
Experimental Investigation for Monitoring Corrosion Using Plastic Optical Fiber Sensors


Abstract
:1. Introduction
2. Basic Functions of Plastic Optical Fiber (POF) Sensors and Methods of Optical Data Analysis
2.1. Past Applications of POF Sensors in the Civil Engineering Field
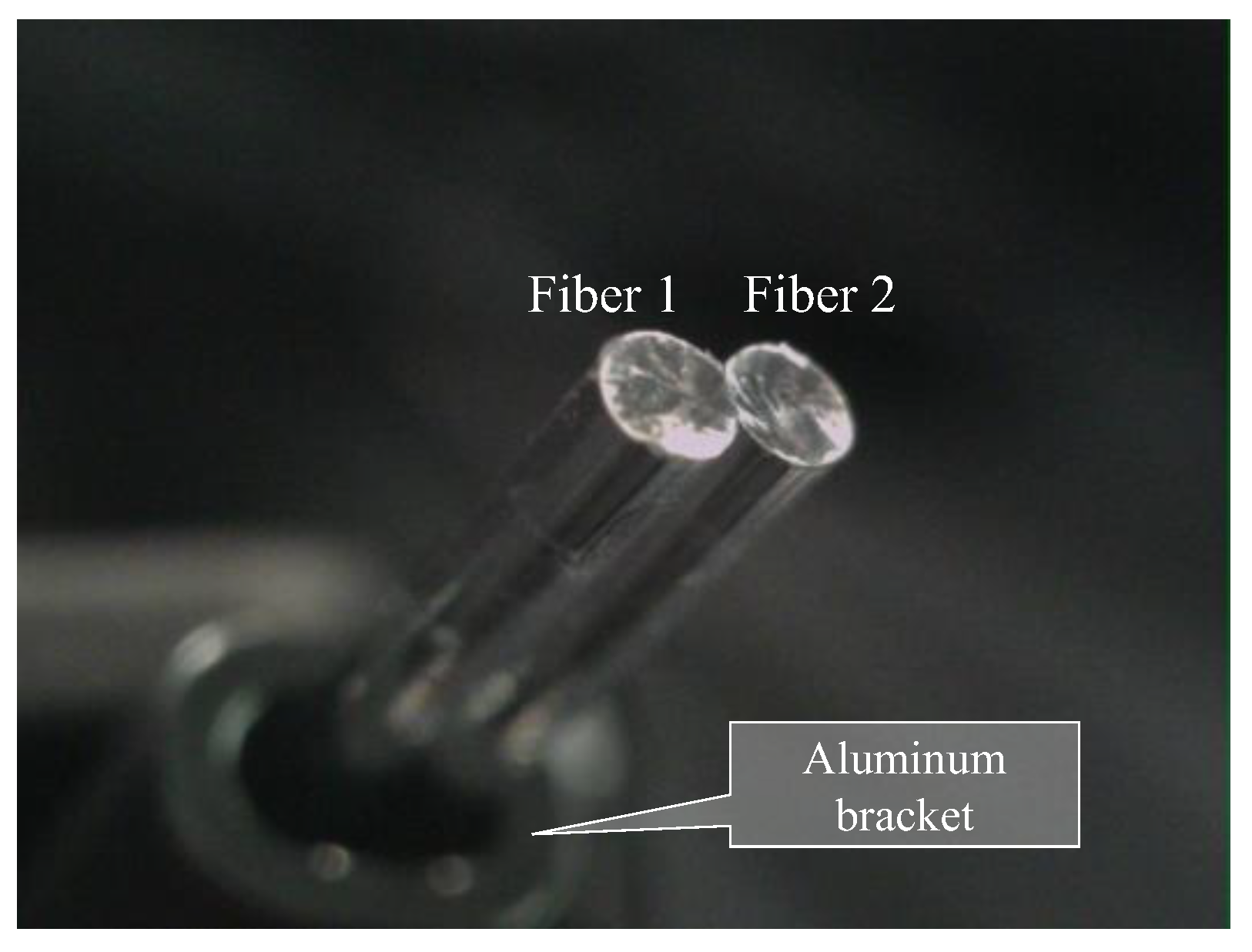
2.2. Characteristics of the POF Utilized in Corrosion Detection
2.3. Angles of Light Entering and Exiting the POF
2.4. Fundamental Principle of Reading State Changes on the Surface of an Object
2.5. Digital Processing of Light Captured by the POF
2.6. Appropriate Brightness of Light Used in the Proposed Scheme of Monitoring
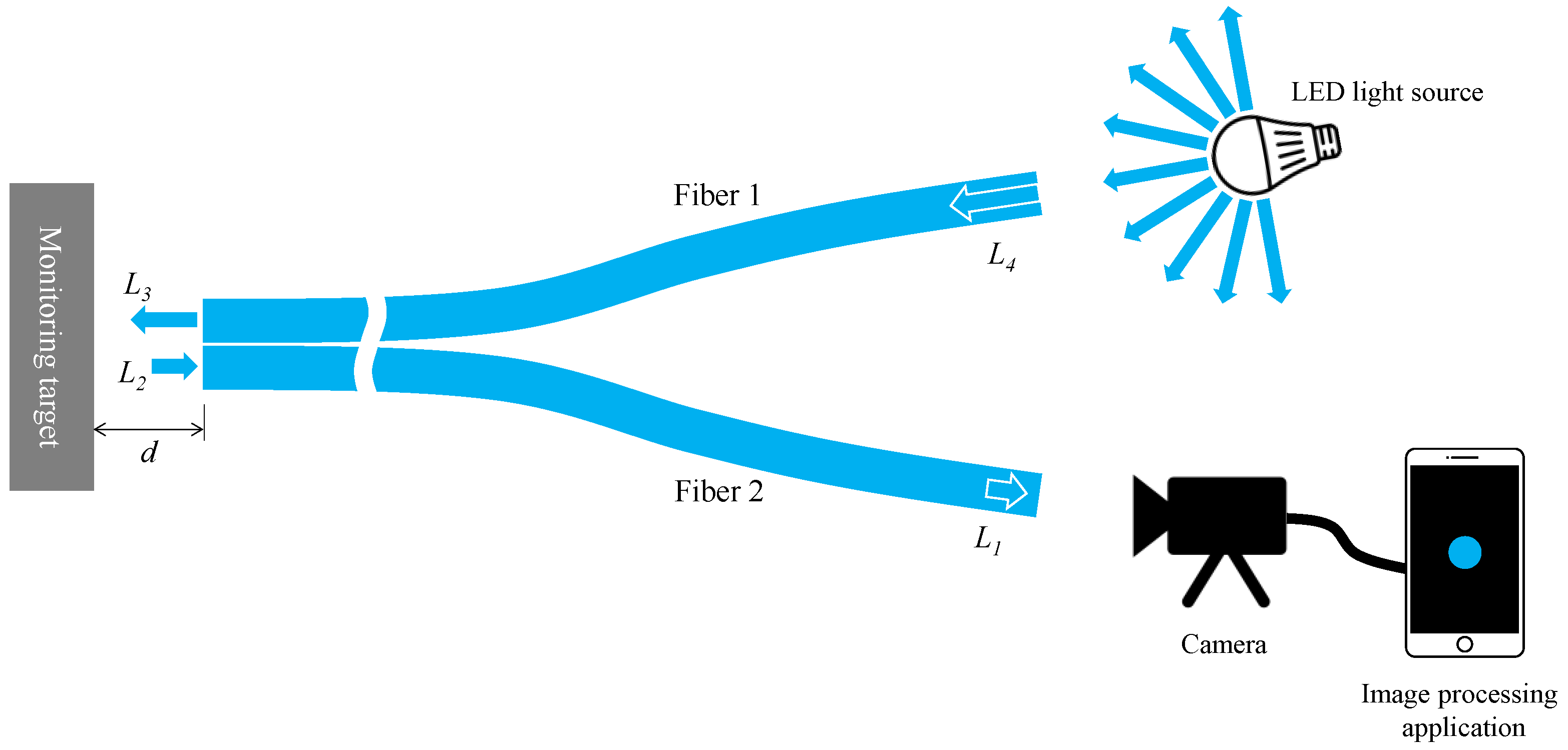
2.7. Optimal Distance between the R2 Sensor and the Measurement Object
3. Method for Detecting the Depth of Corrosion
3.1. Comprehending the Occurrence and Progress of Corrosion
3.2. Light Components Detected by the Sensor
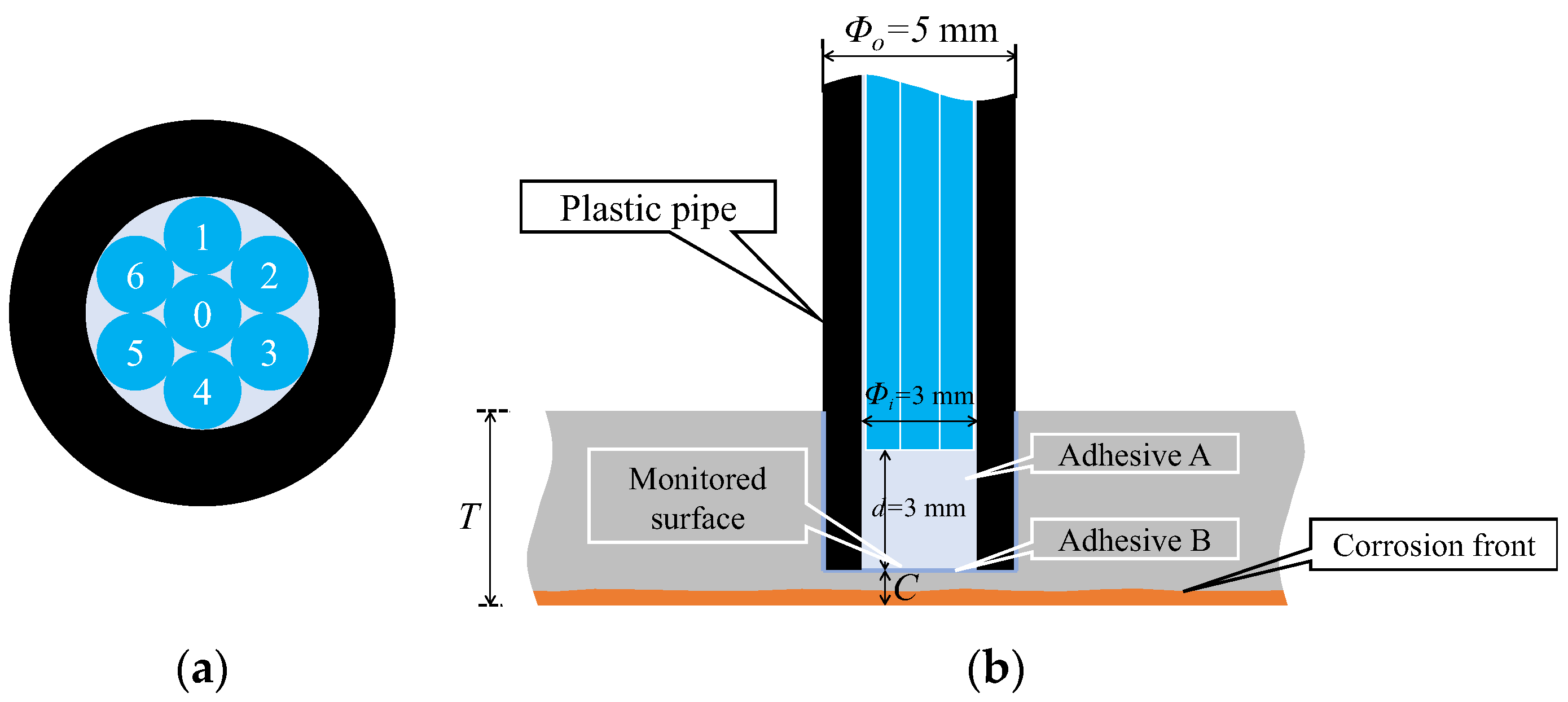
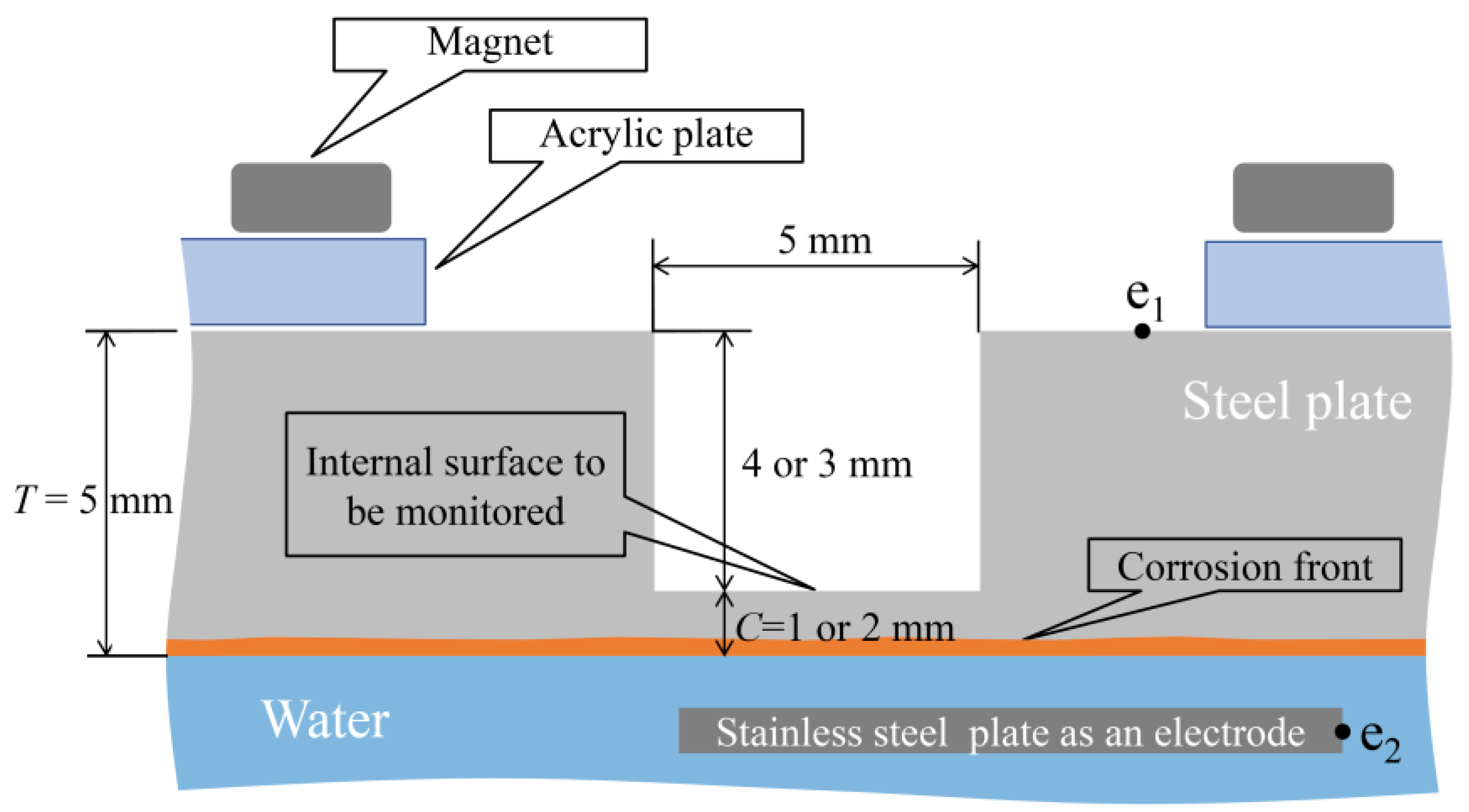
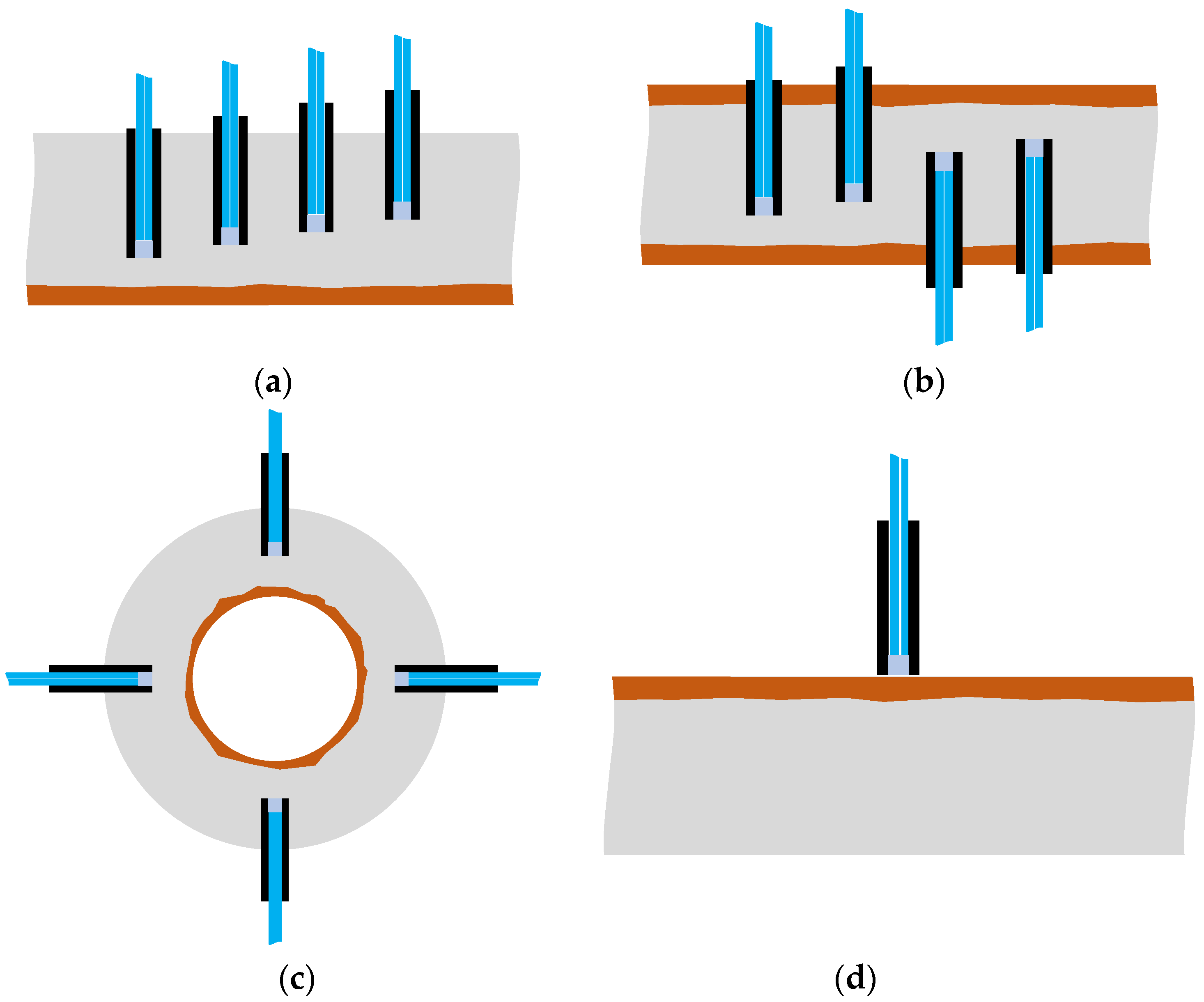
- The sensor was placed in a downward direction in an installation hole with a diameter of 5 mm, located on the upper surface of the steel plate;
- A 3 mm separation existed between the sensor tip and the bottom of the installation hole;
- A transparent adhesive was used to fill the gap between the sensor tip and the bottom of the installation hole, as well as the space around the entire sensor and installation hole to prevent water infiltration.
3.3. Configuration of R7 Sensor
3.4. Locations of Light Irradiation and Reflection Reading
3.5. Simulated Experiment Using R7 Sensor
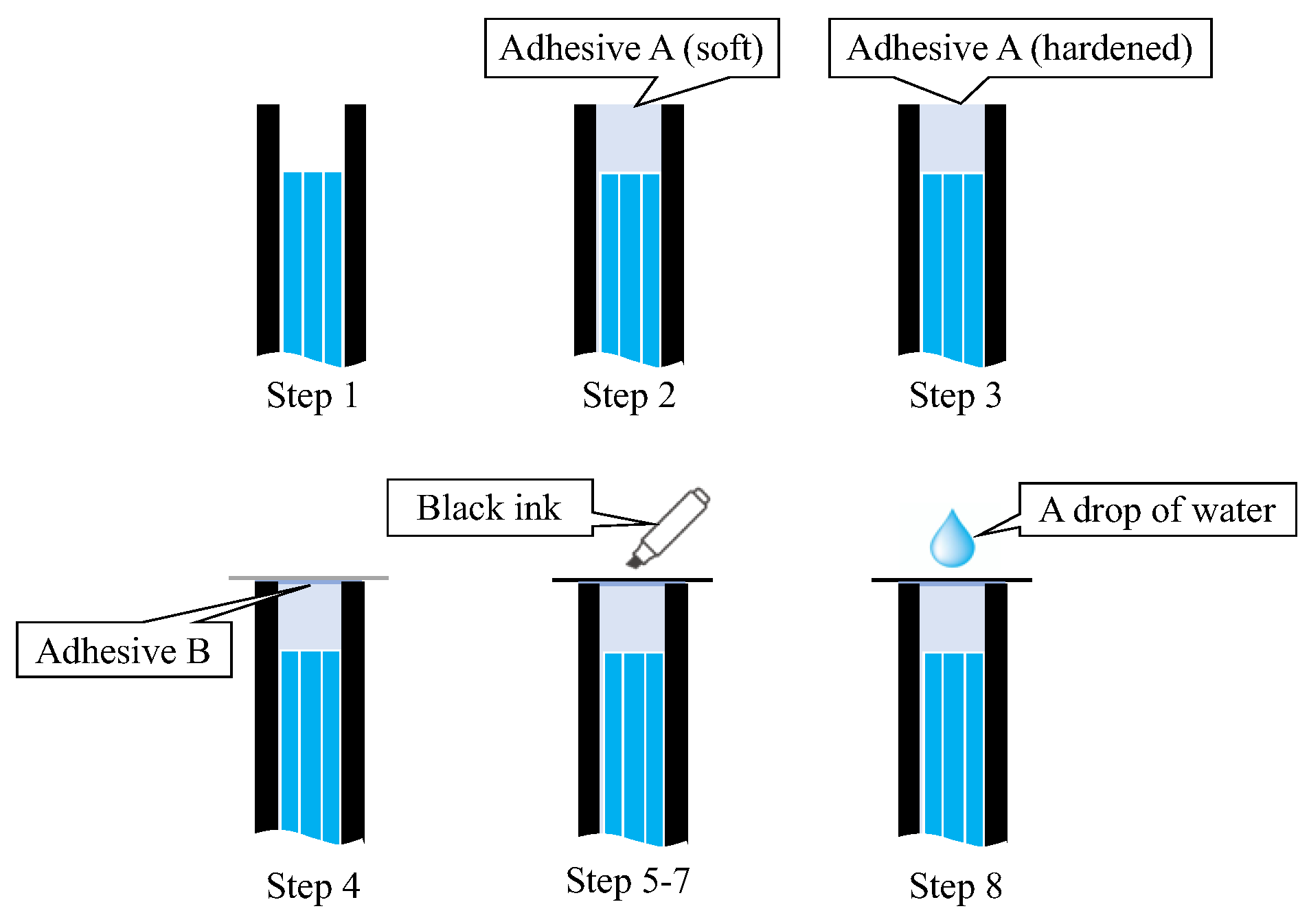
- Step 0: Initially, the R7 sensor was incomplete, with only seven POFs inserted into the plastic pipe. The measurement commenced with no obstruction in front of the sensor, and this condition was maintained for approximately 20 s.
- Step 1: Light was transmitted through Fiber 0 and emitted into the air.
- Step 2: Adhesive A was applied to the 3 mm tip of the R7 sensor, and the sensor was maintained without exposure to UV light for 20 s.
- Step 3: Then, adhesive A was exposed to UV light for solidification. During this process, the UV light directly affected the POF and disturbed the light intensity, rendering it unsuitable for graphical representation. The sensor was held in place for approximately 20 s following this process.
- Step 4: A circular piece of paper with a diameter of 3 mm was cut from regular copier paper, colored gray (to simulate the color of steel), and affixed to the R7 sensor using adhesive B (a commercially available instant adhesive). The paper was glued with the gray side facing downward.
- Steps 5–7: These steps involved incrementally marking the top surface of the paper (white side) using an oil-based black marker pen. This procedure ensured that the entire surface of the paper was eventually covered with black ink, which subsequently penetrated the bottom surface and was detected by the R7 sensor.
- Step 8: Finally, a droplet of water was applied to the paper to assess the impact of moisture.
4. Corrosion Experiment Utilizing a Steel Plate
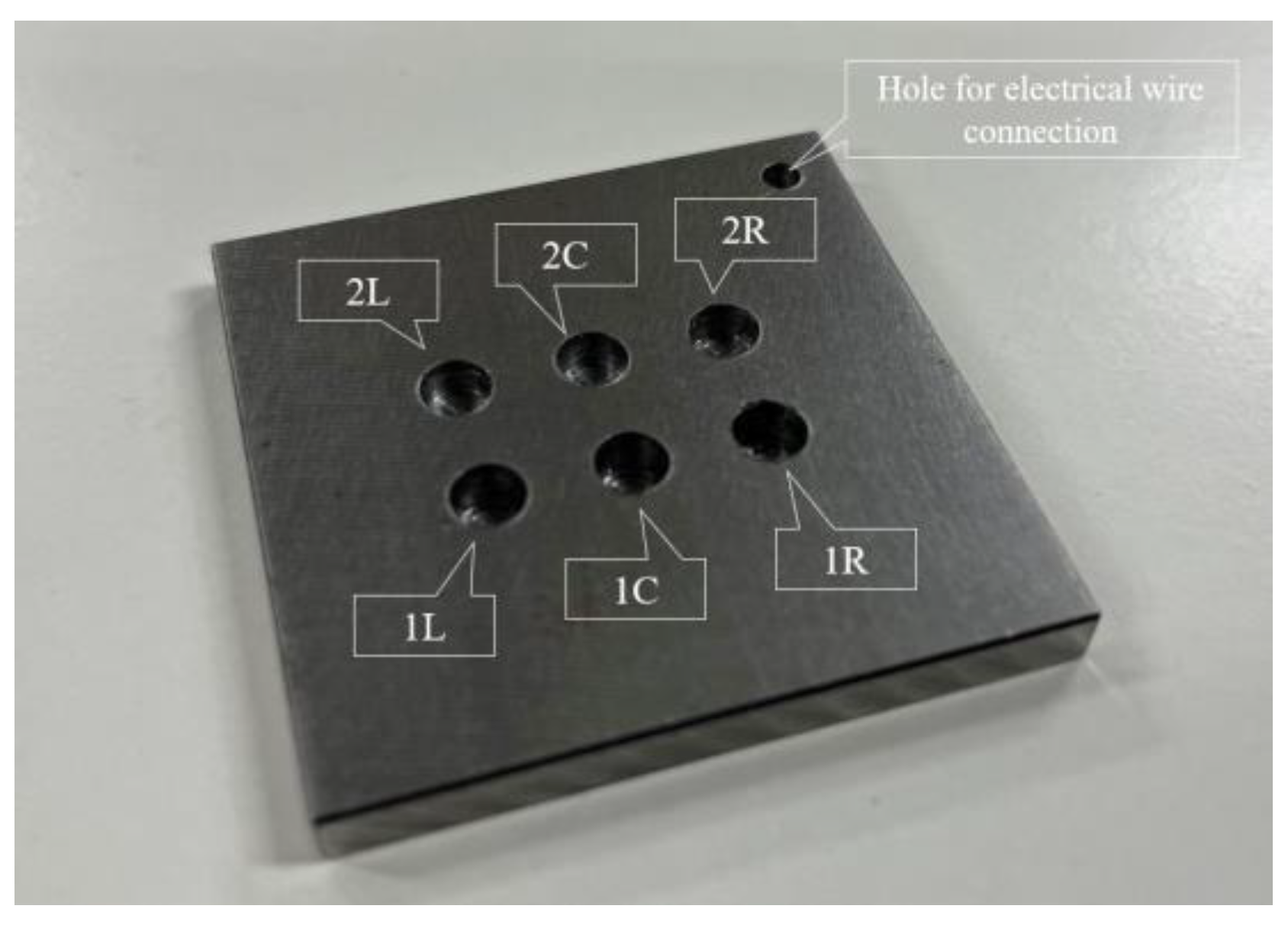
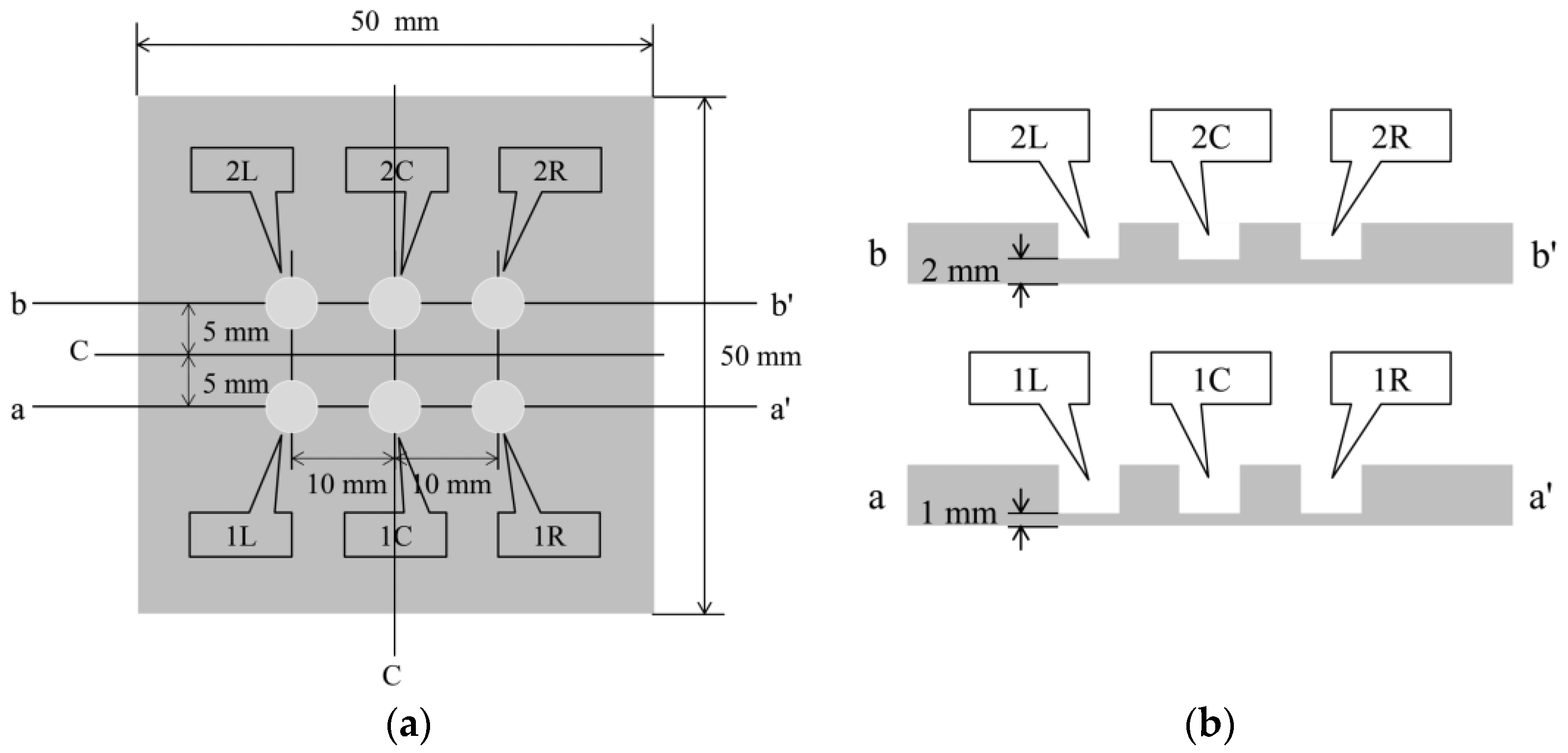
4.1. Specifications of Steel Plates Utilized in the Experiment
4.2. Experimental Apparatus
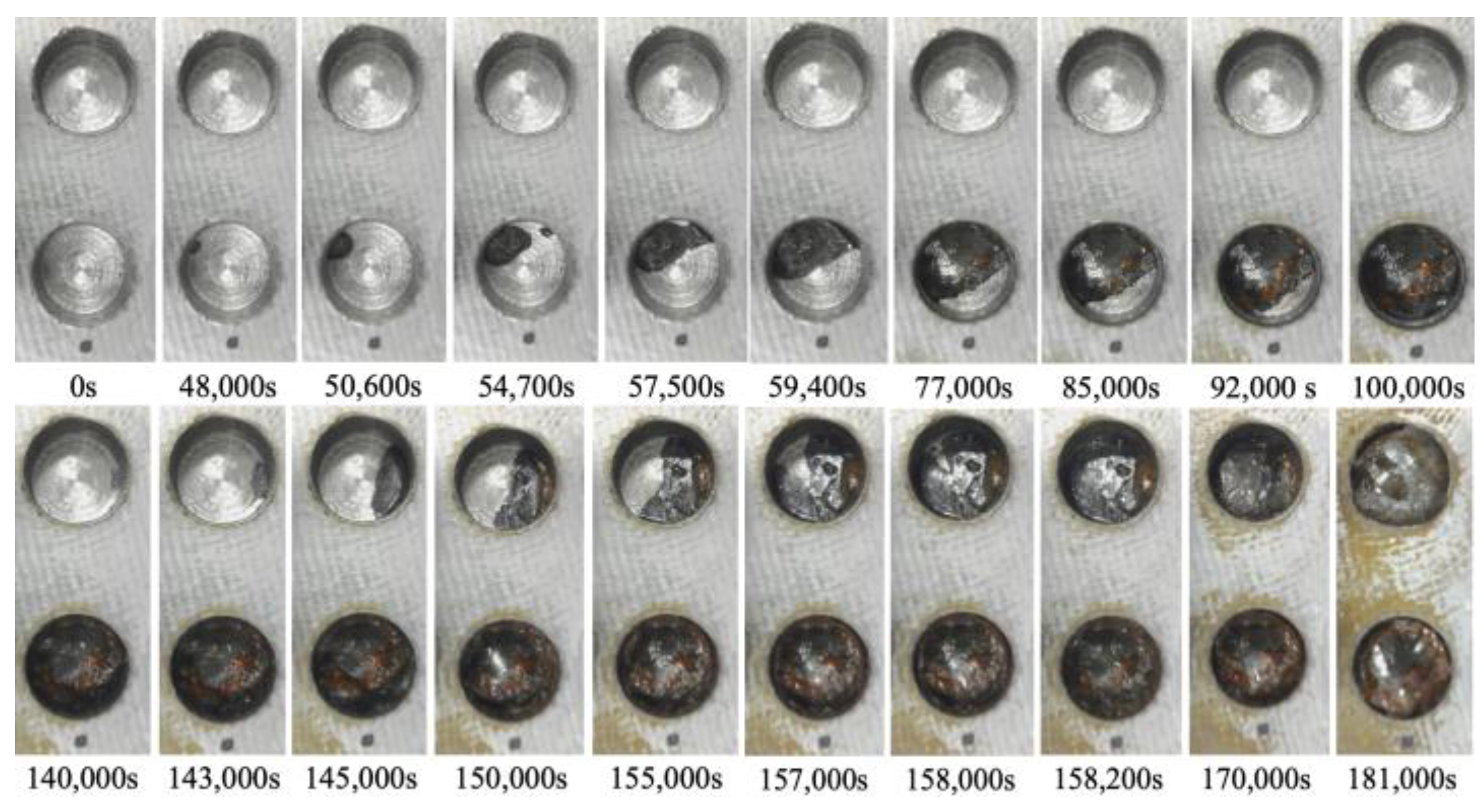
4.3. Experimental Results (Visual Observation)
4.4. Experimental Results (R7 Sensor)
4.5. Raw Image Captured by the Image Processing Application of the R7 Sensor
5. Possibilities and Challenges of Corrosion Monitoring Using POF
6. Conclusions
- The fundamental capability of the R2 sensor, which was composed of two POFs, was validated. The experimental results determined that a distance of approximately 3 mm between the tip of the sensor and the surface of the object was adequate for accurately detecting changes occurring on the surface of the object.
- When using the R7 sensor, which comprises seven POFs, the alterations to the surface condition could be effectively monitored through two transparent adhesive layers positioned between the sensor and the object’s surface. However, careful analysis of the optical data was essential because the measured light contained reflections and transmissions that occurred through the two adhesive layers, precluding direct observation of the object’s surface.
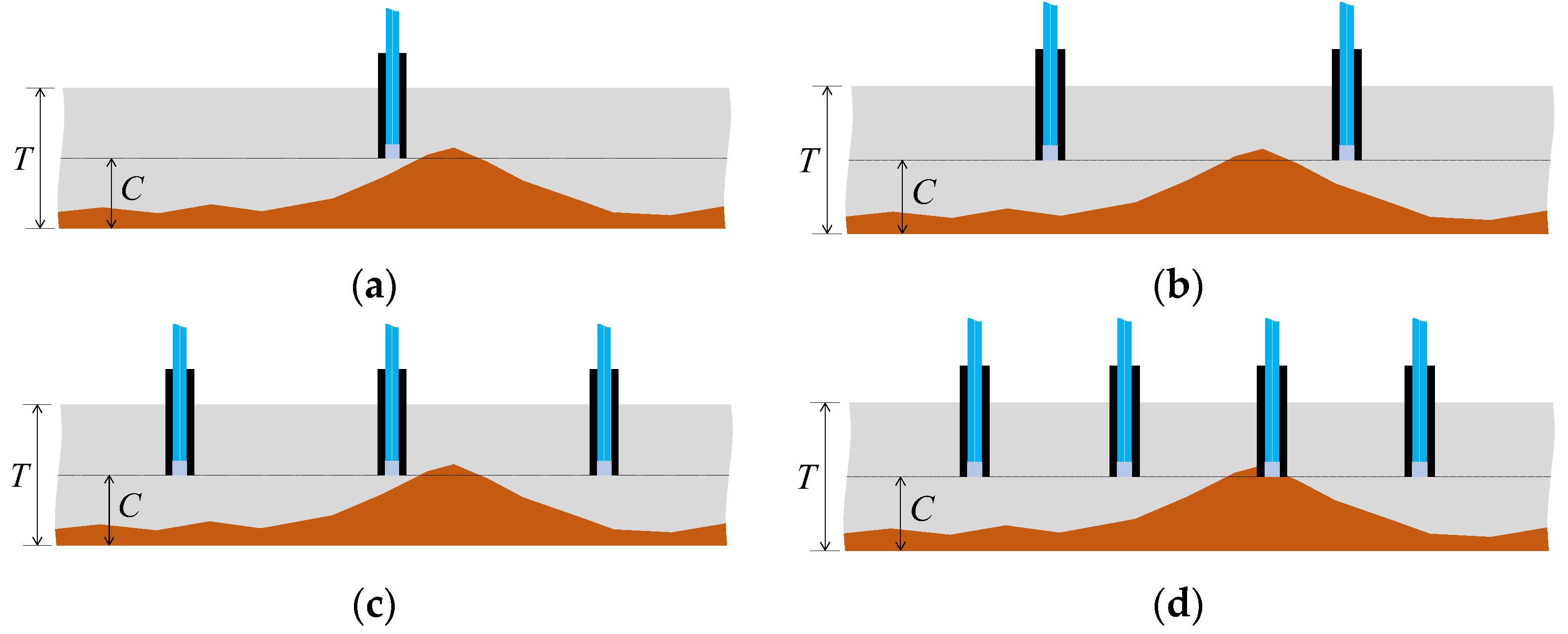
- During the corrosion experiment conducted in an aqueous solution, where the onset of corrosion occurred at the underside of a five-millimeter-thick steel plate and progressed upward, the corrosion front did not exhibit uniform flatness but displayed marginal variations at different locations. This phenomenon was also observed through the visual observation holes on the surface of the steel plate and in the four observation holes equipped with the R7 sensor.
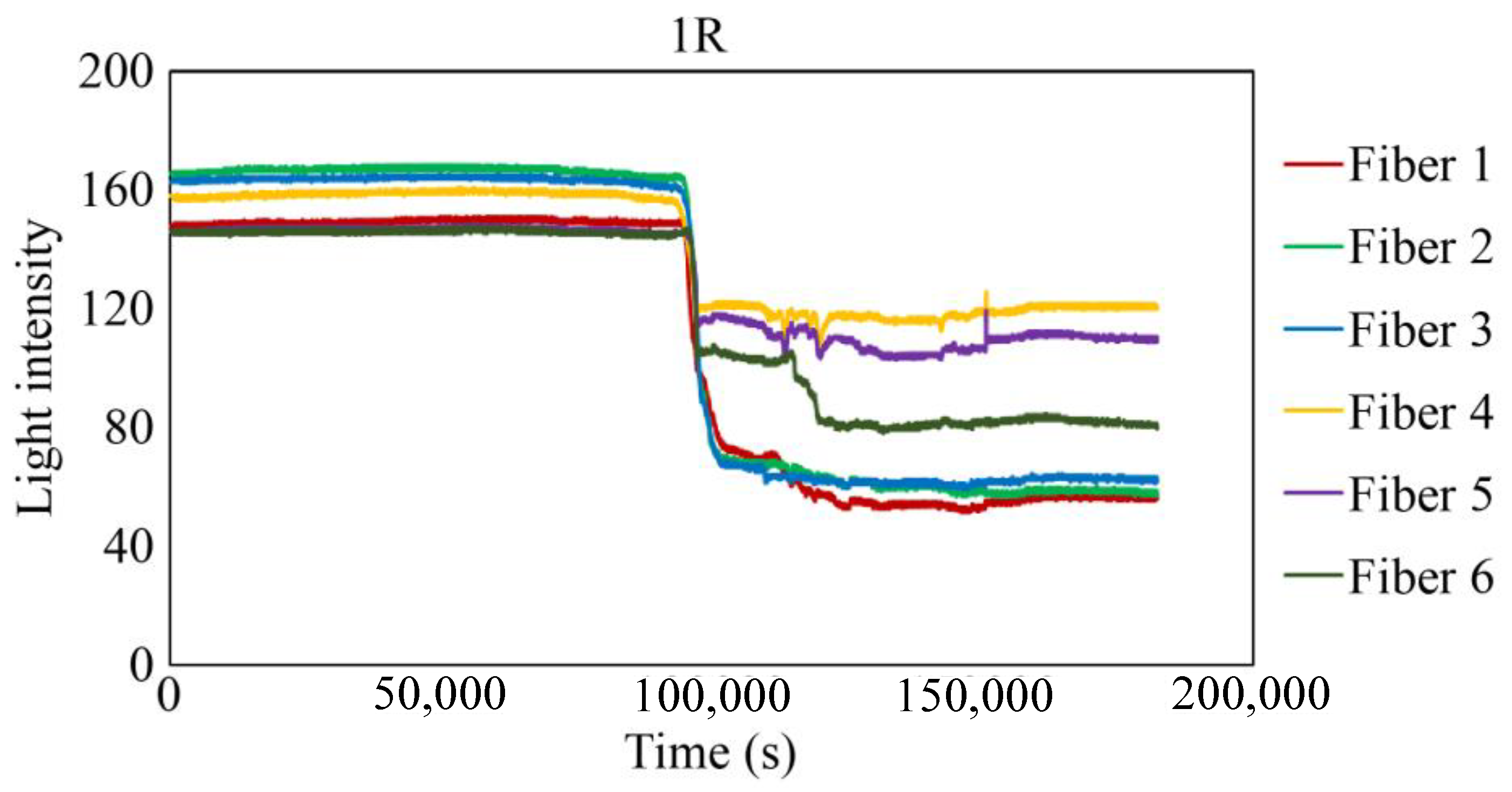
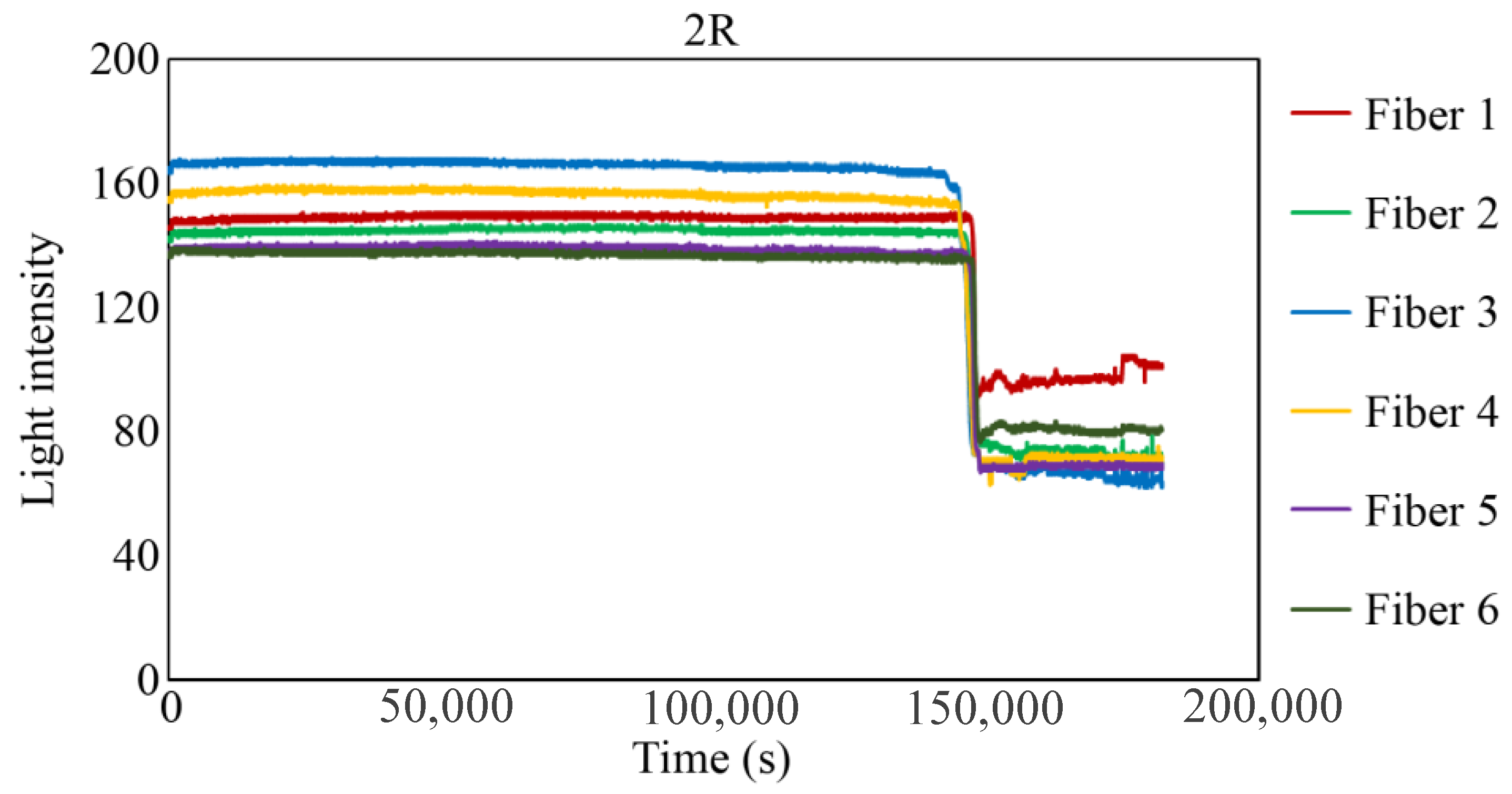
- In the corrosion experiments conducted on steel plates, the R7 sensors placed at sites with corrosion thicknesses of 1 or 2 mm could detect the initial corrosion after a certain amount of elapsed time, which exhibited a proportional relationship with the thickness of the corrosion. The results indicated that approximately 3600–30,800 s elapsed from when the corrosion zone initially reached the bottom of the borehole until it was fully covered.
- While the R7 sensor could observe a 3 mm-diameter circle within the borehole bottom (with a diameter of 5 mm), it could also identify subtle variations in the corrosion state based on the location. This discrimination was facilitated using Fibers 1–6, which were affixed to the R7 sensor. The R7 sensor could document dissimilarities in optical data arising from variations in the condition of the object and the color of the corrosion products, among other factors.
- While assessing the corrosion state, the light collected by the POF sensor could be precisely documented using an image processing application installed on a mobile phone. We also established that, for a preliminary assessment, visual confirmation alone was sufficient to substantiate the presence of corrosion, which promised a cost-effective inspection procedure would be available for the global community of engineers working in the infrastructure maintenance business.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Komary, M.; Komarizadehasl, S.; Tošić, N.; Segura, I.; Lozano-Galant, J.A.; Turmo, J. Low-Cost Technologies Used in Corrosion Monitoring. Sensors 2023, 23, 1309. [Google Scholar] [CrossRef]
- Cramer, S.D.; Covino, B.S., Jr. Corrosion: Environments and Industries; Cramer, S.D., Covino, B.S., Eds.; ASM International: Almere, The Netherlands, 2006; Volume 13C, ISBN 978-1-62708-184-9. [Google Scholar]
- Zajec, B.; Bajt Leban, M.; Kosec, T.; Kuhar, V.; Legat, A.; Lenart, S.; Fifer Bizjak, K.; Gavin, K. Corrosion Monitoring of Steel Structure Coating Degradation. Teh. Vjesn. 2018, 25, 1348–1355. [Google Scholar] [CrossRef]
- Koch, G.; Varney, J.; Thompson, N.; Moghissi, O.; Gould, M.; Payer, J. International Measures of Prevention, Application, and Economics of Corrosion Technologies Study; NACE International: Houston, TX, USA, 2016. [Google Scholar]
- Reddy, M.S.B.; Ponnamma, D.; Sadasivuni, K.K.; Aich, S.; Kailasa, S.; Parangusan, H.; Ibrahim, M.; Eldeib, S.; Shehata, O.; Ismail, M.; et al. Sensors in advancing the capabilities of corrosion detection: A review. Sens. Actuators A Phys. 2021, 332, 113086. [Google Scholar] [CrossRef]
- Jia, R.; Unsal, T.; Xu, D.; Lekbach, Y.; Gu, T. Microbiologically influenced corrosion and current mitigation strategies: A state of the art review. Int. Biodeterior. Biodegrad. 2019, 137, 42–58. [Google Scholar] [CrossRef]
- Fan, L.; Shi, X. Techniques of corrosion monitoring of steel rebar in reinforced concrete structures: A review. Struct. Health Monit. 2022, 21, 1879–1905. [Google Scholar] [CrossRef]
- Yang, L.; Chiang, K.T. On-line and real-time corrosion monitoring techniques of metals and alloys in nuclear power plants and laboratories. In Understanding and Mitigating Ageing in Nuclear Power Plants; Woodhead Publishing: London, UK, 2010; pp. 417–455. [Google Scholar] [CrossRef]
- Ma, C.; Wang, Z.; Behnamian, Y.; Gao, Z.; Wu, Z.; Qin, Z.; Xia, D.H. Measuring atmospheric corrosion with electrochemical noise: A review of contemporary methods. Measurement 2019, 138, 54–79. [Google Scholar] [CrossRef]
- Nishikata, A.; Zhu, Q.; Tada, E. Long-term monitoring of atmospheric corrosion at weathering steel bridges by an electrochemical impedance method. Corros. Sci. 2014, 87, 80–88. [Google Scholar] [CrossRef]
- ASTM G96-90(2008); Standard Guide for Online Monitoring of Corrosion in Plant Equipment (Electrical and Electrochemical Methods). ASTM: West Conshohocken, PA, USA, 2008.
- Qi, X.; Gelling, V.J. A Review of Different Sensors Applied to Corrosion Detection and Monitoring. Recent Pat. Corros. Sci. 2011, 1, 1–7. [Google Scholar] [CrossRef]
- Li, S.; Kim, Y.-G.; Jung, S.; Song, H.-S.; Lee, S.-M. Application of steel thin film electrical resistance sensor for in situ corrosion monitoring. Sens. Actuators B Chem. 2007, 120, 368–377. [Google Scholar] [CrossRef]
- Kuang, F.; Zhang, J.; Zou, C.; Shi, T.; Wang, Y.; Zhang, S.; Xu, H. Electrochemical Methods for Corrosion Monitoring: A Survey of Recent Patents. Recent Pat. Corros. Sci. 2010, 2, 34–39. [Google Scholar] [CrossRef]
- Yang, L. Techniques for Corrosion Monitoring; Southwest Research Institute: Boca Raton, FL, USA, 2008. [Google Scholar]
- Groysman, A. Corrosion Monitoring. Corros. Rev. 2009, 27, 205–343. [Google Scholar] [CrossRef]
- Gao, J.; Wu, J.; Li, J.; Zhao, X. Monitoring of corrosion in reinforced concrete structure using Bragg grating sensing. NDT E Int. 2011, 44, 202–205. [Google Scholar] [CrossRef]
- Liu, H.Y.; Liang, D.K.; Han, X.L.; Zeng, J. Long period fiber grating transverse load effect-based sensor for the omnidirectional monitoring of rebar corrosion in concrete. Appl. Opt. 2013, 52, 3246–3252. [Google Scholar] [CrossRef]
- Wei, H.; Liao, K.; Zhao, X.; Kong, X.; Zhang, P.; Sun, C. Low-coherent fiber-optic interferometry for in situ monitoring the corrosion-induced expansion of pre-stressed concrete cylinder pipes. Struct. Health Monit. 2019, 18, 1862–1873. [Google Scholar] [CrossRef]
- Liang, F.; Yi, B. Review of fiber optic sensors for corrosion monitoring in reinforced concrete. Cem. Concr. Compos. 2021, 120, 104029. [Google Scholar] [CrossRef]
- Wu, K.; Byeon, J.W. Morphological estimation of pitting corrosion on vertically positioned 304 stainless steel using acoustic-emission duration parameter. Corros. Sci. 2019, 148, 331–337. [Google Scholar] [CrossRef]
- Kovač, J.; Legat, A.; Zajec, B.; Kosec, T.; Govekar, E. Detection and characterization of stainless steel SCC by the analysis of crack related acoustic emission. Ultrasonics 2015, 62, 312–322. [Google Scholar] [CrossRef]
- Noda, K.; Katayama, H.; Masuda, H.; Ono, T.; Tahara, A. Corrosion Monitoring Technique and Surface Observation Method in Atmospheric Corrosion Evaluation. Zair.-Kankyo 2005, 54, 368–374. [Google Scholar] [CrossRef]
- Medeiros, F.N.; Ramalho, G.L.; Bento, M.P.; Medeiros, L.C. On the evaluation of texture and color features for nondestructive corrosion detection. EURASIP J. Adv. Signal Process. 2010, 2010, 817473. [Google Scholar] [CrossRef]
- Vinooth, R.; Anil, P.; Carlos, F.; Nadimul, H.F. Corrosion monitoring at the interface using sensors and advanced sensing materials: Methods, challenges and opportunities. Corros. Eng. Sci. Technol. 2023, 358, 281–321. [Google Scholar] [CrossRef]
- Nikoniuk, D.; Bednarska, K.; Sienkiewicz, M.; Krzesiński, G.; Olszyna, M.; Dähne, L.; Woliński, T.R.; Lesiak, P. Polymer Fibers Covered by Soft Multilayered Films for Sensing Applications in Composite Materials. Sensors 2019, 19, 4052. [Google Scholar] [CrossRef] [PubMed]
- Tam, H.Y.; Pun, C.-F.J.; Zhou, G.; Cheng, X.; Tse, M.L.V. Special structured polymer fibers for sensing applications. Opt. Fiber Technol. 2010, 16, 357–366. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, Z.F.; Tam, H.-Y.; Tao, X. Multifunctional smart optical fibers: Materials, fabrication, and sensing applications. Photonics 2019, 6, 48. [Google Scholar] [CrossRef]
- Akutagawa, S.; Takahashi, A. Shizen Oyobi Jinko Kouzoubutsu Henjyo Kenchi. Sochi. Patent JP5607185B2, 15 October 2014. [Google Scholar]
- Akutagawa, S.; Nishio, A.; Matsumoto, Y.; Takahashi, A.; Machijima, Y. A new method for reading local deformation of granular material by using light. In Proceedings of the 48th US Rock Mechanics/Geotechnical Symposium, Minneapoils, MN, USA, 1–4 June 2014. [Google Scholar]
- Akutagawa, S.; Machijima, Y. A new optical fiber sensor for reading RGB intensities of light returning from an observation point in geo-materials. In Proceedings of the 49th US Rock Mechanics/Geotechnical Symposium, San Francisco, CA, USA, 28 June–1 July 2015. [Google Scholar]
- Akutagawa, S.; Machijima, Y.; Sato, T.; Takahashi, A. Experimental characterization of movement of water and air in granular material by using optic fiber sensor with an emphasis on refractive index of light. In Proceedings of the 51th US Rock Mechanics/Geotechnical Symposium, San Francisco, CA, USA, 25–28 June 2017. [Google Scholar]
- Zhang, H.; Ogata, A.; Tezuka, H.; Kanamori, S.; Shimizu, S.; An, L.; Akutagawa, S. Monitoring of the hardening of mortar using plastic optical fiber sensors: Fundamental experiment and data interpretation. J. Jpn. Soc. Civ. Eng. 2022, 10, 247–259. [Google Scholar] [CrossRef]
- Sugii, R.; Akutagawa, S. Study on observation method of water penetration into the ground using plastic optical fiber and portable devices. J. Jpn. Soc. Civ. Eng. Ser. C (Geosph. Eng.) 2022, 78, 355–368. [Google Scholar] [CrossRef]







































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hole | Elapsed Time at Which Corrosion Was Detected for the First Time: Ci | Elapsed Time at Which the Reduction in Light Intensities Was Stabilized: Cf | Time Required for the Reduction in Light Intensities: ΔTc = Cf − Ci |
|---|---|---|---|
| 1R | 94,400 s | 102,200 s | 7800 s |
| 1L | 53,000 s | 83,800 s | 30,800 s |
| 2R | 144,900 s | 148,500 s | 3600 s |
| 2L | 151,600 s | 161,500 s | 9900 s |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hou, L.; Akutagawa, S.; Tomoshige, Y.; Kimura, T. Experimental Investigation for Monitoring Corrosion Using Plastic Optical Fiber Sensors. Sensors 2024, 24, 885. https://doi.org/10.3390/s24030885
Hou L, Akutagawa S, Tomoshige Y, Kimura T. Experimental Investigation for Monitoring Corrosion Using Plastic Optical Fiber Sensors. Sensors. 2024; 24(3):885. https://doi.org/10.3390/s24030885
Chicago/Turabian StyleHou, Liang, Shinichi Akutagawa, Yuki Tomoshige, and Takashi Kimura. 2024. "Experimental Investigation for Monitoring Corrosion Using Plastic Optical Fiber Sensors" Sensors 24, no. 3: 885. https://doi.org/10.3390/s24030885