
From Sensors to Digital Twins toward an Iterative Approach for Existing Manufacturing Systems

Abstract
:1. Introduction
2. Digital Twin Overview
2.1. The Basics of the Concept of a Digital Twin
2.2. Definitions for Each Domain
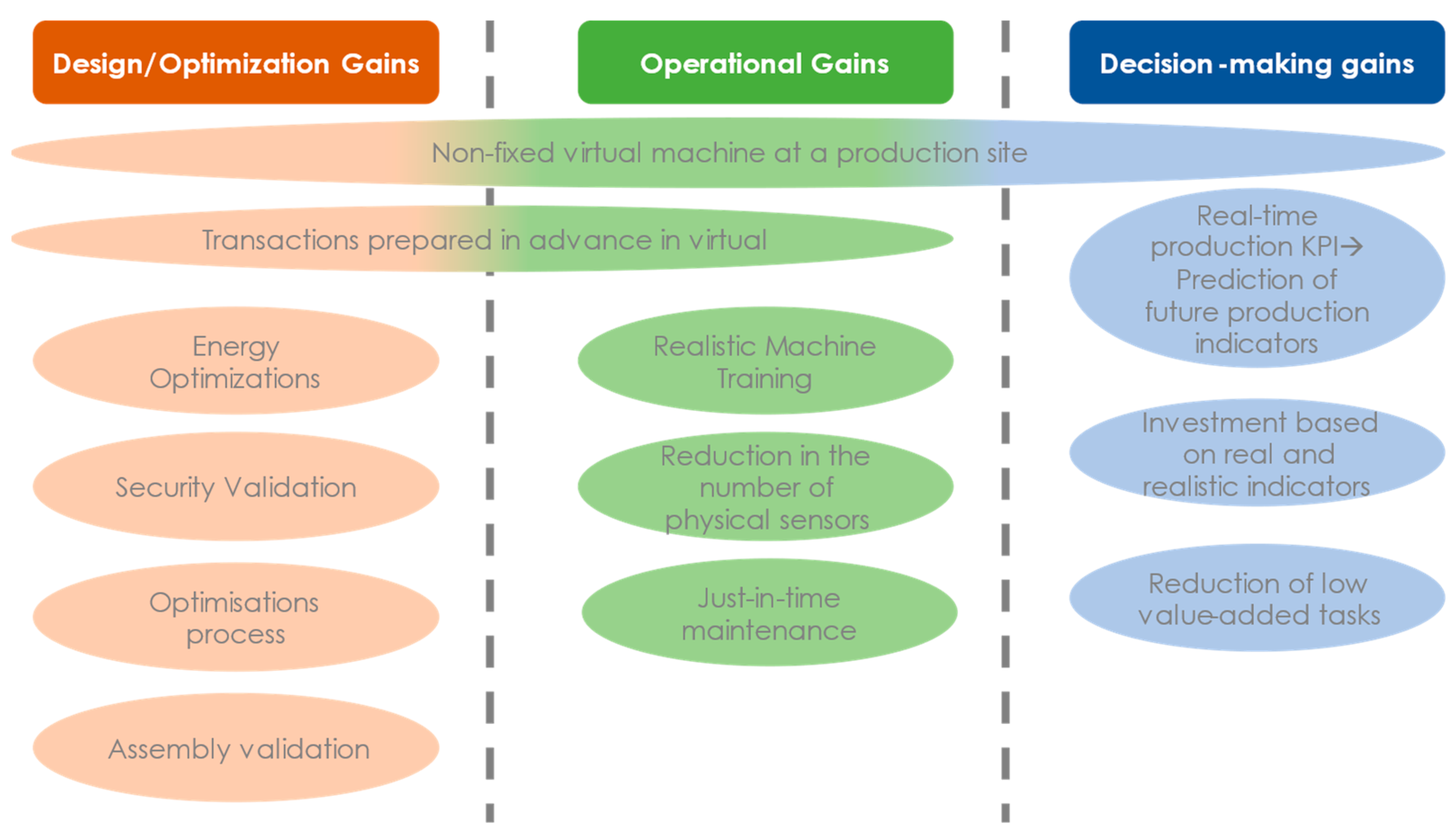
2.3. Digital Twin Gain
2.4. Digital Twin and Simulations
2.5. Digital Twin and IoT
2.6. Define Your Digital Twin
2.7. Digital Twin Maturity
2.8. Overview Discussion
3. Digital Twin Connection between Real and Virtual
3.1. Interoperability
3.2. Contextualization
3.3. OPC-UA
4. Integrated Approach from Sensor to Digital Twin
4.1. First Data Collection for Digital Twin
4.1.1. What Is the Need for Data Collection?
4.1.2. Granularity Compatible with Standardization
4.1.3. Collection and Its Limitations
4.2. Data Enrichment
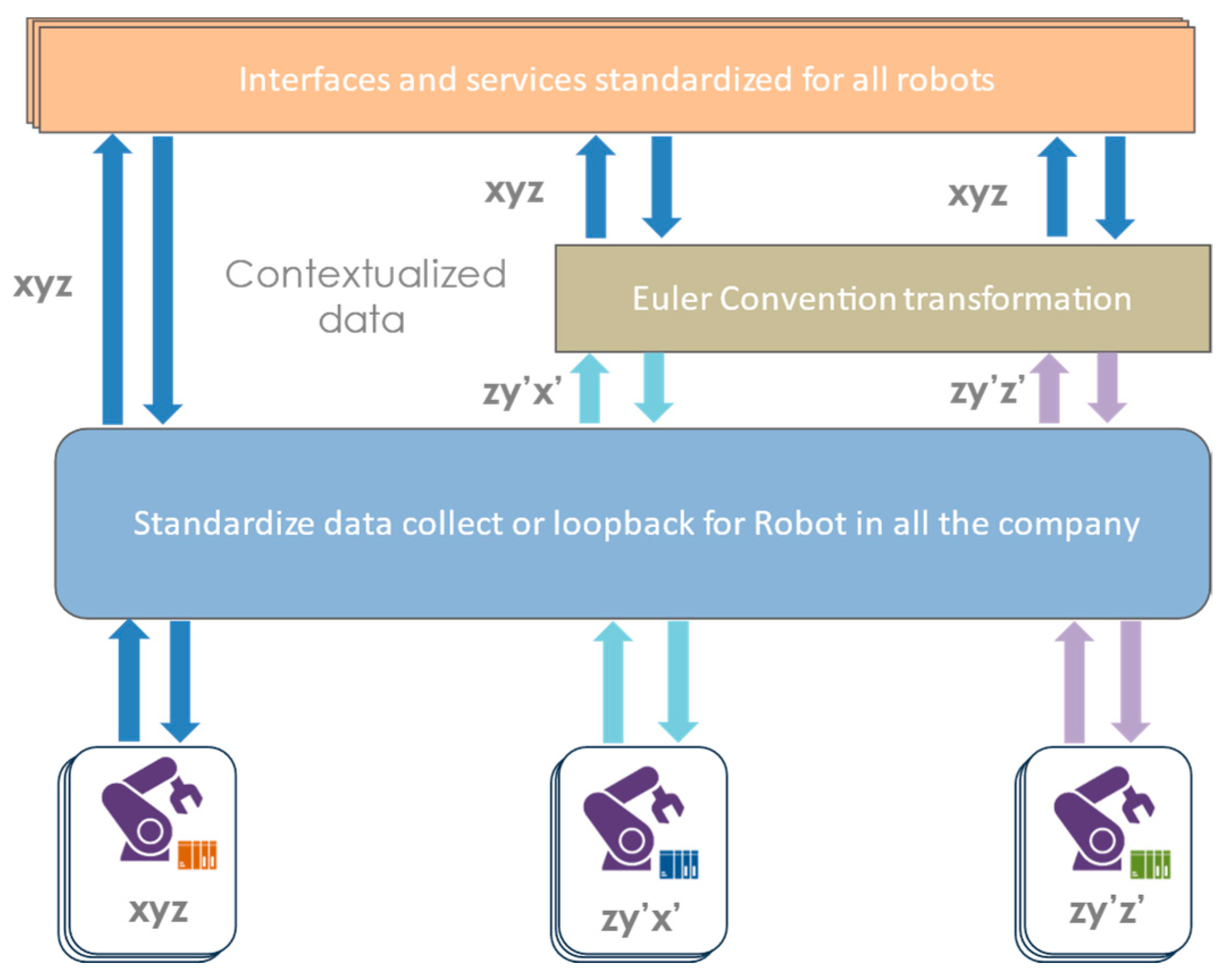
4.2.1. Contextualization of Data
4.2.2. Data Consolidation and Aggregation
4.2.3. Modular Collection for Digital Twin Separates from the Control
4.3. Evolution and Other Deployments of Digital Twin
4.3.1. New Services and Intelligent Interfaces
4.3.2. Integration of New Sensors
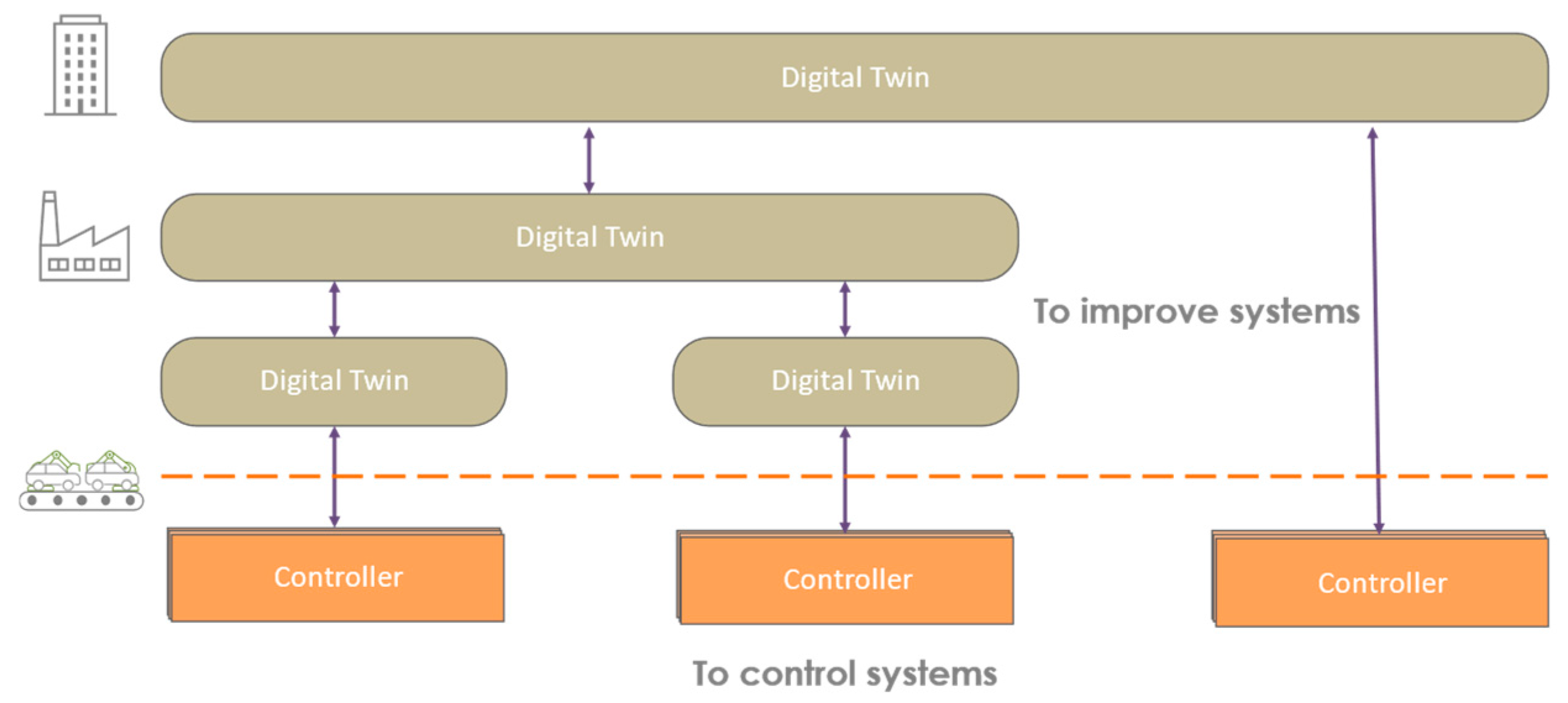
4.3.3. The Digital Twin at Scale
5. Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Grieves, M. Digital Twin: Manufacturing Excellence through Virtual Factory Replication. Available online: https://www.researchgate.net/publication/275211047_Digital_Twin_Manufacturing_Excellence_through_Virtual_Factory_Replication (accessed on 20 February 2024).
- Tao, F.; Qi, Q.; Liu, A.; Kusiak, A. Data-Driven Smart Manufacturing. J. Manuf. Syst. 2018, 48, 157–169. [Google Scholar] [CrossRef]
- Chen, Y.; Annebicque, D.; Philippot, A.; Carré-Ménétrier, V.; Daneau, T. Evaluation Methodology of Interoperability for the Industrial Domain: Standardization vs. Mediation. Processes 2023, 11, 1274. [Google Scholar] [CrossRef]
- Attaran, M.; Celik, B.G. Digital Twin: Benefits, Use Cases, Challenges, and Opportunities. Decis. Anal. J. 2023, 6, 100165. [Google Scholar] [CrossRef]
- Oettl, F.; Eckart, L.; Schilp, J. Cost Estimation Approach of a Digital Twin Implementation in Industry. Procedia CIRP 2023, 118, 318–323. [Google Scholar] [CrossRef]
- Yasin, A.; Pang, T.Y.; Cheng, C.-T.; Miletic, M. A Roadmap to Integrate Digital Twins for Small and Medium-Sized Enterprises. Appl. Sci. 2021, 11, 9479. [Google Scholar] [CrossRef]
- Glaessgen, E.; Stargel, D. The Digital Twin Paradigm for Future NASA and U.S. Air Force Vehicles; American Institute of Aeronautics and Astronautics: Honolulu, HI, USA, 2012. [Google Scholar]
- Tao, F.; Cheng, J.; Qi, Q.; Zhang, M.; Zhang, H.; Sui, F. Digital Twin-Driven Product Design, Manufacturing and Service with Big Data. Int. J. Adv. Manuf. Technol. 2018, 94, 3563–3576. [Google Scholar] [CrossRef]
- Tao, F.; Xiao, B.; Qi, Q.; Cheng, J.; Ji, P. Digital Twin Modeling. J. Manuf. Syst. 2022, 64, 372–389. [Google Scholar] [CrossRef]
- Jones, D.; Snider, C.; Nassehi, A.; Yon, J.; Hicks, B. Characterising the Digital Twin: A Systematic Literature Review. CIRP J. Manuf. Sci. Technol. 2020, 29, 36–52. [Google Scholar] [CrossRef]
- Enders, M.R.; Hoßbach, N. Dimensions of Digital Twin Applications—A Literature Review; Association for Information Systems: Cancun, Mexico, 2019. [Google Scholar]
- Errandonea, I.; Beltrán, S.; Arrizabalaga, S. Digital Twin for Maintenance: A Literature Review. Comput. Ind. 2020, 123, 103316. [Google Scholar] [CrossRef]
- García, Á.; Bregon, A.; Martínez-Prieto, M.A. Towards a Connected Digital Twin Learning Ecosystem in Manufacturing: Enablers and Challenges. Comput. Ind. Eng. 2022, 171, 108463. [Google Scholar] [CrossRef]
- Lim, K.Y.H.; Zheng, P.; Chen, C.-H. A State-of-the-Art Survey of Digital Twin: Techniques, Engineering Product Lifecycle Management and Business Innovation Perspectives. J. Intell. Manuf. 2020, 31, 1313–1337. [Google Scholar] [CrossRef]
- Melesse, T.Y.; Pasquale, V.D.; Riemma, S. Digital Twin Models in Industrial Operations: A Systematic Literature Review. Procedia Manuf. 2020, 42, 267–272. [Google Scholar] [CrossRef]
- Semeraro, C.; Lezoche, M.; Panetto, H.; Dassisti, M. Pattern-Based Digital Twin for Optimizing Manufacturing Systems: A Real Industrial-Case Application. IFAC-PapersOnLine 2021, 54, 307–312. [Google Scholar] [CrossRef]
- Sharma, A.; Kosasih, E.; Zhang, J.; Brintrup, A.; Calinescu, A. Digital Twins: State of the Art Theory and Practice, Challenges, and Open Research Questions. J. Ind. Inf. Integr. 2022, 30, 100383. [Google Scholar] [CrossRef]
- VanDerHorn, E.; Mahadevan, S. Digital Twin: Generalization, Characterization and Implementation. Decis. Support Syst. 2021, 145, 113524. [Google Scholar] [CrossRef]
- Böttjer, T.; Tola, D.; Kakavandi, F.; Wewer, C.R.; Ramanujan, D.; Gomes, C.; Larsen, P.G.; Iosifidis, A. A Review of Unit Level Digital Twin Applications in the Manufacturing Industry. CIRP J. Manuf. Sci. Technol. 2023, 45, 162–189. [Google Scholar] [CrossRef]
- ISO/IEC 30173:2023; Digital Twin Concepts and Terminology. International Organization for Standardization: Geneva, Switzerland, 2023.
- Ríos, J.; Hernández, J.C.; Oliva, M.; Mas, F. Product Avatar as Digital Counterpart of a Physical Individual Product: Literature Review and Implications in an Aircraft. In Transdisciplinary Lifecycle Analysis of Systems; IOS Press: Amsterdam, The Netherlands, 2015; Volume 2, pp. 657–666. [Google Scholar]
- Talkhestani, B.A.; Jazdi, N.; Schloegl, W.; Weyrich, M. Consistency Check to Synchronize the Digital Twin of Manufacturing Automation Based on Anchor Points. Procedia CIRP 2018, 72, 159–164. [Google Scholar] [CrossRef]
- Stark, R.; Damerau, T. Digital Twin. In CIRP Encyclopedia of Production Engineering; Chatti, S., Tolio, T., Eds.; Springer: Berlin/Heidelberg, Germany, 2019; pp. 1–8. ISBN 978-3-642-35950-7. [Google Scholar]
- Negri, E.; Fumagalli, L.; Macchi, M. A Review of the Roles of Digital Twin in CPS-Based Production Systems. Procedia Manuf. 2017, 11, 939–948. [Google Scholar] [CrossRef]
- ISO 23247-1:2021; Automation Systems and Integration—Digital Twin Framework for Manufacturing—Part 1: Overview and General Principles. International Organization for Standardization: Geneva, Switzerland, 2021.
- Hamzaoui, M.A.; Julien, N. Social Cyber-Physical Systems and Digital Twins Networks: A Perspective about the Future Digital Twin Ecosystems. IFAC-PapersOnLine 2022, 55, 31–36. [Google Scholar] [CrossRef]
- Tuegel, E. The Airframe Digital Twin: Some Challenges to Realization. In Proceedings of the 53rd AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics and Materials Conference 20th AI-AA/ASME/AHS Adaptive Structures Conference 14th AIAA, Honolulu, HI, USA, 23–26 April 2012; p. 1812. [Google Scholar]
- Grieves, M.; Vickers, J. Digital Twin: Mitigating Unpredictable, Undesirable Emergent Behavior in Complex Systems. In Transdisciplinary Perspectives on Complex Systems; Kahlen, F.-J., Flumerfelt, S., Alves, A., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 85–113. ISBN 978-3-319-38754-3. [Google Scholar]
- Semeraro, C.; Olabi, A.G.; Aljaghoub, H.; Alami, A.H.; Al Radi, M.; Dassisti, M.; Abdelkareem, M.A. Digital Twin Application in Energy Storage: Trends and Challenges. J. Energy Storage 2023, 58, 106347. [Google Scholar] [CrossRef]
- Werner, A.; Zimmermann, N.; Lentes, J. Approach for a Holistic Predictive Maintenance Strategy by Incorporating a Digital Twin. Procedia Manuf. 2019, 39, 1743–1751. [Google Scholar] [CrossRef]
- Alberti, E.; Alvarez-Napagao, S.; Anaya, V.; Barroso, M.; Barrué, C.; Beecks, C.; Bergamasco, L.; Chala, S.A.; Gimenez-Abalos, V.; Graß, A.; et al. AI Lifecycle Zero-Touch Orchestration within the Edge-to-Cloud Continuum for Industry 5.0. Systems 2024, 12, 48. [Google Scholar] [CrossRef]
- Galli, E.; Fani, V.; Bandinelli, R.; Lacroix, S.; Le Duigou, J.; Eynard, B.; Godart, X. Literature Review and Comparison of Digital Twin Frameworks in Manufacturing. In Proceedings of the ECMS 2023, Proceedings edited by Enrico Vicario, Romeo Bandinelli, Virginia Fani, Michele Mastroianni, ECMS, Florence, Italy, 20–23 June 2023; pp. 428–434. [Google Scholar]
- Korzun, D.; Balandina, E.; Kashevnik, A.; Balandin, S.; Viola, F. Ambient Intelligence Services in IoT Environments: Emerging Research and Opportunities; Advances in Wireless Technologies and Telecommunication; IGI Global: Hershey, PA, USA, 2019; ISBN 978-1-5225-8973-0. [Google Scholar]
- Agrawal, A.; Thiel, R.; Jain, P.; Singh, V.; Fischer, M. Digital Twin: Where Do Humans Fit In? Autom. Constr. 2023, 148, 104749. [Google Scholar] [CrossRef]
- ISO 23247-2:2021; Automation Systems and Integration—Digital Twin Framework for Manufacturing—Part 2: Reference Architecture. International Organization for Standardization: Geneva, Switzerland, 2021.
- ISO 9001:2015; Quality Management Systems Requirements 2015. International Organization for Standardization: Geneva, Switzerland, 2015.
- ISO/TC 184; Ad Hoc Group: Data Architecture of the Digital Twin. International Organization for Standardization: Geneva, Switzerland, 2019. Available online: https://www.ththry.org/activities/2020/AdHocGroup_DigitalTwin_V1R8.pdf (accessed on 20 February 2024).
- Jia, W.; Wang, W.; Zhang, Z. From Simple Digital Twin to Complex Digital Twin Part II: Multi-Scenario Applications of Digital Twin Shop Floor. Adv. Eng. Inform. 2023, 56, 101915. [Google Scholar] [CrossRef]
- O’Sullivan, J.; O’Sullivan, D.; Bruton, K. A Case-Study in the Introduction of a Digital Twin in a Large-Scale Smart Manufacturing Facility. Procedia Manuf. 2020, 51, 1523–1530. [Google Scholar] [CrossRef]
- Nakagawa, E.Y.; Antonino, P.O.; Schnicke, F.; Capilla, R.; Kuhn, T.; Liggesmeyer, P. Industry 4.0 Reference Architectures: State of the Art and Future Trends. Comput. Ind. Eng. 2021, 156, 107241. [Google Scholar] [CrossRef]
- Xu, K.; Li, Y.; Liu, C.; Liu, X.; Xiaozhong, H.; Gao, J.; Maropoulos, P. Advanced Data Collection and Analysis in Data-Driven Manufacturing Process. Chin. J. Mech. Eng. 2020, 33, 43. [Google Scholar] [CrossRef]
- IEC 62541-1:2020; International Electrotechnical Commission OPC Unified Architecture—Part 1: Overview and Concepts. International Electrotechnical Commission: Geneva, Switzerland, 2020.
- Tao, F.; Qi, Q. Make More Digital Twins. Nature 2019, 573, 490–491. [Google Scholar] [CrossRef] [PubMed]
- IEC 61131-3; Programmable Controllers Part 3: Programming Languages. International Electrotechnical Commission: Geneva, Switzerland, 2013.
- Coupat, R.; Philippot, A.; Niang, M.; Courtois, C.; Annebicque, D.; Riera, B. Methodology for Railway Automation Study and Automatic Generation of PLC Programs. IEEE Intell. Transport. Syst. Mag. 2018, 10, 80–93. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Author | Domain | Definition |
|---|---|---|
| Negrie et al. [24] | Manufacturer | “DT for manufacturing industry lies in their definition as virtual counterparts of physical devices. These are digital representations based on semantic data models that allow running simulations in different disciplines, that support not only a prognostic assessment at design stage (static perspective), but also a continuous update of the virtual representation of the object by a real time synchronization with sensed data. This allows the representation to reflect the current status of the system and to perform real-time optimizations, decision making and predictive maintenance according to the sensed conditions.” |
| ISO 23247 [25] | Manufacturer | “Manufacturing digital twin fit for purpose digital representation of an observable manufacturing element with synchronization between the element and its digital representation.” |
| Tuegel [27] | Aeronautics | “An ADT is a cradle-to-grave model of an aircraft structure’s ability to meet mission requirements. It is a submodel of an all-encompassing Aircraft Digital Twin which would include submodels of the electronics, the flight controls, the propulsion system, and other subsystems.” |
| Stark et al. [23] | Product | “A digital twin is a digital representation of an active unique product (real device, object, machine, service, or intangible asset) or unique product-service system (a system consisting of a product and a related service) that comprises its selected characteristics, properties, conditions, and behaviors by means of models, information, and data within a single or even across multiple life cycle phases.” |
| Talkhestani et al. [22] | Product | “The Digital Twin is a virtual model of a physical asset capable of fully mirroring its characteristics and functionalities during its entire lifecycle.” |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Renard, D.; Saddem, R.; Annebicque, D.; Riera, B. From Sensors to Digital Twins toward an Iterative Approach for Existing Manufacturing Systems. Sensors 2024, 24, 1434. https://doi.org/10.3390/s24051434
Renard D, Saddem R, Annebicque D, Riera B. From Sensors to Digital Twins toward an Iterative Approach for Existing Manufacturing Systems. Sensors. 2024; 24(5):1434. https://doi.org/10.3390/s24051434
Chicago/Turabian StyleRenard, Dimitri, Ramla Saddem, David Annebicque, and Bernard Riera. 2024. "From Sensors to Digital Twins toward an Iterative Approach for Existing Manufacturing Systems" Sensors 24, no. 5: 1434. https://doi.org/10.3390/s24051434