CFD Simulation of an Industrial Spiral Refrigeration System

Abstract
:1. Introduction
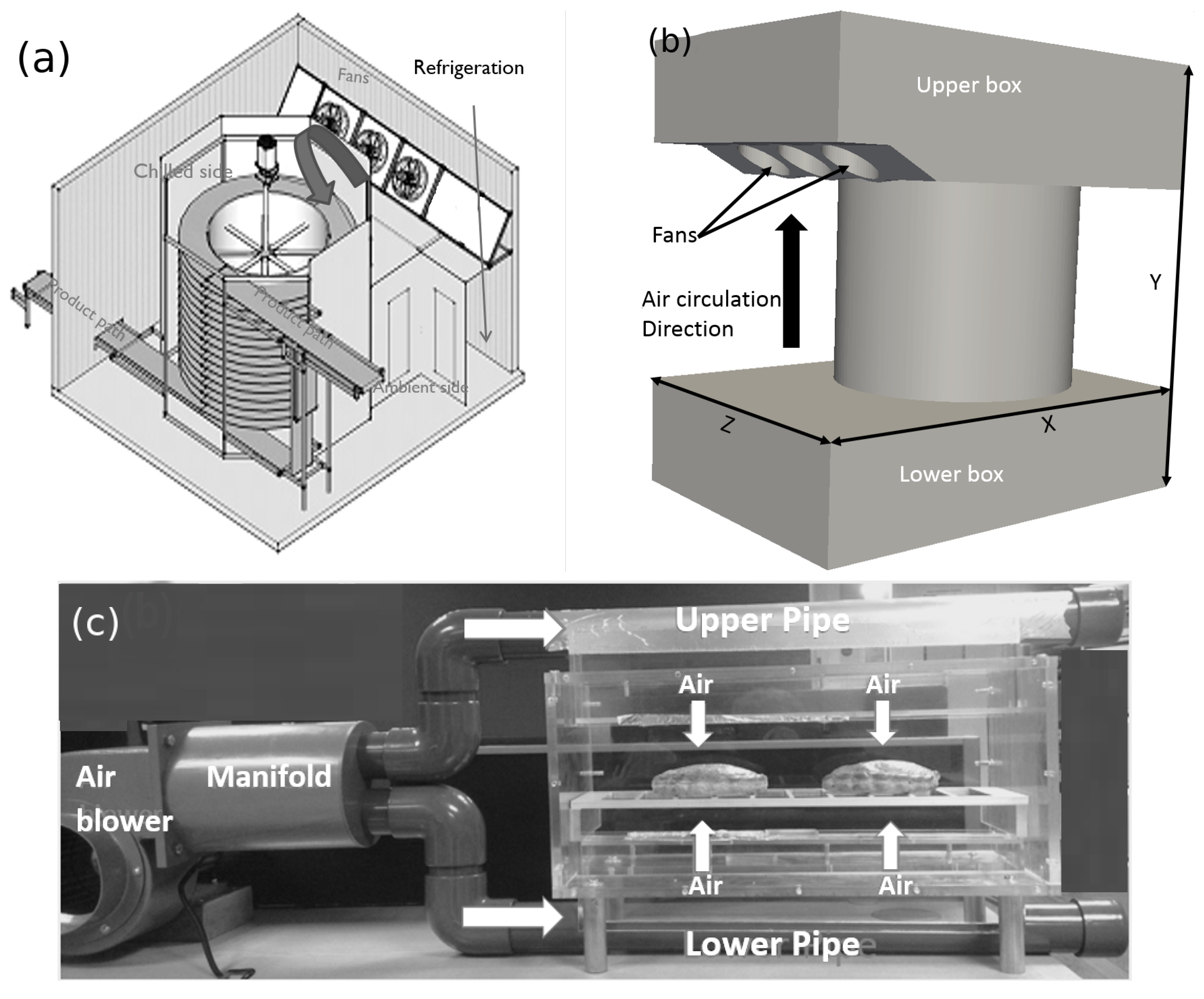
2. Industrial and Experimental Measurements
3. Mathematical and Physical Modelling
3.1. Governing Equations of Fluid Flow
- Mass Conservation Equation
- Momentum Conservation Equation
- The Heat Transfer Equation for a fluid is
3.2. Turbulence Modelling
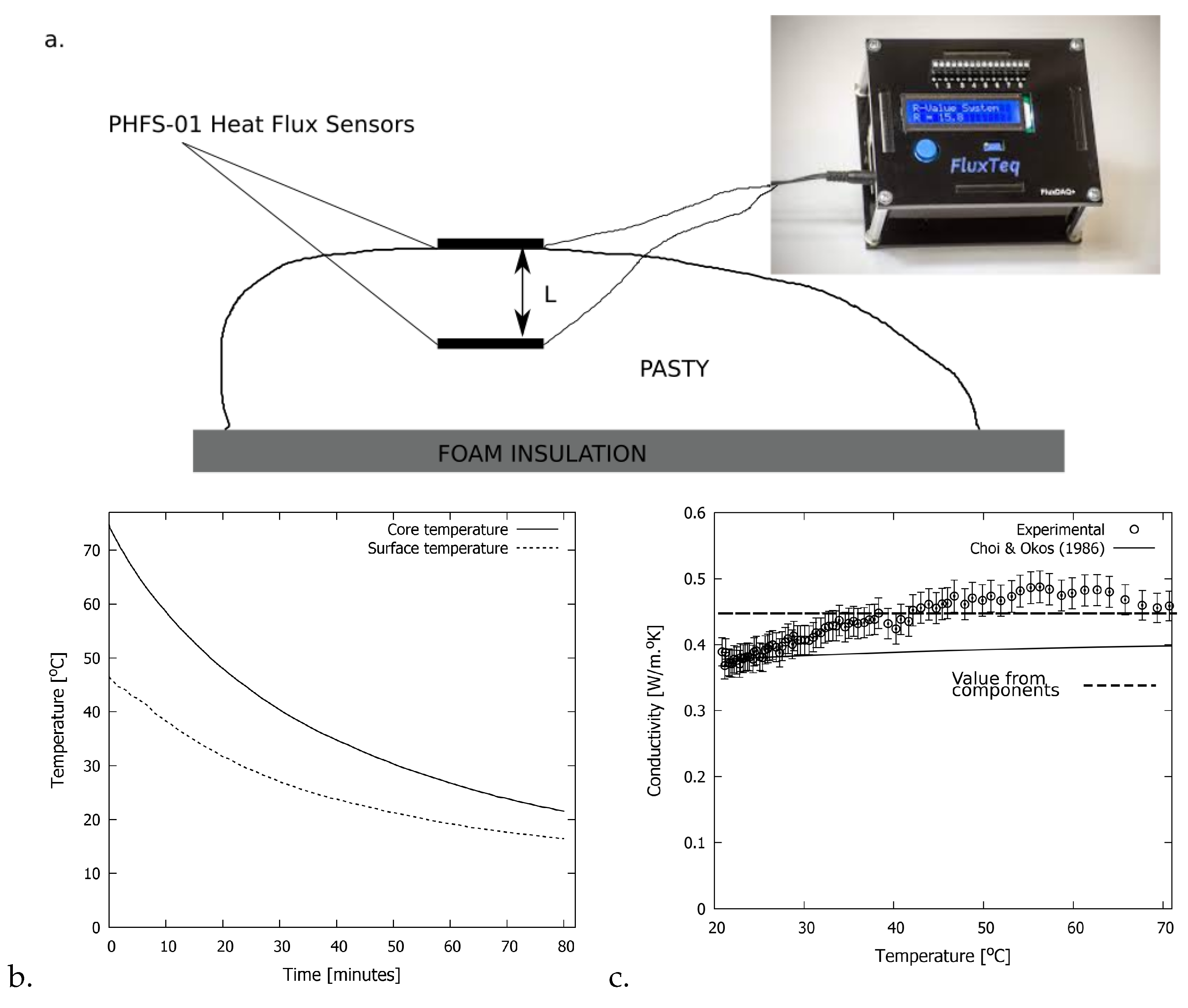
3.3. Thermal Properties of the Cornish Pasty
4. CFD Simulations
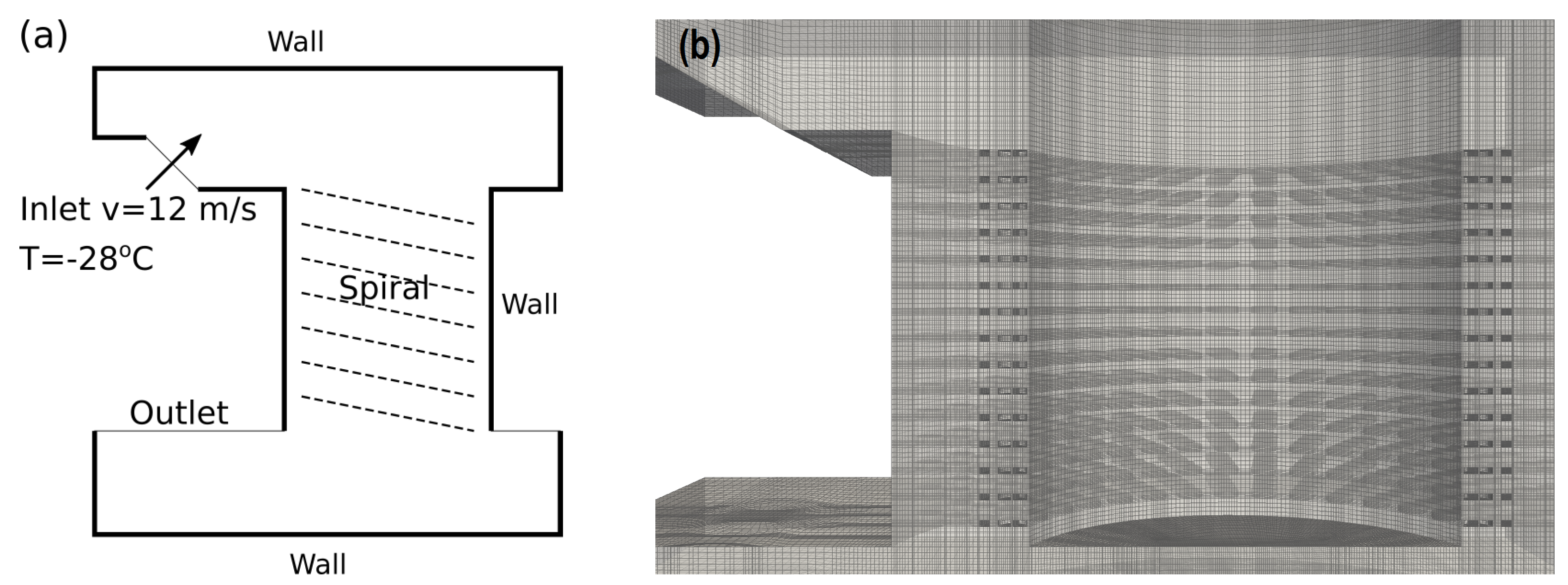
4.1. CFD Setup—Spiral Cooling System
4.2. CFD Setup – Single Cornish Pasty
4.2.1. Localised Model, Homogeneous Pasty
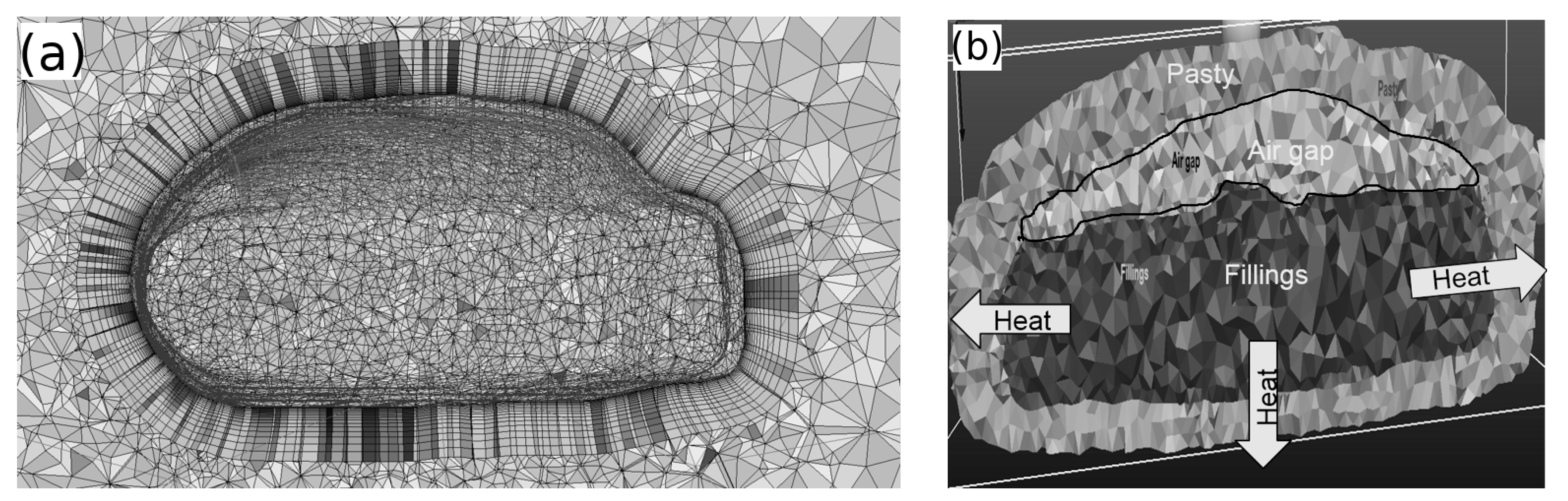
4.2.2. Localised Model, Resolved Pasty
5. Results and Discussion
5.1. Spiral Cooling System
5.2. Individual Cooling; Homogeneous Pasty
5.3. Local Cooling Processes
6. Conclusions
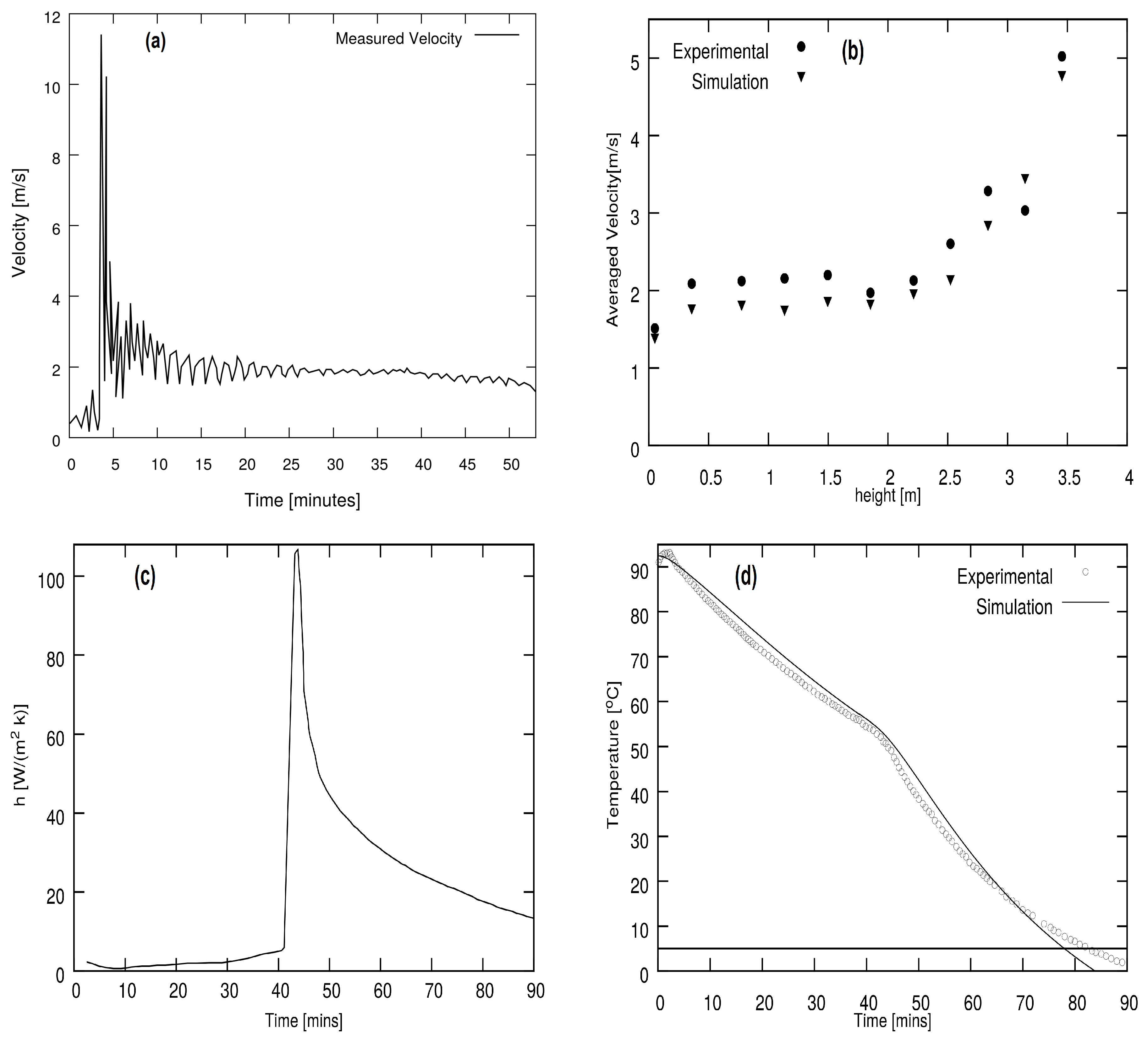
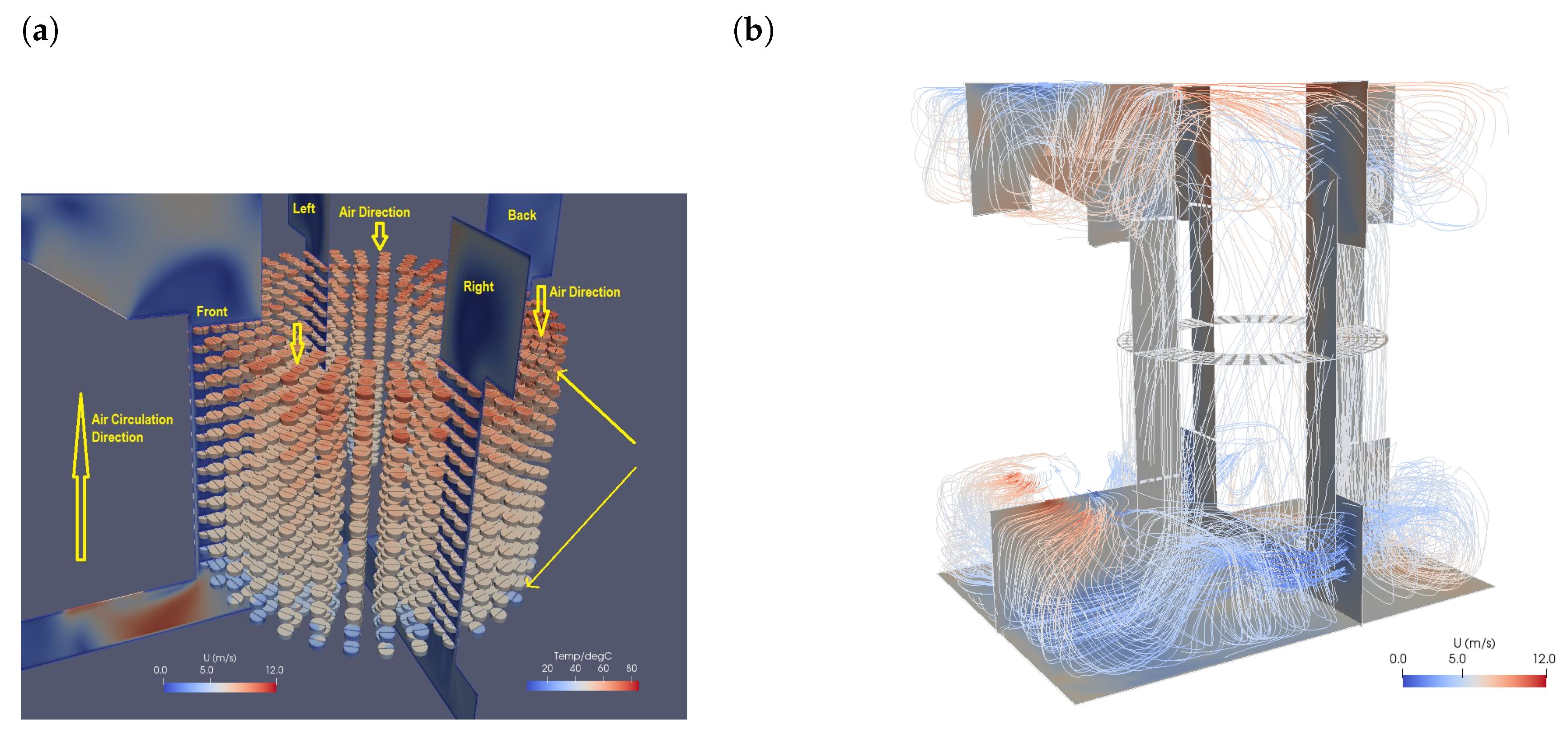
- A full simulation of a spiral chiller. This represented the individual pasties as D-shaped blocks at fixed temperatures, with 360 pasties in each revolution (the spiral containing 15 complete turns), and focussed on the thermofluid simulation of the air through the equipment. Results were compared and validated against air flow data measured in the actual industrial spiral.
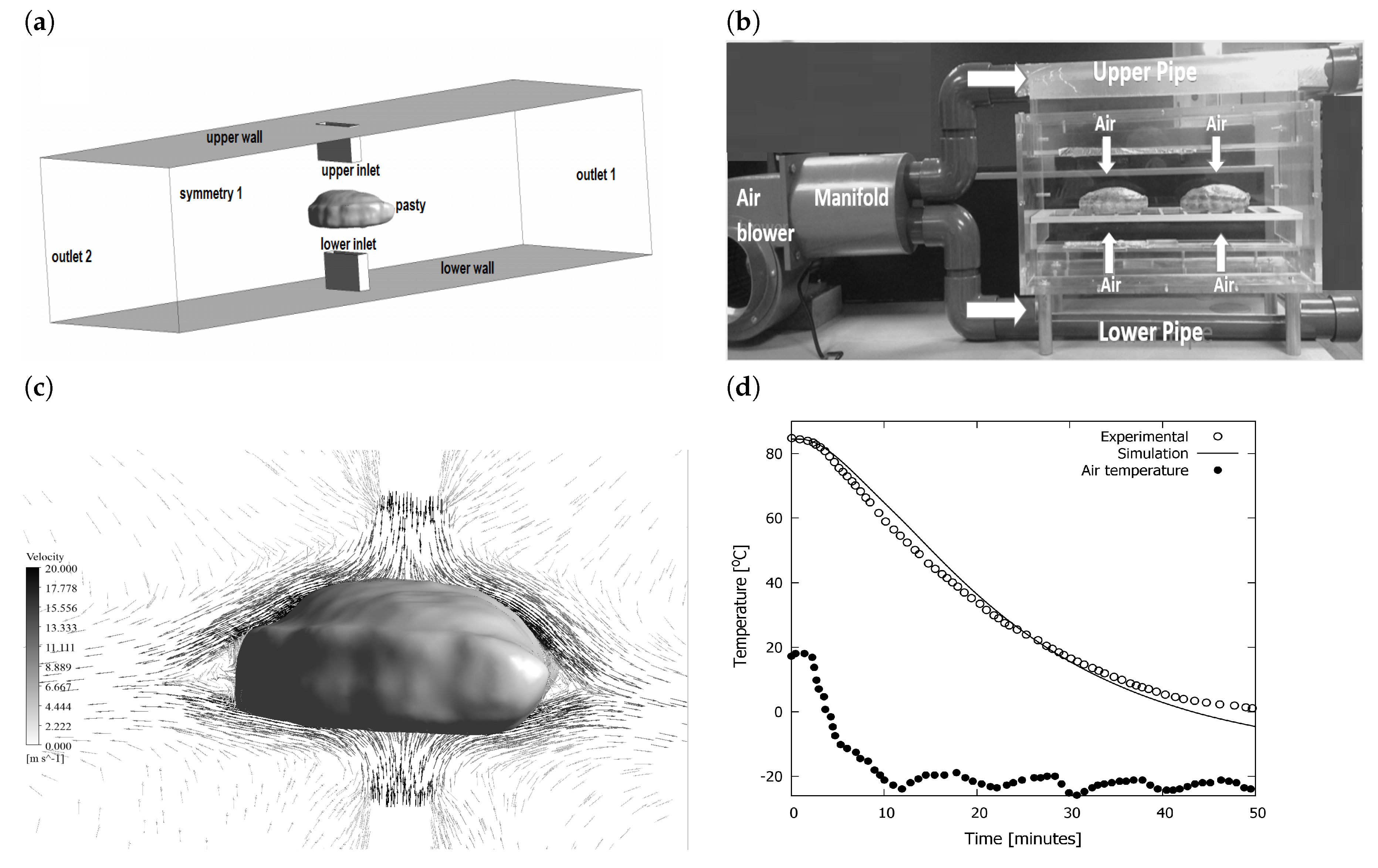
- A Conjugate Heat Transfer simulation of an individual, isolated pastry. This used MRI scans to determine the external geometry of the pastry, which was then represented as a single homogeneous solid region cooling via heat transfer to the surrounding air. The air boundary conditions were based on data extracted from the first simulation of the full spiral. Results from these simulations were compared with time series temperature data recorded in individual pasties travelling through the system.
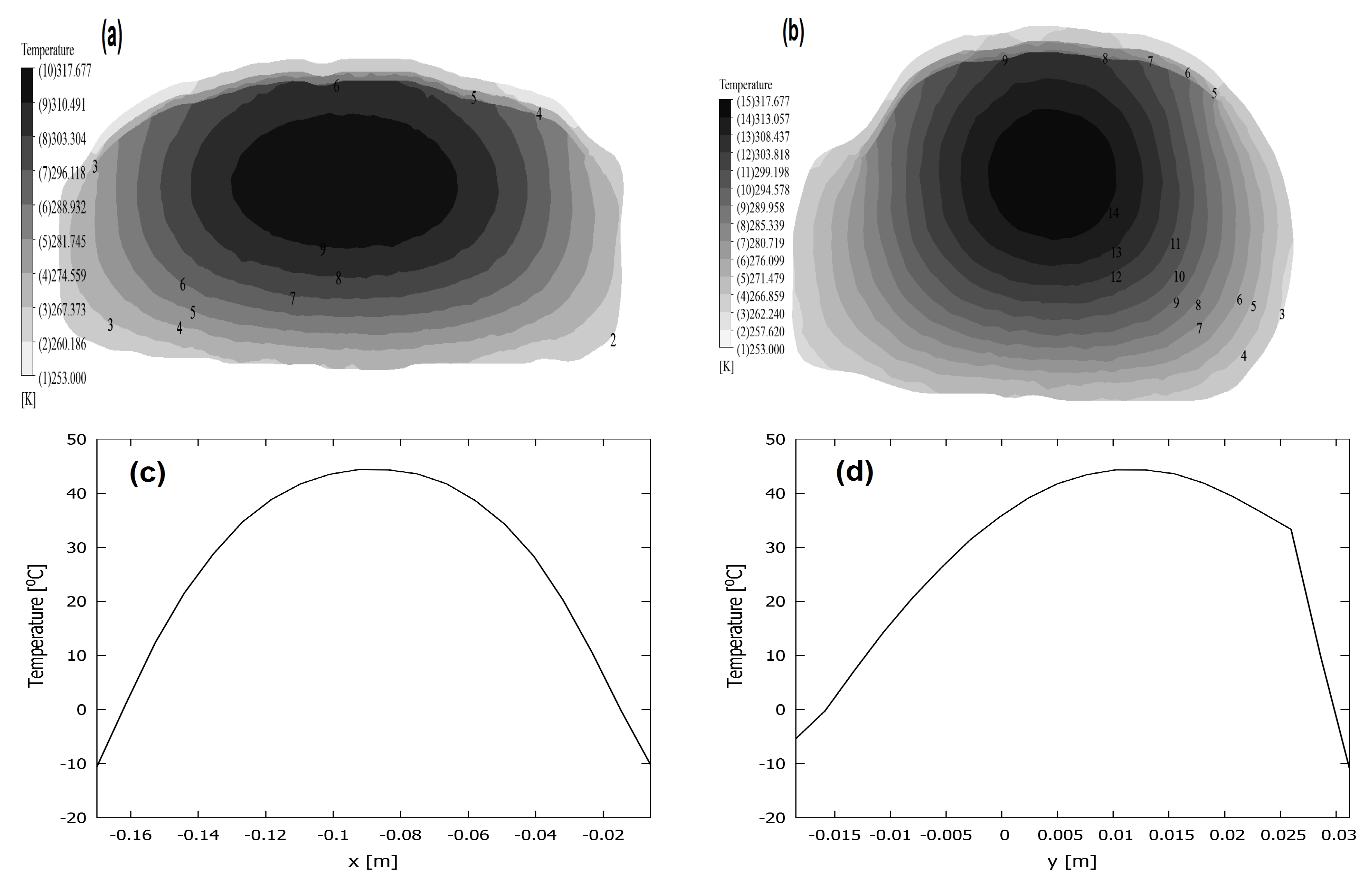
- A third set of simulations was carried out in which the interior structure of an individual pasty was resolved using Image Based Meshing (IBM) techniques. MRI scans of the pasty were segmented using ScanIP to provide separate domains for air, pastry, filling and air gap. A full simulation of the cooling and heat transfer was then performed. This model matched a separate experiment in which individual pasties were cooled by the impact of jets of cold air, and the results from the experiment and CFD were compared.
Supplementary Materials
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Hung, Y.; Thompson, D. Freezing time prediction for slab shape foodstuffs by an improved analytical method. J. Food Sci. 1983, 48, 555–560. [Google Scholar] [CrossRef]
- Gaffney, J.J.; Baird, C.D.; Chau, K.V. Method for calculating heat and mass transfer in fruits and vegetables individually and in bulk. ASHRAE Trans. 1985, 91, 332–352. [Google Scholar]
- Hossain, M.; Cleland, D.; Cleland, A. Prediction of freezing and thawing times for foods of three-dimensional irregular shape by using a semi-analytical geometric factor. Int. J. Refrig. 1992, 15, 241–246. [Google Scholar] [CrossRef]
- Dincer, I. Methodology to determine temperature distributions in cylindrical products exposed to hydrocooling. Int. Commer. Heat Mass Transf. 1993, 19, 359–371. [Google Scholar] [CrossRef]
- Carroll, N.; Mohtar, R.; Segerlind, L.J. Predicting the cooling time for irregular shaped food products. J. Food Process. Eng. 1996, 19, 385–401. [Google Scholar] [CrossRef]
- Choi, Y.; Okos, M.R. Effects of temperature and composition on the thermal properties of foods. In Food Engineering and Process Applications; Elsevier Applied Science: London, UK, 1986; Volume 1, pp. 93–101. [Google Scholar]
- Kaale, L.D.; Eikevik, T.M.; Kolsaker, K. Superchilling of food: A review. J. Food Eng. 2011, 107, 141–146. [Google Scholar] [CrossRef]
- Salvadori, V.; Mascheroni, R. Analysis of impingement freezers performance. J. Food Eng. 2002, 54, 133–140. [Google Scholar] [CrossRef]
- Midden, T.M. Impingement air baking for snack foods. Cereal Foods World 1995, 40, 532–535. [Google Scholar]
- Acosta, J.L.; Moreira, R.G.; Yagoobi, J.S. Air impingement drying of tortilla chips. Dry. Technol. 1997, 15, 881–897. [Google Scholar]
- Nitin, N.; Karwe, M.V. Heat transfer coefficient for cookie shaped objects in a hot air jet impingement oven. J. Food Process. Eng. 2001, 24, 51–69. [Google Scholar] [CrossRef]
- Erdogdu, F.; Sarkar, A.; Singh, R.P. Mathematical modeling of air-impingement cooling of finite slab shaped objects and effect of spatial variation of heat transfer coefficient. J. Food Eng. 2005, 71, 287–294. [Google Scholar] [CrossRef]
- Wahlby, U.; Skjoldebrand, C.; Junker, E. Impact of impingement on cooking time and food quality. J. Food Eng. 2000, 43, 179–187. [Google Scholar] [CrossRef]
- Sarkar, A.; Singh, R.P. Spatial variation of heat transfer coefficient in air impingement applications. J. Food Sci. 2003, 68, 910–916. [Google Scholar] [CrossRef]
- Smale, N.; Moureh, J.; Cortella, G. A review of numerical models of airflow in refrigerated food applications. Int. J. Refrig. 2006, 29, 911–930. [Google Scholar] [CrossRef]
- Hoang, M.; Verboven, P.; Baerdemaeker, J.D.; Nicolaï, B. Analysis of the air flow in a cold store by means of computational fluid dynamics. Int. J. Refrig. 2000, 23, 127–140. [Google Scholar] [CrossRef]
- Rouaud, O.; Havet, M. Computation of the airflow in a pilot scale clean room using K-ϵ turbulence models. Int. J. Refrig. 2002, 25, 351–361. [Google Scholar] [CrossRef]
- Nahor, H.; Hoang, M.; Verboven, P.; Baelmans, M.; Nicolaı, B. CFD model of the airflow, heat and mass transfer in cool stores. Int. J. Refrig. 2005, 28, 368–380. [Google Scholar] [CrossRef]
- Foster, A.; Swain, M.; Barrett, R.; James, S. Experimental verification of analytical and CFD predictions of infiltration through cold store entrances. Int. J. Refrig. 2003, 26, 918–925. [Google Scholar] [CrossRef] [Green Version]
- Huan, Z.; Ma, Y.; He, S. Airflow blockage and guide technology on energy saving for spiral quick-freezer. Int. J. Refrig. 2003, 26, 644–651. [Google Scholar] [CrossRef]
- Chanteloup, V.; Mirade, P.S. Computational fluid dynamics (CFD) modelling of local mean age of air distribution in forced-ventilation food plants. J. Food Engng. 2009, 90, 90–103. [Google Scholar] [CrossRef]
- Mirade, P.S. Prediction of the air velocity field in modern meat dryers using unsteady computational fluid dynamics (CFD) models. J. Food Eng. 2003, 60, 41–48. [Google Scholar] [CrossRef]
- Kuffi, K.D.; Defraeye, T.; Nicolai, B.M.; Smet, S.D.; Geeraerd, A.; Verboven, P. CFD modeling of industrial cooling of large beef carcasses. Int. J. Refrig. 2016, 69, 324–339. [Google Scholar] [CrossRef]
- Cortella, G.; Manzan, M.; Comini, G. CFD simulation of refrigerated display cabinets. Int. J. Refrig. 2001, 24, 250–260. [Google Scholar] [CrossRef]
- D’Agaro, P.; Cortella, G.; Croce, G. Two- and three-dimensional CFD applied to vertical display cabinets simulation. Int. J. Refrig. 2006, 29, 178–190. [Google Scholar] [CrossRef]
- Rossetti, A.; Minetto, S.; Marinetti, S. A simplified thermal CFD approach to fins and tube heat exchanger: Application to maldistributed airflow on an open display cabinet. Int. J. Refrig. 2015, 57, 208–215. [Google Scholar] [CrossRef]
- Alfaro-Ayala, J.A.; Uribe-Ramirez, A.R.; Minchaca-Mojica, J.I.; de, J.; Ramírez-Minguela, J.; Alvarado-Alcalá, B.U.; López-Nëz, O.A. Numerical prediction of the unsteady temperature distribution in a cooling cabinet. Int. J. Refrig. 2017, 73, 235–245. [Google Scholar] [CrossRef]
- Jiang, L.; Tabor, G.; Gao, G. A new turbulence model for separated flows. Int. J. Comput. Fluid Dyn. 2011, 25, 427–438. [Google Scholar] [CrossRef]
- Menter, F. Two-Equation Eddy-Viscosity Turbulence Models for Engineering Applications. AIAA J. 1994, 32, 1598–1605. [Google Scholar] [CrossRef]
- Menter, F.; Esch, T. Elements of industrial heat transfer prediction. In Proceedings of the 16th Brazilian Congress of Mechanical Engineering (COBEM), Minas Gerais, Brazil, 26 November 2001. [Google Scholar]
- Carson, J.K. Thermal Conductivity Measurement and Prediction of Particulate Foods. Int. J. Food Prop. 2015, 18, 2840–2849. [Google Scholar] [CrossRef]
- Carson, J.K. Measurement and Modelling of Thermal Conductivity of Sponge and Yellow Cakes as a Function of Porosity. Int. J. Food Prop. 2014, 17, 1254–1263. [Google Scholar] [CrossRef]
- Rodriguez, R.; Rodrigo, M.; Kelly, P. A Calorimetric Method To Determine Specific Heat of Prepared Foods. J. Food Eng. 1995, 26, 81–96. [Google Scholar] [CrossRef]
- Murakami, E.G.; Okos, M.R. Measurement and prediction of thermal properties of foods. In Food Properties and Computer-Aided Engineering of Food Processing Systems; Singh, R.P., Medina, A.G., Eds.; Kluwer Academic: Dordrecht, The Netherlands, 1989; pp. 3–48. [Google Scholar]
- Owen, M.S. (Ed.) ASHRAE Handbook: Refrigeration Systems and Applications; American Society of Heating, Refrigerating and Air Conditioning Engineers: Atlanta, GA, USA, 1986. [Google Scholar]
- Roe, M.; Church, S.; Pinchen, H.; Finglas, P. Nutrient Analysis of a Range of Processed Foods with Particular Reference to Trans Fatty Acids; Technical report; Institute of Food Research, Institute of Food Research, Norwich Research Park: Colney, UK, 2013. [Google Scholar]
- Weber, I.; Young, P.G. Automating the generation of 3D finite element models based on medical imaging data: application to head impact. In Proceedings of the 2D Modelling, Paris, France, 23–24 April 2003. [Google Scholar]
- Xuan, V.B.; Weber, I.; Füreder, R.; West, T.B.; Young, P.G. Automating the Generation of Finite Element Models based on 3D data: Generation of a mesh for CFD analysis of the trachea. In Proceedings of the 6th International Symposium on Computer Methods in Biomechanics and Biomedical Engineering, Madrid, Spain, 25–28 February 2004. [Google Scholar]
- Collins, T.P.; Tabor, G.R.; Young, P.G. A computational fluid dynamics study of inspiratory flow in orotracheal geometries. Med. Biol. Eng. Comput. 2007, 45, 829–836. [Google Scholar] [CrossRef] [PubMed]
- Young, P.; Beresford-West, T.; Murphy, F. Imaged based meshing and its role within computational biomechnics. In Proceedings of the International Biomechanics Conference, Ottowa, ON, Canada, 2–6 June 2008. [Google Scholar]
- Tabor, G.; Xuan, B.; Füreder, R.; West, T.; Young, P.G. On Automating the Generation of CFD Models Based on 3D Data: Industrial and Biomedical Applications. In Proceedings of the ECCOMAS Congress, Jyvaskyla, Finland, 24–28 July 2004. [Google Scholar]
- Tabor, G.; Young, P.G.; West, T.B.; Benattayallah, A. Mesh construction from medical imaging for multiphysics simulation: Heat transfer and fluid flow in complex geometries. Eng. Appl. Comput. Fluid Mech. 2007, 1, 126–135. [Google Scholar] [CrossRef]
- Baker, M.; Young, P.; Tabor, G.R. Image based meshing of packed beds of cylinders at low aspect ratios using 3d MRI coupled with computational fluid dynamics. Comput. Chem. Eng. 2011, 35, 1969–1977. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Ratio % |
|---|---|
| water | 47.3 |
| Protein | 7.0 |
| Fat | 17.8 |
| Carbohydrate | 24 |
| Fibre | 2.2 |
| Ash | 1.7 |
| 568 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khenien, A.; Benattayallah, A.; Tabor, G. CFD Simulation of an Industrial Spiral Refrigeration System. Energies 2019, 12, 3358. https://doi.org/10.3390/en12173358
Khenien A, Benattayallah A, Tabor G. CFD Simulation of an Industrial Spiral Refrigeration System. Energies. 2019; 12(17):3358. https://doi.org/10.3390/en12173358
Chicago/Turabian StyleKhenien, A., A. Benattayallah, and G. Tabor. 2019. "CFD Simulation of an Industrial Spiral Refrigeration System" Energies 12, no. 17: 3358. https://doi.org/10.3390/en12173358