Parameters Affecting RDF-Based Pellet Quality

 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Laboratory-Scale Densification
2.2. Laboratory-Scale Analysis
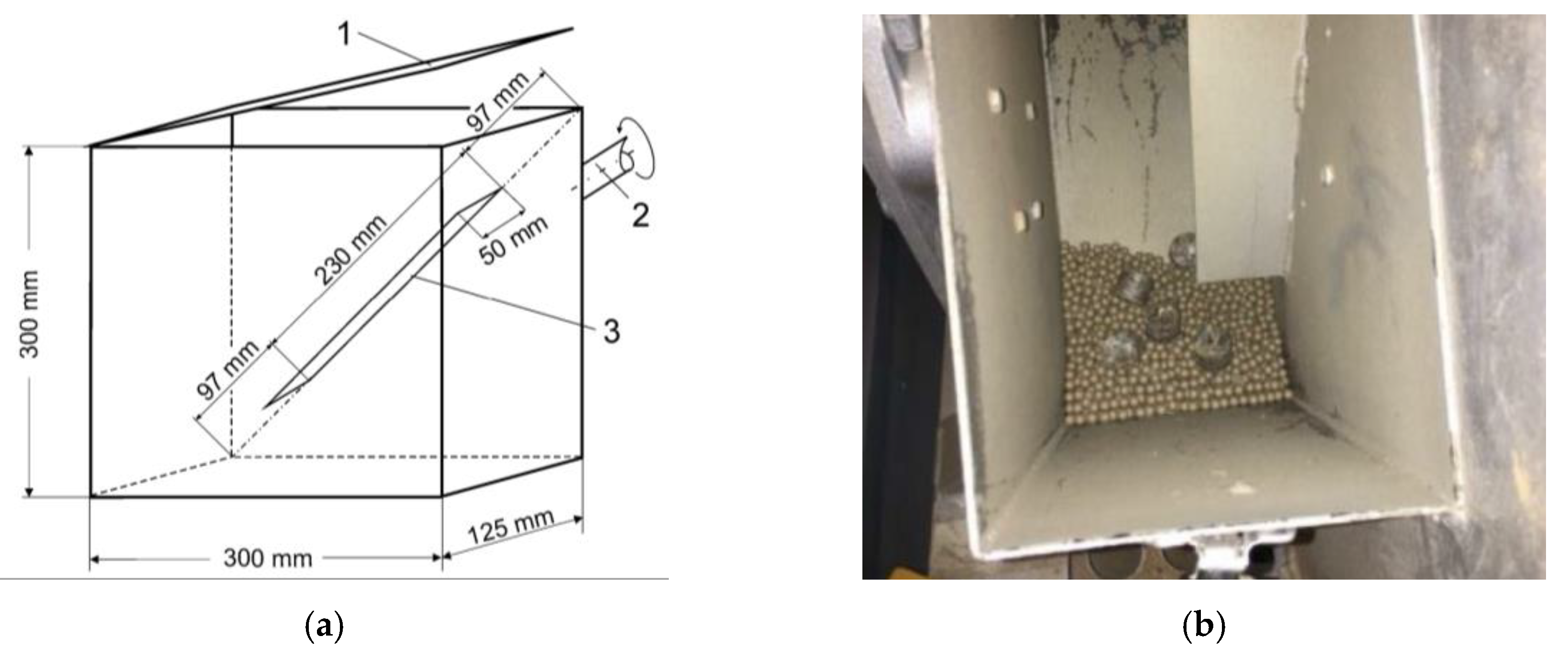
2.3. Die Design
2.4. Test on Professional Machinery
3. Results
3.1. Raw Material Analysis
3.2. Laboratory-Scale Densification
3.3. RDF Die Design
3.4. Flat Die and Semi-Professional Line Results
4. Discussion
5. Conclusions
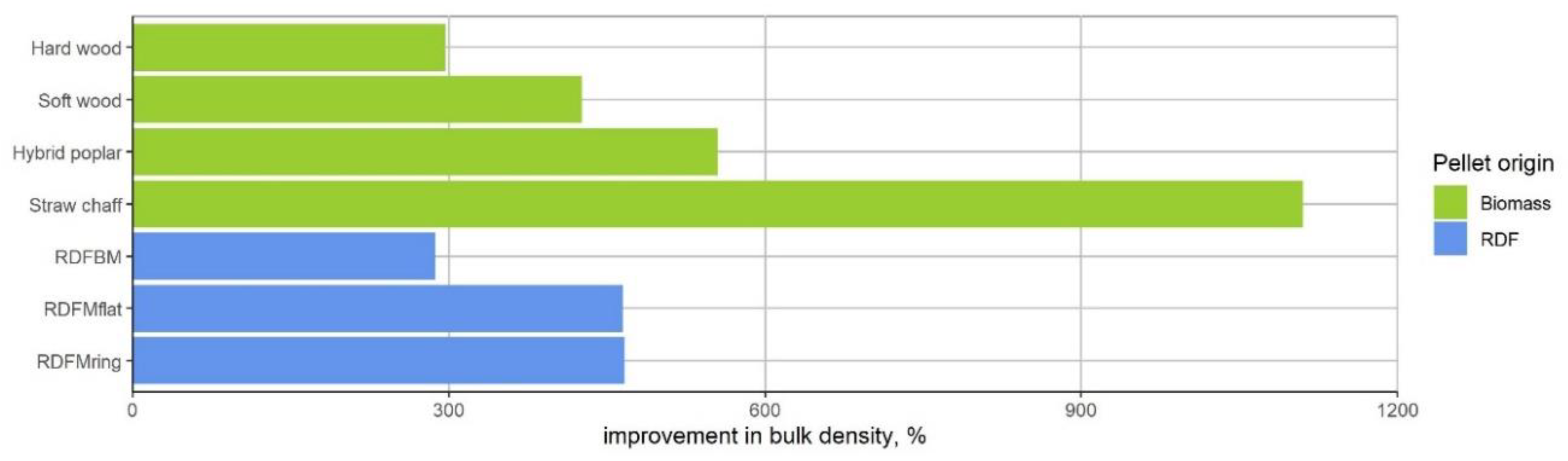
- Low bulk density of the raw RDF provides high potential in densification operations.
- Negligible content of natural binders enforces redesign of die.
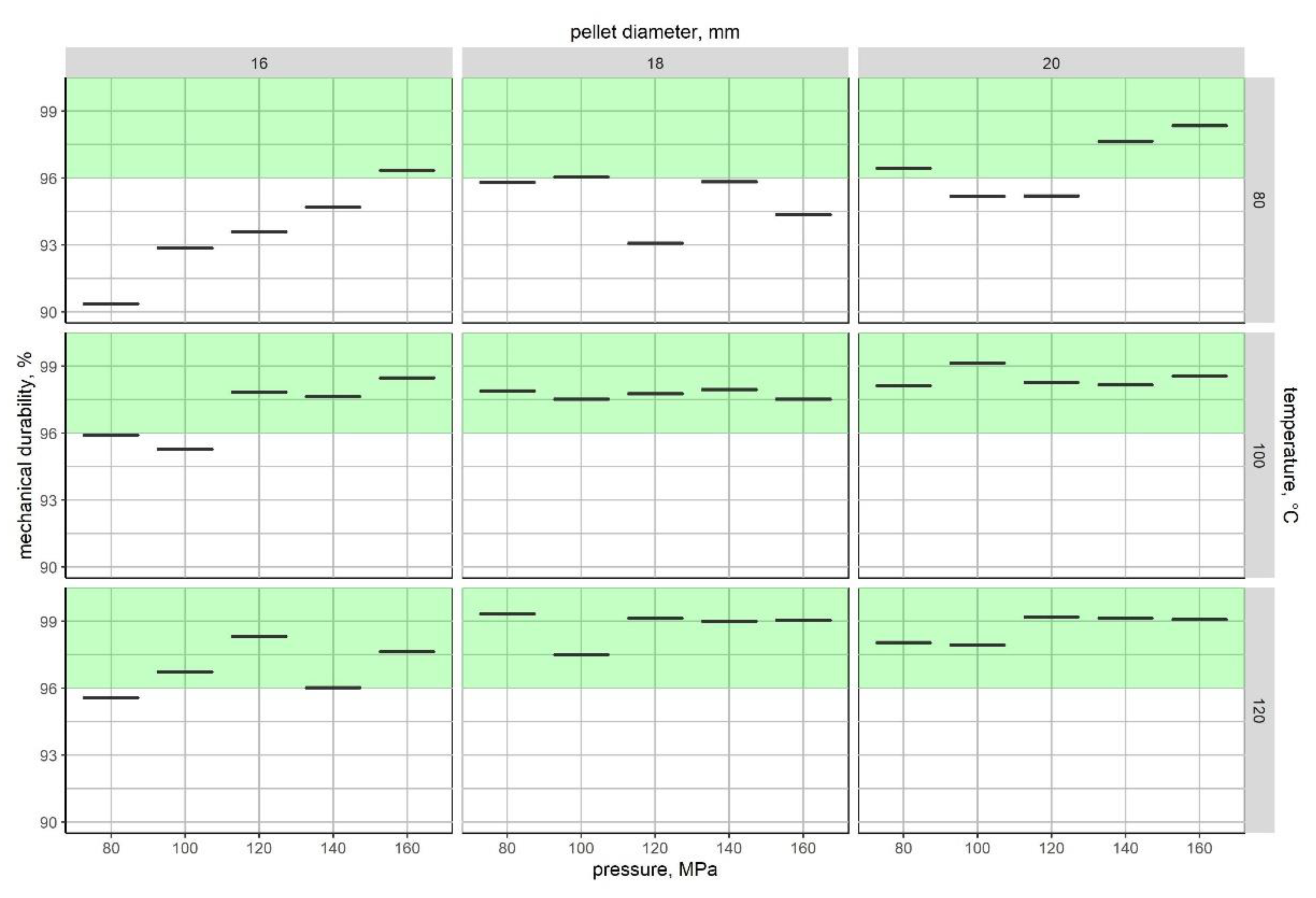
- It was proven that temperature significantly affects pellet quality.
- The temperature condition of 120 °C results in the most durable pellets for all variations of compaction pressure and channel diameter. This is a result of the melting of plastics.
- Dies dedicated for RDF pelletisers should be thicker (double the thickness or more), compared to those for biomass pelletisers. This will ensure the formation of the outer shell from the melted plastics.
- Improvement in bulk density (by more up to five times), results in the reduction of transportation and storage costs.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- European Commission. Life Cycle Thinking and Assessment for Waste Management; European Commission: Brussels, Belgium, 2016. [Google Scholar]
- Jewiarz, M.; Frączek, J.; Mudryk, K.; Wróbel, M.; Dziedzic, K. Analysis of MSW Potential in Terms of Processing into Granulated Fuels for Power Generation. In Renewable Energy Sources: Engineering, Technology, Innovation; Springer: Cham, Switzerland, 2018; pp. 661–670. [Google Scholar]
- Caputo, A.C.; Palumbo, M.; Scacchia, F. Perspectives of RDF use in decentralized areas: Comparing power and co-generation solutions. Appl. Therm. Eng. 2004, 24, 2171–2187. [Google Scholar] [CrossRef]
- Caputo, A.C.; Pelagagge, P.M. RDF production plants: II. Economics and profitability. Appl. Therm. Eng. 2002, 22, 439–448. [Google Scholar] [CrossRef]
- Białowiec, A.; Micuda, M.; Koziel, J.A. Waste to Carbon: Densification of Torrefied Refuse-Derived Fuel. Energies 2018, 11, 3233. [Google Scholar] [CrossRef] [Green Version]
- Rahman, A.; Rasul, M.G.; Khan, M.M.K.; Sharma, S.C. Assessment of energy performance and emission control using alternative fuels in cement industry through a process model. Energies 2017, 10, 1996. [Google Scholar] [CrossRef] [Green Version]
- Hemidat, S.; Saidan, M.; Al-Zu’bi, S.; Irshidat, M.; Nassour, A.; Nelles, M. Potential utilization of RDF as an alternative fuel to be used in cement industry in Jordan. Sustainability 2019, 11, 5819. [Google Scholar] [CrossRef] [Green Version]
- Grzesik, K.; Malinowski, M. Life cycle assessment of refuse-derived fuel production from mixed municipal waste. Energy Sources Part A Recover. Util. Environ. Eff. 2016, 38, 3150–3157. [Google Scholar] [CrossRef]
- Nickolaos, C. Use of waste derived fuels in cement industry: A review. Manag. Environ. Qual. Int. J. 2016, 27, 178–193. [Google Scholar]
- Ryu, C.; Shin, D. Combined heat and power from municipal solid waste: Current status and issues in South Korea. Energies 2013, 6, 45–57. [Google Scholar] [CrossRef] [Green Version]
- Lupa, C.J.; Ricketts, L.J.; Sweetman, A.; Herbert, B.M.J. The use of commercial and industrial waste in energy recovery systems—A UK preliminary study. Waste Manag. 2011, 31, 1759–1764. [Google Scholar] [CrossRef]
- Sever Akdağ, A.; Atimtay, A.; Sanin, F.D. Comparison of fuel value and combustion characteristics of two different RDF samples. Waste Manag. 2016, 47, 217–224. [Google Scholar] [CrossRef]
- Dziedzic, K.; Łapczyńska-Kordon, B.; Malinowski, M.; Niemiec, M.; Sikora, J. Impact of Aerobic Biostabilisation and Biodrying Process of Municipal Solid Waste on Minimisation of Waste Deposited in Landfills. Chem. Process Eng. 2015, 36, 381–394. [Google Scholar] [CrossRef] [Green Version]
- Debicka, M.; Zygadło, M.; Latosinska, J. Investigations of bio-drying process of municipal solid waste. Ecol. Chem. Eng. A 2013, 20, 1461–1470. [Google Scholar]
- Waste Hierarchy. Available online: https://en.wikipedia.org/wiki/Waste_hierarchy (accessed on 28 January 2020).
- EWIT. The Waste Hierarchy—Hazardous Waste in a Circular Economy. Available online: http://ewit.site/kb/waste-hierarchy-hazardous-waste-circular-economy/ (accessed on 28 January 2020).
- Młodnicki, K.; Malinowski, M.; Łukasiewicz, M.; Religa, A. The share of impurities in selectively collected waste in one- and multi-sack systems. Ecol. Chem. Eng. A 2018, 25, 187. [Google Scholar]
- Petryk, A.; Malinowski, M.; Dziewulska, M.; Guzdek, S. The impact of the amount of fees for the collection and management of municipal waste on the percentage of selectively collected waste. J. Ecol. Eng. 2019, 20, 46–53. [Google Scholar] [CrossRef]
- Malinowski, M.; Łukasiewicz, M.; Famielec, S.; Nowińska, K. Analysis of changes in fees for the collection and management of municipal waste as regards the efficiency of waste segregation. Ekon. Sr. 2019, 69, 24–41. [Google Scholar]
- Wróbel, M.; Frączek, J.; Mudryk, K.; Jewiarz, M.; Dziedzic, K. Conceptual Design of the RDF Granulation Line. In Renewable Energy Sources: Engineering, Technology, Innovation; Springer: Cham, Switzerland, 2018; pp. 813–821. [Google Scholar]
- Wrobel, M.; Mudryk, K.; Jewiarz, M.; Knapczyk, A. Impact of raw material properties and agglomeration pressure on selected parmeters of granulates obtained from willow and black locust biomass. Eng. Rural Dev. 2018, 17, 1933–1938. [Google Scholar]
- Knapczyk, A.; Francik, S.; Wrobel, M.; Mudryk, K. Comparison of selected agriculture universities in Europe on basis of analysis of academic output. In Proceedings of the 17th International Scientific Conference Engineering for Rural Development, Jelgava, Latvia, 23–25 May 2018; pp. 727–732. [Google Scholar]
- Lockwood, F.C.; Ou, J.J. Review: Burning Refuse-Derived Fuel in a Rotary Cement Kiln. Proc. Inst. Mech. Eng. Part A J. Power Energy 1993, 207, 65–70. [Google Scholar] [CrossRef]
- Del Zotto, L.; Tallini, A.; Di Simone, G.; Molinari, G.; Cedola, L. Energy enhancement of Solid Recovered Fuel within systems of conventional thermal power generation. Energy Procedia 2015, 81, 319–338. [Google Scholar] [CrossRef] [Green Version]
- Nixon, J.D.; Dey, P.K.; Ghosh, S.K.; Davies, P.A. Evaluation of options for energy recovery from municipal solid waste in India using the hierarchical analytical network process. Energy 2013, 59, 215–223. [Google Scholar] [CrossRef]
- Zhou, L.; Luo, T.; Huang, Q. Co-pyrolysis characteristics and kinetics of coal and plastic blends. Energy Convers. Manag. 2009, 50, 705–710. [Google Scholar] [CrossRef]
- Chen, D.; Yin, L.; Wang, H.; He, P. Pyrolysis technologies for municipal solid waste: A review. Waste Manag. 2014, 34, 2466–2486. [Google Scholar] [CrossRef] [PubMed]
- Białowiec, A.; Pulka, J.; Stępień, P.; Manczarski, P.; Gołaszewski, J.; Adefeso, I.B.; Ikhu-Omoregbe, D.I.O.; Rabiu, A.M. Sustainable co-generation plant: Refuse-derived fuel gasification integrated with high temperature PEM fuel cell system. Waste Manag. 2013, 70, 91–100. [Google Scholar] [CrossRef]
- Whittaker, C.; Shield, I. Factors affecting wood, energy grass and straw pellet durability—A review. Renew. Sustain. Energy Rev. 2017, 71, 1–11. [Google Scholar] [CrossRef]
- Antczak, A.; Michaluszko, A.; Klosinska, T.; Drozdzek, M. Determination of the structural substances content in the field maple wood (Acer campestre L.)—Comparsion of the classical methods with instrumental. Ann. Warsaw Univ. Life Sci.-SGGW. For. Wood Technol. 2013, 82, 11–17. [Google Scholar]
- Tishler, Y.; Samach, A.; Rogachev, I.; Elbaum, R.; Levy, A.A. Analysis of Wheat Straw Biodiversity for Use as a Feedstock for Biofuel Production. Bioenergy Res. 2015, 8, 1831–1839. [Google Scholar] [CrossRef] [Green Version]
- Peter, K. The Densification Process of Wood Waste; De Gruyter: Berlin, Germany, 2015; ISBN 978-3-11-044142-0. [Google Scholar]
- Stelte, W.; Holm, J.K.; Sanadi, A.R.; Barsberg, S.; Ahrenfeldt, J.; Henriksen, U.B. A study of bonding and failure mechanisms in fuel pellets from different biomass resources. Biomass Bioenergy 2011, 35, 910–918. [Google Scholar] [CrossRef] [Green Version]
- Finney, K.N.; Sharifi, V.N.; Swithenbank, J. Fuel pelletization with a binder: Part I—Identification of a suitable binder for spent mushroom compost—Coal tailing pellets. Energy Fuels 2009, 23, 3195–3202. [Google Scholar] [CrossRef]
- Jamradloedluk, J.; Lertsatitthanakorn, C. Influences of Mixing Ratios and Binder Types on Properties of Biomass Pellets. Energy Procedia 2017, 138, 1147–1152. [Google Scholar] [CrossRef]
- Van Loo, S.; Koppejan, J. The Handbook of Biomass Combustion and Co-firing; Taylor & Francis Group: Abingdon, UK, 2012; ISBN 9781849773041. [Google Scholar]
- Wrobel, M.; Fraczek, J.; Francik, S.; Slipek, Z.; Krzysztof, M. Influence of degree of fragmentation on chosen quality parameters of briquette made from biomass of cup plant Silphium perfoliatum L. In Proceedings of the 12th International Scientific Conference on Engineering for Rural Development, Jelgava, Latvia, 23–24 May 2013; 2013; pp. 653–657. [Google Scholar]
- Mudryk, K.; Fraczek, J.; Slipek, Z.; Francik, S.; Wrobel, M. Chosen physico-mechanical properties of cutleaf coneflower (Rudbeckia Laciniata l.) shoots. In Proceedings of the 12th International Scientific Conference on Engineering for Rural Development, Jelgava, Latvia, 23–24 May 2013; pp. 658–662. [Google Scholar]
- Wróbel, M. Zagęszczalność i Kompaktowalność Biomasy Lignocelulozowej; PTIR: Kraków, Poland, 2019; ISBN 978-83-64377-35-8. [Google Scholar]
- Payne, J.D. Troubleshooting the Pelleting Process; American Soybean Association: St. Louis, MO, USA, 1997. [Google Scholar]
- Holm, J.K.; Stelte, W.; Posselt, D.; Ahrenfeldt, J.; Henriksen, U.B. Optimization of a Multiparameter Model for Biomass Pelletization to Investigate Temperature Dependence and to Facilitate Fast Testing of Pelletization Behavior. Energy Fuels 2011, 25, 3706–3711. [Google Scholar] [CrossRef]
- Sprenger, C.J.; Tabil, L.G.; Soleimani, M.; Agnew, J.; Harrison, A. Pelletization of Refuse-Derived Fuel Fluff to Produce High Quality Feedstock. J. Energy Resour. Technol. 2018, 140, 042003. [Google Scholar] [CrossRef]
- Sarc, R.; Lorber, K.E. Production, quality and quality assurance of Refuse Derived Fuels (RDFs). Waste Manag. 2013, 33, 1825–1834. [Google Scholar] [CrossRef] [PubMed]
- Knapczyk, A.; Francik, S.; Fraczek, J.; Slipek, Z. Analysis of research trends in production of solid biofuels. Eng. Rural Dev. 2019, 18, 1503–1509. [Google Scholar]
- Dyjakon, A.; Noszczyk, T. The influence of freezing temperature storage on the mechanical durability of commercial pellets from biomass. Energies 2019, 12, 2627. [Google Scholar] [CrossRef] [Green Version]
- Civitarese, V.; Acampora, A.; Sperandio, G.; Assirelli, A.; Picchio, R. Production of wood pellets from poplar trees managed as coppices with Different harvesting cycles. Energies 2019, 12, 2973. [Google Scholar] [CrossRef] [Green Version]
- Sprenger, C.; Tabil, L.G.; Soleimani, M. Compression and relaxation properties of municipal solid waste refuse-derived fuel fluff. KONA Powder Part. J. 2018, 2018, 200–208. [Google Scholar] [CrossRef] [Green Version]
- Nielsen, N.P.K.; Holm, J.K.; Felby, C. Effect of Fiber Orientation on Compression and Frictional Properties of Sawdust Particles in Fuel Pellet Production. Energy & Fuels 2009, 23, 3211–3216. [Google Scholar]
- Karbowniczak, A.; Hamerska, J.; Wrobel, M.; Jewiarz, M.; Necka, K. Evaluation of Selected Species of Woody Plants in Terms of Suitability for Energy Production. In Springer Proceedings in Energy; Springer International Publishing: Cham, Switzerland, 2018; pp. 735–742. [Google Scholar]
- Thek, G.; Obernberger, I. The Pellet Handbook: The Production and Thermal Utilization of Biomass Pellets; Taylor & Francis: Abingdon, UK, 2012; ISBN 9781136539916. [Google Scholar]
- Shaw, M.D.; Tabil, L.G. Compression and Relaxation Characteristics of Selected Biomassgrinds. In 2007 ASAE Annual Meeting; American Society of Agricultural and Biological Engineers: St. Joseph, MI, USA, 2007. [Google Scholar]
- Kachel, M.; Kraszkiewicz, A.; Subr, A.; Parafiniuk, S.; Przywara, A.; Koszel, M.; Zając, G. Impact of the Type of Fertilization and the Addition of Glycerol on the Quality of Spring Rape Straw Pellets. Energies 2020, 13, 819. [Google Scholar] [CrossRef] [Green Version]
- International Organization for Standardization. ISO 17831-1:2015 Solid Biofuels—Determination of Mechanical Durability of Pellets and Briquettes—Part 1: Pellets; International Organization for Standardization: Geneva, Switzerland, 2015. [Google Scholar]
- Larsson, S.H.; Samuelsson, R. Prediction of ISO 17831-1:2015 mechanical biofuel pellet durability from single pellet characterization. Fuel Process. Technol. 2017, 163, 8–15. [Google Scholar] [CrossRef]
- International Organization for Standardization. ISO 17828:2015 Solid Biofuels—Determination of Bulk Density; International Organization for Standardization: Geneva, Switzerland, 2015. [Google Scholar]
- Mostafa, M.E.; Hu, S.; Wang, Y.; Su, S.; Hu, X.; Elsayed, S.A.; Xiang, J. The significance of pelletization operating conditions: An analysis of physical and mechanical characteristics as well as energy consumption of biomass pellets. Renew. Sustain. Energy Rev. 2019, 105, 332–348. [Google Scholar] [CrossRef]
- Tumuluru, J.S. Effect of process variables on the density and durability of the pellets made from high moisture corn stover. Biosyst. Eng. 2014, 119, 44–57. [Google Scholar] [CrossRef] [Green Version]
- Kambo, H.S.; Dutta, A. Strength, storage, and combustion characteristics of densified lignocellulosic biomass produced via torrefaction and hydrothermal carbonization. Appl. Energy 2014, 135, 182–191. [Google Scholar] [CrossRef]
- Carone, M.T.; Pantaleo, A.; Pellerano, A. Influence of process parameters and biomass characteristics on the durability of pellets from the pruning residues of Olea europaea L. Biomass Bioenergy 2011, 35, 402–410. [Google Scholar] [CrossRef]
- Jiang, L.; Liang, J.; Yuan, X.; Li, H.; Li, C.; Xiao, Z.; Huang, H.; Wang, H.; Zeng, G. Co-pelletization of sewage sludge and biomass: The density and hardness of pellet. Bioresour. Technol. 2014, 166, 435–443. [Google Scholar] [CrossRef] [PubMed]
- Theerarattananoon, K.; Xu, F.; Wilson, J.; Ballard, R.; Mckinney, L.; Staggenborg, S.; Vadlani, P.; Pei, Z.J.; Wang, D. Physical properties of pellets made from sorghum stalk, corn stover, wheat straw, and big bluestem. Ind. Crops Prod. 2011, 33, 325–332. [Google Scholar] [CrossRef]
- Monedero, E.; Portero, H.; Lapuerta, M. Pellet blends of poplar and pine sawdust: Effects of material composition, additive, moisture content and compression die on pellet quality. Fuel Process. Technol. 2015, 132, 15–23. [Google Scholar] [CrossRef]
- Lisowski, A.; Olendzki, D.; Świętochowski, A.; Dąbrowska, M.; Mieszkalski, L.; Ostrowska-Ligęza, E.; Stasiak, M.; Klonowski, J.; Piątek, M. Spent coffee grounds compaction process: Its effects on the strength properties of biofuel pellets. Renew. Energy 2019, 142, 173–183. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Die Diameter | |||
|---|---|---|---|
| Pressure | 16 mm | 18 mm | 20 mm |
| Force, kN | |||
| 80 MPa | 16.08 | 20.36 | 25.13 |
| 100 MPa | 20.11 | 25.45 | 31.42 |
| 120 MPa | 24.13 | 30.54 | 37.7 |
| 140 MPa | 28.15 | 35.63 | 43.98 |
| 160 MPa | 32.17 | 40.72 | 50.27 |
| ID | BD, kg/m3 | DU, % |
|---|---|---|
| Raw RDF | 143 | - |
| Pellets BM | 411 | 85.1 |
| Pellets RDFMFLAT | 665 | 98.6 |
| Pellets RDFMRING | 669 | 98.9 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jewiarz, M.; Mudryk, K.; Wróbel, M.; Frączek, J.; Dziedzic, K. Parameters Affecting RDF-Based Pellet Quality. Energies 2020, 13, 910. https://doi.org/10.3390/en13040910
Jewiarz M, Mudryk K, Wróbel M, Frączek J, Dziedzic K. Parameters Affecting RDF-Based Pellet Quality. Energies. 2020; 13(4):910. https://doi.org/10.3390/en13040910
Chicago/Turabian StyleJewiarz, Marcin, Krzysztof Mudryk, Marek Wróbel, Jarosław Frączek, and Krzysztof Dziedzic. 2020. "Parameters Affecting RDF-Based Pellet Quality" Energies 13, no. 4: 910. https://doi.org/10.3390/en13040910