Universal Kinetic Model to Simulate Two-Step Biodiesel Production from Vegetable Oil


Abstract
:1. Introduction
2. Materials and Methods
2.1. Analysis of Process Variables
2.2. Mathematical Analysis
2.3. Mathematical Model
−k1 x1 x2 x9 + k2 x3 x4 x9 − k3 x2 x5 x10 + k4 x3 x6 x10 − k5 x2 x6 x10 + k6 x3 x7 x10 − k7 x2 x7 x10 + k8 x3 x8 x10 = 0;
k1 x1 x2 x9 − k2 x3 x4 x9 + k3 x2 x5 x10 − k4 x3 x6 x10 + k5 x2 x6 x10 − k6 x3 x7 x10 + k7 x2 x7 x10 − k8 x3 x8 x10 = 0;
k1 x1 x2 x9 − k2 x3 x4 x9 = 0;
−k3 x2 x5 x10 + k4 x3 x6 x10 = 0;
k3 x2 x5 x10 − k4 x3 x6 x10 − k5 x2 x6 x10 + k6 x3 x7 x10 = 0;
k5 x2 x6 x10 − k6 x3 x7 x10 − k7 x2 x7 x10 + k8 x3 x8 x10 = 0;
k7 x2 x7 x10 − k8 x3 x8 x10 = 0;
− k1 x1 x2 x9 + k2 x3 x4 x9 = 0;
− k3 x2 x5 x10 + k4 x3 x6 x10 − k5 x2 x6 x10 + k6 x3 x7 x10 − k7 x2 x7 x10
+k8 x3 x8 x10 = 0;
[A] = x2 [MAG] = x7
[FAE] = x3 [Gly] = x8
[W] = x4 [H+] = x9
[TAG] = x5 [OH−] = x10
3. Results and Discussion
3.1. Rate Constants
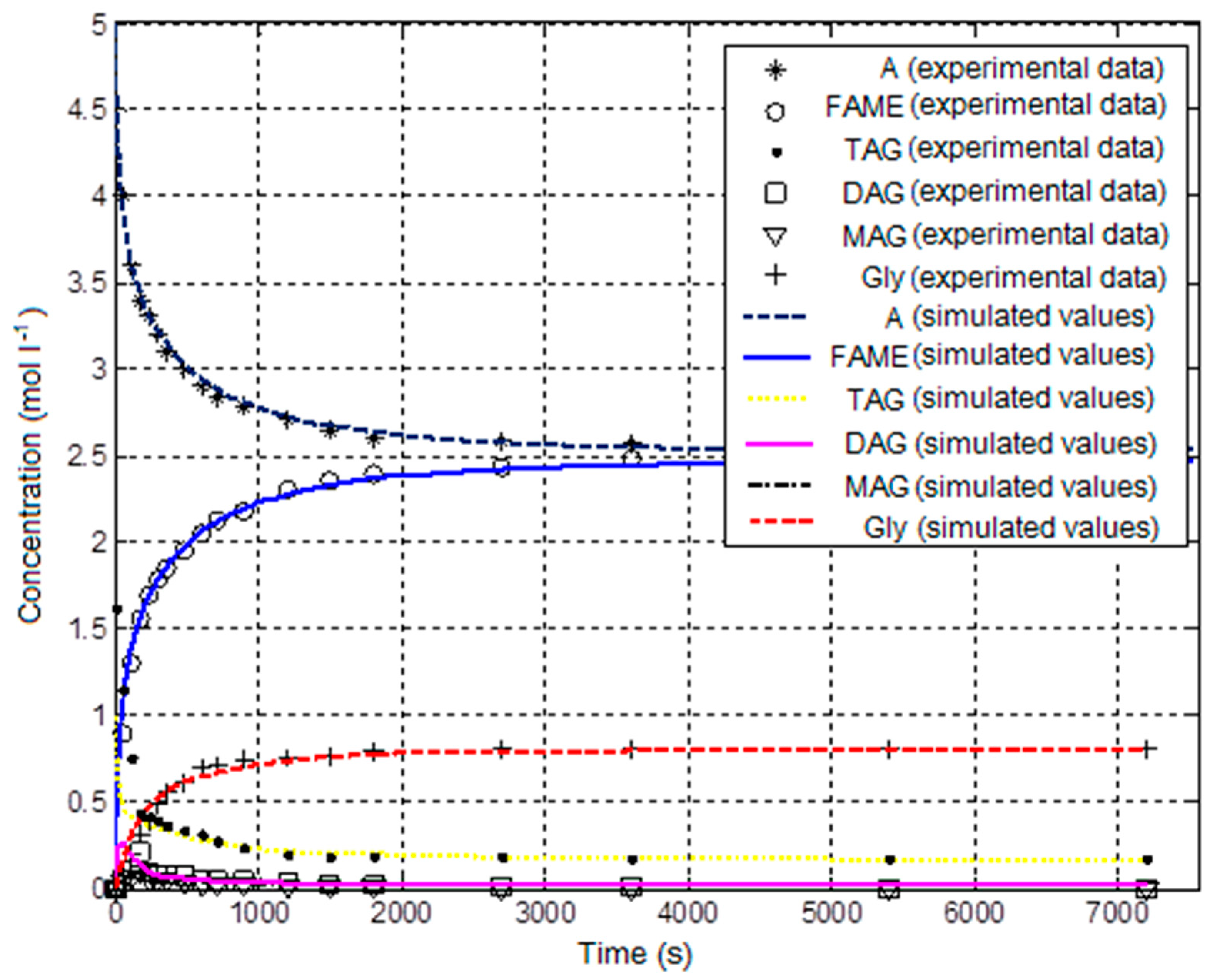
3.2. Concentration of Reactants and Products
3.3. Model Validation with Experiment No. 1
3.4. Validation of the Model with Experiment No. 2
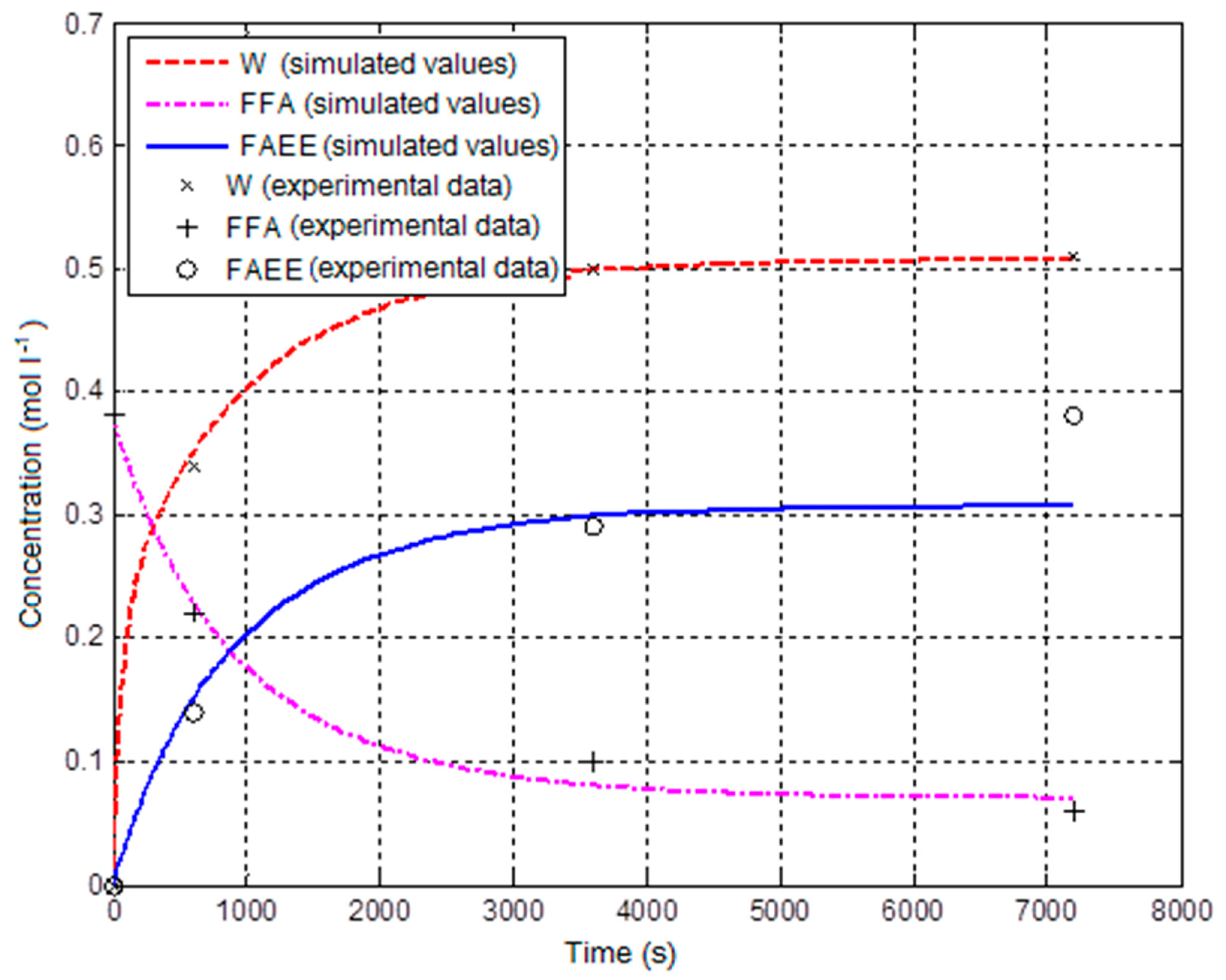
3.5. Validation of the Model with Experiment No. 3
3.6. Simulation to Analyze the Effect of Catalyst Concentration
3.7. Statistical Analysis of the Model
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Li, H.S.; Li, S.Z. Optimization of continuous solid-state distillation process for cost-effective bioethanol production. Energies 2020, 13, 854. [Google Scholar] [CrossRef] [Green Version]
- Mahmud, N.; Rosentrater, K.A. Techno-economic analysis (TEA) of different pretreatment and product separation technologies for cellulosic butanol production from oil palm frond. Energies 2020, 13, 181. [Google Scholar] [CrossRef] [Green Version]
- Al-Addous, M.; Alnaief, M.; Class, C.; Nsair, A.; Kuchta, K.; Alkasrawi, M. Technical possibilities of biogas production from olive and date waste in Jordan. BioResources 2017, 12, 9383–9395. [Google Scholar]
- Zahan, K.A.; Kano, M. Biodiesel production from palm oil, its by-products, and mill effluent: A review. Energies 2018, 11, 2132. [Google Scholar] [CrossRef] [Green Version]
- Filip, O.; Janda, K.; Kristoufek, L.; Zilberman, D. Food versus fuel: An updated and expanded evidence. Energy Econ. 2019, 82, 152–166. [Google Scholar] [CrossRef] [Green Version]
- Shrestha, D.S.; Staab, B.D.; Duffleld, J.A. Biofuel impact on food prices index and land use change. Biomass Bioenergy 2019, 124, 43–53. [Google Scholar] [CrossRef]
- Gu, Y.Q.; Cai, F.F.; Zhu, Z.; Dai, Z.Q.; Chen, C.; Liu, G.Q. Improving the methane production from zucchini stem by response surface methodology and different pretreatments. Ind. Crop. Prod. 2020, 150, 112402. [Google Scholar] [CrossRef]
- Leiva-Candia, D.E.; Pinzi, S.; Redel-Macias, M.D.; Koutinas, A.; Webb, C.; Dorado, M.P. The potential for agro-industrial waste utilization using oleaginous yeast for the production of biodiesel. Fuel 2014, 123, 33–42. [Google Scholar] [CrossRef]
- Dorado, M.P.; Cruz, F.; Palomar, J.M.; Lopez, F.J. An approach to the economics of two vegetable oil-based biofuels in Spain. Renew. Energy 2006, 31, 1231–1237. [Google Scholar] [CrossRef]
- Van Gerpen, J. Biodiesel processing and production. Fuel Process. Technol. 2005, 86, 1097–1107. [Google Scholar] [CrossRef]
- Dorado, M.P.; Ballesteros, E.; Mittelbach, M.; Lopez, F.J. Kinetic parameters affecting the alkali-catalyzed transesterification process of used olive oil. Energy Fuels 2004, 18, 1457–1462. [Google Scholar] [CrossRef]
- Pisarello, M.L.; Dalla Costa, B.; Mendow, G.; Querini, C.A. Esterification with ethanol to produce biodiesel from high acidity raw materials. Kinetic studies and analysis of secondary reactions. Fuel Process. Technol. 2010, 91, 1005–1014. [Google Scholar] [CrossRef]
- Berrios, M.; Siles, J.; Martin, M.A.; Martin, A. A kinetic study of the esterification of free fatty acids (FFA) in sunflower oil. Fuel 2007, 86, 2383–2388. [Google Scholar] [CrossRef]
- Kadi, M.A.; Akkouche, N.; Awad, S.; Loubar, K.; Tazerout, M. Kinetic study of transesterification using particle swarm optimization method. Heliyon 2019, 5, e02146. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bambase, M.E.; Nakamura, N.; Tanaka, J.; Matsumura, M. Kinetics of hydroxide-catalyzed methanolysis of crude sunflower oil for the production of fuel-grade methyl esters. J. Chem. Technol. Biotechnol. 2007, 82, 273–280. [Google Scholar] [CrossRef]
- Vicente, G.; Martinez, M.; Aracil, J.; Esteban, A. Kinetics of sunflower oil methanolysis. Ind. Eng. Chem. Res. 2005, 44, 5447–5454. [Google Scholar] [CrossRef]
- Karmee, S.K.; Chandna, D.; Ravi, R.; Chadha, A. Kinetics of base-catalyzed transesterification of triglycerides from Pongamia oil. J. Am. Oil Chem. Soc. 2006, 83, 873–877. [Google Scholar] [CrossRef]
- Vicente, G.; Martinez, M.; Aracil, J. Kinetics of Brassica carinata oil methanolysis. Energy Fuels 2006, 20, 1722–1726. [Google Scholar] [CrossRef]
- Narvaez, P.C.; Rincon, S.M.; Sanchez, F.J. Kinetics of palm oil methanolysis. J. Am. Oil Chem. Soc. 2007, 84, 971–977. [Google Scholar] [CrossRef]
- Noureddini, H.; Zhu, D. Kinetics of transesterification of soybean oil. J. Am. Oil Chem. Soc. 1997, 74, 1457–1463. [Google Scholar] [CrossRef]
- Bashiri, H.; Pourbeiram, N. Biodiesel production through transesterification of soybean oil: A kinetic Monte Carlo study. J. Mol. Liq. 2016, 223, 10–15. [Google Scholar] [CrossRef]
- Fedosov, S.N.; Brask, J.; Pedersen, A.K.; Nordblad, M.; Woodley, J.M.; Xu, X.B. Kinetic model of biodiesel production using immobilized lipase Candida antarctica lipase B. J. Mol. Catal. B 2013, 85–86, 156–168. [Google Scholar] [CrossRef]
- Firdaus, M.Y.; Guo, Z.; Fedosov, S.N. Development of kinetic model for biodiesel production using liquid lipase as a biocatalyst, esterification step. Biochem. Eng. J. 2016, 105, 52–61. [Google Scholar] [CrossRef]
- Firdaus, M.Y.; Brask, J.; Nielsen, P.M.; Guo, Z.; Fedosov, S. Kinetic model of biodiesel production catalyzed by free liquid lipase from Thermomyces lanuginosus. J. Mol. Catal. B 2016, 133, 55–64. [Google Scholar] [CrossRef]
- Sahani, S.; Roy, T.; Sharma, Y.C. Clean and efficient production of biodiesel using barium cerate as a heterogeneous catalyst for the biodiesel production; kinetics and thermodynamic study. J. Clean. Prod. 2019, 237, 117699. [Google Scholar] [CrossRef]
- Banerjee, S.; Sahani, S.; Sharma, Y.C. Process dynamic investigations and emission analyses of biodiesel produced using Sr-Ce mixed metal oxide heterogeneous catalyst. J. Environ. Manag. 2019, 248, 109218. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Ding, S.X.; Chen, C.; Qu, S.K.; Du, L.X.; Lu, J.; Ding, J.C. Recyclable Li/NaY zeolite as a heterogeneous alkaline catalyst for biodiesel production: Process optimization and kinetics study. Energy Convers. Manag. 2019, 192, 335–345. [Google Scholar] [CrossRef]
- AlSharifi, M.; Znad, H. Development of a lithium based chicken bone (Li-Cb) composite as an efficient catalyst for biodiesel production. Renew. Energy 2019, 136, 856–864. [Google Scholar] [CrossRef]
- Sun, Y.; Zhang, J.P.; Sun, Z.; Zhang, L. Biodiesel production using calcium-based catalyst from venus shell: Modeling of startup production in an industrial reactor. Environ. Prog. Sustain. Energy 2019, 38, e13053. [Google Scholar] [CrossRef]
- Borah, M.J.; Sarmah, H.J.; Bhuyan, N.; Mohanta, D.; Deka, D. Application of Box-Behnken design in optimization of biodiesel yield using WO3/graphene quantum dot (GQD) system and its kinetics analysis. Biomass Conv. Bioref. 2020. [Google Scholar] [CrossRef]
- Panchal, B.; Chang, T.; Qin, S.J.; Sun, Y.Z.; Wang, J.X.; Bian, K. Optimization and kinetics of tung nut oil transesterification with methanol using novel solid acidic ionic liquid polymer as catalyst for methyl ester synthesis. Renew. Energy 2020, 151, 796–804. [Google Scholar] [CrossRef]
- Kulkarni, R.M.; Britto, P.J.; Narula, A.; Saqline, S.; Anand, D.; Bhagyalakshmi, C.; Herle, R.N. Kinetic studies on the synthesis of fuel additives from glycerol using CeO2-ZrO2 metal oxide catalyst. Biofuel Res. J. 2020, 7, 1100–1108. [Google Scholar] [CrossRef] [Green Version]
- Thomas, J.J.; Manojkumar, C.V.; Sabu, V.R.; Nagarajan, G. Development and validation of a reduced chemical kinetic model for used vegetable oil biodiesel/1-hexanol blend for engine application. Fuel 2020, 273, 117780. [Google Scholar] [CrossRef]
- Galvan, D.; Cremasco, H.; Mantovani, A.C.G.; Bona, E.; Killner, M.; Borsato, D. Kinetic study of the transesterification reaction by artificial neural networks and parametric particle swarm optimization. Fuel 2020, 267, 117221. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| t (min) | A (mol L−1) | TAG (mol L−1) | DAG (mol L−1) | MAG (mol L−1) | FAME (mol L−1) | Gly (mol L−1) |
|---|---|---|---|---|---|---|
| 0 | 6 | 1 | 0 | 0 | 0 | 0 |
| 1 | 3.19 | 0.72 | 0.03 | 0.02 | 0.08 | 0.17 |
| 2 | 2.95 | 0.55 | 0.05 | 0.03 | 0.44 | 0.23 |
| 3 | 2.68 | 0.28 | 0.089 | 0.085 | 1.68 | 0.53 |
| 4 | 2.60 | 0.21 | 0.08 | 0.08 | 1.91 | 0.55 |
| 6 | 2.55 | 0.18 | 0.08 | 0.08 | 2.22 | 0.62 |
| 10 | 2.45 | 0.17 | 0.07 | 0.06 | 2.28 | 0.68 |
| 20 | 2.44 | 0.16 | 0.06 | 0.06 | 2.35 | 0.69 |
| 30 | 2.44 | 0.15 | 0.04 | 0.04 | 2.38 | 0.72 |
| 45 | 2.43 | 0.14 | 0.03 | 0.03 | 2.41 | 0.73 |
| 60 | 2.42 | 0.13 | 0.01 | 0.01 | 2.4 | 0.73 |
| 75 | 2.42 | 0.11 | 0.01 | 0.01 | 2.41 | 0.73 |
| 90 | 2.42 | 0.11 | 0 | 0 | 2.4 | 0.73 |
| 105 | 2.42 | 0.11 | 0 | 0.01 | 2.4 | 0.72 |
| 120 | 2.42 | 0.11 | 0 | 0 | 2.4 | 0.73 |
| Parameters | Values |
|---|---|
| Temperature, T (°C) | 60 |
| Catalyst | NaOH |
| Catalyst concentration (%, w/w) | 0.5 |
| Methanol-to-oil (molar ratio) | 6:1 |
| Stirring speed (rpm) | 400 |
| k3 (L mol−1·s−1) | 0.00149167 |
| k4 (L mol−1·s−1) | 0.00015667 |
| k5 (L mol−1·s−1) | 0.00580000 |
| k6 (L mol−1·s−1) | 0.00214167 |
| k7 (L mol−1·s−1) | 0.00814000 |
| k8 (L mol−1·s−1) | 0.00064167 |
| t (min) | A (mol L−1) | TAG (mol L−1) | DAG (mol L−1) | MAG (mol L−1) | FAME (mol L−1) | Gly (mol L−1) |
|---|---|---|---|---|---|---|
| 0 | 5 | 1.62 | 0 | 0 | 0 | 0 |
| 1 | 4 | 1.15 | 0.05 | 0.03 | 0.89 | 0.09 |
| 2 | 3.6 | 0.75 | 0.11 | 0.06 | 1.3 | 0.2 |
| 3 | 3.4 | 0.44 | 0.21 | 0.1 | 1.55 | 0.31 |
| 4 | 3.3 | 0.41 | 0.09 | 0.04 | 1.7 | 0.39 |
| 5 | 3.2 | 0.39 | 0.08 | 0.04 | 1.78 | 0.49 |
| 6 | 3.1 | 0.36 | 0.08 | 0.04 | 1.85 | 0.55 |
| 8 | 3 | 0.33 | 0.07 | 0.03 | 1.95 | 0.62 |
| 10 | 2.9 | 0.31 | 0.05 | 0.02 | 2.05 | 0.69 |
| 12 | 2.83 | 0.27 | 0.04 | 0.02 | 2.12 | 0.71 |
| 15 | 2.79 | 0.23 | 0.04 | 0.02 | 2.18 | 0.74 |
| 20 | 2.71 | 0.2 | 0.03 | 0.01 | 2.25 | 0.76 |
| 25 | 2.65 | 0.18 | 0.02 | 0.01 | 2.35 | 0.77 |
| 30 | 2.6 | 0.18 | 0.02 | 0.01 | 2.39 | 0.79 |
| 45 | 2.58 | 0.18 | 0.01 | 0 | 2.43 | 0.81 |
| 60 | 2.57 | 0.17 | 0.01 | 0 | 2.48 | 0.81 |
| 90 | 2.55 | 0.17 | 0 | 0 | 2.49 | 0.81 |
| 120 | 2.55 | 0.17 | 0 | 0 | 2.49 | 0.81 |
| Time (min) | Catalyst Concentration % (w/w) | ||
|---|---|---|---|
| 0.5 | 1 | 1.5 | |
| 0 | 0 | 0 | 0 |
| 1 | 0.613 | 1.122 | 1.234 |
| 2 | 1.395 | 1.388 | 1.605 |
| 3 | 1.651 | 1.749 | 1.8552 |
| 4 | 1.771 | 1.901 | 1.955 |
| 6 | 1.883 | 1.974 | 2.181 |
| 7.5 | 1.963 | 2.072 | 2.255 |
| 10 | 2.001 | 2.11 | 2.329 |
| 12 | 2.017 | 2.154 | 2.357 |
| 15 | 2.051 | 2.22 | 2.381 |
| 20 | 2.062 | 2.236 | 2.422 |
| 30 | 2.071 | 2.241 | 2.447 |
| 45 | 2.082 | 2.256 | 2.469 |
| 60 | 2.091 | 2.245 | 2.472 |
| 90 | 2.097 | 2.251 | 2.488 |
| 120 | 2.126 | 2.258 | 2.489 |
| Parameters | Values | ||
|---|---|---|---|
| Temperature, T (°C) | 25 | 25 | 25 |
| Catalyst | KOH | KOH | KOH |
| Catalyst concentration (%, w/w) | 0.5 | 1.0 | 1.5 |
| Methanol-to-oil (molar ratio) | 6:1 | 6:1 | 6:1 |
| Stirring speed (rpm) | 600 | 600 | 600 |
| k3 (L mol−1 s−1) | 0.01458333 | 0.02096436 | 0.02591036 |
| k4 (L mol−1 s−1) | 0.05208333 | 0.10272537 | 0.12955182 |
| k5 (L mol−1 s−1) | 0.03125000 | 0.17505241 | 0.26260504 |
| k6 (L mol−1 s−1) | 0.02916667 | 0.22851153 | 0.30462185 |
| k7 (L mol−1 s−1) | 0.04583333 | 0.02830189 | 0.02240896 |
| k8 (L mol−1 s−1) | 0.00333333 | 0.01153040 | 0.00053922 |
| t (min) | FFA (mol·L−1) | FAEE (mol·L−1) | W (mol·L−1) |
|---|---|---|---|
| 0 | 0.38 | 0 | 0 |
| 10 | 0.22 | 0.14 | 0.34 |
| 60 | 0.11 | 0.29 | 0.50 |
| 120 | 0.06 | 0.38 | 0.51 |
| Parameters | Values |
|---|---|
| Temperature, T (°C) | 70 |
| Catalyst | H2SO4 |
| Catalyst concentration (%, w/w) | 0.2 |
| Ethanol-to-oil (molar ratio) | 15:1 |
| Stirring speed (rpm) | n.d. |
| k1 (L mol−1·s−1) | 0.00016667 |
| k2 (L mol−1·s−1) | 0.00041667 |
| Simulation of Experiment No. 1 | Simulation of Experiment No. 2 | Simulation of Experiment No. 3 | ||||
|---|---|---|---|---|---|---|
| Standard Deviation | Variance | Standard Deviation | Variance | Standard Deviation | Variance | |
| A (mol·L−1) | 0.0361372 | 0.0013059 | ||||
| TAG (mol·L−1) | 0.0273774 | 0.0007998 | 0.0226273 | 0.0005120 | ||
| DAG (mol·L−1) | 0.0025142 | 0.0000074 | 0.0027323 | 0.0000075 | ||
| MAG (mol·L−1) | 0.0031250 | 0.0000121 | 0.0030966 | 0.0000096 | ||
| FAEE (mol·L−1) | 0.0439017 | 0.0019547 | 0.0177023 | 0.0003134 | 0.0370576 | 0.0013733 |
| Gly (mol·L−1) | 0.0026513 | 0.0000100 | 0.0049464 | 0.0000245 | ||
| FFA (mol·L−1) | 0.3692891 | 0.1363744 | ||||
| W (mol·L−1) | 0.0028500 | 0.0000081 | ||||
| FAEE (mol·L−1) | |||
|---|---|---|---|
| Standard Deviation | Variance | ||
| Catalyst concentration, H2SO4(%, w/w) | 0.5 | 0.0015411 | 0.0000024 |
| 1 | 0.0039086 | 0.0000153 | |
| 1.5 | 0.0003756 | 0.0000001 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alcantara, A.; Lopez-Gimenez, F.J.; Dorado, M.P. Universal Kinetic Model to Simulate Two-Step Biodiesel Production from Vegetable Oil. Energies 2020, 13, 2994. https://doi.org/10.3390/en13112994
Alcantara A, Lopez-Gimenez FJ, Dorado MP. Universal Kinetic Model to Simulate Two-Step Biodiesel Production from Vegetable Oil. Energies. 2020; 13(11):2994. https://doi.org/10.3390/en13112994
Chicago/Turabian StyleAlcantara, A., F. J. Lopez-Gimenez, and M. P. Dorado. 2020. "Universal Kinetic Model to Simulate Two-Step Biodiesel Production from Vegetable Oil" Energies 13, no. 11: 2994. https://doi.org/10.3390/en13112994