
Frequency- and Temperature-Dependent Uncertainties in Hysteresis Measurements of a 3D-Printed FeSi wt6.5% Material



Abstract
:1. Introduction
2. Materials and Methods
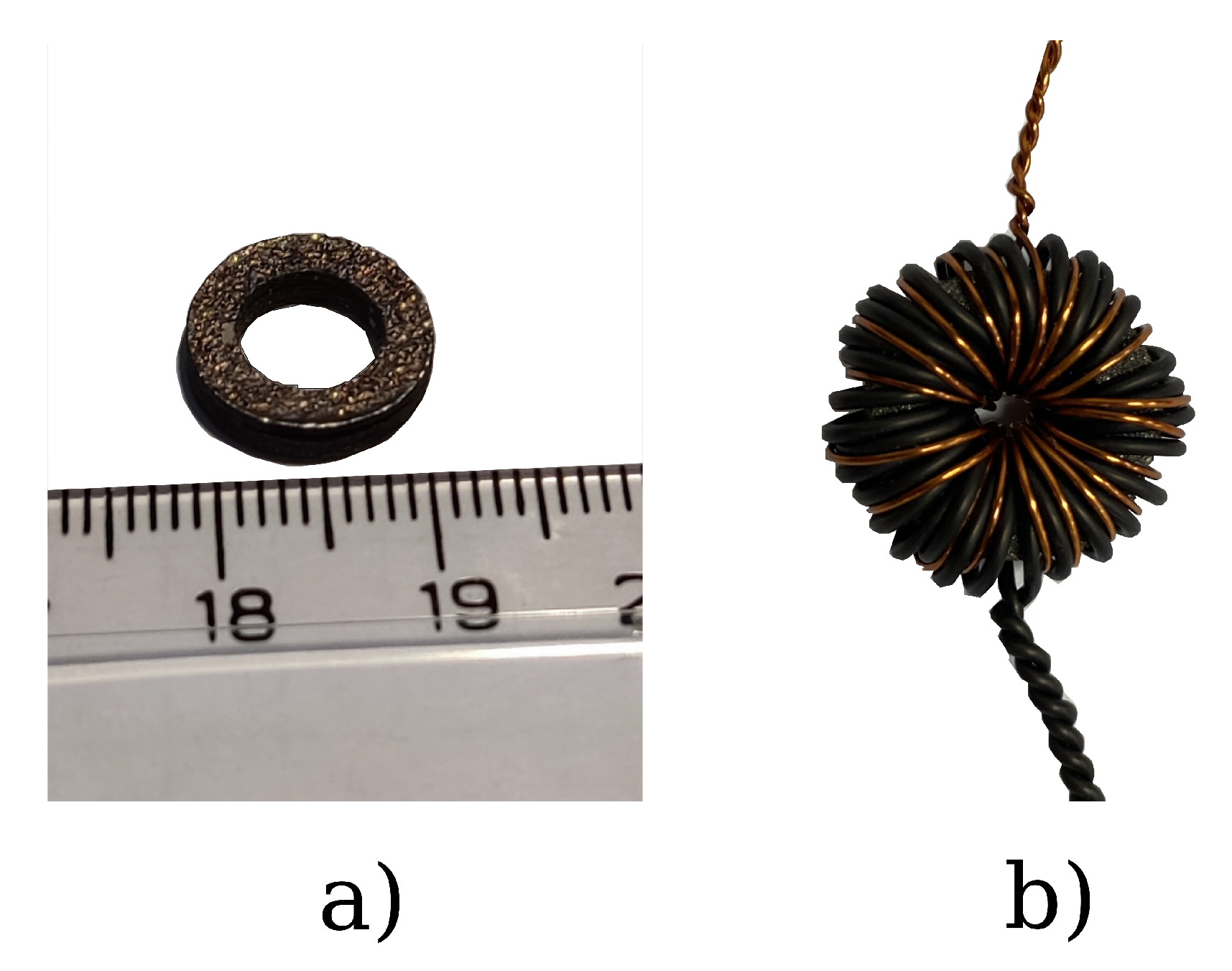
2.1. Sample Preparation
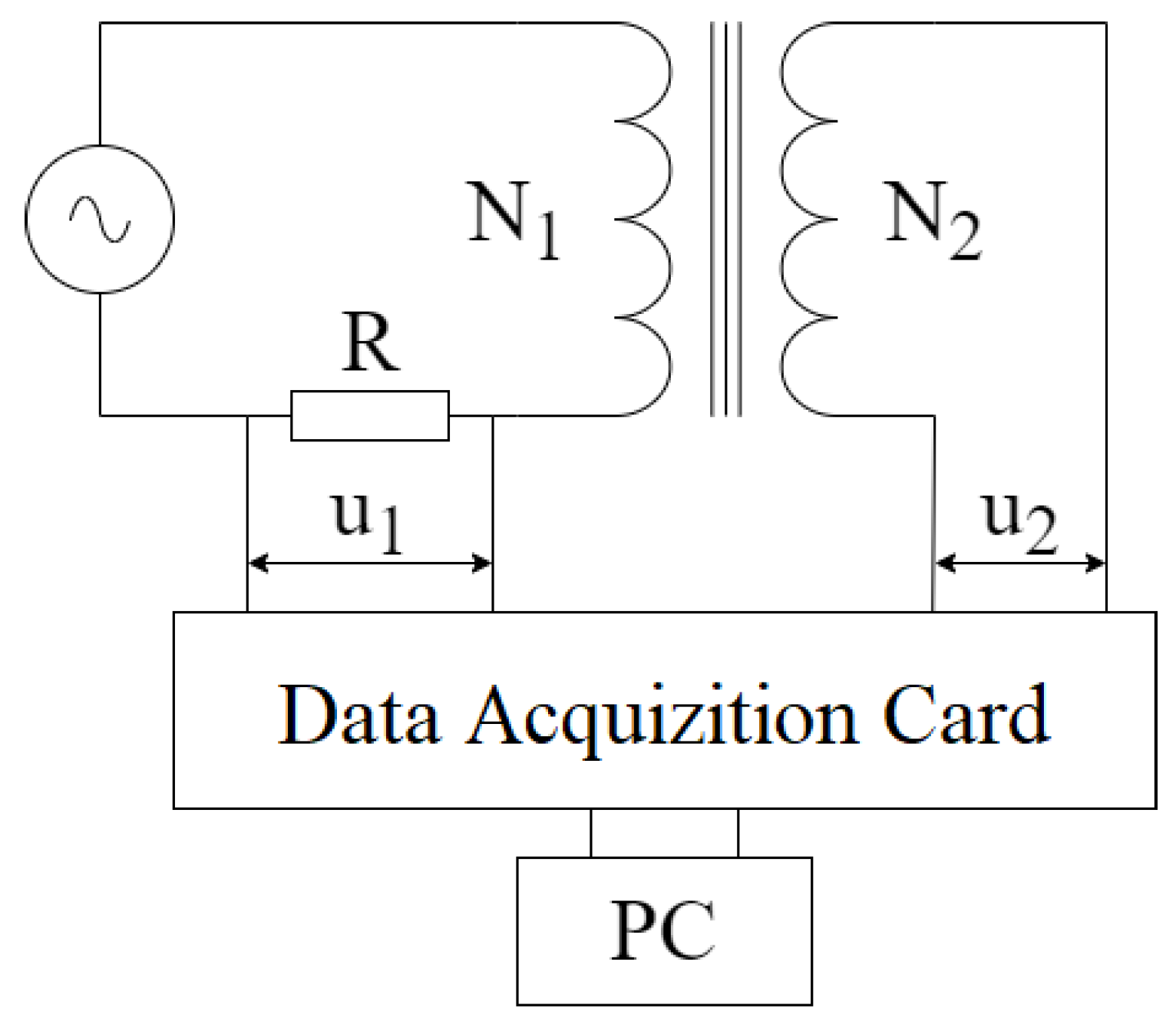
2.2. Hysteresis Measurements
3. Results and Discussion
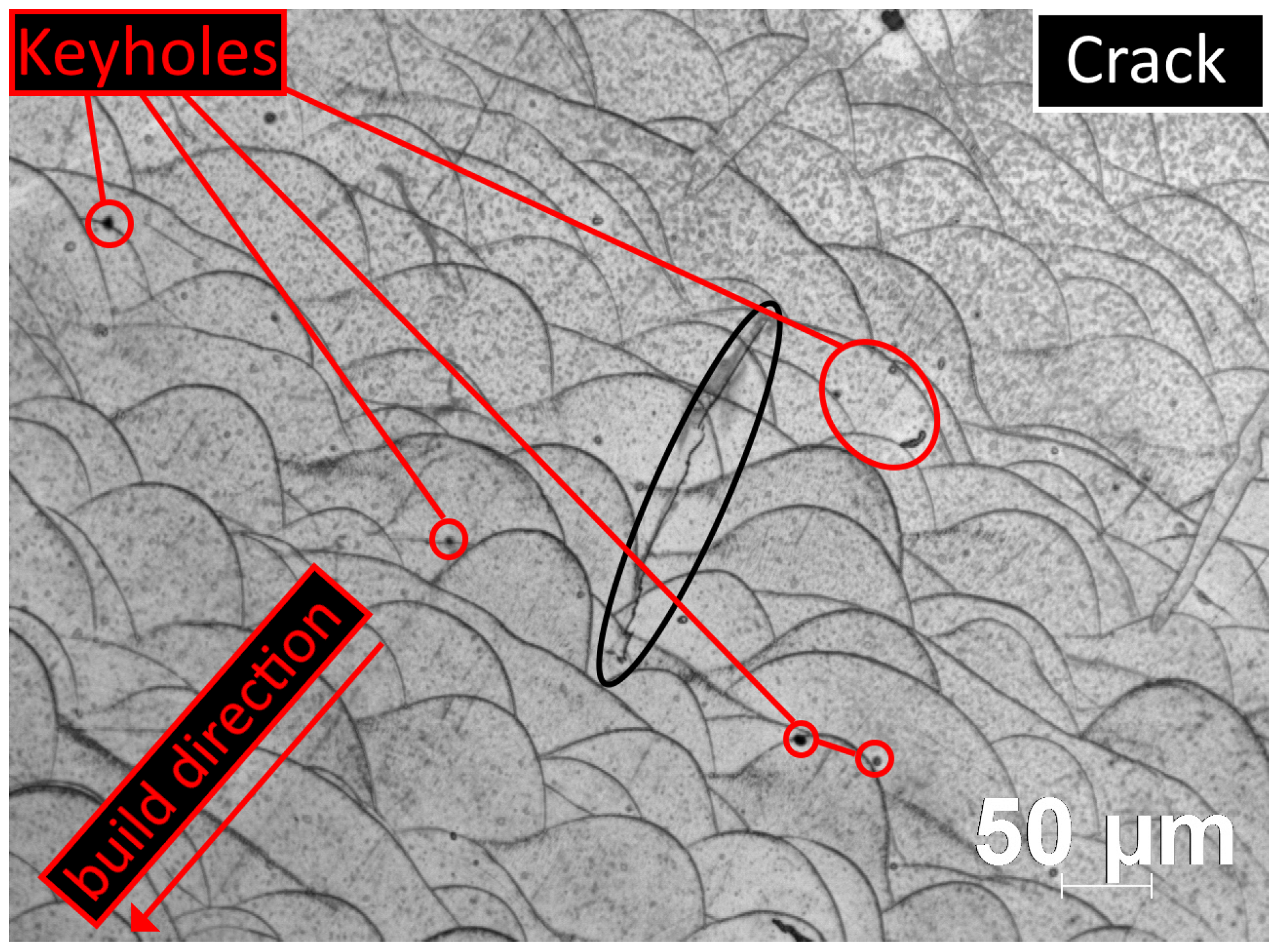
3.1. Metallurgical Properties of the Toroidal Samples
3.2. Uncertainties in the Magnetic Hysteresis Measurement
3.3. Temperature-Dependent Magnetic Hysteresis Measurement
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Faludi, J.; Van Sice, C.M.; Shi, Y.; Bower, J.; Brooks, O.M. Novel materials can radically improve whole-system environmental impacts of additive manufacturing. J. Clean. Prod. 2019, 212, 1580–1590. [Google Scholar] [CrossRef]
- Giffi, C.A.; Vitale, J., Jr.; Schiller, T.; Robinson, R. A reality check on advanced vehicle technologies. In Insights Exploring New Automotive Business Models and Consumer Preferences; Deloitte: London, UK, 2018; p. 8. [Google Scholar]
- Tiismus, H.; Kallaste, A.; Vaimann, T.; Rassõlkin, A. State of the art of additively manufactured electromagnetic materials for topology optimized electrical machines. Addit. Manuf. 2022, 55, 102778. [Google Scholar] [CrossRef]
- Lamichhane, T.N.; Sethuraman, L.; Dalagan, A.; Wang, H.; Keller, J.; Paranthaman, M.P. Additive manufacturing of soft magnets for electrical machines—A review. Mater. Today Phys. 2020, 15, 100255. [Google Scholar] [CrossRef]
- Bramerdorfer, G.; Tapia, J.A.; Pyrhönen, J.J.; Cavagnino, A. Modern electrical machine design optimization: Techniques, trends, and best practices. IEEE Trans. Ind. Electron. 2018, 65, 7672–7684. [Google Scholar] [CrossRef]
- Katona, M.; Orosz, T. Circular Economy Aspects of Permanent Magnet Synchronous Reluctance Machine Design for Electric Vehicle Applications: A Review. Energies 2024, 17, 1408. [Google Scholar] [CrossRef]
- Orosz, T.; Rassõlkin, A.; Kallaste, A.; Arsénio, P.; Pánek, D.; Kaska, J.; Karban, P. Robust design optimization and emerging technologies for electrical machines: Challenges and open problems. Appl. Sci. 2020, 10, 6653. [Google Scholar] [CrossRef]
- Cacace, S.; Furlan, V.; Sorci, R.; Semeraro, Q.; Boccadoro, M. Using recycled material to produce gas-atomized metal powders for additive manufacturing processes. J. Clean. Prod. 2020, 268, 122218. [Google Scholar] [CrossRef]
- Sarap, M.; Kallaste, A.; Shams Ghahfarokhi, P.; Tiismus, H.; Vaimann, T. Utilization of additive manufacturing in the thermal design of electrical machines: A review. Machines 2022, 10, 251. [Google Scholar] [CrossRef]
- Kampker, A.; Treichel, P.; Kreisköther, K.; Pandey, R.; Büning, M.K.; Backes, T. Alternative fabrication strategies for the production of axial flux permanent magnet synchronous motors for enhanced performance characteristics. In Proceedings of the 2018 8th International Electric Drives Production Conference (EDPC), IEEE, Schweinfurt, Germany, 4–5 December 2018; pp. 1–7. [Google Scholar]
- Jung, J.; Helm, A.; Liebold, J. Improved efficiency of electric drives with additively manufactured roebel bar windings. MTZ Worldw. 2021, 82, 54–58. [Google Scholar] [CrossRef]
- Selema, A.; Beretta, M.; Van Coppenolle, M.; Tiismus, H.; Kallaste, A.; Ibrahim, M.N.; Rombouts, M.; Vleugels, J.; Kestens, L.A.; Sergeant, P. Evaluation of 3D-printed magnetic materials for additively-manufactured electrical machines. J. Magn. Magn. Mater. 2023, 569, 170426. [Google Scholar] [CrossRef]
- Li, S.; Lau, K.B.; Wuu, D.; Wei, F.; Lin, M.; Cheong, A.; Wang, P.; Tan, C.C.; Ramamurty, U. 3D printing of ductile equiatomic Fe-Co alloy for soft magnetic applications. Addit. Manuf. 2021, 47, 102291. [Google Scholar] [CrossRef]
- Orosz, T.; Horváth, T.; Tóth, B.; Kuczmann, M.; Kocsis, B. Iron Loss Calculation Methods for Numerical Analysis of 3D-Printed Rotating Machines: A Review. Energies 2023, 16, 6547. [Google Scholar] [CrossRef]
- Pham, T.; Kwon, P.; Foster, S. Additive manufacturing and topology optimization of magnetic materials for electrical machines—A review. Energies 2021, 14, 283. [Google Scholar] [CrossRef]
- Khajepour, M.; Sharafi, S. Characterization of nanostructured Fe–Co–Si powder alloy. Powder Technol. 2012, 232, 124–133. [Google Scholar] [CrossRef]
- Zhang, M.; Zhou, X.; Wang, D.; He, L.; Ye, X.; Zhang, W. Additive manufacturing of in-situ strengthened dual-phase AlCoCuFeNi high-entropy alloy by selective electron beam melting. J. Alloys Compd. 2022, 893, 162259. [Google Scholar] [CrossRef]
- Stornelli, G.; Folgarait, P.; Ridolfi, M.R.; Corapi, D.; Repitsch, C.; Pietro, O.D.; Schino, A.D. Feasibility study of ferromagnetic cores fabrication by additive manufacturing process. Mater. Proc. 2021, 3, 28. [Google Scholar] [CrossRef]
- Tiismus, H.; Kallaste, A.; Belahcen, A.; Vaimann, T.; Rassõlkin, A.; Lukichev, D. Hysteresis measurements and numerical losses segregation of additively manufactured silicon steel for 3D printing electrical machines. Appl. Sci. 2020, 10, 6515. [Google Scholar] [CrossRef]
- Quercio, M.; Poskovic, E.; Franchini, F.; Fracchia, E.; Ferraris, L.; Canova, A.; Tenconi, A.; Tiismus, H.; Kallaste, A. Application of active thermography for the study of losses in components produced by laser powder Bed fusion. J. Magn. Magn. Mater. 2024, 592, 171796. [Google Scholar] [CrossRef]
- Haiji, H.; Okada, K.; Hiratani, T.; Abe, M.; Ninomiya, M. Magnetic properties and workability of 6.5% Si steel sheet. J. Magn. Magn. Mater. 1996, 160, 109–114. [Google Scholar] [CrossRef]
- González, F.; Houbaert, Y. A review of ordering phenomena in iron-silicon alloys. Rev. Metal 2013, 49, 178–199. [Google Scholar] [CrossRef]
- Constantinides, S. Energy Savings with Thin Gage Silicon-Iron. Available online: https://itacamagnetics.com/wp-content/uploads/2019/09/34-ArnoldWP_ThinGageSiliconIron_Final.pdf (accessed on 22 April 2024).
- Stornelli, G.; Faba, A.; Di Schino, A.; Folgarait, P.; Ridolfi, M.R.; Cardelli, E.; Montanari, R. Properties of additively manufactured electric steel powder cores with increased Si content. Materials 2021, 14, 1489. [Google Scholar] [CrossRef] [PubMed]
- Garibaldi, M.; Ashcroft, I.; Simonelli, M.; Hague, R. Metallurgy of high-silicon steel parts produced using Selective Laser Melting. Acta Mater. 2016, 110, 207–216. [Google Scholar] [CrossRef]
- Ouyang, G.; Chen, X.; Liang, Y.; Macziewski, C.; Cui, J. Review of Fe-6.5 wt% Si high silicon steel—A promising soft magnetic material for sub-kHz application. J. Magn. Magn. Mater. 2019, 481, 234–250. [Google Scholar] [CrossRef]
- Andreiev, A.; Hoyer, K.P.; Hengsbach, F.; Haase, M.; Tasche, L.; Duschik, K.; Schaper, M. Powder bed fusion of soft-magnetic iron-based alloys with high silicon content. J. Mater. Process. Technol. 2023, 317, 117991. [Google Scholar] [CrossRef]
- Rodriguez-Vargas, B.R.; Stornelli, G.; Folgarait, P.; Ridolfi, M.R.; Miranda Pérez, A.F.; Di Schino, A. Recent advances in additive manufacturing of soft magnetic materials: A review. Materials 2023, 16, 5610. [Google Scholar] [CrossRef] [PubMed]
- Kocsis, B.; Windisch, M.; Mészáros, I.; Varga, L.K. 3D printing parameters optimization for Fe-6.5 wt% Si. J. Magn. Magn. Mater. 2024, 592, 171829. [Google Scholar] [CrossRef]
- Kocsis, B.; Hatos, I.; Varga, L.K. 3D printed metal-insulator layered structure. J. Magn. Magn. Mater. 2022, 563, 169994. [Google Scholar] [CrossRef]
- Han, C.; Wen, S.; Ye, F.; Wu, W.; Xue, S.; Liang, Y.; Liu, B.; Lin, J. Deformation twinning in equiaxed-grained Fe-6.5wt.rotary swaging. J. Mater. Sci. Technol. 2020, 49, 25–34. [Google Scholar] [CrossRef]
- Koo, B.; Jang, M.S.; Nam, Y.G.; Yang, S.; Yu, J.; Park, Y.H.; Jeong, J.W. Structurally-layered soft magnetic Fe-Si components with surface insulation prepared by shell-shaping selective laser melting. Appl. Surf. Sci. 2021, 553, 149510. [Google Scholar] [CrossRef]
- Huang, J.; Jiao, L.; Yang, Y.; Dong, Y.; Zhang, Y.; Chang, L.; Gong, M.; Li, J.; He, A.; Wang, X. Fe-6.5 wt% Si powder cores with low core loss by optimizing particle size distribution. Metals 2020, 10, 1699. [Google Scholar] [CrossRef]
- Wang, J.; Liu, X.; Mo, J.; Mao, X.; Luo, Z. The influence of doping Ti on the microstructure and magnetic performances of Fe-6.5 Si soft magnetic composites. J. Alloys Compd. 2018, 766, 769–774. [Google Scholar] [CrossRef]
- Wang, J.; Liu, X.; Lei, C.; Mao, X.; Liu, D.; Luo, Z.; Luo, F. Core loss reduction for Fe-6.5 wt% Si soft magnetic composites doped with Co element. J. Magn. Magn. Mater. 2020, 502, 166553. [Google Scholar] [CrossRef]
- Taghvaei, A.; Shokrollahi, H.; Ghaffari, M.; Janghorban, K. Influence of particle size and compaction pressure on the magnetic properties of iron-phenolic soft magnetic composites. J. Phys. Chem. Solids 2010, 71, 7–11. [Google Scholar] [CrossRef]
- GB/T 19077-2016; Particle Size Analysis—Laser Diffraction Methods. Standardization Administration of China: Beijing, China, 2016.
- ISO 13320:2020; Particle Size Analysis—Laser Diffraction Methods. ISO Standards Authority: Geneva, Switzerland, 2020.
- Kuczmann, M. Dynamic Preisach hysteresis model. J. Adv. Res. Phys. 2010, 1, 011003. [Google Scholar]
- Bramerdorfer, G.; Kitzberger, M.; Wöckinger, D.; Koprivica, B.; Zurek, S. State-of-the-art and future trends in soft magnetic materials characterization with focus on electric machine design–part 1. tm-Tech. Mess. 2019, 86, 540–552. [Google Scholar] [CrossRef]
- Kuczmann, M. Vector Preisach hysteresis modeling: Measurement, identification and application. Phys. B Condens. Matter 2011, 406, 1403–1409. [Google Scholar] [CrossRef]
- Kuczmann, M.; Orosz, T. Temperature-Dependent Ferromagnetic Loss Approximation of an Induction Machine Stator Core Material Based on Laboratory Test Measurements. Energies 2023, 16, 1116. [Google Scholar] [CrossRef]
- Hojjatzadeh, S.M.H.; Parab, N.D.; Guo, Q.; Qu, M.; Xiong, L.; Zhao, C.; Escano, L.I.; Fezzaa, K.; Everhart, W.; Sun, T.; et al. Direct observation of pore formation mechanisms during LPBF additive manufacturing process and high energy density laser welding. Int. J. Mach. Tools Manuf. 2020, 153, 103555. [Google Scholar] [CrossRef]
- Syed, A.K.; Ahmad, B.; Guo, H.; Machry, T.; Eatock, D.; Meyer, J.; Fitzpatrick, M.E.; Zhang, X. An experimental study of residual stress and direction-dependence of fatigue crack growth behaviour in as-built and stress-relieved selective-laser-melted Ti6Al4V. Mater. Sci. Eng. A 2019, 755, 246–257. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample 1 | Volume | Voids | Voids |
|---|---|---|---|
| # | mm3 | % | mm3 |
| 1 | 145.718 | 0.286 | 0.196 |
| 2 | 145.542 | 0.54 | 0.369 |
| 3 | 145.71 | 0.358 | 0.245 |
| 4 | 145.448 | 0.545 | 0.374 |
| 5 | 145.614 | 0.409 | 0.28 |
| 6 | 145.387 | 0.667 | 0.456 |
| 7 | 145.466 | 0.607 | 0.416 |
| 8 | 145.608 | 0.426 | 0.292 |
| 9 | 145.516 | 0.546 | 0.374 |
| 10 | 146.01 | 0.028 | 0.019 |
| Measurement | Br [T] | Hc | B @ (7000 A/m) |
|---|---|---|---|
| # | [T] | [A/m] | [T] |
| 1 | 0.53206 | −1200.115 | 1.222023 |
| 2 | 0.53143 | −1204.986 | 1.221007 |
| 3 | 0.53160 | −1204.5206 | 1.220496 |
| 4 | 0.52968 | −1197.1534 | 1.219436 |
| 5 | 0.52768 | −1202.241 | 1.218853 |
| 6 | 0.52647 | −1199.301 | 1.217969 |
| 7 | 0.52326 | −1191.111 | 1.217387 |
| 8 | 0.51908 | −1192.726 | 1.216071 |
| 9 | 0.51958 | −1185.127 | 1.216902 |
| 10 | 0.51948 | −1186.076 | 1.216210 |
| Average | 0.526 | −1196.336 | 1.2186 |
| STD | 0.0053 | 7.234 | 0.0021 |
| STD (%) | 1.0085 | 0.6051 | 0.17 |
| 5 Hz | 50 Hz | 200 Hz | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Sample | Hc | Hc | |||||||
| [T] | [A/m] | [T] | [T] | [A/m] | [T] | [T] | [A/m] | [T] | |
| 1 | 0.283 | −176.133 | 1.327 | 0.413 | −472.762 | 1.333 | 0.499 | −955.790 | 1.317 |
| 2 | 0.316 | −181.194 | 1.356 | 0.456 | −493.116 | 1.361 | 0.564 | −1019.370 | 1.345 |
| 3 | 0.326 | −170.054 | 1.374 | 0.449 | −448.451 | 1.376 | 0.540 | −976.556 | 1.341 |
| 4 | 0.338 | −187.390 | 1.375 | 0.473 | −508.075 | 1.378 | 0.591 | −1082.380 | 1.364 |
| 5 | 0.315 | −172.265 | 1.350 | 0.470 | −483.346 | 1.375 | 0.556 | −996.580 | 1.351 |
| 6 | 0.314 | −172.265 | 1.351 | 0.433 | −451.613 | 1.352 | 0.531 | −956.730 | 1.332 |
| 7 | 0.341 | −175.818 | 1.380 | 0.479 | −470.481 | 1.384 | 0.565 | −1018.200 | 1.348 |
| 8 | 0.331 | −171.990 | 1.373 | 0.465 | −455.709 | 1.376 | 0.548 | −978.860 | 1.342 |
| 9 | 0.319 | −173.194 | 1.365 | 0.445 | −465.794 | 1.367 | 0.543 | −976.550 | 1.346 |
| 10 | 0.348 | −181.408 | 1.378 | 0.492 | −498.991 | 1.382 | 0.588 | −1058.100 | 1.354 |
| AVG | 0.323 | −176.171 | 1.363 | 0.458 | −474.834 | 1.368 | 0.552 | −1 001.912 | 1.344 |
| STD | 0.018 | 5.507 | 0.017 | 0.024 | 20.551 | 0.016 | 0.027 | 42.449 | 0.013 |
| STD (%) | 5.668 | −3.126 | 1.235 | 5.142 | −4.328 | 1.157 | 4.925 | −4.237 | 0.949 |
| T | 200 Hz | – 200 Hz | – 50 Hz | – 50 Hz | – 5 Hz | – 5 Hz |
|---|---|---|---|---|---|---|
| [°C] | [T] | [T] | [T] | [T] | [T] | [T] |
| 20 | 0.552 | 0.027 | 0.458 | 0.024 | 0.323 | 0.018 |
| 40 | 0.532 | 0.026 | 0.428 | 0.023 | 0.311 | 0.017 |
| 60 | 0.500 | 0.022 | 0.397 | 0.017 | 0.291 | 0.013 |
| 80 | 0.468 | 0.019 | 0.374 | 0.016 | 0.279 | 0.012 |
| 100 | 0.444 | 0.018 | 0.355 | 0.016 | 0.266 | 0.012 |
| 120 | 0.425 | 0.017 | 0.340 | 0.014 | 0.258 | 0.011 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kocsis, B.; Orosz, T. Frequency- and Temperature-Dependent Uncertainties in Hysteresis Measurements of a 3D-Printed FeSi wt6.5% Material. Sensors 2024, 24, 2738. https://doi.org/10.3390/s24092738
Kocsis B, Orosz T. Frequency- and Temperature-Dependent Uncertainties in Hysteresis Measurements of a 3D-Printed FeSi wt6.5% Material. Sensors. 2024; 24(9):2738. https://doi.org/10.3390/s24092738
Chicago/Turabian StyleKocsis, Bence, and Tamás Orosz. 2024. "Frequency- and Temperature-Dependent Uncertainties in Hysteresis Measurements of a 3D-Printed FeSi wt6.5% Material" Sensors 24, no. 9: 2738. https://doi.org/10.3390/s24092738