
Automatic Thinning Detection through Image Segmentation Using Equivalent Array-Type Lamp-Based Lock-in Thermography


Abstract
:1. Introduction
2. Theory
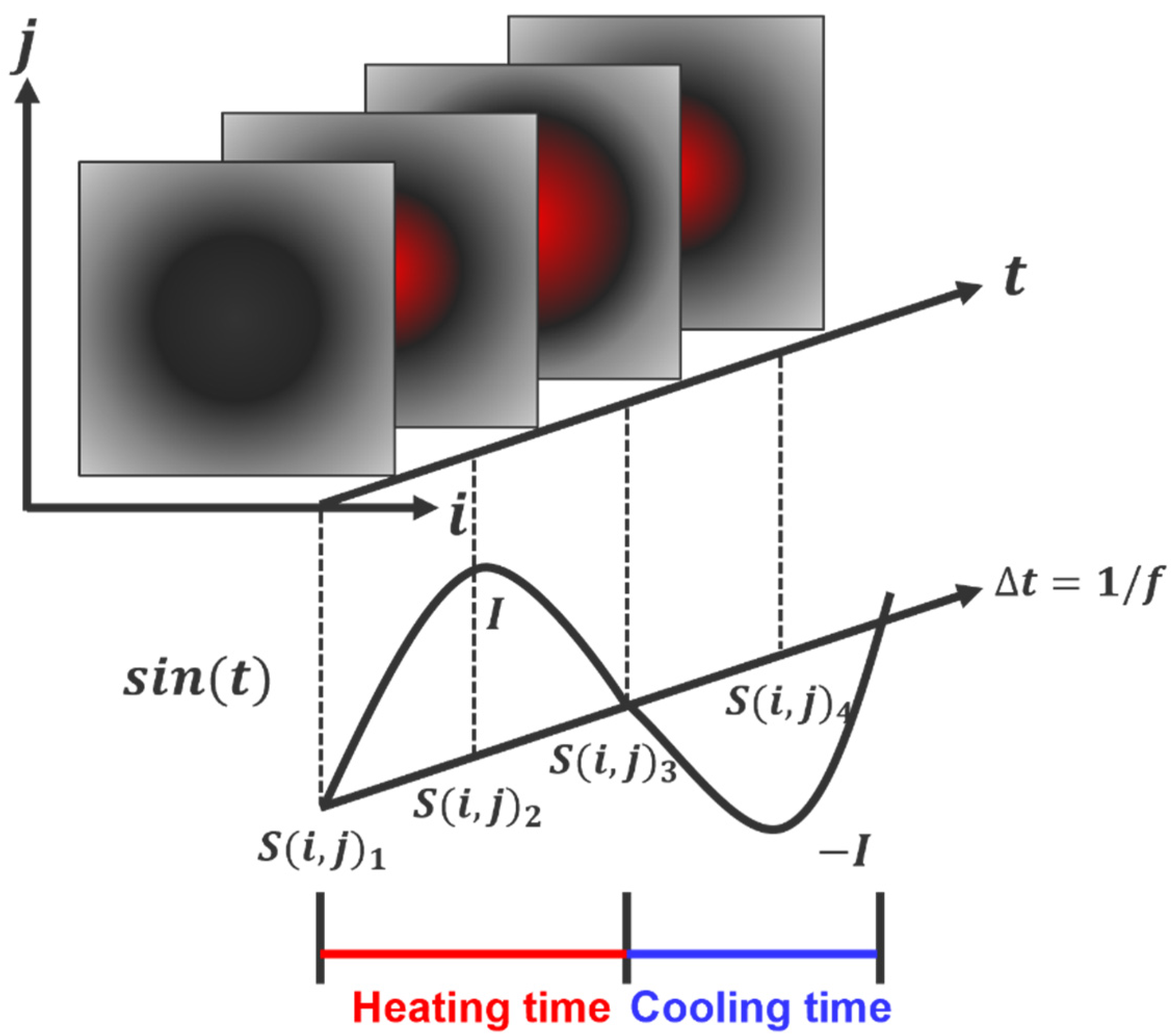
2.1. Theory of Four-Point Signal Process
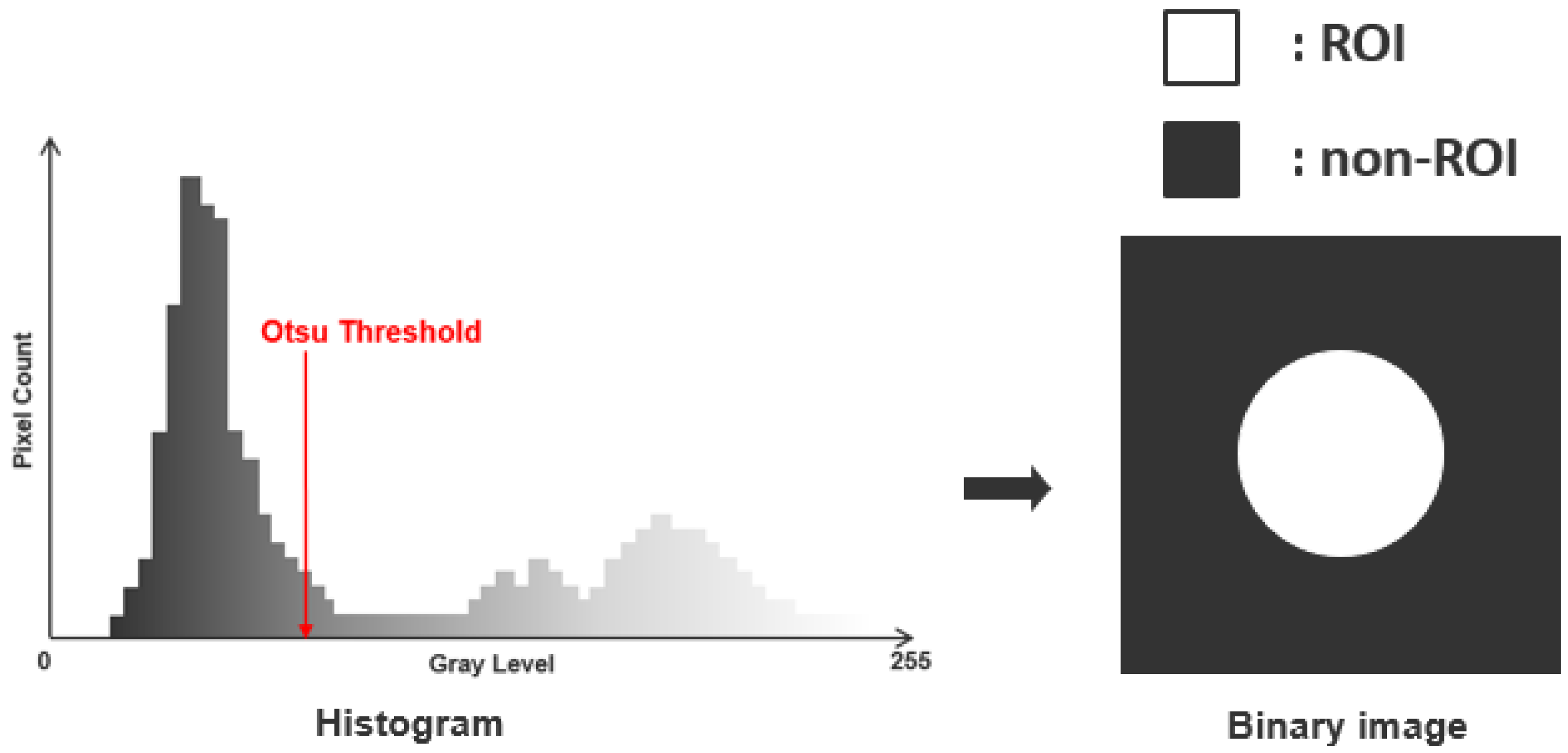
2.2. Binary Process Using Otsu Algorithm
3. Experimental Setup
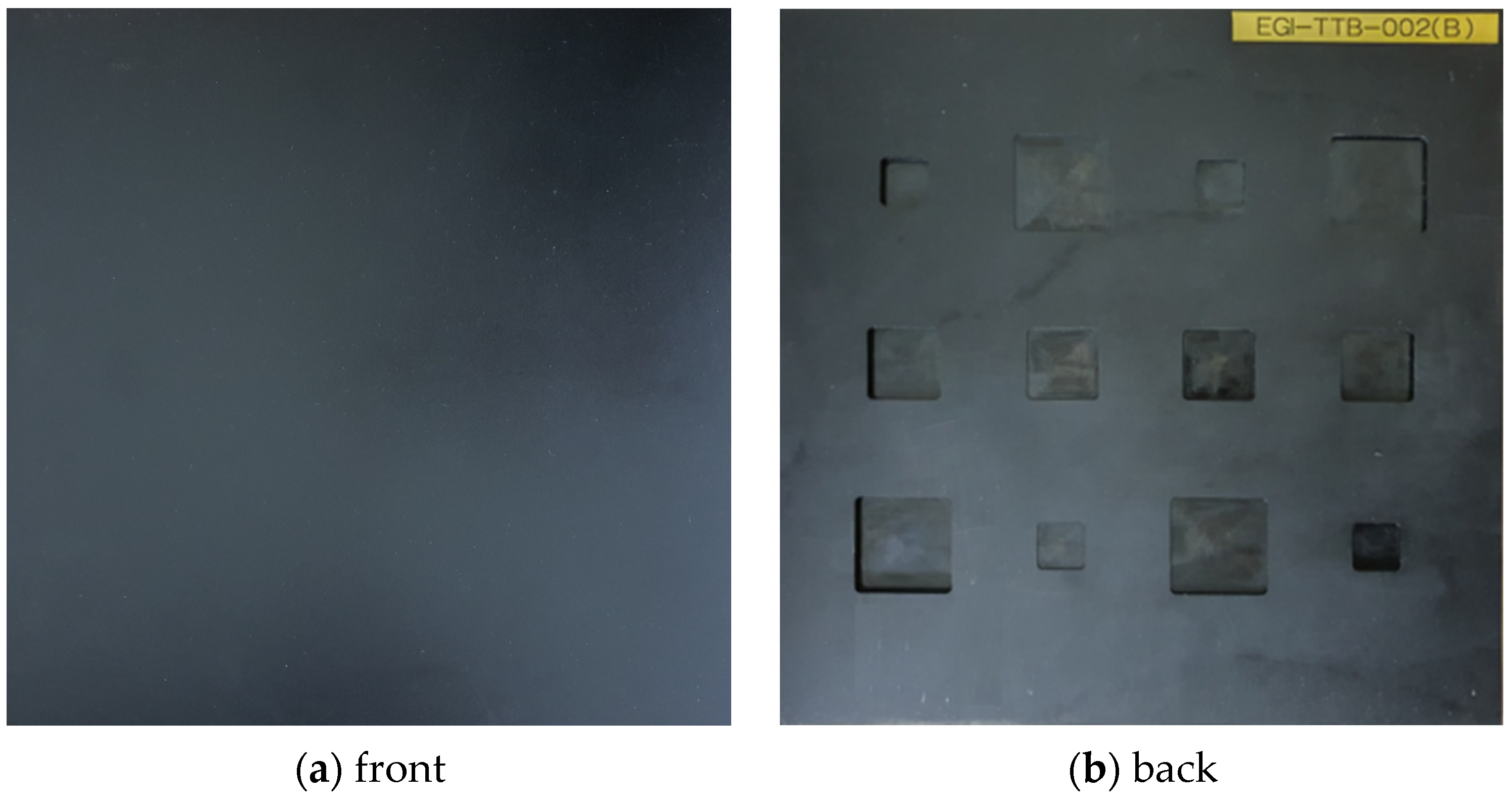
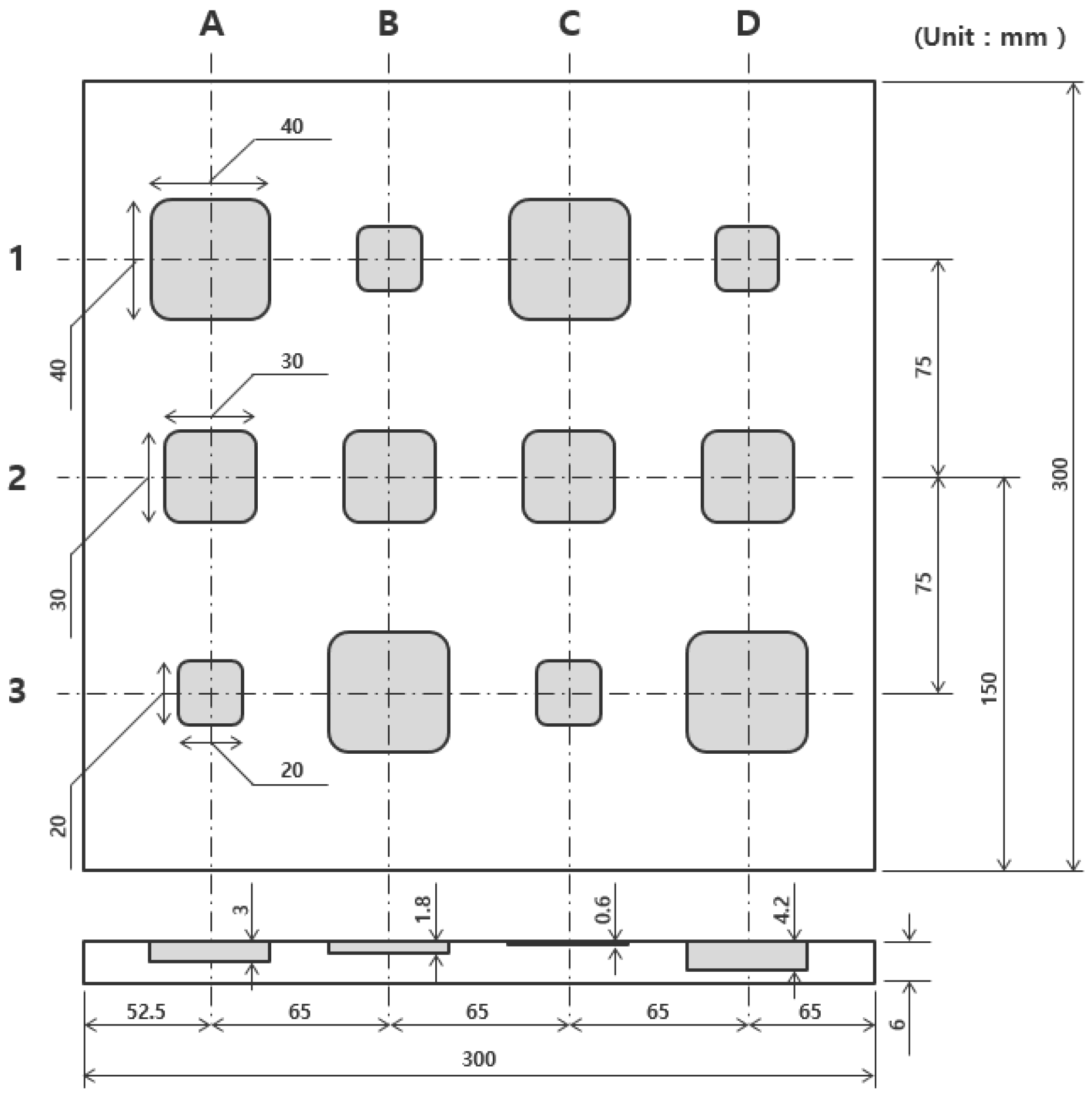
3.1. S275 Specimen
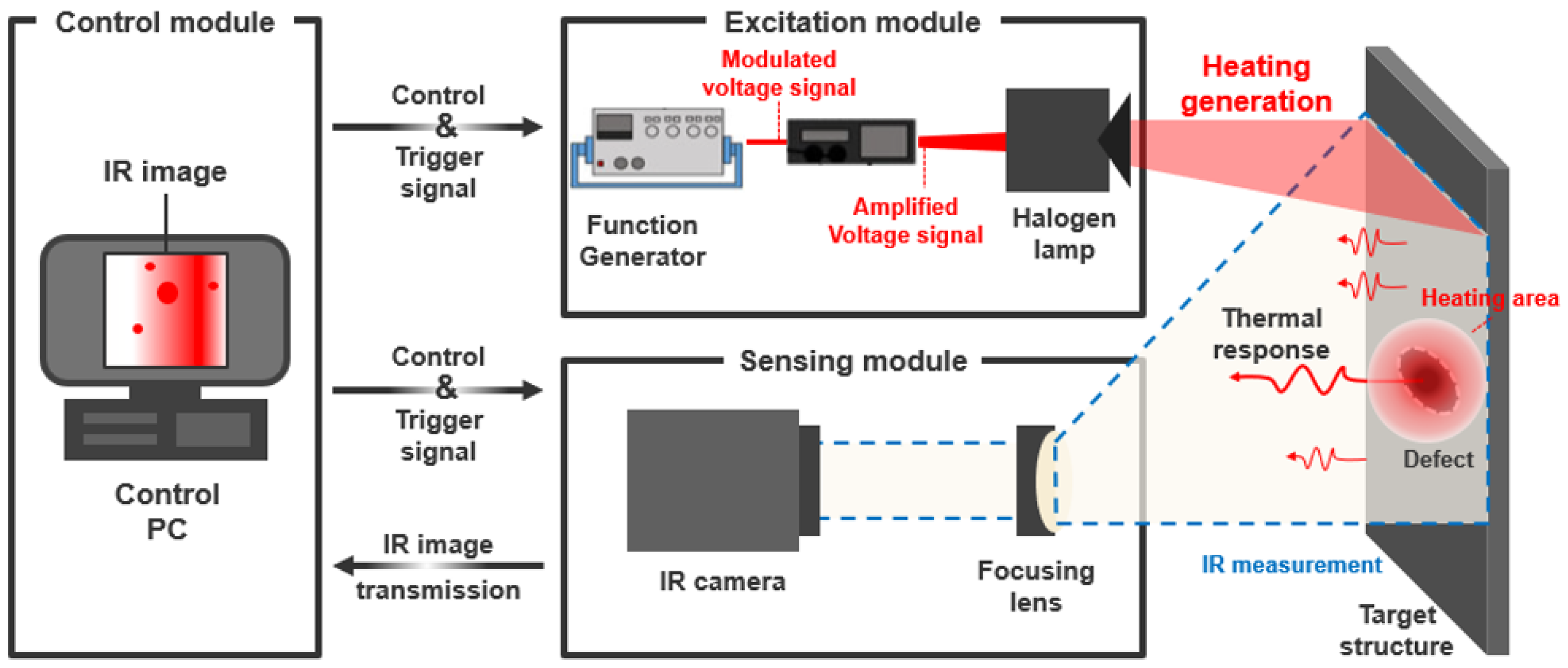
3.2. Experimental Setup of LIT System
4. Data Results of LIT
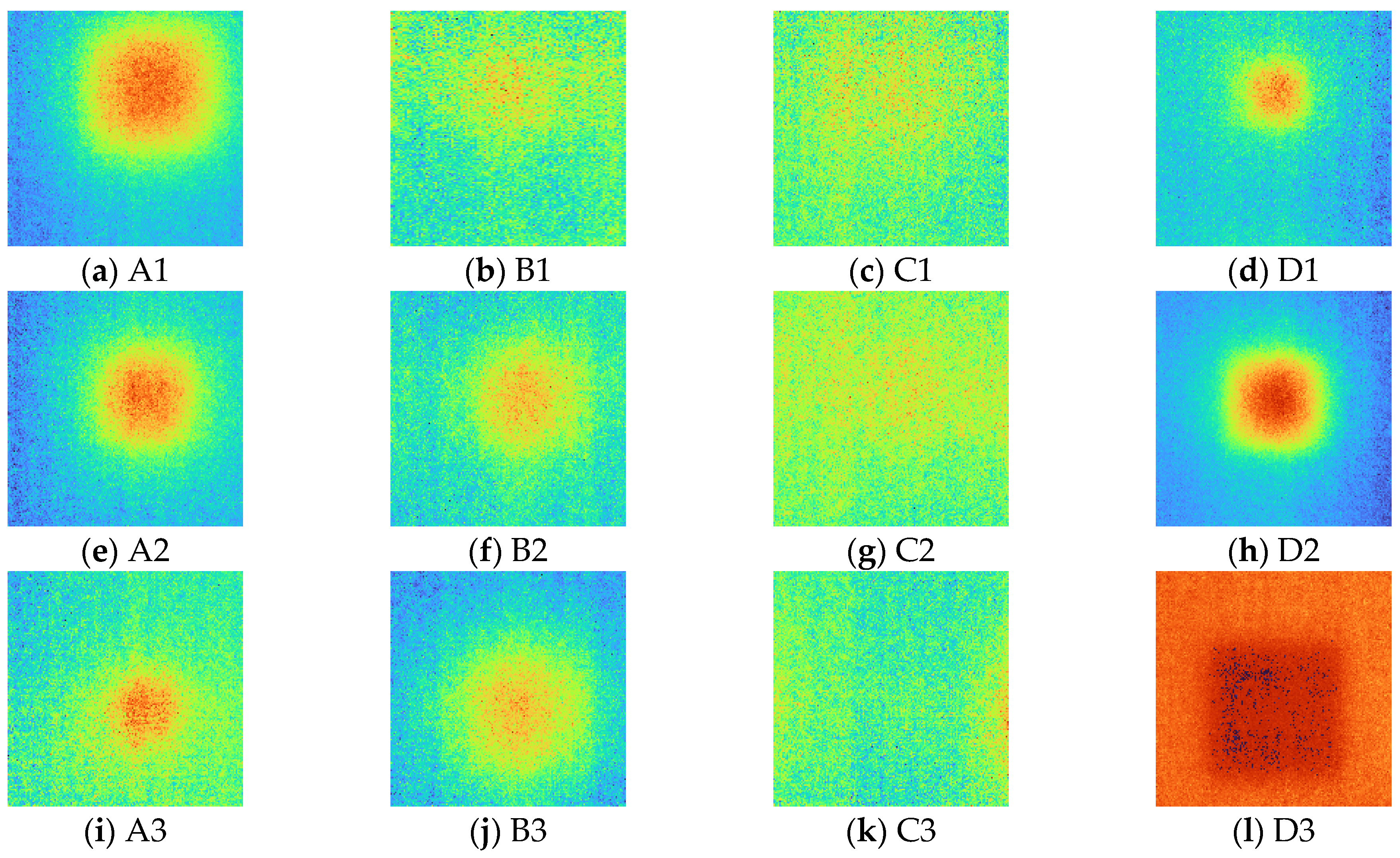
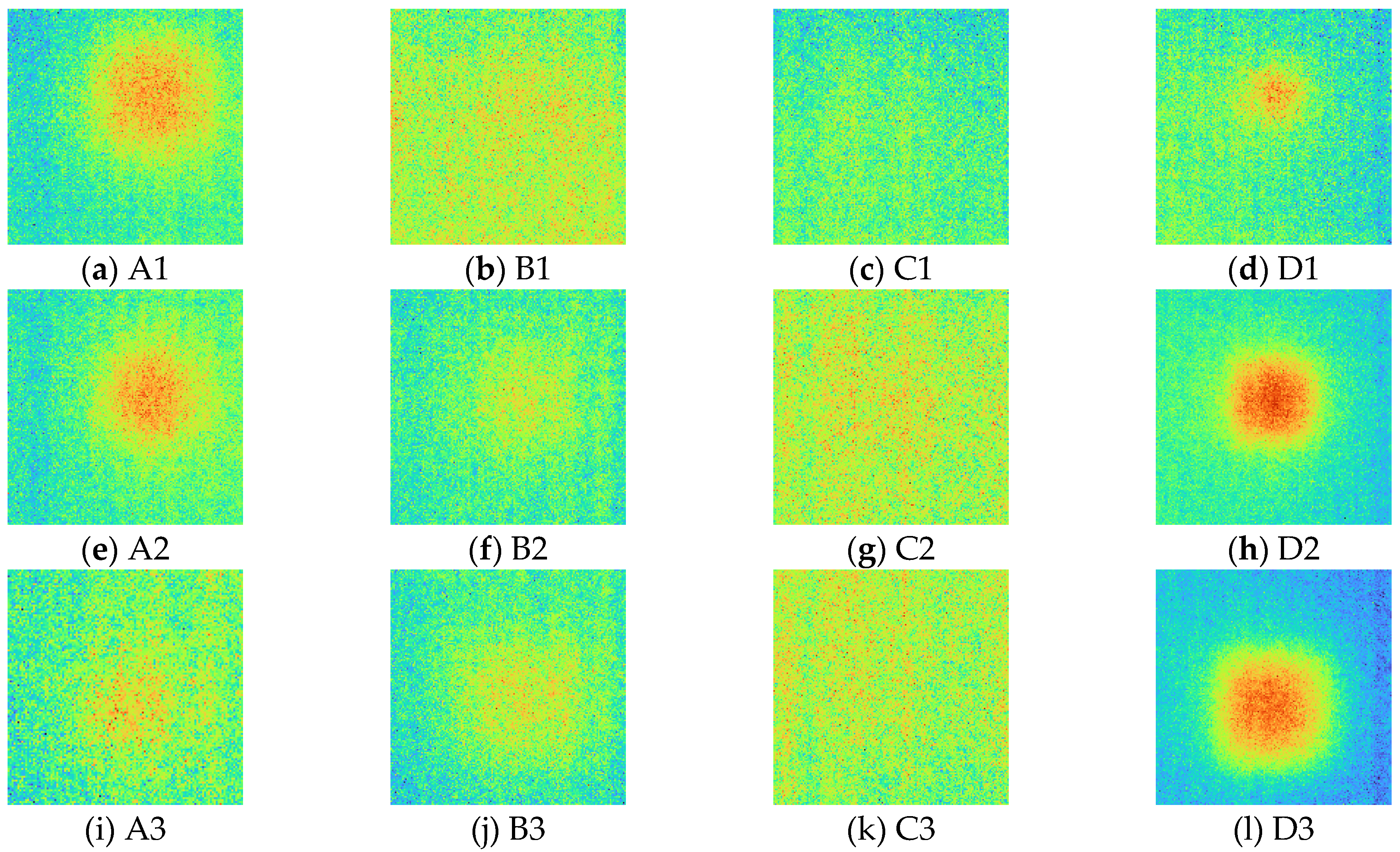
4.1. Images with Four-Point Signal Process
4.2. Data Segmentation for Detection Improvement
4.3. De-Noising Using Morphology Operation
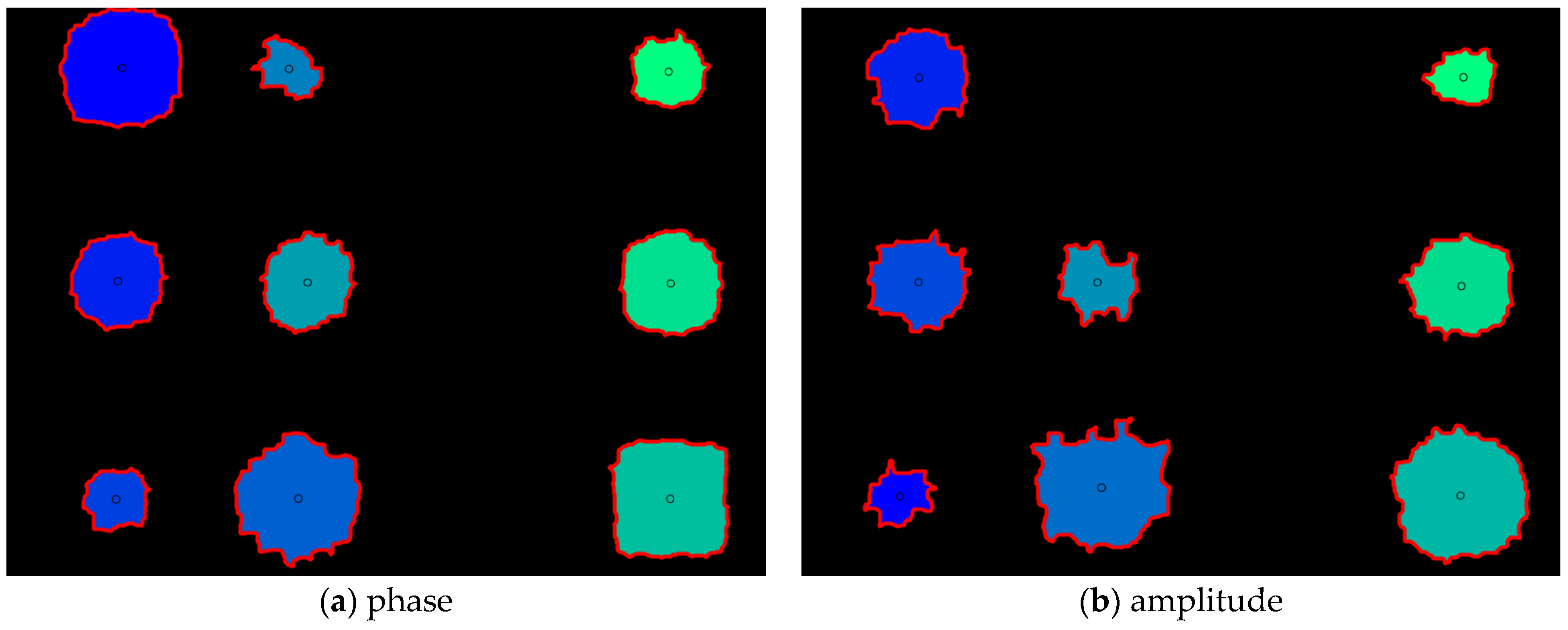
4.4. Automatic Detection of Thinning Defects
4.5. Comparison Evaluation of Detectability
5. Conclusions and Future Works
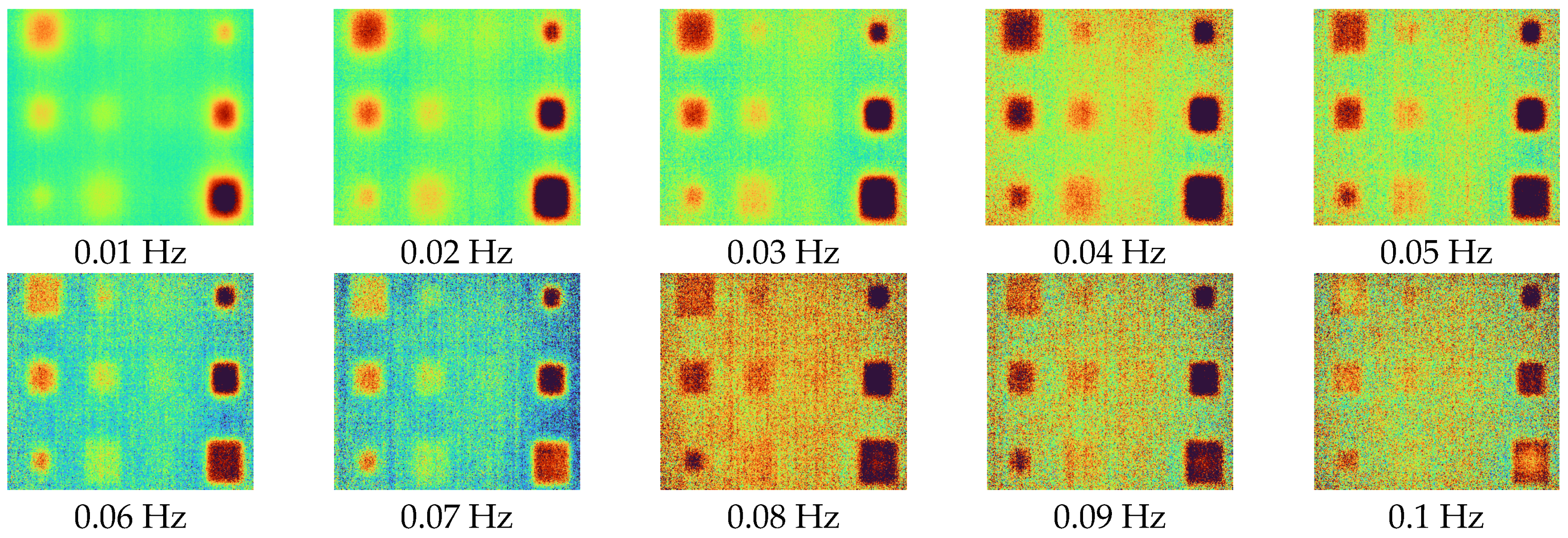
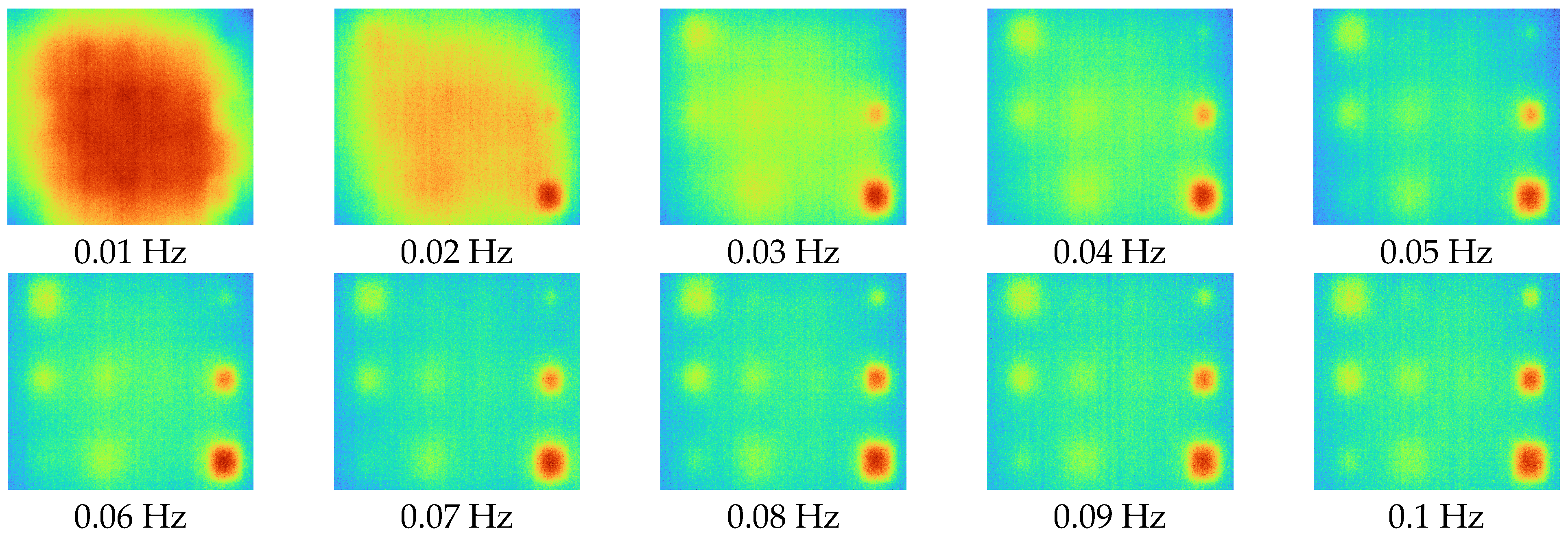
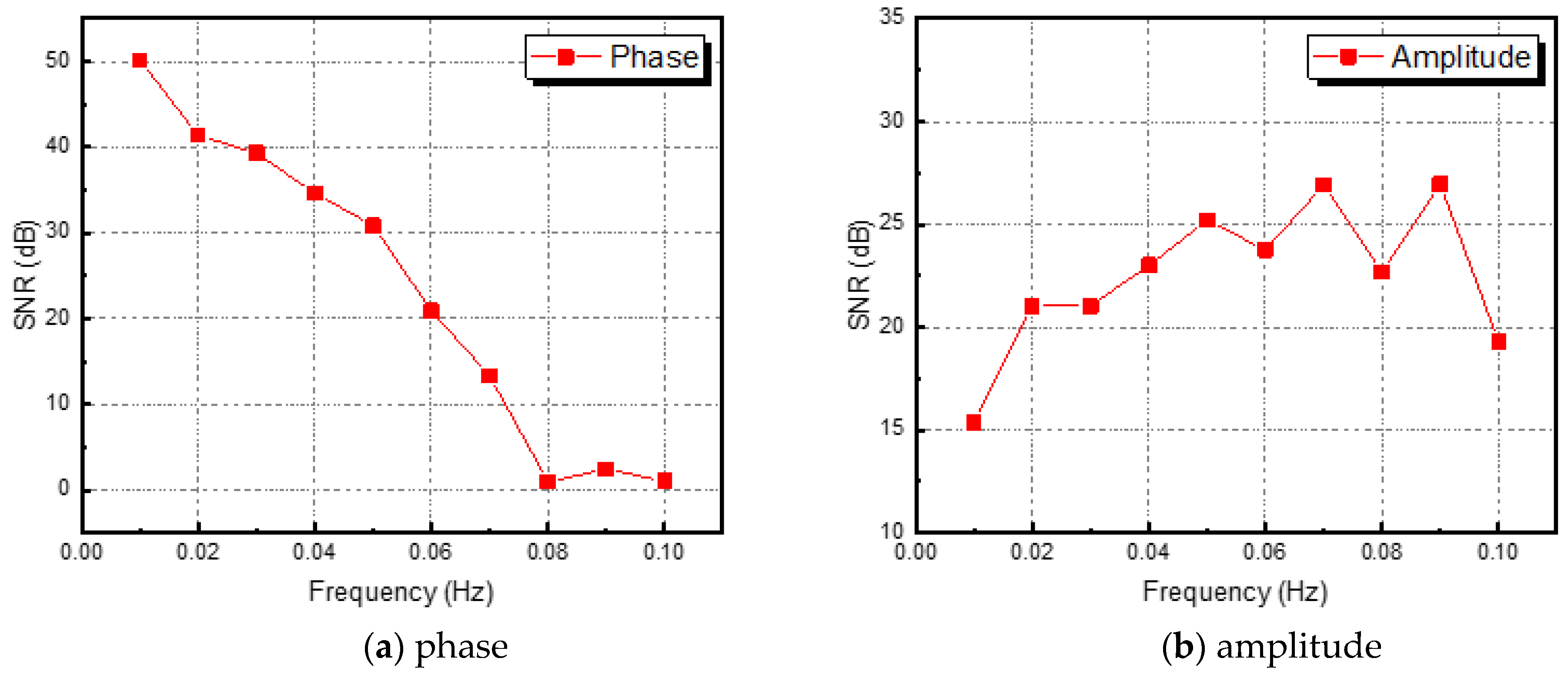
- Phase and amplitude images were acquired using the four-point signal process of the LIT technique. The optimal excitation frequency was evaluated using SNR, and the phase was derived as 0.01 Hz and the amplitude as 0.09 Hz;
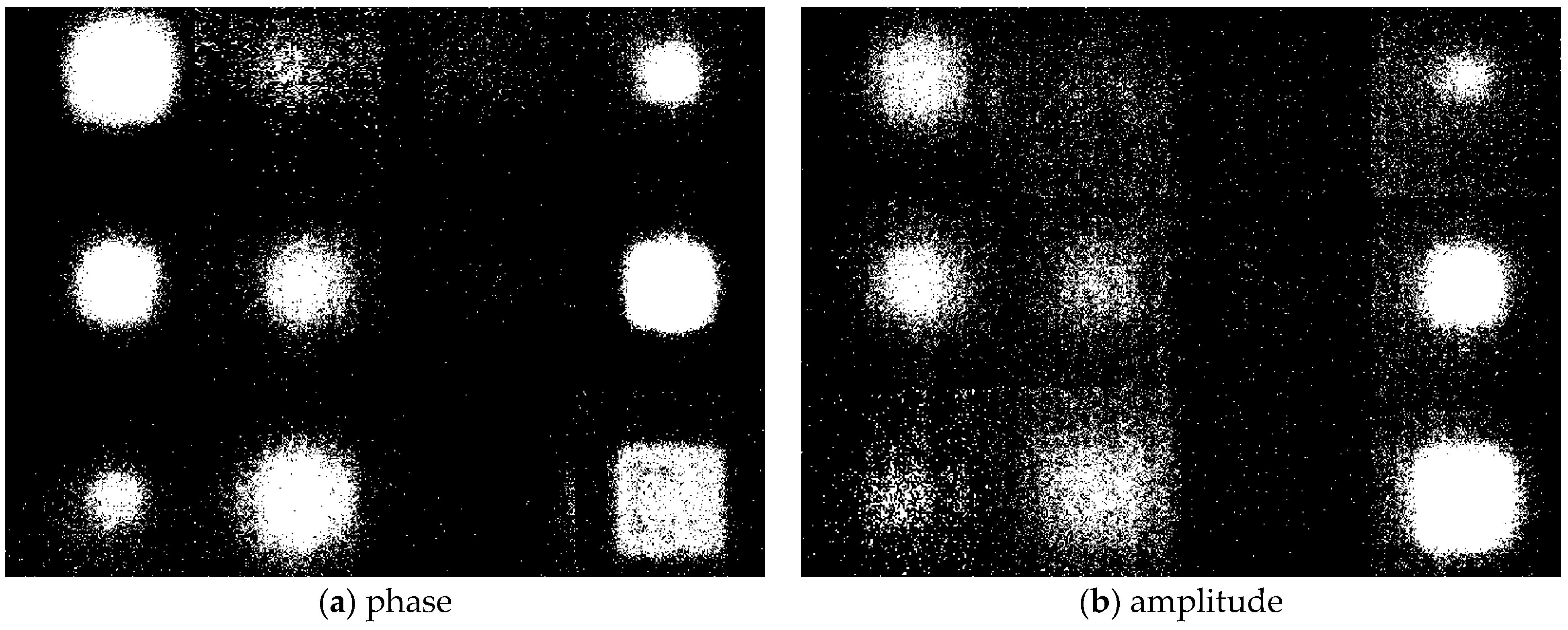
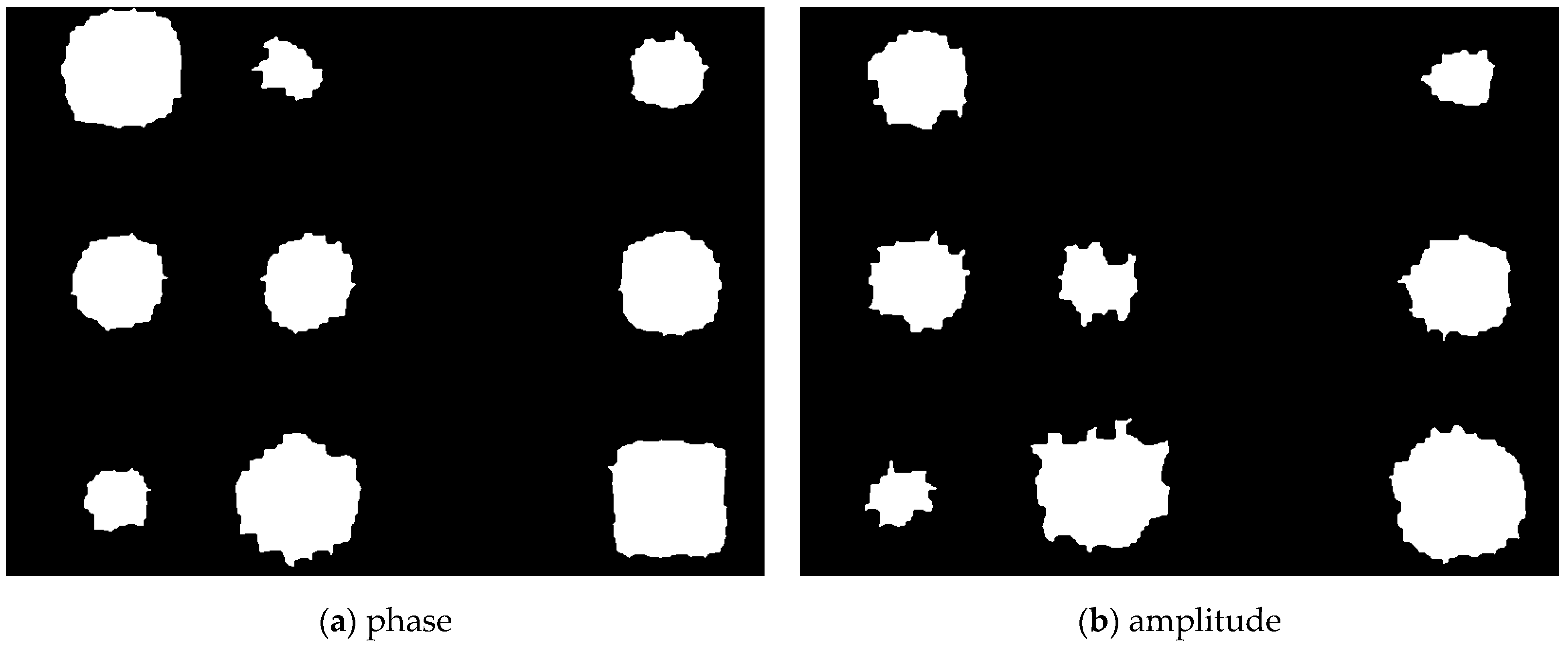
- After image segmentation, the binary image was acquired using the Otsu algorithm. Pixel noise was removed by performing the three-step morphological calculation;
- Automatic defect detection of phase and amplitude images was performed using the boundary tracking algorithm. A total of 9 defects in phase and 8 defects in amplitude were detected;
- The detectability was evaluated by calculating the RMSE based on the number of pixels with the contrast value of 1 in the object area. Better results can be seen in phase than the amplitude.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Choi, Y.W.; Yeom, Y.T.; Kim, H.J.; Song, S.J.; Ryu, S.W.; Kim, H.H.; Park, J.S.; Kwon, S.D. A Study on the Nondestructive Evaluation Method for Detecting Void in Containment Liner Plate. J. Korean Soc. Nondestruct. Test. 2020, 40, 389–396. [Google Scholar] [CrossRef]
- Lee, J.S.; Kim, W.B.; Kwak, D.R. Development of inspection technique for filling or unfilling of containment liner plate backside concrete in nuclear power plant. Trans. Korean Soc. Press. Vessel. Pip. 2020, 16, 37–41. [Google Scholar]
- Park, J.H.; Hong, J.K. Present status of nuclear containments and ISI in Korea. Prog. Nucl. Energy 2009, 51, 761–768. [Google Scholar] [CrossRef]
- Kant, R.; Chauhan, P.S.; Bhatt, G.; Bhattacharya, S. Corrosion monitoring and control in aircraft: A review. Sens. Automot. Aerosp. Appl. 2019, 39–53. [Google Scholar] [CrossRef]
- Gupta, M.; Khan, M.A.; Butola, R.; Singari, R.M. Advances in applications of Non-Destructive Testing (NDT): A review. Adv. Mater. Process. Technol. 2021, 1–22. [Google Scholar] [CrossRef]
- Dwivedi, S.K.; Vishwakarma, M.; Soni, A. Advances and researches on non destructive testing: A review. Mater. Today Proc. 2018, 5, 3690–3698. [Google Scholar] [CrossRef]
- Honarvar, F.; Varvani-Farahani, A. A review of ultrasonic testing applications in additive manufacturing: Defect evaluation, material characterization, and process control. Ultrasonics 2020, 108, 106227. [Google Scholar] [CrossRef] [PubMed]
- Felice, M.V.; Fan, Z. Sizing of flaws using ultrasonic bulk wave testing: A review. Ultrasonics 2018, 88, 26–42. [Google Scholar] [CrossRef]
- Lopez, A.; Bacelar, R.; Pires, I.; Santos, T.G.; Sousa, J.P.; Quintino, L. Non-destructive testing application of radiography and ultrasound for wire and arc additive manufacturing. Addit. Manuf. 2018, 21, 298–306. [Google Scholar] [CrossRef]
- Maldague, X.P. Volume 3. Infrared and Thermal Testing. In Nondestructive Testing Handbook; American Society for Nondestructive Testing: Arlingate Lane, OA, USA, 2001. [Google Scholar]
- Usamentiaga, R.; Venegas, P.; Guerediaga, J.; Vega, L.; Molleda, J.; Bulnes, F.G. Infrared thermography for temperature measurement and non-destructive testing. Sensors 2014, 14, 12305–12348. [Google Scholar] [CrossRef] [Green Version]
- Zhu, Y.K.; Tian, G.Y.; Lu, R.S.; Zhang, H. A review of optical NDT technologies. Sensors 2011, 11, 7773–7798. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bagavathiappan, S.; Lahiri, B.; Saravanan, T.; Philip, J.; Jayakumar, T. Infrared thermography for condition monitoring-A review. Infrared Phys. Technol. 2013, 60, 35–55. [Google Scholar] [CrossRef]
- Ciampa, F.; Mahmoodi, P.; Pinto, F.; Meo, M. Recent advances in active infrared thermography for non-destructive testing of aerospace components. Sensors 2018, 18, 609. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Swiderski, W.; Hlosta, P. Non-destructive evaluation of impacted CFRP by IR thermography. Materials 2019, 12, 956. [Google Scholar] [CrossRef] [Green Version]
- Maldague, X.P. Introduction to NDT by active infrared thermography. Mater. Eval. 2002, 60, 1060–1073. [Google Scholar]
- Doshvarpassand, S.; Wu, C.; Wang, X. An overview of corrosion defect characterization using active infrared thermography. Infrared Physcics Technol. 2019, 96, 366–389. [Google Scholar] [CrossRef]
- Kobayashi, K.; Banthia, N. Corrosion detection in reinforced concrete using induction heating and infrared thermography. J. Civ. Struct. Health Monit. 2011, 1, 25–35. [Google Scholar] [CrossRef]
- Cadelano, G.; Bortolin, A.; Ferrarini, G.; Molinas, B.; Giantin, D.; Zonta, P.; Bison, P. Corrosion detection in pipelines using infrared thermography: Experiments and data processing methods. J. Nondestruct. Eval. 2016, 35, 1–11. [Google Scholar] [CrossRef]
- Ranjit, S.; Kang, K.S.; Kim, W.T. Investigation of lock-in infrared thermography for evaluation of subsurface defects size and depth. Int. J. Precis. Eng. Manuf. 2015, 16, 2255–2264. [Google Scholar] [CrossRef]
- Lee, S.J.; Chung, Y.J.; Shrestha, R.; Kim, W.T. Automated Defect Detection Using Threshold Value Classification Based on Thermographic Inspection. Appl. Sci. 2021, 11, 7870. [Google Scholar] [CrossRef]
- Lee, S.J.; Chung, Y.J.; Kim, C.Y.; Shrestha, R.; Kim, W.T. Thermographic Inspection of CLP Defects on the Subsurface Based on Binary Image. Int. J. Precis. Eng. Manuf. 2022, 23, 269–279. [Google Scholar] [CrossRef]
- Shrestha, R.; Choi, M.Y.; Kim, W.T. Quantification of defects depth in glass fiber reinforced plastic plate by infrared lock-in thermography. J. Mech. Sci. Technol. 2016, 30, 1111–1118. [Google Scholar]
- Shrestha, R.; Kim, W.T. Evaluation of coating thickness by thermal wave imaging: A comparative study of pulsed and lock-in infrared thermography-Part I: Simulation. Infrared Phys. Technol. 2017, 83, 124–131. [Google Scholar] [CrossRef]
- Shrestha, R.; Kim, W.T. Evaluation of coating thickness by thermal wave imaging: A comparative study of pulsed and lock-in infrared-Part II: Experimental investigation. Infrared Phys. Technol. 2018, 92, 24–29. [Google Scholar] [CrossRef]
- Manda, M.P.; Kim, H.S. A fast image thresholding algorithm for infrared images based on histogram approximation and circuit theory. Algorithms 2020, 13, 207. [Google Scholar] [CrossRef]
- Dong, Y.X. An Improved Otsu Image Segmentation Algorithm. Adv. Mater. Res. 2014, 989, 3751–3754. [Google Scholar] [CrossRef]
- Dong, Y.X. Review of otsu segmentation algorithm. Adv. Mater. Res. 2014, 989, 1959–1961. [Google Scholar] [CrossRef]
- Chung, Y.J.; Shrestha, R.; Lee, S.J.; Kim, W.T. Binarization Mechanism Evaluation for Water Ingress Detectability in Honeycomb Sandwich Structure Using Lock-in Thermography. Materials 2022, 15, 2333. [Google Scholar] [CrossRef]
- Lee, S.J.; Chung, Y.J.; Kim, W.T. Defect Recognition and Morphology Operation in Binary Images Using Line-Scanning-Based Induction Thermography. Appl. Sci. 2022, 12, 6006. [Google Scholar] [CrossRef]
- Chung, Y.J.; Shrestha, R.; Lee, S.J.; Kim, W.T. Thermographic Inspection of Internal Defects in Steel Structures: Analysis of Signal Processing Techniques in Pulsed Thermography. Sensors 2020, 20, 6015. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thermal Conductivity | |
| Specific Heat | |
| Density | |
| Initial Temperature |
| Defect | Real Pixel Values | Estimated Pixel Values | |
|---|---|---|---|
| Amplitude | Phase | ||
| A1 | 11,778 | 8081 | 13,111 |
| A2 | 7078 | 7629 | 7583 |
| A3 | 3636 | 2971 | 3470 |
| B1 | 3636 | - | 2861 |
| B2 | 7078 | 4771 | 7502 |
| B3 | 11,778 | 14,131 | 12,995 |
| C1 | 11,778 | - | - |
| C2 | 7078 | - | - |
| C3 | 3636 | - | - |
| D1 | 3636 | 3217 | 4769 |
| D2 | 7078 | 9165 | 9502 |
| D3 | 11,778 | 15,239 | 13,788 |
| RMSE | 65.418 | 61.117 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, S.; Chung, Y.; Kim, C.; Kim, W. Automatic Thinning Detection through Image Segmentation Using Equivalent Array-Type Lamp-Based Lock-in Thermography. Sensors 2023, 23, 1281. https://doi.org/10.3390/s23031281
Lee S, Chung Y, Kim C, Kim W. Automatic Thinning Detection through Image Segmentation Using Equivalent Array-Type Lamp-Based Lock-in Thermography. Sensors. 2023; 23(3):1281. https://doi.org/10.3390/s23031281
Chicago/Turabian StyleLee, Seungju, Yoonjae Chung, Chunyoung Kim, and Wontae Kim. 2023. "Automatic Thinning Detection through Image Segmentation Using Equivalent Array-Type Lamp-Based Lock-in Thermography" Sensors 23, no. 3: 1281. https://doi.org/10.3390/s23031281