Enhanced Flexible Algorithm for the Optimization of Slot Filling Factors in Electrical Machines †

 ,
,  , and
, and
Abstract
:1. Introduction
2. State-of-the-Art Slot Filling Factor Optimization Algorithms
3. Proposed Enhanced Algorithmic Approach
3.1. Slot Geometrical Features Definition
3.2. Magnet Wire Data
- 1.
- Round wire geometrical data:
- dcu diameter wire without insulation;
- dmax maximum diameter of wire with insulation;
- xc and yc coordinates of wire center.
- 2.
- Rectangular wire geometrical data:
- L1cu width of the rectangular wire without insulation;
- L2cu height of the rectangular wire without insulation;
- L1max maximum width of the rectangular wire with insulation;
- L2max maximum height of the rectangular wire with insulation;
- rcorner corner radius;
- xc and yc coordinates of the wire center.
- 3.
- Hexagonal wire geometrical data:
- rcu radius of circumference circumscribed to the hexagon without insulation;
- rmax maximum radius of circumference circumscribed to the hexagon with insulation;
- xc and yc coordinates of the wire center.
- phi (ϕ) rotation angle of the hexagon.
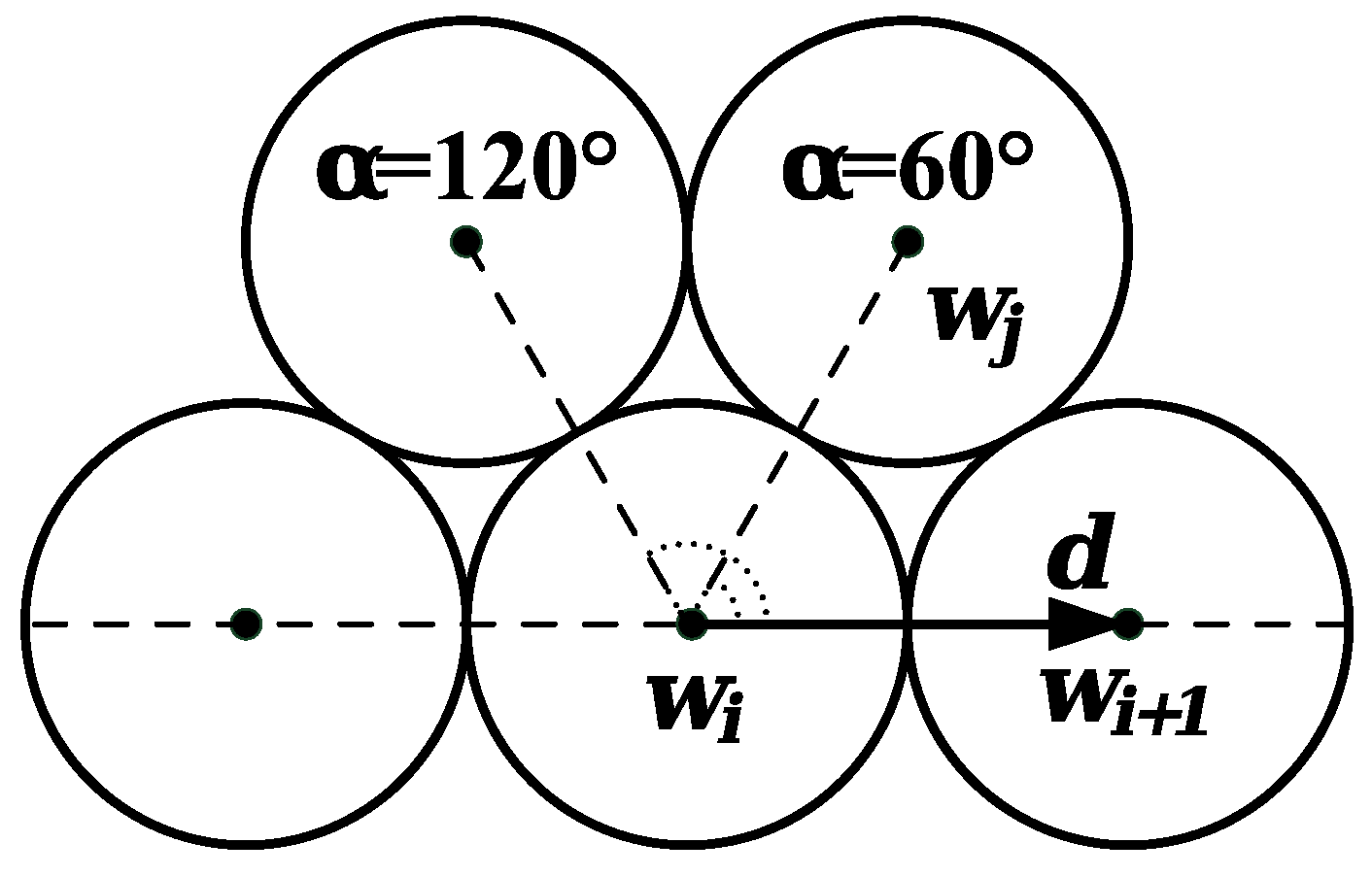
3.3. Constraints for Wire Distribution and Placement
- distance between the wire and a part (arc or line) of the slot insulation sheet profile;
- distance between the new wire and an existing wire.
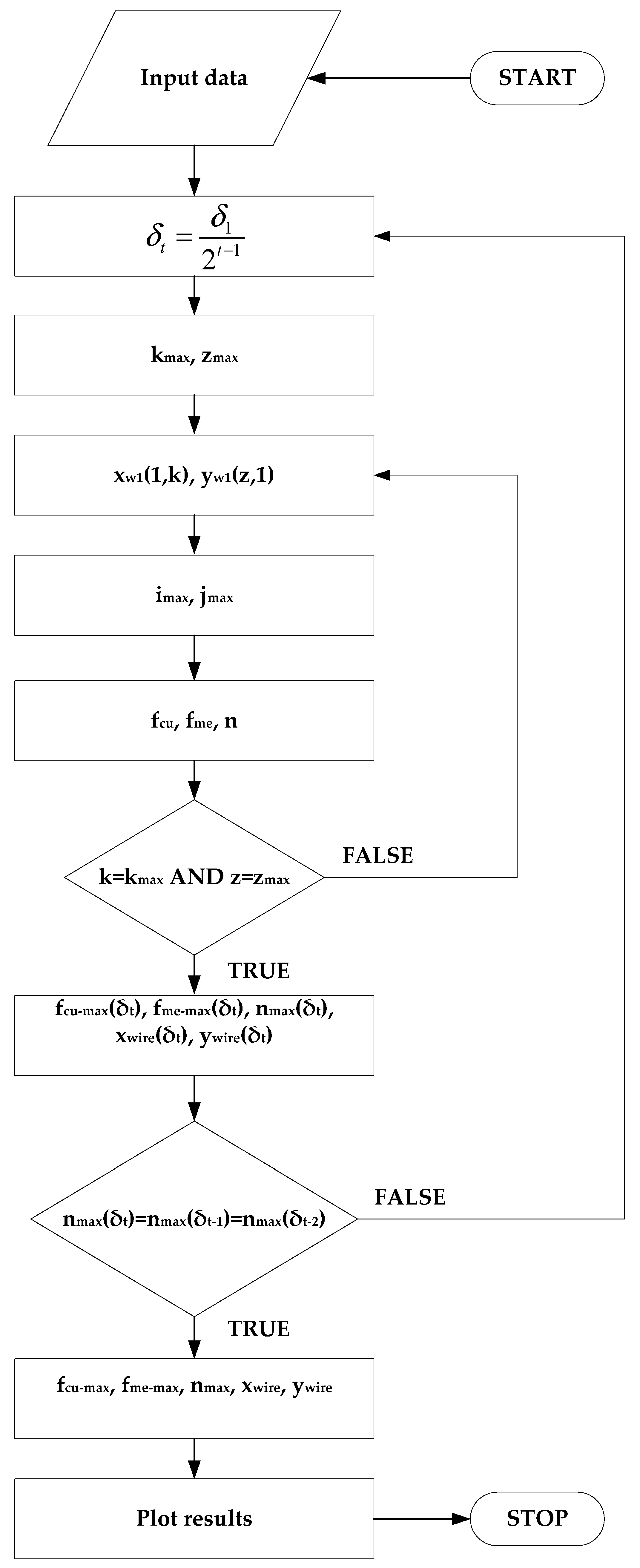
3.4. The Algorithm Procedure
- The algorithm asks for, as input data, the wire shape, the type of positioning and the slot profile to be used;
- The geometric dimensions of the wire and the slot and the value of the safety distance are defined in an input file;
- The algorithm proceeds by plotting the slot profile;
- Subsequently, the algorithm proceeds to position the wires; for fixed coordinates of the first wire, for each of them, it checks the overlapping conditions and calculates the number of positioned wires and the value of the electrical and mechanical filling factors;
- The algorithm repeats the evaluation procedure for each possible pair of the initial wire coordinates and generates an array for each quantity of interest;
- It searches the best wire arrangement case (characterized by nmax wires per slot, fcu-max and fme-max) and their corresponding coordinates to the first wire;
- The algorithm repeats the procedure until to the maximum value of the number of wires positioned nmax presents the same value for three consecutive δt values;
- Finally, from the knowledge of the first wire position, the algorithm proceeds by plotting the slot profile containing the wires and provides, in an output, the maximum number of positioned wires nmax, the best values of the electrical and mechanical slot filling factors fcu-max and fme-max and the coordinates of all positioned wires (xwire, ywire).
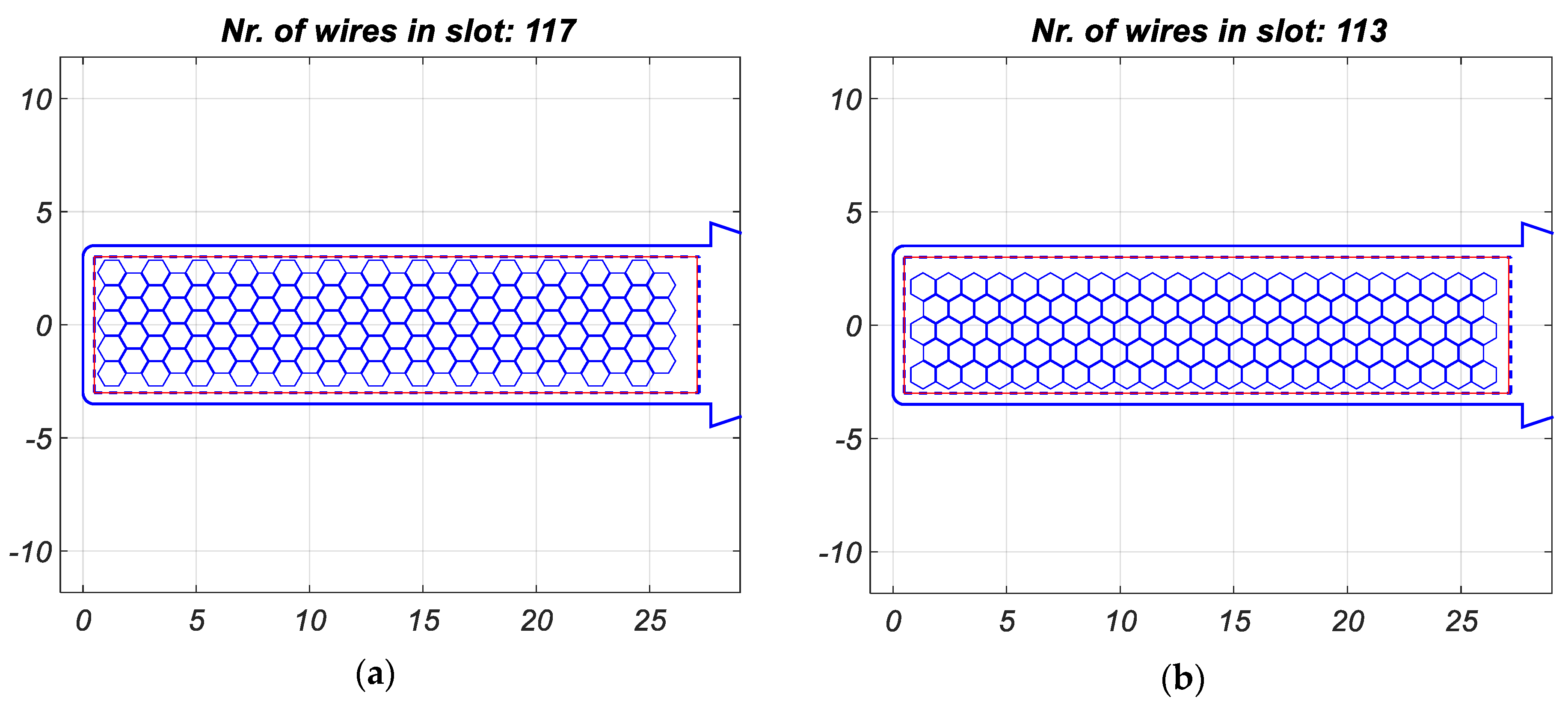
4. Cases of Study
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- You, Y.-M. Optimal Design of PMSM Based on Automated Finite Element Analysis and Metamodeling. Energies 2019, 12, 4673. [Google Scholar] [CrossRef] [Green Version]
- Caruso, M.; di Tommaso, A.O.; Lombardo, M.; Miceli, R.; Nevoloso, C.; Spataro, C. Maximum Torque Per Ampere control algorithm for low saliency ratio interior permanent magnet synchronous motors. In Proceedings of the 2017 IEEE 6th International Conference on Renewable Energy Research and Applications (ICRERA), San Diego, CA, USA, 5–8 November 2017; pp. 1186–1191. [Google Scholar]
- Caruso, M.; di Tommaso, A.O.; Miceli, R.; Nevoloso, C.; Spataro, C.; Trapanese, M. Maximum Torque per Ampere Control Strategy for Low-Saliency Ratio IPMSMs. Int. J. Renew. Energy Res. 2019, 9, 374–383. [Google Scholar]
- L-Refaie, A.M.E. Fractional-slot concentrated-windings synchronous permanent magnet machines: Opportunities and challenges. IEEE Trans. Ind. Electron. 2010, 57, 107–121. [Google Scholar] [CrossRef]
- Schiefer, M.; Doppelbauer, M. Indirect slot cooling for high-power-density machines with concentrated winding. In Proceedings of the 2015 IEEE International Electric Machines Drives Conference (IEMDC), Coeur d’Alene, ID, USA, 10–13 May 2015; pp. 1820–1825. [Google Scholar]
- Hofmann, B.; Bickel, B.; Bräuer, P.; Leder, M.; Franke, J. Theoretical benefits of powder-coating based insulation layers regarding copper fill factor in electric drives. In Proceedings of the 2016 6th International Electric Drives Production Conference (EDPC), Nuremberg, Germany, 30 November–1 December 2016; pp. 172–176. [Google Scholar]
- Kulan, M.C.; Baker, N.J.; Widmer, J.D. Design of a high fill factor permanent magnet integrated starter generator with compressed stator windings. In Proceedings of the 2016 XXII International Conference on Electrical Machines (ICEM), Lausanne, Switzerland, 4–7 September 2016; pp. 1513–1519. [Google Scholar]
- Fyhr, P.; Domingues, G.; Reinap, A.; Andersson, M.; Alaküla, M. Performance and manufacturability tradeoffs of different electrical machine designs. In Proceedings of the 2017 IEEE International Electric Machines and Drives Conference (IEMDC), Miami, FL, USA, 21–24 May 2017; pp. 1–7. [Google Scholar]
- Torreggiani, A.; Bianchini, C.; Davoli, M.; Bellini, A. Design for Reliability: The Case of Fractional-Slot Surface Permanent-Magnet Machines. Energies 2019, 12, 1691. [Google Scholar] [CrossRef] [Green Version]
- Cheng, L.; Sui, Y.; Zheng, P.; Yin, Z.; Wang, C. Influence of Stator MMF Harmonics on the Utilization of Reluctance Torque in Six-Phase PMA-SynRM with FSCW. Energies 2018, 11, 108. [Google Scholar] [CrossRef] [Green Version]
- Caruso, M.; Di Tommaso, A.O.; Marignetti, F.; Miceli, R.; Ricco Galluzzo, G. A General Mathematical Formulation for Winding Layout Arrangement of Electrical Machines. Energies 2018, 11, 446. [Google Scholar] [CrossRef] [Green Version]
- Stenzel, P.; Dollinger, P.; Richnow, J.; Franke, J. Innovative needle winding method using curved wire guide in order to significantly increase the copper fill factor. In Proceedings of the 2014 17th International Conference on Electrical Machines and Systems (ICEMS), Hangzhou, China, 22–25 October 2014; pp. 3047–3053. [Google Scholar]
- Hagrn, J.; Blanc, F.S.-L.; Fleischer, J. Handbook of Coil Winding, Technologies for Efficient Electrical Wound Products and Their Automated Production; Springer: Berlin, Germany, 2017. [Google Scholar]
- Gerngroß, M.; Herrmann, P.; Westermaier, C.; Endisch, C. Highly flexible needle winding kinematics for traction stators based on a standard industrial robot. In Proceedings of the 2017 7th International Electric Drives Production Conference (EDPC), Würzburg, Germany, 5–6 December 2017; pp. 1–7. [Google Scholar]
- Raabe, N. An algorithm for the filling factor calculation of electrical machines standard slots. In Proceedings of the 2014 International Conference on Electrical Machines (ICEM), Berlin, Germany, 2–5 September 2014; pp. 981–986. [Google Scholar]
- Richter, R.; Brüderlink, R. Elektrische Maschinen; Springer: Berlin/Heidelberg, Germany, 1954; Volume 4. [Google Scholar]
- Jaksic, D. Getting rid of the air, or how to maximize winding fill factor (ID 81). In Proceedings of the 2011 1st International Electric Drives Production Conference, Nuremberg, Germany, 28–29 September 2011; pp. 84–87. [Google Scholar]
- di Tommaso, A.O.; Genduso, F.; Miceli, R.; Nevoloso, C. Fast procedure for the calculation of maximum slot filling factors in electrical machines. In Proceedings of the 2017 Twelfth International Conference on Ecological Vehicles and Renewable Energies (EVER), Monte Carlo, Monaco, 11–13 April 2017; pp. 1–8. [Google Scholar]
- Caruso, M.; di Tommaso, A.O.; Miceli, R.; Nevoloso, C. Algorithmic Approach for Slot Filling Factors Determination in Electrical Machines. In Proceedings of the 2018 7th International Conference on Renewable Energy Research and Applications (ICRERA), Paris, France, 14–17 October 2018; pp. 1489–1494. [Google Scholar]
- Herrmann, P.; Stenzel, P.; Vögele, U.; Endisch, C. Optimization algorithms for maximizing the slot filling factor of technically feasible slot geometries and winding layouts. In Proceedings of the 2016 6th International Electric Drives Production Conference (EDPC), Nuremberg, Germany, 30 November–1 December 2016; pp. 149–155. [Google Scholar]
- Lubachevsky, B.D. How to simulate billiards and similar systems. J. Comput. Phys. 1991, 94, 255–283. [Google Scholar] [CrossRef] [Green Version]
- Graham, R.; Lubachevsky, B.; Nurmela, K.; Östergård, P. Dense packings of congruent circles in a circle. Discret. Math. 1998, 181, 139–154. [Google Scholar] [CrossRef] [Green Version]
- Graham, R.L.; Lubachevsky, B.D. Dense packings of equal disks in an equilateral triangle: From 22 to 34 and beyond. Electr. J. Comb. 1995, 2, 1–39. [Google Scholar]
- Lubachevsky, B.D.; Graham, R.L. Curved hexagonal packings of equal disks in a circle. Discret. Comput. Geom. 1997, 18, 179–194. [Google Scholar] [CrossRef] [Green Version]
- The National Standards Authority of Ireland. IEC 60317-0-1 Specifications for Particular Types of Winding Wires Part 0-1: General Requirements- Enamelled Round Copper Wire; NSAI: North Wood, Ireland, 2014. [Google Scholar]
- The National Standards Authority of Ireland. IEC 60317-0-2 Specifications for Particular Types of Winding Wires Part 0-2: General Requirements- Enamelled Rectangular Copper Wire; NSAI: North Wood, Ireland, 2014. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value (mm) |
|---|---|
| w | 10.360 |
| h | 24.930 |
| wh | 2.500 |
| hh | 0.500 |
| r1 | 1.500 |
| r2 | 1.971 |
| dins | 0.500 |
| Parameter | Value (mm) |
|---|---|
| w | 10.360 |
| h | 24.930 |
| r1 | 1.500 |
| dins | 0.500 |
| scu (mm2) | dcu (mm) | dmax (mm) | rcu (mm) | rmax (mm) |
|---|---|---|---|---|
| 0.636 | 0.90 | 1.018 | 0.495 | 0.560 |
| 0.785 | 1.00 | 1.124 | 0.550 | 0618 |
| 0.985 | 1.12 | 1.248 | 0.616 | 0.686 |
| 1.227 | 1.25 | 1.381 | 0.687 | 0.759 |
| 1.539 | 1.40 | 1.535 | 0.770 | 0.854 |
| 2.010 | 1.60 | 1.740 | 0.880 | 0.957 |
| scu (mm2) | L1cu (mm) | L2cu (mm) | L1max (mm) | L2max(mm) | rcorner (mm) |
|---|---|---|---|---|---|
| 1.626 | 2.00 | 0.90 | 2.17 | 1.07 | 0.45 |
| 2.025 | 2.24 | 1.00 | 2.41 | 1.17 | 0.50 |
| 2.920 | 2.50 | 1.25 | 2.67 | 1.42 | 0.50 |
| 3.705 | 2.80 | 1.40 | 2.97 | 1.57 | 0.50 |
| 4.825 | 3.15 | 1.60 | 3.32 | 1.77 | 0.50 |
| 5.465 | 3.55 | 1.60 | 3.72 | 1.77 | 0.50 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dietz, A.; Di Tommaso, A.O.; Marignetti, F.; Miceli, R.; Nevoloso, C. Enhanced Flexible Algorithm for the Optimization of Slot Filling Factors in Electrical Machines. Energies 2020, 13, 1041. https://doi.org/10.3390/en13051041
Dietz A, Di Tommaso AO, Marignetti F, Miceli R, Nevoloso C. Enhanced Flexible Algorithm for the Optimization of Slot Filling Factors in Electrical Machines. Energies. 2020; 13(5):1041. https://doi.org/10.3390/en13051041
Chicago/Turabian StyleDietz, Armin, Antonino Oscar Di Tommaso, Fabrizio Marignetti, Rosario Miceli, and Claudio Nevoloso. 2020. "Enhanced Flexible Algorithm for the Optimization of Slot Filling Factors in Electrical Machines" Energies 13, no. 5: 1041. https://doi.org/10.3390/en13051041