
Condition Monitoring of Pneumatic Drive Systems Based on the AI Method Feed-Forward Backpropagation Neural Network



Abstract
:1. Introduction
2. Materials and Methods
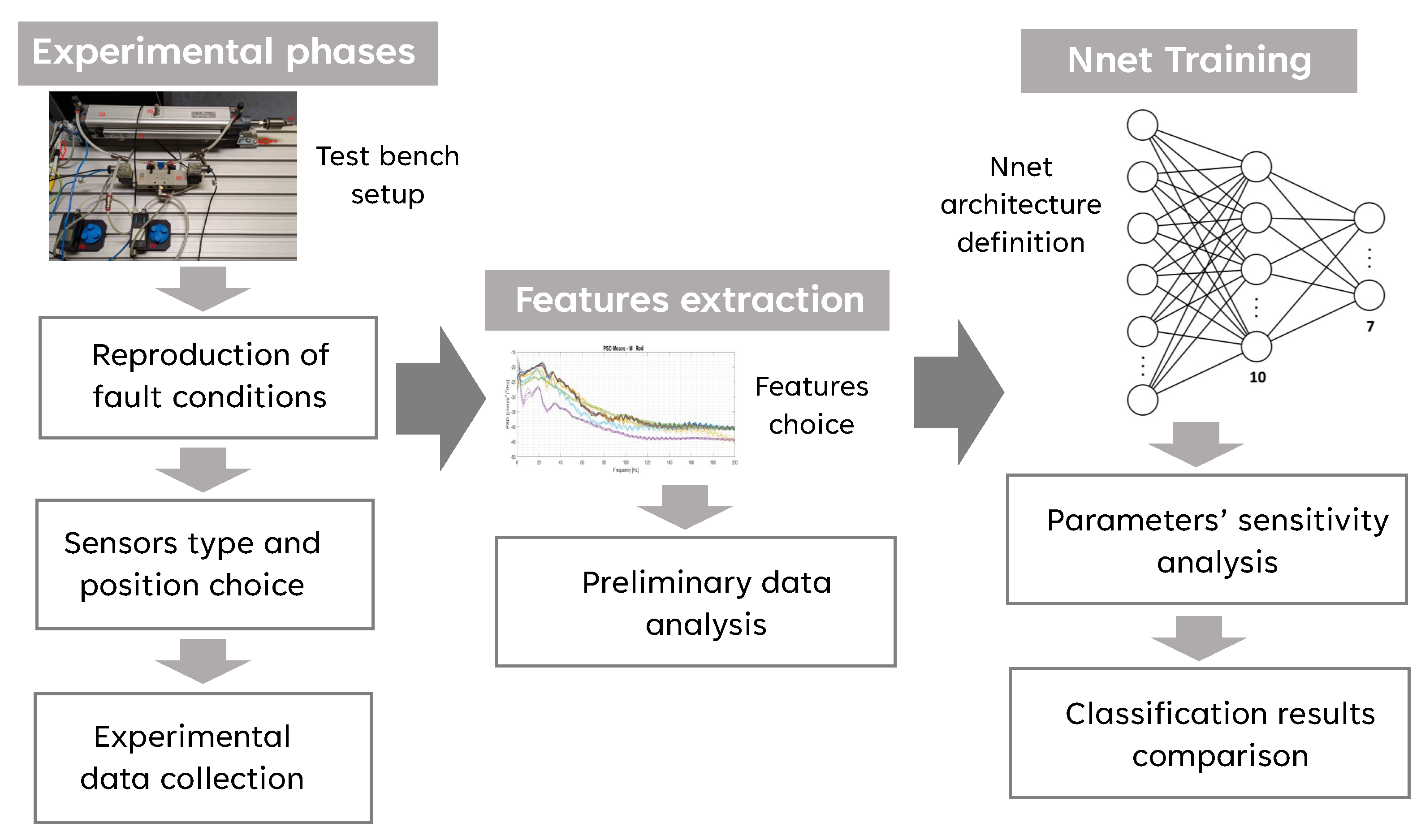
2.1. Methodology Description
2.2. Experimental Setup
- two pressure transducers (Festo SDE1 (Esslingen, Germany), with pressure range 0–10 bar), which measure the pressure in the two cylinders’ chambers;
- a linear position transducer (SICK MPA-215THTP0 (Minneapolis, MN, USA), visible in Figure 3) to measure the piston’s position;
- two monoaxial accelerometers (Wilcoxon (Frederick, MD, USA), model 732 A, with frequency range 0.5–25,000 Hz); one axially mounted on the rod, and one radially on the cylinder tube.
2.3. Experiment Description
- Faulty attachment of the actuator to the frame.
- Three different situations were considered: the front fixing screws were loosened, the rear fixing screws were loosened, both the front and rear fixing screws were loosened.
- Air leaks in the circuit.
- A hole was made in the connecting pipe between the front chamber and the directional control valve, a hole was made in the connecting pipe between the rear chamber and the directional control valve, and a hole was made in both connecting pipes between the cylinder and the directional control valve. In all cases, the hole has a diameter of 1 mm.
- the pressure in the two chambers of the cylinder;
- the displacement of the rod;
- the acceleration of the piston;
- the vibration of the body of the actuator.
2.4. Feature Extraction and Dataset Analysis
- nfft = 2(nextpow2(length(x)));numWindows = 8;nWin = nfft/numWindows;noverlap = nWin/2;window = hanning(nWin);(pxx,fx) = pwelch(x,window,noverlap,nWin,Fs);PdBWx = 10 * log10(pxx);
- nfft = points in the x signal;nWin = samples in the windows;noverlap = overlapping time samples;Fs = sampling rate, which was 2000 Hz for the monoaxial accelerometers and about 528 Hz for the Arduino accelerometer.
- the high-frequency components are significant for the vibrations measured on the cylinder body, while they are negligible for the acceleration of the rod;
- poor attachment of the cylinder body to the frame produces amplitudes of the high-frequency components of the Md dataset that are significantly higher than those of the normal case, while there are no large deviations in the amplitudes of the low-frequency components (except around 20 Hz);
- in the operating condition with air leaks, the amplitudes at all frequencies are lower than in the normal state, and the state with air leaks in the direction of both chambers is clearly different at all frequencies.
- for both the Az and Axyz datasets, the PSD spectra appear to match the energy content of the oscillation, which was maximum when all screws were loosened and minimum when the airflows in both chambers of the actuator were reduced;
- if only the Z component of the oscillation is considered (Az dataset), there is a greater overlap between the signal bands associated with the different conditions;
- when all the screws were loosened (the yellow curves), the PSD of the vibration resulting from the vectorial sum of the X, Y, and Z components was very different from the others, as the actuator oscillated in all three dimensions, causing a more complex phenomenon;
- looking at the overall acceleration, there is a significant peak in the PSD around a frequency of 13 Hz under all operating conditions, with the sole exception of the case in which all screws were loosened;
- a peak at a frequency of just under 40 Hz is present in both the Az and Axyz dataset signals, but it is much more prominent in the z-direction (perpendicular to the body) for all operating conditions.
- there is a larger band of signal variability around the average value in Az than in Mb;
- the peaks that characterize the various signals up to 80 Hz are detected in both cases.
2.5. Statistical Analysis of the Experimental Data
2.5.1. RMS
2.5.2. Skewness and Kurtosis
2.6. Adopted AI-Based Classifier
- different values of the maximum frequency of the PSD;
- the PSD in dB or not in dB;
- the percentage of data used for testing the net.
- Input Layer Size: dependent on the features extracted from the acceleration signal;
- Hidden Layer Size: 5 to 30 nodes;
- Hidden Layer Activation: ReLU;
- Output Layer Activation: Softmax;
- Solver: LBFGS—Broyden–Fletcher–Goldfarb–Shanno quasi-Newton algorithm (LBFGS) as a loss function minimization technique, where the software minimizes the cross-entropy loss.
3. Results
3.1. Classification Based on PSD of Acceleration Signals
- the maximum frequency of the PSD;
- the number of neurons in the hidden layer;
- the percentage of data used for training the nets.

- the maximum frequency of the PSD (the row parameter);
- the number of neurons in the hidden layer (column parameters on the left);
- the percentage of data used in the tests compared to the total data (column parameters on the right, expressed as decimals).

3.2. Classification with the Statistics of the Signals
- the number of neurons in the hidden layer;
- the number of statistics;
- the percentage of data used for training the nets.
4. Discussion
4.1. Classification Based on PSD of Acceleration Signals
4.2. Classification with the Statistics of the Vibrational and Pressure Signals
4.3. Errors
4.3.1. PSD
4.3.2. Statistics
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ao, S.I.; Gelman, L.; Karimi, H.R.; Tiboni, M. Advances in Machine Learning for Sensing and Condition Monitoring. Appl. Sci. 2022, 12, 12392. [Google Scholar] [CrossRef]
- Kumar, A.; Gandhi, C.P.; Tang, H.; Sun, W.; Xiang, J. Latest innovations in the field of condition-based maintenance of rotatory machinery: A review. Meas. Sci. Technol. 2023, 35, 022003. [Google Scholar] [CrossRef]
- Jardine, A.K.; Lin, D.; Banjevic, D. A review on machinery diagnostics and prognostics implementing condition-based maintenance. Mech. Syst. Signal Process. 2006, 20, 1483–1510. [Google Scholar] [CrossRef]
- Gao, Y.; Liu, X.; Xiang, J. Fault Detection in Gears Using Fault Samples Enlarged by a Combination of Numerical Simulation and a Generative Adversarial Network. IEEE/ASME Trans. Mechatron. 2022, 27, 3798–3805. [Google Scholar] [CrossRef]
- Xiang, J.; Zhong, Y. A Novel Personalized Diagnosis Methodology Using Numerical Simulation and an Intelligent Method to Detect Faults in a Shaft. Appl. Sci. 2016, 6, 414. [Google Scholar] [CrossRef]
- Tiboni, M.; Bussola, R.; Aggogeri, F.; Amici, C. Experimental and Model-Based Study of the Vibrations in the Load Cell Response of Automatic Weight Fillers. Electronics 2020, 9, 995. [Google Scholar] [CrossRef]
- Gheller, E.; Chatterton, S.; Panara, D.; Turini, G.; Pennacchi, P. Artificial neural network for tilting pad journal bearing characterization. Tribol. Int. 2023, 188, 108833. [Google Scholar] [CrossRef]
- Briglia, G.; Immovilli, F.; Cocconcelli, M.; Lippi, M. Bearing Fault Detection and Recognition from Supply Currents with Decision Trees; IEEE Access: Piscataway, NJ, USA, 2023; Volume 1, pp. 12760–12770. [Google Scholar] [CrossRef]
- Cocconcelli, M.; Rubini, R.; Zimroz, R.; Bartelmus, W. Diagnostics of ball bearings in varying-speed motors by means of Artificial Neural Networks. In Proceedings of the 8th International Conference on Condition Monitoring and Machinery Failure Prevention Technologies, CM 2011/MFPT 2011, Cardiff, UK, 20–22 June 2011; Volume 2, pp. 760–771. [Google Scholar]
- Kumar, A.; Kumar, R.; Tang, H.; Xiang, J. A comprehensive study on developing an intelligent framework for identification and quantitative evaluation of the bearing defect size. Reliab. Eng. Syst. Saf. 2024, 242, 109768. [Google Scholar] [CrossRef]
- Immovilli, F.; Bellini, A.; Rubini, R.; Tassoni, C. Diagnosis of Bearing Faults in Induction Machines by Vibration or Current Signals: A Critical Comparison. IEEE Trans. Ind. Appl. 2010, 46, 1350–1359. [Google Scholar] [CrossRef]
- Vo, T.M.N.; Wang, C.N.; Yang, F.C.; Nguyen, V.T.T.; Singh, M. Internet of Things (IoT): Wireless Communications for Unmanned Aircraft System. Eurasia Proc. Sci. Technol. Eng. Math. 2023, 23, 388–399. [Google Scholar] [CrossRef]
- Viale, L.; Daga, A.P.; Fasana, A.; Garibaldi, L. From Novelty Detection to a Genetic Algorithm Optimized Classification for the Diagnosis of a SCADA-Equipped Complex Machine. Machines 2022, 10, 270. [Google Scholar] [CrossRef]
- D’Elia, G.; Mucchi, E. Comparison of single-input single-output and multi-input multi-output control strategies for performing sequential single-axis random vibration control test. J. Vib. Control 2020, 26, 1988–2000. [Google Scholar] [CrossRef]
- Vidal, Y.; Puruncajas, B.; Castellani, F.; Tutivén, C. Predictive maintenance of wind turbine’s main bearing using wind farm SCADA data and LSTM neural networks. J. Phys. Conf. Ser. 2023, 2507, 012024. [Google Scholar] [CrossRef]
- Astolfi, D.; Castellani, F.; Natili, F. Wind Turbine Multivariate Power Modeling Techniques for Control and Monitoring Purposes. J. Dyn. Syst. Meas. Control 2020, 143, 034501. [Google Scholar] [CrossRef]
- Natili, F.; Daga, A.P.; Castellani, F.; Garibaldi, L. Multi-Scale Wind Turbine Bearings Supervision Techniques Using Industrial SCADA and Vibration Data. Appl. Sci. 2021, 11, 6785. [Google Scholar] [CrossRef]
- Venkatasubramanian, V.; Rengaswamy, R.; Kavuri, S.N.; Yin, K. A review of process fault detection and diagnosis: Part I: Quantitative model-based methods. Comput. Chem. Eng. 2003, 27, 293–311. [Google Scholar] [CrossRef]
- Chen, M.; Sharma, A.; Bhola, J.; Nguyen, T.V.; Truong, C.V. Multi-agent task planning and resource apportionment in a smart grid. Int. J. Syst. Assur. Eng. Manag. 2022, 13, 444–455. [Google Scholar] [CrossRef]
- Venkatasubramanian, V.; Rengaswamy, R.; Yin, K.; Kavuri, S.N. A review of fault detection and diagnosis. Part III: Process history based methods. Comput. Chem. Eng. 2003, 27, 327–346. [Google Scholar] [CrossRef]
- Venkatasubramanian, V.; Rengaswamy, R.; Kavuri, S.N. A review of process fault detection and diagnosis: Part II: Qualitative models and search strategies. Comput. Chem. Eng. 2003, 27, 313–326. [Google Scholar] [CrossRef]
- Jayaswalt, P.; Wadhwani, A.K. Application of artificial neural networks, fuzzy logic and wavelet transform in fault diagnosis via vibration signal analysis: A review. Aust. J. Mech. Eng. 2009, 7, 157–172. [Google Scholar] [CrossRef]
- Suzuki, K. Artificial Neural Networks—Industrial and Control Engineering Applications; IntechOpen: Rijeka, Croatia, 2011. [Google Scholar] [CrossRef]
- De Freitas, J.G.; MacLeod, I.; Maltz, J. Neural networks for pneumatic actuator fault detection. Trans. S. Afr. Inst. Electr. Eng. 1999, 90, 28–34. [Google Scholar]
- Karpenko, M.; Sepehri, N. Neural network classifiers applied to condition monitoring of a pneumatic process valve actuator. Eng. Appl. Artif. Intell. 2002, 15, 273–283. [Google Scholar] [CrossRef]
- Karpenko, M.; Sepehri, N.; Scuse, D. Diagnosis of process valve actuator faults using a multilayer neural network. Control Eng. Pract. 2003, 11, 1289–1299. [Google Scholar] [CrossRef]
- Subbaraj, P.; Kannapiran, B. Artificial Neural Network Approach for Fault Detection in Pneumatic Valve in Cooler Water Spray System. Int. J. Comput. Appl. 2010, 9, 43–52. [Google Scholar] [CrossRef]
- Subbaraj, P.; Kannapiran, B. Fault Diagnosis of Pneumatic Valve Using PCA and ANN Techniques. In Proceedings of the Trends in Computer Science, Engineering and Information Technology, Tirunelveli, India, 23–25 September 2011; Nagamalai, D., Renault, E., Dhanuskodi, M., Eds.; Springer: Berlin/ Heidelberg, Germany, 2011; pp. 404–413. [Google Scholar]
- Subbaraj, P.; Kannapiran, B. Fault detection and diagnosis of pneumatic valve using Adaptive Neuro-Fuzzy Inference System approach. Appl. Soft Comput. J. 2014, 19, 362–371. [Google Scholar] [CrossRef]
- Bartyś, M.; Patton, R.; Syfert, M.; de las Heras, S.; Quevedo, J. Introduction to the DAMADICS actuator FDI benchmark study. Control Eng. Pract. 2006, 14, 577–596. [Google Scholar] [CrossRef]
- Kourd, Y.; Lefebvre, D.; Guersi, N. Early FDI Based on Residuals Design According to the Analysis of Models of Faults: Application to DAMADICS. Adv. Artif. Neural Syst. 2011, 2011, 453169. [Google Scholar] [CrossRef]
- Deng, F.; Shang, Q.; Yu, S. Fault diagnosis of the pneumatic actuators based on neural network. In Proceedings of the 4th International Symposium on Computational Intelligence and Design (ISCID 2011), Hangzhou, China, 28–30 October 2011; Volume 1, pp. 240–243. [Google Scholar] [CrossRef]
- Sundarmahesh, R.; Kannapiran, B. Fault Diagnosis of Pneumatic Valve with DAMADICS Simulator using ANN based Classifier Approach. Int. J. Comput. Appl. 2013, 1, 11–17. [Google Scholar]
- Prabakaran, K.; Mageshwari, U.; Prakash, D.; Suguna, A. Fault Diagnosis in Process Control Valve Using Artificial Neural Network. Int. J. Innov. Appl. Stud. 2013, 3, 138–144. [Google Scholar]
- Prabakaran, K.; Kaushik, S.; Mouleeshuwarapprabu, R. Self-Organizing Map Based Fault Detection and Isolation Scheme for Pneumatic Actuator. Int. J. Innov. Appl. Stud. 2014, 3, 1361–1369. [Google Scholar]
- Kowsalya, A.; Kannapiran, B. Principal Component Analysis Based Approach for Fault Diagnosis in Pneumatic Valve Using Damadics Benchmark Simulator. Int. J. Res. Eng. Technol. 2014, 3, 702–707. [Google Scholar] [CrossRef]
- Andrade, A.; Lopes, K.; Lima, B.; Maitelli, A. Development of a methodology using artificial neural network in the detection and diagnosis of faults for pneumatic control valves. Sensors 2021, 21, 853. [Google Scholar] [CrossRef] [PubMed]
- Demetgul, M.; Tansel, I.N.; Taskin, S. Fault diagnosis of pneumatic systems with artificial neural network algorithms. Expert Syst. Appl. 2009, 36, 10512–10519. [Google Scholar] [CrossRef]
- Batista, G.E.A.P.A.; Prati, R.C.; Monard, M.C. A study of the behavior of several methods for balancing machine learning training data. ACM SIGKDD Explor. Newsl. 2004, 6, 20–29. [Google Scholar] [CrossRef]
- Tiboni, M.; Aggogeri, F.; Pellegrini, N.; Perani, C.A. Smart Modular Architecture for Supervision and Monitoring of a 4.0 Production Plant. Int. J. Autom. Technol. 2019, 13, 310–318. [Google Scholar] [CrossRef]
- Tiboni, M.; Incerti, G.; Remino, C.; Lancini, M. Comparison of signal processing techniques for condition monitoring based on artificial neural networks. Appl. Cond. Monit. 2019, 15, 179–188. [Google Scholar] [CrossRef]
- Caesarendra, W.; Tjahjowidodo, T. A review of feature extraction methods in vibration-based condition monitoring and its application for degradation trend estimation of low-speed slew bearing. Machines 2017, 5, 21. [Google Scholar] [CrossRef]
- Tiboni, M.; Remino, C.; Bussola, R.; Amici, C. A Review on Vibration-Based Condition Monitoring of Rotating Machinery. Appl. Sci. 2022, 12, 972. [Google Scholar] [CrossRef]
- Rao, X.; Sheng, C.; Guo, Z.; Yuan, C. A review of online condition monitoring and maintenance strategy for cylinder liner-piston rings of diesel engines. Mech. Syst. Signal Process. 2022, 165, 108385. [Google Scholar] [CrossRef]
- Tiboni, M.; Remino, C. Condition monitoring of a mechanical indexing system with artificial neural networks. In Proceedings of the WCCM 2017—1st World Congress on Condition Monitoring 2017, London, UK, 13–16 June 2017. [Google Scholar]
- Zhou, Y.; Zhi, G.; Chen, W.; Qian, Q.; He, D.; Sun, B.; Sun, W. A new tool wear condition monitoring method based on deep learning under small samples. Measurement 2022, 189, 110622. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Condition Code | Short Condition Code | Operating Condition |
|---|---|---|
| Normal | N | No faults |
| Screws-Ant | SA | Loosened anterior screws |
| Screws-Post | SP | Loosened posterior screws |
| Screws-Both | SB | Loosened screws |
| Air-Ant | AA | Air leak in the connection with the anterior chamber |
| Air-Post | AP | Air leak in the connection with the posterior chamber |
| Air-Both | AB | Air leak in the connection with both the chambers |
| Code | Accelerometer | Position | Signal | Faults | Repetitions | Total Acquisitions |
|---|---|---|---|---|---|---|
| Mr | Piezoelectric Monoaxial | Rod | Rod axis | 7 | 50 | 350 |
| Mb | Piezoelectric Monoaxial | Body | Rod axis | 7 | 50 | 350 |
| Az | Arduino Tri-axial | Body | Axis perpendicular to the frame | 7 | 50 | 350 |
| Axyz | Arduino Tri-axial | Body | X, Y, Z axis | 7 | 50 | 350 |
| Max PSD Frequency | Piezoelectric | Arduino |
|---|---|---|
| 50 | - | 25 |
| 100 | 52 | 49 |
| 150 | - | 73 |
| 200 | 103 | 97 |
| 250 | - | 122 |
| 400 | 205 | - |
| 600 | 308 | - |
| 800 | 410 | - |
| 1000 | 513 | - |
| Dataset | Data | Percentage of Test Data | ||||||
|---|---|---|---|---|---|---|---|---|
| Size | 20% | 30% | 40% | 50% | 60% | 70% | 80% | |
| M | 350 | 280/70 | 245/105 | 210/140 | 175/175 | 140/210 | 105/245 | 70/280 |
| A | 336 | 269/67 | 235/101 | 202/134 | 168/168 | 134/202 | 101/235 | 67/269 |
| Stats | Vibration | Anterior Pressure | Posterior Pressure |
|---|---|---|---|
| 3 | RMS | RMS | RMS |
| 5 | RMS | RMS, peak | RMS, peak |
| 9 | RMS, kurt, skew | peak, RMS, skew | peak, RMS, skew |
| 13 | RMS, kurt, skew | peak, RMS, crest, kurt, skew | peak, RMS, crest, kurt, skew |
| 15 | peak, RMS, crest, kurt, skew | peak, RMS, crest, kurt, skew | peak, RMS, crest, kurt, skew |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tiboni, M.; Remino, C. Condition Monitoring of Pneumatic Drive Systems Based on the AI Method Feed-Forward Backpropagation Neural Network. Sensors 2024, 24, 1783. https://doi.org/10.3390/s24061783
Tiboni M, Remino C. Condition Monitoring of Pneumatic Drive Systems Based on the AI Method Feed-Forward Backpropagation Neural Network. Sensors. 2024; 24(6):1783. https://doi.org/10.3390/s24061783
Chicago/Turabian StyleTiboni, Monica, and Carlo Remino. 2024. "Condition Monitoring of Pneumatic Drive Systems Based on the AI Method Feed-Forward Backpropagation Neural Network" Sensors 24, no. 6: 1783. https://doi.org/10.3390/s24061783