
Small-Scaled Production of Blue Hydrogen with Reduced Carbon Footprint



Abstract
:1. Introduction
2. Materials and Methods
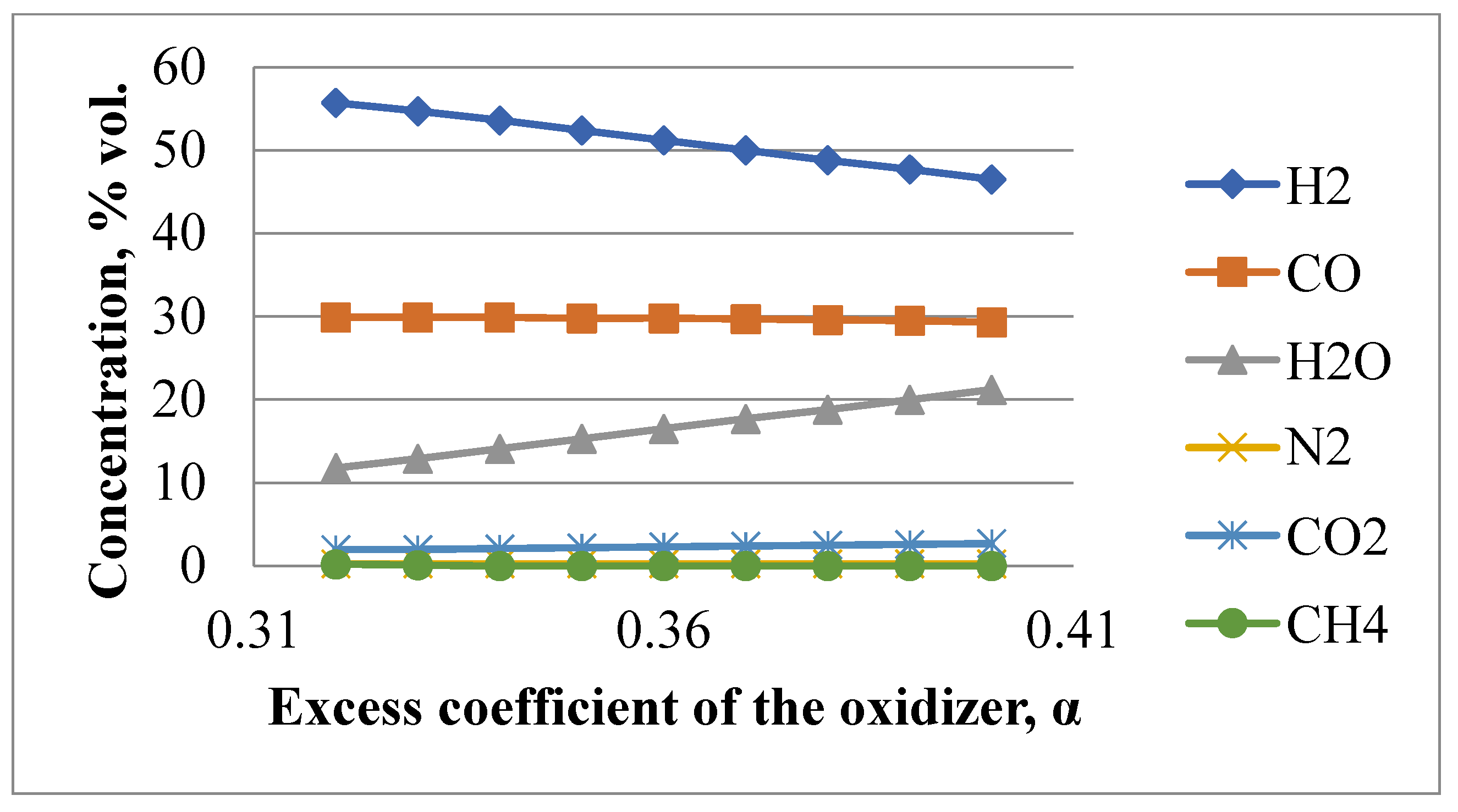
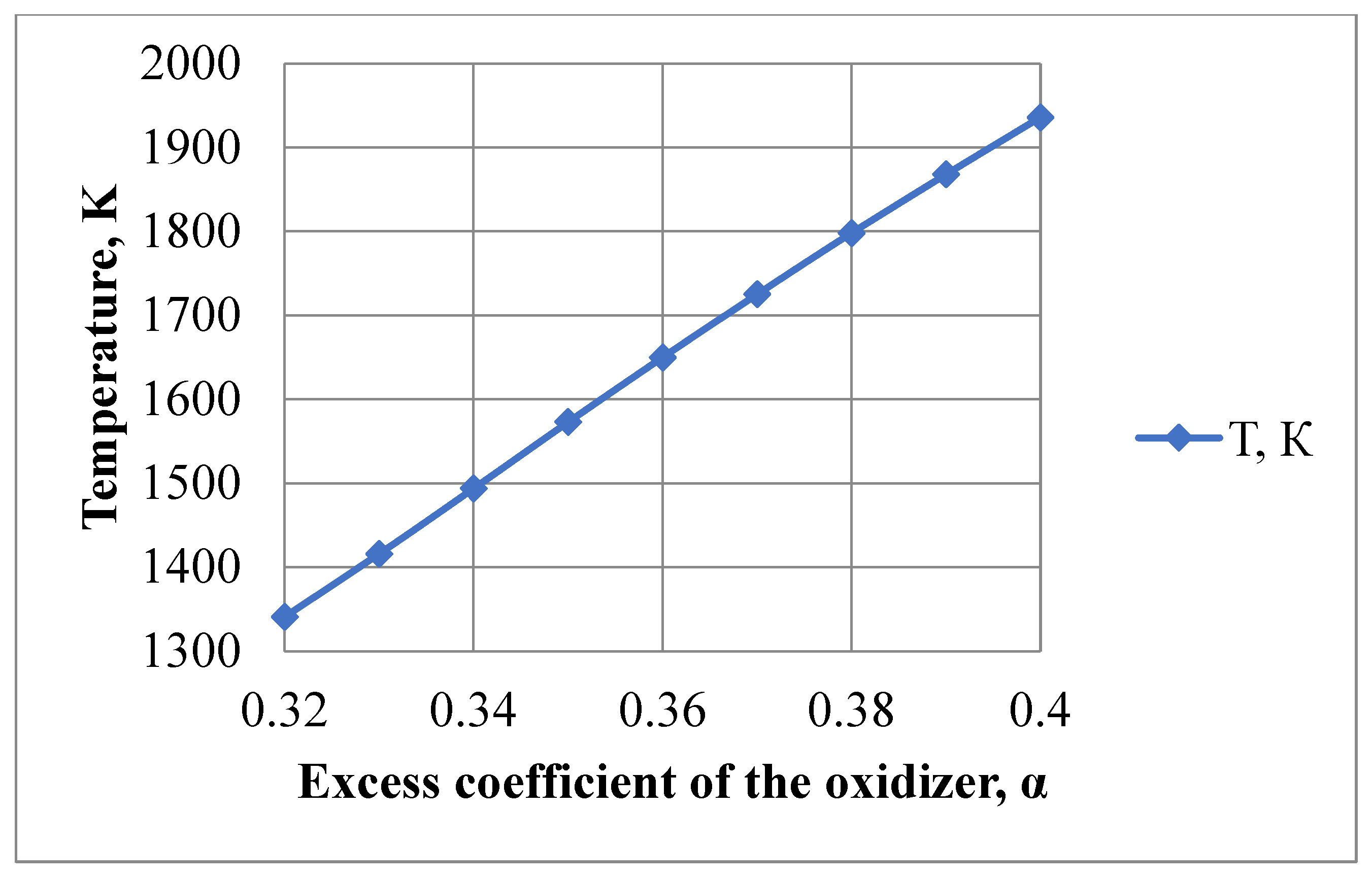
2.1. Thermodynamics of Natural Gas POX
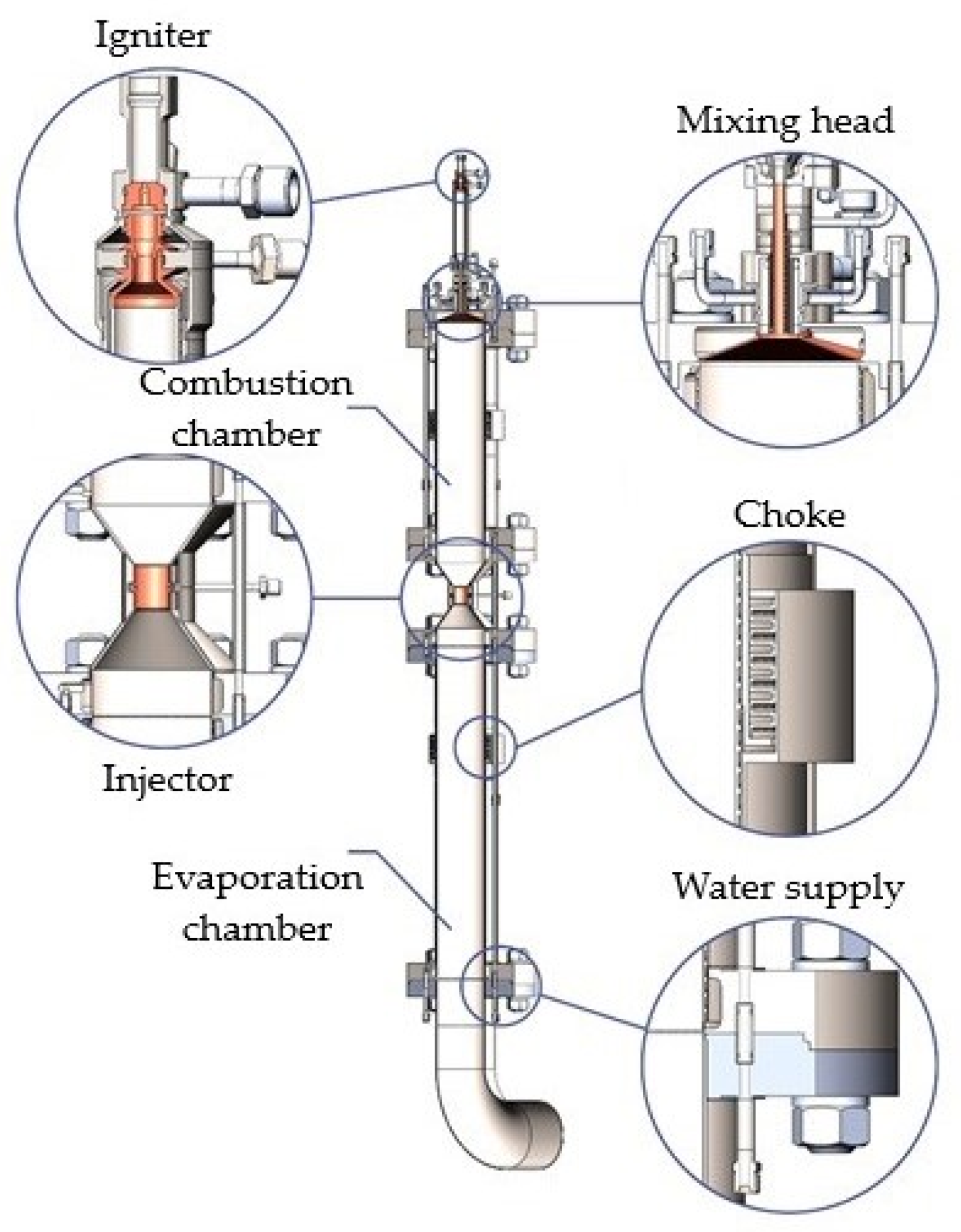
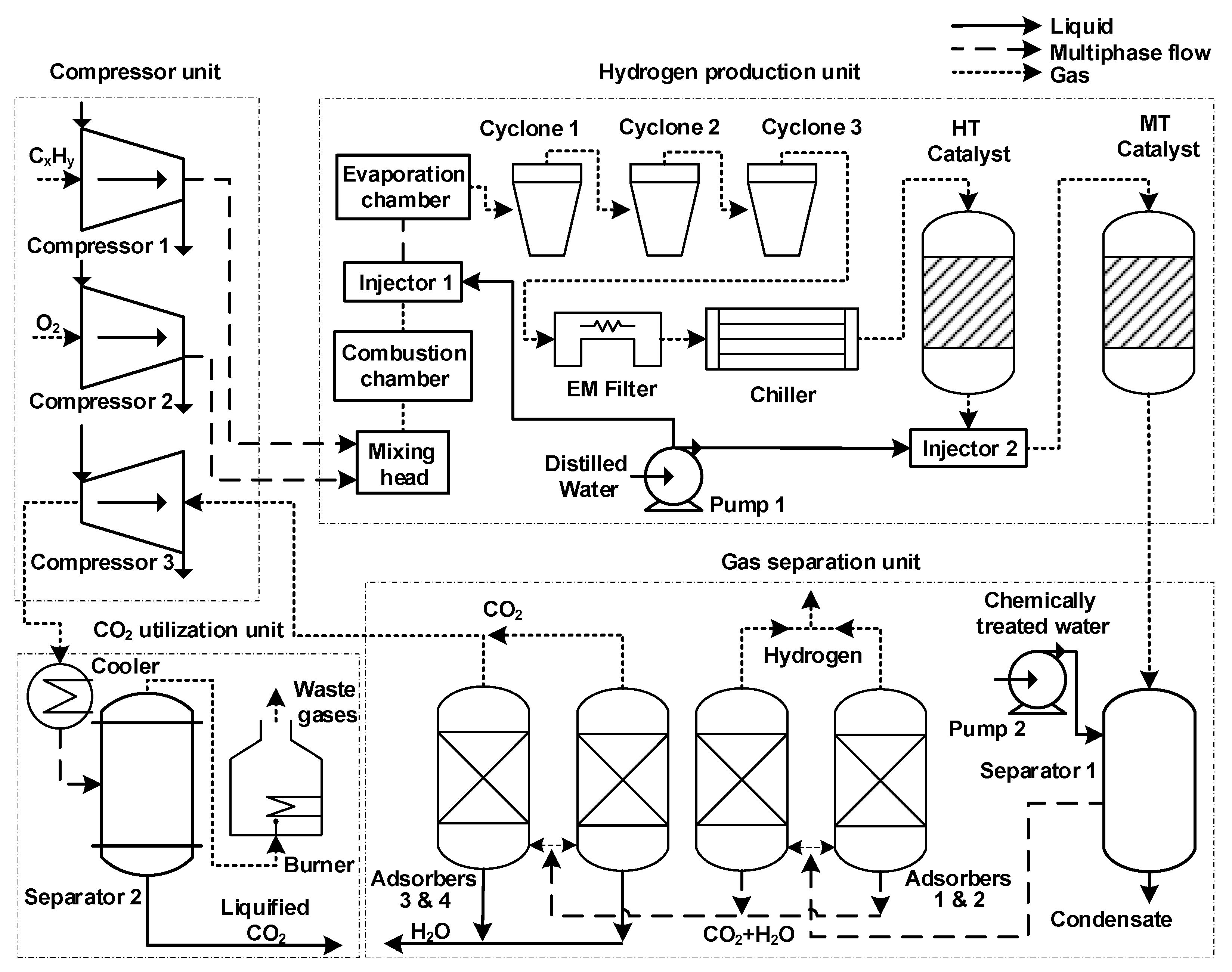
2.2. Design of Gas Generator
3. Results
4. Discussion
4.1. Theoretical Contributions
4.2. Practical Implications
4.3. Future Avenues
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Litvinenko, V.S.; Tsvetkov, P.S.; Dvoynikov, M.V.; Buslaev, G.V. Barriers to implementation of hydrogen initiatives in the context of global energy sustainable development. J. Min. Inst. 2020, 244, 421. [Google Scholar] [CrossRef]
- Dawood, F.; Anda, M.; Shafiullah, G.M. Hydrogen production for energy: An overview. Int. J. Hydrogen Energy 2020, 45, 3847–3869. [Google Scholar] [CrossRef]
- Tarasov, B.P.; Lototsky, M.V.; Yartys, V.A. The Problem of hydrogen storage and prospects for using hydrides for hydrogen storage. Russ. Chem. J. 2006, 6, 34–48. [Google Scholar]
- Rusman, N.A.A.; Dahari, M.A. Review on the current progress of metal hydrides material for solid-state hydrogen storage applications. Int. J. Hydrogen Energy 2016, 41, 12108–12126. [Google Scholar] [CrossRef]
- Bellosta von Colbe, J.; Ares, J.R.; Barale, J.; Baricco, M.; Buckley, C.; Capurso, G.; Gallandat, N.; Grant, D.M.; Guzik, M.N.; Jacob, I.; et al. Application of hydrides in hydrogen storage and compression: Achievements, outlook and perspectives. Int. J. Hydrogen Energy 2019, 44, 7780–7808. [Google Scholar] [CrossRef]
- Dvoynikov, M.; Buslaev, G.; Kunshin, A.; Sidorov, D.; Kraslawski, A.; Budovskaya, M. New concepts of hydrogen production and storage in Arctic region. Resources 2021, 10, 3. [Google Scholar] [CrossRef]
- Ilinova, A.; Chanysheva, A. Algorithm for assessing the prospects of offshore oil and gas projects in the Arctic. Energy Rep. 2020, 6, 504–509. [Google Scholar] [CrossRef]
- Tsvetkov, P.S.; Fedoseev, S.V. Analysis of project organization specifics in small-scale LNG production. J. Min. Inst. 2021, 246, 678–686. [Google Scholar] [CrossRef]
- Ostadi, M.; Paso, K.G.; Rodriguez-Fabia, S.; Oi, L.E.; Manenti, F.; Hillestad, M. Process Integration of Green Hydrogen: Decarbonization of Chemical Industries. Energies 2020, 13, 4859. [Google Scholar] [CrossRef]
- Parkinson, B.; Tabatabaei, M.; Upham, D.C.; Ballinger, B.; Greig, C.; Smart, S.; McFarland, E. Hydrogen production using methane: Techno economics of decarbonizing fuels and chemicals. Int. J. Hydrogen Energy 2017, 43, 2540–2555. [Google Scholar] [CrossRef]
- Abbas, H.F.; Wan Daud, W.M.A. Hydrogen production by methane decomposition: A review. Int. J. Hydrogen Energy 2010, 35, 1160–1190. [Google Scholar] [CrossRef]
- Dal, P.Y.; Christensen, T.S.; Winter-Madsen, S. Technology of autothermal reforming for modern large-scale methanol plants. In Proceedings of the International Conference “Nitrogen and Syngas—2014”, Paris, France, 24–27 February 2014; p. 14. [Google Scholar]
- Chen, W.H.; Chen, C.Y. Water gas shift reaction for hydrogen production and carbon dioxide capture: A review. Appl. Energy 2020, 258, 114078. [Google Scholar] [CrossRef]
- Bazhin, V.Y.; Trushnikov, V.E.; Suslov, A.P. Simulation of partial oxidation of natural gas in a resource-saving reactor mixer. IOP Conf. Ser. Mater. Sci. Eng. 2020, 862, 032076. [Google Scholar] [CrossRef]
- Liu, K.; Song, C.; Subraman, V. (Eds.) Hydrogen and Syngas Production and Purification Technologies; John Wiley & Sons: Hoboken, NJ, USA, 2010; p. 564. [Google Scholar]
- Indarto, A.; Palguandi, J. (Eds.) Syngas Production, Application and Environmental Impact; Nova Science Publishers: New York, NY, USA, 2013; p. 365. [Google Scholar]
- Makhlin, V.A.; Tsetseruk, Y.R. Modern technologies for producing synthesis gas from natural and associated gas. Chem. Ind. Today 2010, 3, 6–17. [Google Scholar]
- Pena, M.; Gomez, J.; Fierro, J.L.G. New catalytic routes for syngas and hydrogen production. Appl. Catal. A Gen. 1996, 144, 7–57. [Google Scholar] [CrossRef]
- York, A.P.E.; Xiao, T.; Green, M.L.H. Brief overview of the partial oxidation of methane to synthesis gas. Top. Catal. 2003, 22, 345–358. [Google Scholar] [CrossRef]
- Arutyunov, V.S.; Savchenko, V.I.; Sedov, I.V. New concepts for the development of low-tonnage gas chemistry. Oil Gas Chem. 2014, 4, 19–23. [Google Scholar]
- Bilera, I.V.; Borisov, A.A.; Borunova, A.B.; Kolbanovsky, Y.A.; Korolev, Y.M.; Rossikhin, Y.V.; Troshin, I.V. Formation of highly dispersed soot during synthesis gas production under methane combustion conditions. Gas Chem. 2010, 3, 72–78. [Google Scholar]
- Kato, T.; Kubota, M.; Kobayashi, N.; Suzuoki, Y. Effective utilization of by-product oxygen from electrolysis hydrogen production. Energy 2005, 30, 2580–2595. [Google Scholar] [CrossRef]
- Kulchakovsky, P.I.; Mitberg, E.B.; Ermolaev, I.S.; Ermolaev, V.S.; Solomonik, I.G.; Mordkovich, V.Z. Investigation of the process of non-catalytic high-temperature partial oxidation of methane to obtain synthesis gas. Thermal Process. Technol. 2016, 8, 117–125. [Google Scholar]
- Lugvishchuk, D.S.; Kulchakovsky, P.I.; Mitberg, E.B.; Mordkovich, V.Z. Soot Formation in the Methane Partial Oxidation Process under Conditions of Partial Saturation with Water Vapor. Petroleum Chem. 2018, 58, 427–433. [Google Scholar] [CrossRef]
- Zagashvili, Y.V. Technology of hydrogen production using small-sized transportable plants based on high-temperature synthesis gas generators. Probl. Mater. Sci. 2017, 2, 92–109. [Google Scholar]
- Zagashvili, Y.V.; Levikhin, A.A.; Kuzmin, A.M. Basics of designing three-component synthesis gas generators. Oil Gas Chem. 2017, 4, 9–16. [Google Scholar]
- Sister, V.G.; Borisov, A.A.; Troshin, K.Y. Partial oxidation of methane in combustion and autoignition modes. Chem. Phys. 2006, 25, 61–68. [Google Scholar]
- Aniskevich, Y.V.; Krasnik, V.V.; Filimonov, Y.N. Choice of operating parameters of the process of partial gas-phase oxidation of methane with atmospheric oxygen in order to obtain synthesis gas of the required composition. J. Appl. Chem. 2009, 82, 1335–1341. [Google Scholar]
- Brüggemann, P.; Seifert, P.; Meyer, B.; Müller-Hagedorn, M. Influence of Temperature and Pressure on the Non-Catalytic Partial Oxidation of Natural Gas. Chem. Prod. Process Model. 2010, 5, 1–24. [Google Scholar] [CrossRef]
- Zhou, X.; Chen, C.; Wang, F. Multi-dimensional modeling of non-catalytic partial oxidation of natural gas in a high pressure reformer. Int. J. Hydrogen Energy. 2010, 35, 1620–1629. [Google Scholar] [CrossRef]
- Jaber, O.; Naterer, G.F.; Dincer, I. Natural gas usage as a heat source for integrated SMR and thermochemical hydrogen production technologies. Int. J. Hydrogen Energy 2010, 35, 8569–8579. [Google Scholar] [CrossRef]
- Xu, Y.; Dai, Z.; Li, C.; Li, X.; Zhou, Z.; Yu, G.; Wang, F. Numerical simulation of natural gas non-catalytic partial oxidation reformer. Int. J. Hydrogen Energy 2014, 39, 9149–9157. [Google Scholar] [CrossRef]
- Filimonov, Y.N.; Zagashvili, Y.V.; Savchenko, G.B.; Levikhin, A.A. Method for Producing Hydrogen from Hydrocarbon Raw Materials. Patent No. 2561077, 20 August 2015. [Google Scholar]
- Zagashvili, Y.V.; Kuzmin, A.M. Low-Tonnage Hydrogen Production Unit. Patent No. 184920, 22 August 2021. [Google Scholar]
- Zagashvili, Y.V.; Efremov, V.N.; Golosman, E.Z.; Kuzmin, A.M. Cu-Zn-cement-containing catalyst for two-stage steam reforming of carbon monoxide in hydrogen plants. In Proceedings of the Scientific Conference “Actual Problems of Theory and Practice of Heterogeneous Catalysts and Adsorbents”, Ivanovo, Russia, 26–30 June 2018; Volume 2, pp. 117–118. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Values |
|---|---|
| Syngas production rate | 200–10,000 nm3/h |
| Regulation range | +/−15% |
| Component feed pressure, MPa | 0.2–8.0 |
| Temperature in combustion chamber, K | 1300–3500 |
| SGG inner diameter, m | 0.1–0.5 |
| SGG length, m | 0.5–5.0 |
| Oxidizer type | oxygen, air, enriched air |
| Aggregation state of raw materials | gas, liquid |
| SGG mass, kg | 30–300 |
| HT Catalyst Composition, % Mass | Temperature, °C | ||
| 300 | 400 | 550 | |
| CO Conversion Degree, % | |||
| CuO—27.0 ± 4.0; ZnO—40.0 ± 4, aluminum calcium cement | 0.960 | 0.930 | 0.840 |
| MT Catalyst Composition, % Mass | Temperature, °C | ||
| 200 | 300 | 350 | |
| CO Conversion Degree, % | |||
| CuO—48.0 ± 3.0; ZnO—22.5 ± 2.5, aluminum calcium cement | 0.980 | 0.970 | 0.960 |
| Stream | Composition of Gas Mixture, % vol. | T, °C | P, MPa | |||||
|---|---|---|---|---|---|---|---|---|
| H2 | CO | CO2 | CH4 | H2O | N2 | |||
| Outlet of the combustion chamber | 52.4 | 29.8 | 2.1 | 0.0 | 15.3 | 0.2 | 1570 | 3.5 |
| Outlet of the evaporation chamber | 40.8 | 21.8 | 2.6 | 0.8 | 33.8 | 0.2 | 900 | 3.3 |
| Inlet of the HT unit | 40.8 | 21.8 | 2.6 | 0.8 | 33.8 | 0.2 | 300 | 3.3 |
| Outlet of the HT unit | 61.0 | 1.6 | 22.8 | 0.9 | 13.5 | 0.2 | 495 | 3.2 |
| Inlet of the MT unit | 58.3 | 1.5 | 21.8 | 0.9 | 17.3 | 0.2 | 250 | 3.2 |
| Outlet of the MT unit | 59.7 | 0.1 | 23.2 | 0.9 | 15.9 | 0.2 | 265 | 3.1 |
| Outlet of the separator | 70.8 | 0.1 | 27.5 | 1.0 | 0.4 | 0.2 | 40 | 3 |
| Outlet of adsorbers 1 and 2 | 0.02 | 0.3 | 94.2 | 3.4 | 1.4 | 0.7 | 7 | 3 |
| Outlet of adsorbers 3 and 4 | 0.02 | 0.35 | 95.5 | 3.47 | 0 | 0.7 | 7 | 1.7 |
| Outlet of the compressor 3 | 0.02 | 0.35 | 95.5 | 3.47 | 0 | 0.7 | 7 | 1.7 |
| Outlet of the separator 2 | 0 | 0 | 1 | 0 | 0 | 0 | 23.1 | 1.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zagashvili, Y.; Kuzmin, A.; Buslaev, G.; Morenov, V. Small-Scaled Production of Blue Hydrogen with Reduced Carbon Footprint. Energies 2021, 14, 5194. https://doi.org/10.3390/en14165194
Zagashvili Y, Kuzmin A, Buslaev G, Morenov V. Small-Scaled Production of Blue Hydrogen with Reduced Carbon Footprint. Energies. 2021; 14(16):5194. https://doi.org/10.3390/en14165194
Chicago/Turabian StyleZagashvili, Yuriy, Aleksey Kuzmin, George Buslaev, and Valentin Morenov. 2021. "Small-Scaled Production of Blue Hydrogen with Reduced Carbon Footprint" Energies 14, no. 16: 5194. https://doi.org/10.3390/en14165194