineral oil [18]. Acetylene, ethylene and ethane are the gases that are produced at high temperatures and hence are produced in minute amounts.
4.1.4.2. DGA of Sample Type Si
Table 2 shows the change in number of gases dissolved in mineral oil of sample type Si over different ageing times. By comparing Table 1 and Table 2, the influence of silicone rubber on gases dissolved in mineral oil can be obtained.
Low temperature gases such as methane and hydrogen are mainly generated due to the degradation of mineral oil. The bond energy of ethylene, acetylene and ethane are higher than methane or carbon dioxide. Therefore, a higher fault energy is required in order to produce these gases. In the presence of solid insulation, due to the localized heating, the fault energy increases when compared with the Oil samples. Additionally, the fault energy also increases with ageing duration, and therefore ethylene and acetylene are observed in significant amounts only on day 45. The oxidation of insulative silicone rubber could result in carbon dioxide as one of its byproducts [28]. Consequently, the amount of CO2 dissolved in Si samples is higher than in Oil samples. Additionally, [29] indicates that production of fault gas CO2 during ageing is mainly due to the solid insulators. A similar observation is also made in this research.
4.1.4.3. DGA of Sample Type CSi
Table 3 summarizes the concentration of fault gases measured for the CSi sample type at the end of each ageing junctures.
The gases H2 and CH4 are produced mostly due to the deterioration of mineral oil, whereas deterioration of silicone rubber leads to production of C2H2 and followed the same trend as in Si samples. On day 15 (360 h) and day 45(1080 h), the amount of CO2 dissolved in sample type CSi is higher than in sample types Si and Oil. The concentration and size of carbon particles in conductive silicone rubber affects the thermal stability of CSi silicone rubber. Their performance is also affected by their operational temperature because the thermal expansion coefficients of carbon particles and silicone rubber are different [26]. Additionally, when an elastomer is operated at a higher temperature in mineral oil, the additives in the elastomer could dissolve in mineral oil leading to the formation of sludge and affecting its dielectric properties [27]. From Figure 4, CSi samples exhibited the highest colour number. The thermochemical reaction of carbon particles with mineral oil results in an increase in the carbon dioxide content in mineral oil.
4.1.4.4. DGA of Sample Type Si + CSi
Table 4 shows the variation of fault gases in Si + CSi samples over different ageing duration. The ageing of Si + CSi samples exhibits the combination of trends of Si and CSi samples.
The degradation of mineral oil leads to production of fault gases hydrogen and methane, whereas gases ethylene and acetylene (small amounts) are mostly produced due to the degradation of silicone samples. The CO2 content in the sample lies between the extremes of Si and CSi samples.
4.1.4.5. DGA of Sample Type PB
The variation in fault gases dissolved in sample type PB over different ageing duration is given in Table 5. An operating temperature of above 100 °C leads to thermal decomposition of cellulose materials resulting in the production of fault gases CO, CH4, H2 and CO2. The amount of CH4 and CO2 dissolved in PB samples is the highest. The overheating of PB samples in the presence of H2 produces gases such as methane, ethylene and ethane. Therefore, the amount of these gases remains higher than other samples over the ageing duration. About the same amount of acetylene is generated in both Si and PB samples. Based on the amount and nature of the dissolved gases, common faults in an electric equipment such as partial discharge, overheating, arcing and deterioration of solid insulation can be detected. The gases produced in this research indicate overheating of oil and cellulose materials. The highest number of dissolved gases was noticed at 1080 h for all the gas samples.
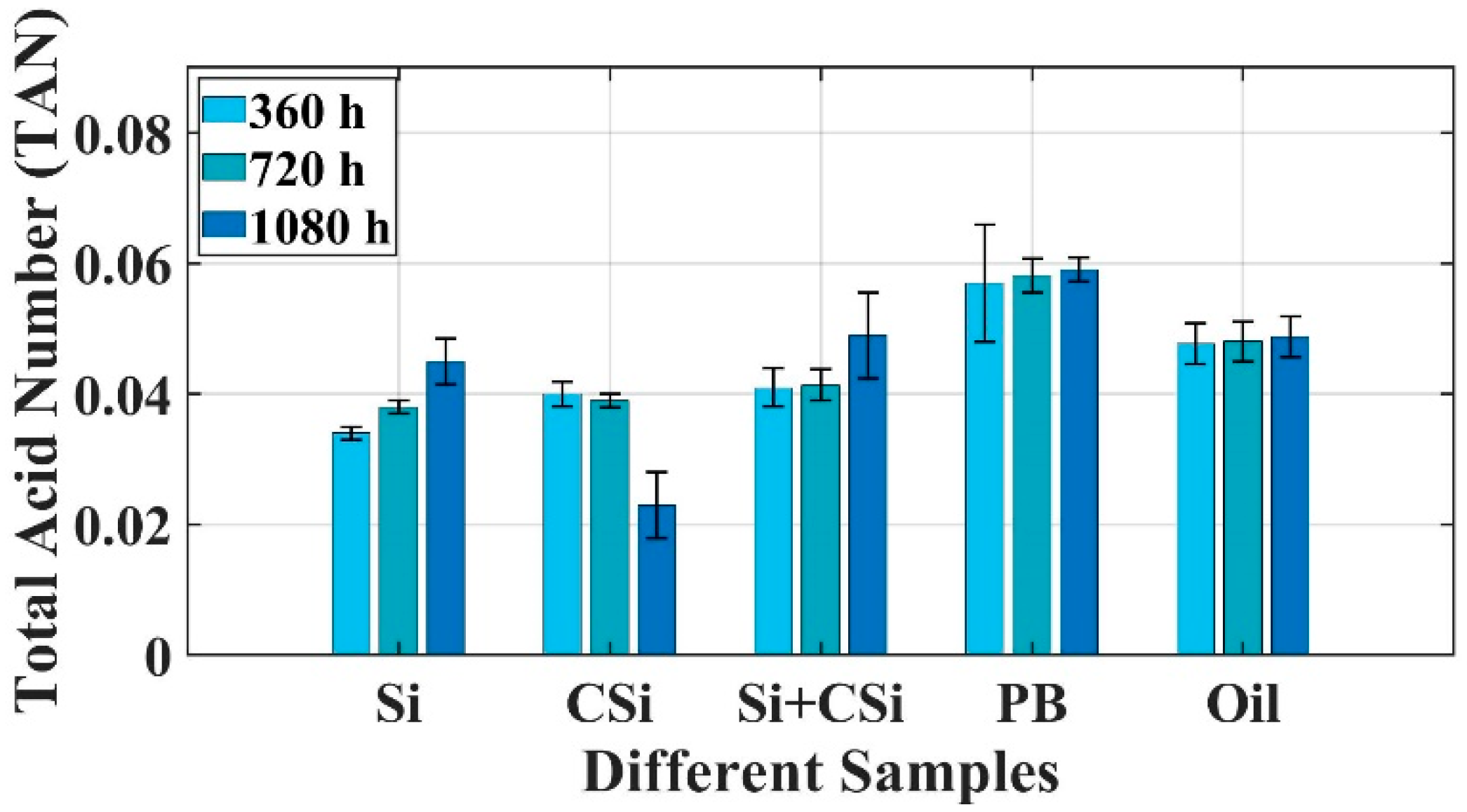
4.1.5. Total Acid Number of Mineral Oil
Figure 5 presents the variation of total acid number (TAN) of mineral oil aged at 130 °C for 360 h, 720 h and 1080 h.
From Figure 5, the degradation of samples generates acid content in oil and the amount of acid content in oil increased with time (except for CSi on day 45). The oxidation of mineral oil due to ageing leads to an increase in the moisture content and the acid content of mineral oil. From Figure 1 and Figure 5, the moisture in oil and the acidity of oil followed similar trends. The rate of degradation of oil increases with increased moisture content. The acids are formed due to oil degradation. Pressboard is a hydrophilic material and hence absorbs moisture in oil during ageing. As the moisture content in the pressboard increases, the rate of ageing of PB samples increases, resulting in an increase in the neutralization number due to the acids generated within the material [30]. Therefore, the PB samples exhibit slightly higher TAN value compared with the other samples.
4.1.6. Moisture Content in Solid Insulation
The influence of ageing duration on the variation of moisture content in solid insulation samples is as shown in Figure 6. Pressboard is a hygroscopic material, and hence the amount of moisture content in pressboard is higher than silicone rubber samples under investigation. As ageing progresses, moisture drifts from the pressboard to the mineral oil and tends to remain in the mineral oil as the migration of moisture back to pressboard is extremely slow. Therefore, a consistent reduction in the amount of moisture content in PB samples is noticed. In samples Si and Si + CSi, because of strong silioxane bond at the ageing temperature, the amount of moisture in solid insulation samples remained the same during ageing. However, the conductive silicone rubber samples do not exhibit similar thermal stability, because the thermal expansion coefficient of carbon particles are different from silicone rubber. At high temperatures, conductive silicone rubber tends to lose its hydrophobicity and absorbs moisture from mineral oil. Therefore, on day 45 as shown in Figure 2, a reduction in moisture content was noticed in mineral oil samples containing conductive silicone rubber. However, as shown in Figure 6, the moisture content within the solid insulation material increased on day 45. From the obtained results, it can be deduced that insulative silicone rubber and pressboard samples exhibits greater stability to thermal ageing at 130 °C over the ageing duration as compared with the conductive silicone rubber in mineral oil.
4.2. Influence of Ageing Temperature on Dielectric Properties of Mineral Oil and Solid Insulation Materials
On completion of ageing of samples at atmospheric pressure under 23 °C, 98 °C and 130 °C for 360 h, the samples were studied for their dielectric properties and the influence of ageing temperature on the characteristics of mineral oil and solid insulation are determined and presented.
4.2.1. Moisture Content in Oil
Figure 7 indicates a direct relationship between ageing temperature and moisture content of mineral oil samples. Higher temperatures aid oxidation process, mineral oil degrades faster and hence the amount of moisture content in mineral oil increases. The highest moisture content is noticed in Oil samples. Without any solid insulation samples, the generated moisture is dissolved in mineral oil itself and thereby, exhibits the highest moisture content. Due to its hygroscopic properties, pressboard absorbs the moisture generated due to its degradation, and hence the moisture content in sample type PB is the lowest. Among the silicone rubber samples, due to the lower thermal stability of conductive silicone rubber, CSi samples exhibit the highest moisture content over different temperatures, as shown in Figure 7, whereas, owing to its excellent thermal stability, Si samples display the lowest moisture content.
4.2.2. Breakdown Voltage of Mineral Oil
The comparison of breakdown voltages of mineral oil samples aged for 360 h at different ageing temperatures (23 °C, 98 °C and 130 °C) is as shown in Figure 8.
Moisture content of mineral oil plays an important role on its BDV. An increase in operating temperature leads to increased degradation of the samples, and hence moisture content and impurities in oil increase. As the moisture content in oil increases, the breakdown voltage of mineral oil decreases [31]. As shown in Figure 8, this tendency is also noticed in this study. Owing to the maximum moisture content, the Oil sample type (Figure 7) exhibits the lowest BDV, whereas PB samples exhibit the highest BDV at 130 °C and Si at 23 °C and 98 °C due to their lowest moisture content at respective temperatures.
4.2.3. Colour Number of Mineral Oil
Figure 9 depicts the variation in colour number (CN) of mineral oil samples aged at 23 °C, 98 °C and 130 °C for 360 h. A direct relation between CN and temperature is noticed. As the temperature of ageing was increased, the CN of the samples shows an upward trend. At 23 °C, none of the samples showed any change in their CN. As the thermal stability of conductive silicone is lower in comparison to other solid insulation samples, at 98 °C, the CN of CSi samples increased to an average value of 2.33. At higher temperatures, the carbon particles which are added as additives become dissolved in mineral oil, and hence this change in CN is observed. At 130 °C, each of the samples exhibited a unique CN. CSi samples depicted the highest colour number due to their additives, whereas Oil samples exhibited the lowest CN. The increase in CN of PB samples is due to the deterioration of cellulose materials. The sample type Si exhibited the lowest CN among the samples containing solid insulation materials, owing to its good thermal stability. The colour number of Si + CSi samples lies between the extremes of Si and CSi. Comparing Figure 7 with Figure 9, it can de deduced that the change in CN is greatly influenced by its impurity content.
4.2.4. Dissolved Gas Analysis of Mineral Oil
In this section, the variation of dissolved gases in samples aged for 360 h at 23 °C, 98 °C and 130 °C are presented and discussed.
DGA of Sample Type Oil
Table 6 shows the variation in concentration of dissolved gases in the Oil samples which are aged at predefined ageing temperatures of this study.
As explained in the previous sections, an increase in temperature aids the degradation of mineral oil, and hence with increasing ageing temperatures, an increase in the amount of fault gases is observed. As explained in detail in Section 4.1.4.1, ethylene, acetylene and ethane are high temperature gases. They are produced in smaller amounts at 130 °C. Thermal degradation of mineral oil leads to production of methane and hydrogen [23] and thermal stress in mineral oil leads to formation of carbon oxides in mineral oil. The concentration of these gases is influenced by the temperature of ageing [8]. As depicted in Table 6, a similar observation is made in this research. The oxidation of mineral oil can also occur at room temperature, and hence gases H2, CH4 and CO2 are produced in smaller amounts at 23 °C.
DGA of Sample Type Si
The variation of dissolved gases in mineral oil containing insulative silicone rubber which are aged at 23 °C, 98 °C and 130 °C for 360 h are as shown in Table 7.
From Table 7, as the ageing temperature increases a small increase in concentration of fault gases is observed. Due to chemical and thermal stability of insulative silicone rubber, the number of gases dissolved at ageing temperatures of 23 °C and 98 °C is less and can be mainly attributed to the stray gassing effects of mineral oil at respective temperatures. Comparing Table 6 and Table 7, all fault gases except CO2 are mostly generated due to degradation of mineral oil at these temperatures. As explained in detail in Section 4.1.4.2, CO2 is generated due to silicone-induced degradation of mineral oil at 130 °C.
DGA of Sample Type CSi
The variation of fault gases in CSi samples aged at 23 °C, 98 °C and 130 °C for 360 h is shown in Table 8.
Among the samples containing various silicone rubbers, the sample type CSi exhibited the highest number of dissolved gases due to its carbon additives. The principle behind the fault gas production in CSi samples is discussed in detail in Section 4.1.4.3. All fault gases under consideration except CO2 are produced due to degradation of mineral oil. CO2 is produced due to the thermochemical reaction of carbon particles with mineral oil at high temperatures. Similar to other samples, the amount of fault gases dissolved is governed by its ageing temperature.
DGA of Sample Type Si + CSi
The variation of fault gases in Si + CSi samples aged at 23 °C, 98 °C and 130 °C for 360 h is given in Table 9.
As depicted in Table 9, the amount of fault gases in Si + CSi is governed by ageing temperature. The gases dissolved in Si + CSi sample exhibited combined ageing trends of Si and CSi samples. The fault gases CH4, H2, C2H4, C2H6 and C2H2 were generated because of the degradation of mineral oil. CO2 is produced due to silicone rubber samples and the amount of CO2 dissolved in Si + CSi sample lies between the concentration of CO2 in mineral oil of sample type Si and CSi.
DGA of Sample Type PB
The variation of fault gases in sample type PB which are aged at 23 °C, 98 °C and 130 °C for 360 is given in Table 10.
Similar to the other samples under study, the concentration of fault gases in PB is governed by the ageing temperature. The fault gases hydrogen, ethylene and acetylene are generated because of mineral oil degradation. However, thermal degradation of pressboard samples in mineral oil produces carbon oxides and methane. Therefore, the concentration of carbon dioxide and methane in PB samples is higher than other samples and increases with an increase in the ageing temperature.
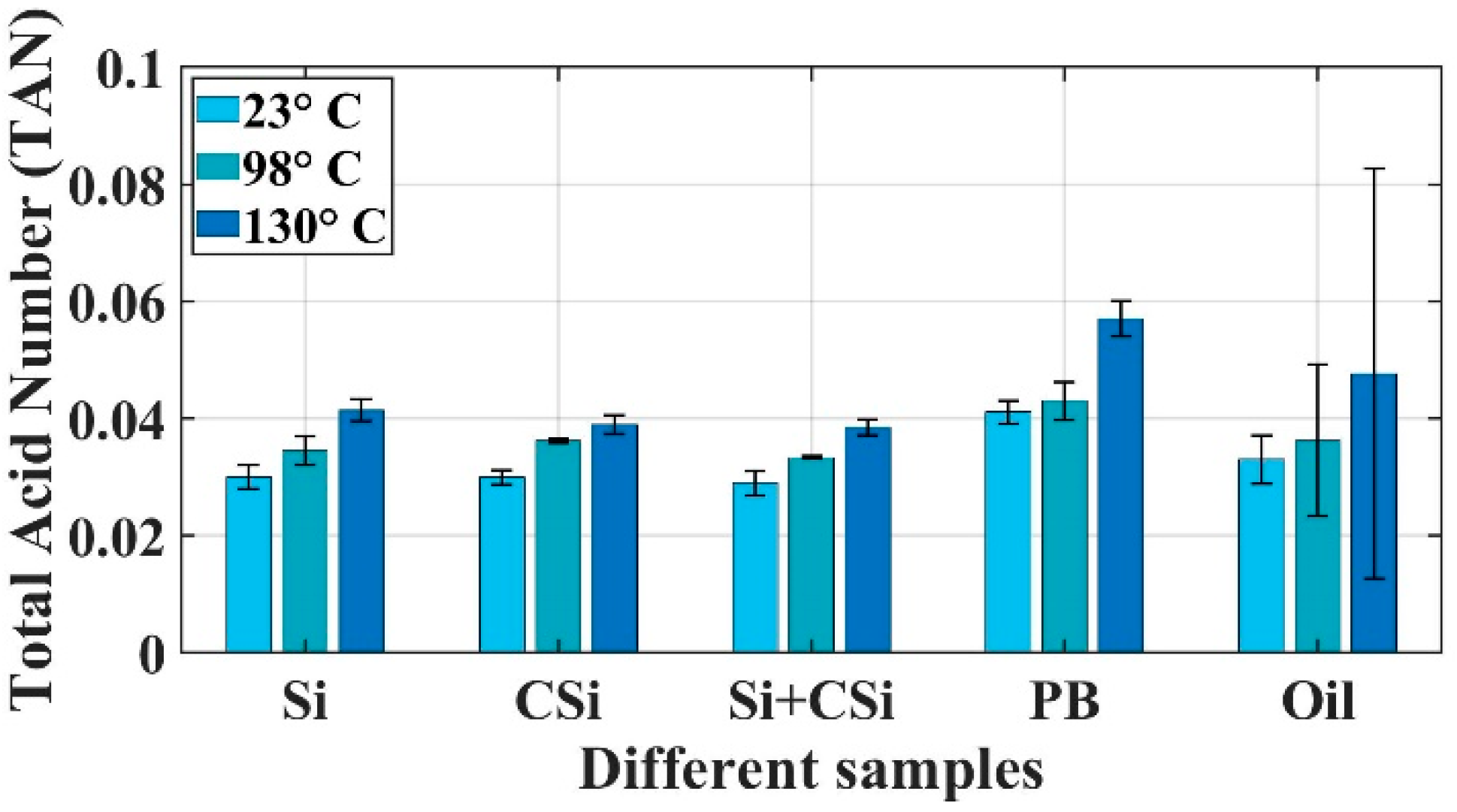
4.2.5. Total Acid Number of Mineral Oil
The variation of TAN of mineral oil aged for 360 h at different ageing temperatures is as shown in Figure 10.
The increase in temperature leads to an increase in the degradation rate of samples that in turn results in an increase in the moisture content and acidic content of mineral oil [26]. A similar observation is made in this study as shown in Figure 10. Pressboard is a low temperature material. It degrades at a higher rate at 130 °C compared with other samples, and hence the TAN value of PB is the highest. Sample types Si, CSi, Si + CSi and Oil exhibit similar TAN values over the ageing temperatures. The change in TAN value is due to the degradation of mineral oil. Silicone rubbers are high temperature materials with good thermal and chemical stability. The effect of silicone rubber samples on the TAN value of oil over different ageing temperatures is extremely low.
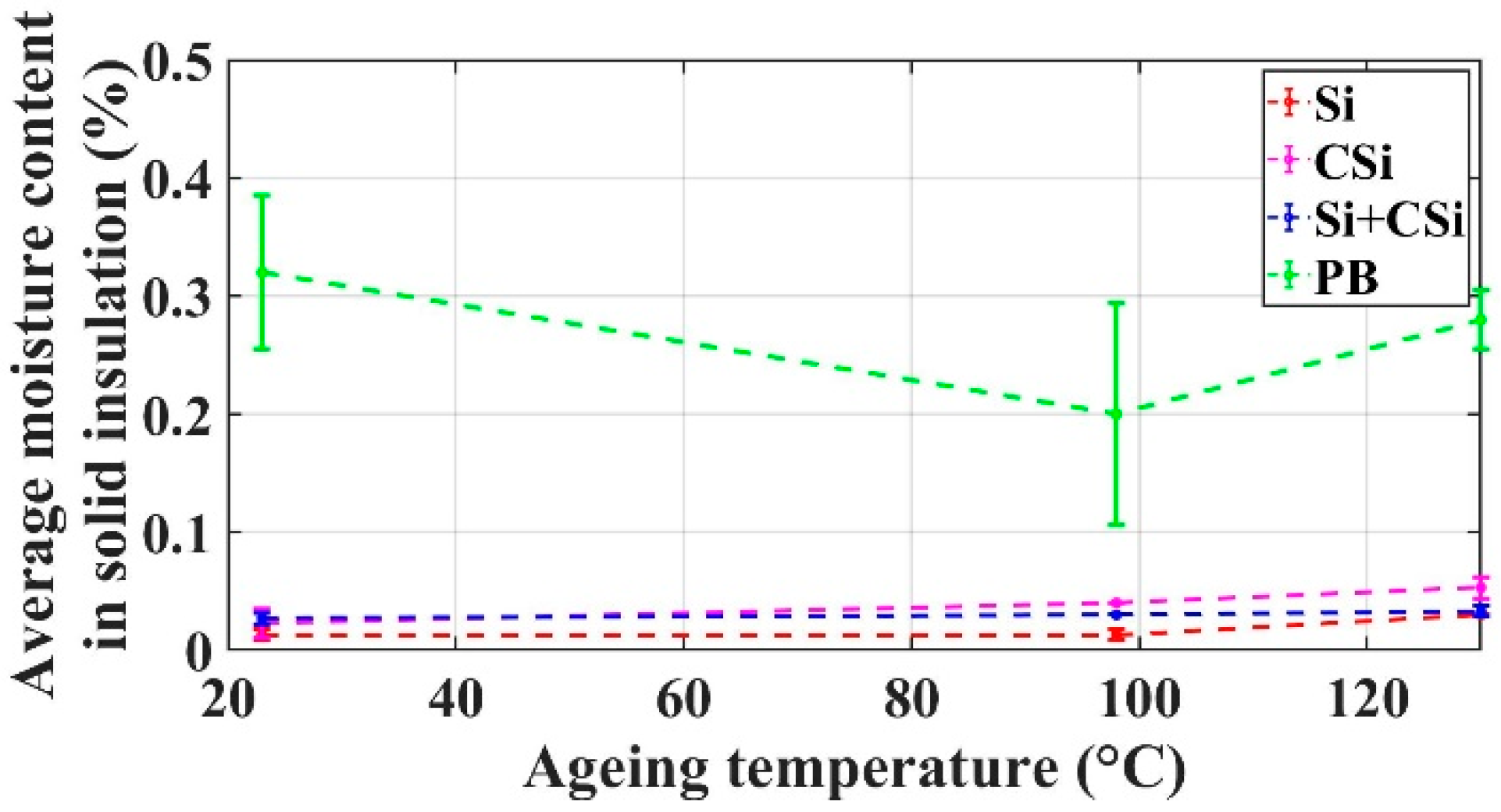
4.2.6. Moisture Content in Solid Insulation
The change in amount of moisture content in solid insulations in samples aged at 23 °C, 98 °C and 130 °C for 360 h is as shown in Figure 11.
From Figure 11, when aged for 360 h at different temperatures, silicone rubber exhibits excellent thermal stability. The silicone rubber samples did not exhibit much change in their moisture content. With increasing ageing temperatures, the degradation rate of PB increases. The moisture drifts between pressboard and oil until an equilibrium is achieved. At 98 °C, the moisture migrates from pressboard to oil and hence the moisture in oil increases (Figure 7), whereas in solid insulation, a decrease in moisture content is observed as shown in Figure 11. At 130 °C, due to degradation of pressboard and mineral oil, overall moisture content in the system increases slightly, as shown in Figure 7 and Figure 11.
5. Conclusions
In this study, three types of silicone rubber, namely, conductive silicone rubber, insulative silicone rubber and silicone rubber with insulative and conductive layers are investigated for their ageing characteristics in mineral oil. For the purpose of comparison, pressboard in mineral oil and mineral oil samples without any other additional insulation samples are also aged under same ageing conditions. The samples are aged over different ageing duration and ageing temperature and its influence on ageing characteristics are investigated.
During ageing, the moisture migrates from mineral oil to solid insulation samples and vice versa until equilibrium is achieved. The results show that the insulative silicone rubber is thermally and chemically more stable when compared with conductive silicone rubber in mineral oil. The conductive silicone rubber loses its hydrophobicity when aged at higher temperature for long durations and absorbs moisture from the mineral oil. For PB samples, the moisture in solid insulation is higher than other samples, whereas it is lower in oil owing to its hydrophilic behaviour. In the absence of solid insulation, the generated moisture largely remains dissolved in mineral oil.
Over different ageing duration and ageing temperatures, BDV is directly influenced by the moisture content in mineral oil. With an increase in amount of moisture in mineral oil, a reduction in BDV is noticed.
For the silicone rubber samples, colour number (CN) is an indicator of impurities in mineral oil. Carbon particles in conductive silicone samples dissolve in oil samples, increasing the colour number of the sample. Si samples are thermally and chemically stable, and hence did not exhibit much change in their colour number. Over ageing duration and ageing temperature, an uptrend in CN is noticed.
The gassing behaviour of mineral oil with various samples indicates that H2 and CH4 are generated at because of the ageing of mineral oil. Ethane, ethylene and acetylene are high temperature gases and are generated only at higher temperatures. Carbon oxides are generated mainly due to deterioration of solid insulation samples. Insulative silicone rubber exhibits less dissolved gases and greater chemical stability compared with other solid insulation materials.
Acid number is an important tool indicating the state of mineral oil. With an increase in ageing duration and temperature, an increased TAN value of samples was observed. Insulative silicone rubber indicates a positive trend in its TAN value.
From the points discussed above, it can be concluded that due to their excellent chemical and thermal stability, insulative silicone rubbers exhibit a great potential to be used as insulative materials in power transformers.
Author Contributions
Conceptualization, S.K. and S.T.; methodology, S.K.; investigation, S.K.; resources, S.T.; data curation, S.K.; writing—original draft preparation, S.K.; writing—review and editing, S.T. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Prevost, T.A.; Oommen, T.V. Cellulose Insulation in Oil-Filled Power Transformers: Part I—History and Development. IEEE Electr. Insul. Mag. 2006, 22, 28–35. [Google Scholar] [CrossRef]
- Zhang, X.; Shen, S.; Xu, Y.; Lei, Q.; Liu, G.; Chen, R.; Li, X. Thermal evaluation of high-temperature insulation system for liquid-immersed transformer. In Proceedings of the Electrical Insulation Conference, Montreal, QC, Canada, 19–22 June 2016; pp. 272–275. [Google Scholar]
- He, L.; Wang, F.; Li, J.; Zahang, T.; Zeeshan, K.M.; He, Y.; Jiang, T. Suppression of surface charge accumulation of dry and oil—Impregnated nomex paper by surface fluorination. In Proceedings of the ICHVE 2018, Athens, Greece, 10–13 September 2018. [Google Scholar]
- Ranga, C.; Chandel, A. Oxidation stability of TUK and nomex insulated power transformers. In Proceedings of the IEEE Annual India Conference (INDICON 2016), Bangalore, India, 16–18 December 2016. [Google Scholar]
- Liu, D.; Tu, Y.; Zhou, Y.; Wang, S.; Chen, J. Study on thermal ageing characteristics of oil-paper and polymer insulation based on acid value test. In Proceedings of the IEEE Conference on Electrical Insulation and Dielectric Phenomena (CEIDP), Des Moines, IA, USA, 19–22 October 2014. [Google Scholar]
- Yue, C.; Wang, W.; Chen, G.; Wu, Y.; He, D. Study on dielectric properties of polymer material in mineral oil under electro-thermal aging. In Proceedings of the Asia-Pacific Power and Energy Engineering Conference, Shanghai, China, 27–29 March 2012. [Google Scholar]
- Yao, G.; Wen, X.; Lan, L.; Han, W.; Liu, H. Effects of transformer oil on insulation performance of RTV silicone rubber (I). High Volt. Eng. 2011, 37, 91–98. [Google Scholar]
- Haramija, V.; Musulin, B.; Vrsaljko, D.; Durina, V. Consequences of rubber incapability with transformer oil. In Proceedings of the 5th International Colloquium on Transformer Research and Asset Management, Opatija, Croatia, 9–12 October 2019. [Google Scholar]
- Bao, Z.; Zhang, Z.; Yuan, X.; Wen, X.; Lan, L.; Hao, L. Influences of transformer oil on performance of RTV silicone rubber. In Proceedings of the IEEE International Conference on High Voltage Engineering and Application (ICHVE), Chengdu, China, 19–22 September 2016. [Google Scholar]
- Gao, Y.; Wang, J.; Liang, X.; Yan, Z.; Liu, Y.; Cai, Y. Investigation on permeation properties of liquids into HTV silicone rubber materials. IEEE Trans. Dielectr. Electr. Insul. 2014, 21, 2428–2437. [Google Scholar] [CrossRef]
- Lutz, B.; Guan, Z.; Wang, L.; Zhang, F.; Lu, Z. Water absorption and water vapor permeation characteristics of HTV silicone rubber material. In Proceedings of the IEEE International Symposium on Electrical Insulation, San Juan, PR, USA, 10–13 June 2012. [Google Scholar]
- Xiangyang, P.; Hongsheng, L.; Rui, W.; Huang, Z.; Wang, Z.; Li, Z. Review on ageing mechanism and service life prediction of silicone rubber composite insulators. High Volt. Electr. Appl. 2018, 54, 1–8. [Google Scholar]
- Yang, Y.; Wang, K.; Yu, Y.; Li, J.; Zhang, S.; Li, G.; Xiang, X.; Wu, G. Effect of mineral oil on electrical properties of HTV silicone rubber under thermal and AC corona ageing. In Proceedings of the IEEE Conference on Electrical Insulation and Dielectric Phenomena (CEIDP), Richland, WA, USA, 20–23 October 2019. [Google Scholar]
- Feng, D.; Yang, L.; Zhou, L.; Liao, R.; Chen, X. Effect of oil-paper, pressboard mass ratio on furfural content in transformer oil. IEEE Trans. Dielectr. Electr. Insul. 2019, 26, 1308–1315. [Google Scholar] [CrossRef]
- Singh, J.; Sood, Y.R.; Verma, P. Impact of Accelerated Stresses on Power Transformer Insulation. Energy Power Eng. 2017, 9, 217–231. [Google Scholar] [CrossRef]
- Singh, J.; Sood, Y.R.; Verma, P. Degradation in Insulating Oil Gases due to Stresses. Int. J. Eng. Adv. Technol. 2019, 8. [Google Scholar] [CrossRef]
- High Grade Nytro Lyra X-Data Sheet. Available online: http://www.intyler-fimaco.com/PDS_Nytro_Lyra_X_EN.pdf (accessed on 13 September 2021).
- Kulkarni, S.V.; Khaparde, S.A. Transformer Engineering Design and Practice; Marcel Dekker Inc.: New York, NY, USA, 2004; p. 381. ISBN 0-8247-5653-3. [Google Scholar]
- International Electrotechnical Commission. Insulating Liquids—Determination of the Breakdown Voltage at Power Frequency—Test Method, 3rd ed.; IEC 60156-1995; International Electrotechnical Commission: Geneva, Switzerland, 1995. [Google Scholar]
- ASTM D1500-12. Standard Test Method for ASTM Color of Petroleum Products (ASTM Color Scale); ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM D 3612. Standard Test Method for Analysis of Gases Dissolved in Electrical Insulating Oil by Gas Chromatography; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM D 664. Standard Test Method for Acid Number of Petroleum Products by Potentiometric Titration; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Shit, S.C.; Shah, P. A review on silicone rubber. Natl. Acad. Sci. Lett. 2013, 36, 355–365. [Google Scholar] [CrossRef]
- Miners, K. Particles and Moisture Effect on Dielectric Strength of Transformer Oil Using VDE Electrodes. IEEE Trans. Power Appar. Syst. 1982, PAS-101, 751–756. [Google Scholar] [CrossRef]
- The effect of added impurities on the breakdown voltage of insulating oils (summary of experimental work). Report (Ref. E/T37) of the British Electrical and Allied Industries Research Association. J. Inst. Electr. Eng. 1929, 67, 750–755. [CrossRef]
- Huang, Y.; Wang, M.; Qiu, H.; Xiang, B.; Zhang, Y. Research and Preparation Method of Flexible Tactile Sensor Material. In Sensors: Focus on Tactile, Force and Stress Sensors; I-Tech: Vienna, Austria, 2008; p. 444. ISBN 978-953-7619-31-2. [Google Scholar]
- Perrier, C.; Marugan, M.; Beroual, A. DGA comparison between ester and mineral oils. IEEE Trans. Dielectr. Electr. Insul. 2012, 19, 1609–1614. [Google Scholar] [CrossRef]
- Wu, F.; Chen, B.; Yan, Y.; Chen, Y.; Pan, M. Degradation of silicone rubbers sealing materials for proton exchange membrane fuel cells under temperature cycling. Polymers 2018, 10, 522. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Atanasova, I.H.; Frotscher, R. Carbon oxides in the interpretation of dissolved gas analysis in transformers and tap changers. IEEE Electr. Insul. Mag. 2010, 26, 22–26. [Google Scholar] [CrossRef]
- Lelekakis, N.; Wijaya, J.; Martin, D.; Susa, D. The effect of acid accumulation in power transformer oil on the aging rate of paper insulation. IEEE Electr. Insul. Mag. 2014, 30, 19–26. [Google Scholar] [CrossRef]
- Augusta, M.; Martins, G.; Gomes, A.R. Comparitive study of thermal degradation of synthetic and natural esters and mineral oil: Effect of Oil type in the thermal degradation of insulating kraft paper. IEEE Electr. Insul. Mag. 2012, 28, 22–28. [Google Scholar]
Figure 1.
(a) Si Sample, (b) CSi Sample, (c) Si + CSi Sample, (d) PB Sample and (e) Preconditioning of samples in vacuum oven.
Figure 1.
(a) Si Sample, (b) CSi Sample, (c) Si + CSi Sample, (d) PB Sample and (e) Preconditioning of samples in vacuum oven.

Figure 2.
Average value and STD of absolute moisture content in different types of mineral oil that are aged at 130 °C for 360 h, 720 h and 1080 h.
Figure 2.
Average value and STD of absolute moisture content in different types of mineral oil that are aged at 130 °C for 360 h, 720 h and 1080 h.

Figure 3.
Average value and STD of breakdown voltage values in different types of mineral oil that are aged at 130 °C for 360 h, 720 h and 1080 h.
Figure 3.
Average value and STD of breakdown voltage values in different types of mineral oil that are aged at 130 °C for 360 h, 720 h and 1080 h.

Figure 4.
Average value and standard deviation of colour number of samples aged at 130 °C for 360 h, 720 h and 1080 h.
Figure 4.
Average value and standard deviation of colour number of samples aged at 130 °C for 360 h, 720 h and 1080 h.

Figure 5.
Average value and standard deviation of TAN of samples aged at 130 °C for 360 h, 720 h and 1080 h.
Figure 5.
Average value and standard deviation of TAN of samples aged at 130 °C for 360 h, 720 h and 1080 h.

Figure 6.
Average value and STD of moisture content in solid insulation samples aged at 130 °C for 360 h, 720 h and 1080 h.
Figure 6.
Average value and STD of moisture content in solid insulation samples aged at 130 °C for 360 h, 720 h and 1080 h.

Figure 7.
Average value and STD of moisture content in mineral oil aged at 23 °C, 98 °C and 130 °C for 360 h.
Figure 7.
Average value and STD of moisture content in mineral oil aged at 23 °C, 98 °C and 130 °C for 360 h.

Figure 8.
Average value and STD of breakdown voltage of mineral oil aged at 23 °C, 98 °C and 130 °C for 360 h.
Figure 8.
Average value and STD of breakdown voltage of mineral oil aged at 23 °C, 98 °C and 130 °C for 360 h.

Figure 9.
Average value and standard deviation of CN of mineral oil aged at 23 °C, 98 °C and 130 °C for 360 h.
Figure 9.
Average value and standard deviation of CN of mineral oil aged at 23 °C, 98 °C and 130 °C for 360 h.

Figure 10.
Average value and standard deviation of TAN of mineral oil aged at 23 °C, 98 °C and 130 °C for 360 h.
Figure 10.
Average value and standard deviation of TAN of mineral oil aged at 23 °C, 98 °C and 130 °C for 360 h.

Figure 11.
Average value and standard deviation of moisture content in solid insulation aged at 23 °C, 98 °C and 130 °C for 360 h.
Figure 11.
Average value and standard deviation of moisture content in solid insulation aged at 23 °C, 98 °C and 130 °C for 360 h.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Dissolved gases in mineral oil of sample type Oil measured at 360 h, 720 h and 1080 h of ageing.
Table 1.
Dissolved gases in mineral oil of sample type Oil measured at 360 h, 720 h and 1080 h of ageing.
| Dissolved Gases | Amount of Gas (ppm) at 360 h | Amount of Gas (ppm) at 720 h | Amount of Gas (ppm) at 1080 h |
|---|---|---|---|
| Hydrogen (H2) | 3.3 | 1.6 | 10.8 |
| Methane (CH4) | 4.8 | 10.4 | 45.0 |
| Ethylene (C2H4) | 1.1 | 1.5 | 4.4 |
| Acetylene (C2H2) | 0.1 | 0.1 | 1.0 |
| Ethane (C2H6) | 0 | 0 | 6.7 |
| Carbon dioxide (CO2) | 48.5 | 61.9 | 251 |
Table 2.
Dissolved gases in mineral oil of sample type Si measured at 360 h, 720 h and 1080 h of ageing.
Table 2.
Dissolved gases in mineral oil of sample type Si measured at 360 h, 720 h and 1080 h of ageing.
| Dissolved Gases | Amount of Gas (ppm) at 360 h | Amount of Gas (ppm) at 720 h | Amount of Gas (ppm) at 1080 h |
|---|---|---|---|
| Hydrogen (H2) | 0.5 | 0.8 | 8.6 |
| Methane (CH4) | 2.4 | 0.16 | 18.1 |
| Ethylene (C2H4) | 1.2 | 1.2 | 35.6 |
| Acetylene (C2H2) | 0.4 | 0.5 | 6.3 |
| Ethane (C2H6) | 0.04 | 0.017 | 0.23 |
| Carbon dioxide (CO2) | 186.7 | 133.2 | 340 |
Table 3.
Dissolved gases in mineral oil of CSi sample type measured at 360 h, 720 h and 1080 h of ageing.
Table 3.
Dissolved gases in mineral oil of CSi sample type measured at 360 h, 720 h and 1080 h of ageing.
| Dissolved Gases | Amount of Gas (ppm) at 360 h | Amount of Gas (ppm) at 720 h | Amount of Gas (ppm) at 1080 h |
|---|---|---|---|
| Hydrogen (H2) | 0.9 | 0.5 | 1.6 |
| Methane (CH4) | 2.2 | 0.7 | 15.2 |
| Ethylene (C2H4) | 2 | 0.6 | 2.9 |
| Acetylene (C2H2) | 0.5 | 0.6 | 5.1 |
| Ethane (C2H6) | 0.044 | 0.013 | 0.13 |
| Carbon dioxide (CO2) | 229.8 | 73.5 | 535.6 |
Table 4.
Dissolved gases in mineral oil of sample type Si + CSi measured at 360 h, 720 h and 1080 h of ageing.
Table 4.
Dissolved gases in mineral oil of sample type Si + CSi measured at 360 h, 720 h and 1080 h of ageing.
| Dissolved Gases | Amount of Gas (ppm) at 360 h | Amount of Gas (ppm) at 720 h | Amount of Gas (ppm) at 1080 h |
|---|---|---|---|
| Hydrogen (H2) | 0.7 | 0.9 | 8.0 |
| Methane (CH4) | 2.3 | 1.7 | 13.3 |
| Ethylene (C2H4) | 1.6 | 2.3 | 4.3 |
| Acetylene (C2H2) | 0.4 | 0.8 | 5.4 |
| Ethane (C2H6) | 0.04 | 0.014 | 0.115 |
| Carbon dioxide (CO2) | 208.3 | 108.7 | 362.9 |
Table 5.
Dissolved gases in mineral oil of sample type PB measured at 360 h, 720 h and 1080 h of ageing.
Table 5.
Dissolved gases in mineral oil of sample type PB measured at 360 h, 720 h and 1080 h of ageing.
| Dissolved Gases | Amount of Gas (ppm) at 360 h | Amount of Gas (ppm) at 720 h | Amount of Gas (ppm) at 1080 h |
|---|---|---|---|
| Hydrogen (H2) | 5.4 | 2.3 | 9.5 |
| Methane (CH4) | 27 | 18.2 | 61.4 |
| Carbon Monoxide (CO) | 0 | 2.8 | 7.2 |
| Ethylene (C2H4) | 5.9 | 3.2 | 14.5 |
| Acetylene (C2H2) | 1.5 | 0.8 | 5.4 |
| Ethane (C2H6) | 0.3 | 0.2 | 1.0 |
| Carbon dioxide (CO2) | 333.8 | 395.2 | 2719.9 |
Table 6.
Dissolved gases in mineral oil of the Oil sample type aged at 23 °C, 98 °C and 130 °C for 360 h.
Table 6.
Dissolved gases in mineral oil of the Oil sample type aged at 23 °C, 98 °C and 130 °C for 360 h.
| Dissolved Gases | Amount of Gas (ppm) in Samples Aged at 23 °C | Amount of Gas (ppm) in Samples Aged at 98 °C | Amount of Gas (ppm) in Samples Aged at 130 °C |
|---|---|---|---|
| Hydrogen (H2) | 0.96 | 1.2 | 3.9 |
| Methane (CH4) | 3.3 | 6 | 7.74 |
| Ethylene (C2H4) | 0 | 0 | 1.1 |
| Acetylene (C2H2) | 0 | 0 | 0.15 |
| Ethane (C2H6) | 0 | 0.03 | 0.03 |
| Carbon dioxide (CO2) | 9.55 | 21.25 | 46.42 |
Table 7.
Dissolved gases in mineral oil of sample type Si aged at 23 °C, 98 °C and 130 °C for 360 h.
Table 7.
Dissolved gases in mineral oil of sample type Si aged at 23 °C, 98 °C and 130 °C for 360 h.
| Dissolved Gases | Amount of Gas (ppm) in Samples Aged at 23 °C | Amount of Gas (ppm) in Samples Aged at 98 °C | Amount of Gas (ppm) in Samples Aged at 130 °C |
|---|---|---|---|
| Hydrogen (H2) | 0.6 | 1.03 | 0.74 |
| Methane (CH4) | 0 | 4.4 | 5.52 |
| Ethylene (C2H4) | 0 | 0.1 | 1.59 |
| Acetylene (C2H2) | 0 | 0 | 0.32 |
| Ethane (C2H6) | 0.01 | 0.01 | 0.03 |
| Carbon dioxide (CO2) | 18.98 | 18.29 | 165.92 |
Table 8.
Dissolved gases in mineral oil of sample type CSi aged at 23 °C, 98 °C and 130 °C for 360 h.
Table 8.
Dissolved gases in mineral oil of sample type CSi aged at 23 °C, 98 °C and 130 °C for 360 h.
| Dissolved Gases | Amount of Gas (ppm) in Samples Aged at 23 °C | Amount of Gas (ppm) in Samples Aged at 98 °C | Amount of Gas (ppm) in Samples aged at 130 °C |
|---|---|---|---|
| Hydrogen (H2) | 0.48 | 0.5 | 0.98 |
| Methane (CH4) | 0 | 4.21 | 4.06 |
| Ethylene (C2H4) | 0 | 0.77 | 2.04 |
| Acetylene (C2H2) | 0 | 0 | 0.59 |
| Ethane (C2H6) | 0.01 | 0.02 | 0.04 |
| Carbon dioxide (CO2) | 19.26 | 79.63 | 190.07 |
Table 9.
Dissolved gases in mineral oil of sample type Si + CSi aged at 23 °C, 98 °C and 130 °C for 360 h.
Table 9.
Dissolved gases in mineral oil of sample type Si + CSi aged at 23 °C, 98 °C and 130 °C for 360 h.
| Dissolved Gases | Amount of Gas (ppm) in Samples Aged at 23 °C | Amount of Gas (ppm) in Samples Aged at 98 °C | Amount of Gas (ppm) in Samples Aged at 130 °C |
|---|---|---|---|
| Hydrogen (H2) | 0.63 | 1.52 | 1.04 |
| Methane (CH4) | 0 | 5.07 | 5.51 |
| Ethylene (C2H4) | 0 | 0 | 1.82 |
| Acetylene (C2H2) | 0 | 0 | 0.36 |
| Ethane (C2H6) | 0.01 | 0.02 | 0.03 |
| Carbon dioxide (CO2) | 20.09 | 23.32 | 149.33 |
Table 10.
Dissolved gases in mineral oil of sample type PB aged at 23 °C, 98 °C and 130 °C for 360 h.
Table 10.
Dissolved gases in mineral oil of sample type PB aged at 23 °C, 98 °C and 130 °C for 360 h.
| Dissolved Gases | Amount of Gas (ppm) in Samples Aged at 23 °C | Amount of Gas (ppm) in Samples Aged at 98 °C | Amount of Gas (ppm) in Samples Aged at 130 °C |
|---|---|---|---|
| Hydrogen (H2) | 0.6 | 3.23 | 6.2 |
| Methane (CH4) | 8 | 18.5 | 29.2 |
| Ethylene (C2H4) | 0 | 0.9 | 3.6 |
| Ethane (C2H6) | 0.01 | 0.02 | 0.03 |
| Carbon dioxide (CO2) | 20.09 | 23.32 | 149.33 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Karambar, S.; Tenbohlen, S. Compatibility Study of Silicone Rubber and Mineral Oil. Energies 2021, 14, 5899. https://doi.org/10.3390/en14185899
AMA Style
Karambar S, Tenbohlen S. Compatibility Study of Silicone Rubber and Mineral Oil. Energies. 2021; 14(18):5899. https://doi.org/10.3390/en14185899
Chicago/Turabian StyleKarambar, Smitha, and Stefan Tenbohlen. 2021. "Compatibility Study of Silicone Rubber and Mineral Oil" Energies 14, no. 18: 5899. https://doi.org/10.3390/en14185899
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.