
Moisture Determination for Fine-Sized Copper Ore by Computer Vision and Thermovision Methods

Abstract
:1. Introduction
- We test fine-ground copper ore over a wide range of moistures using thermovision and vision methods;
- The development of a method for assessing the moisture content of raw materials carried out simultaneously with the optical assessment of the material to determine particle size;
- The validation of the suggested relationships between material moisture and image intensity.
2. Related Work
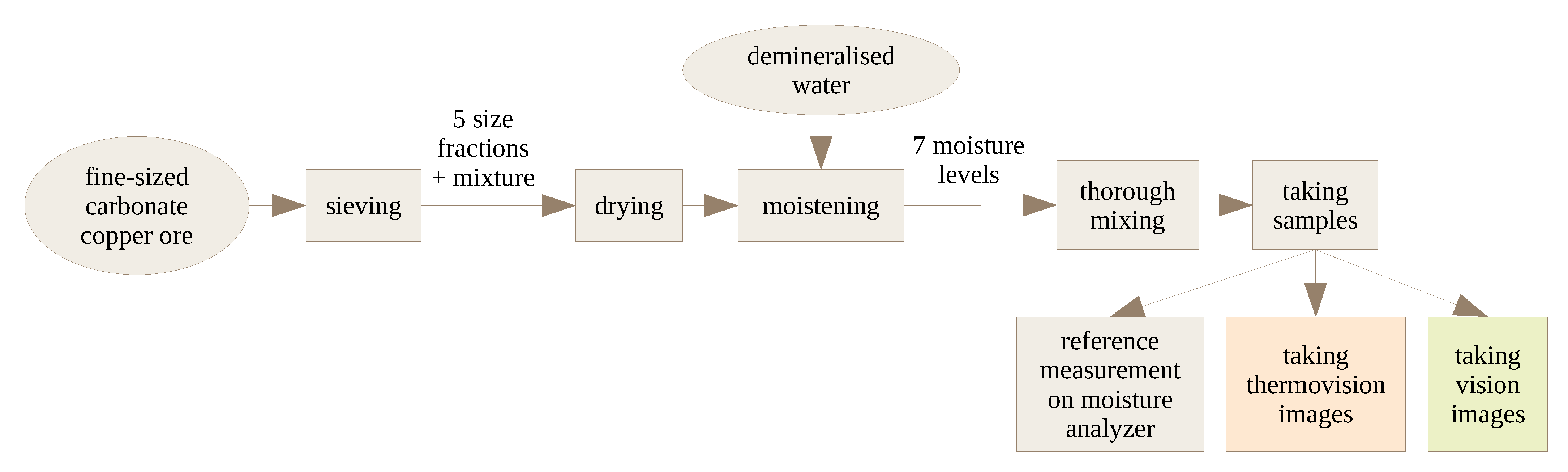
3. Materials and Methods
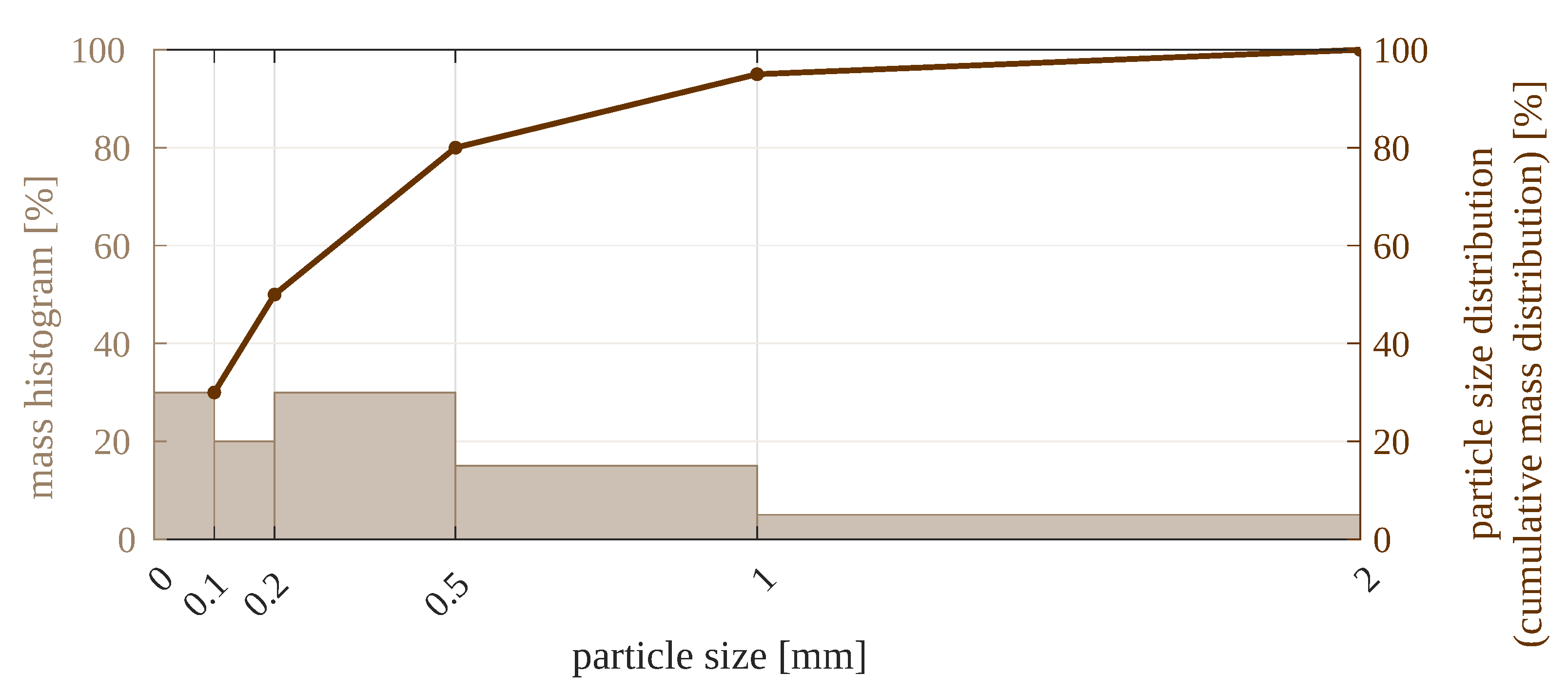
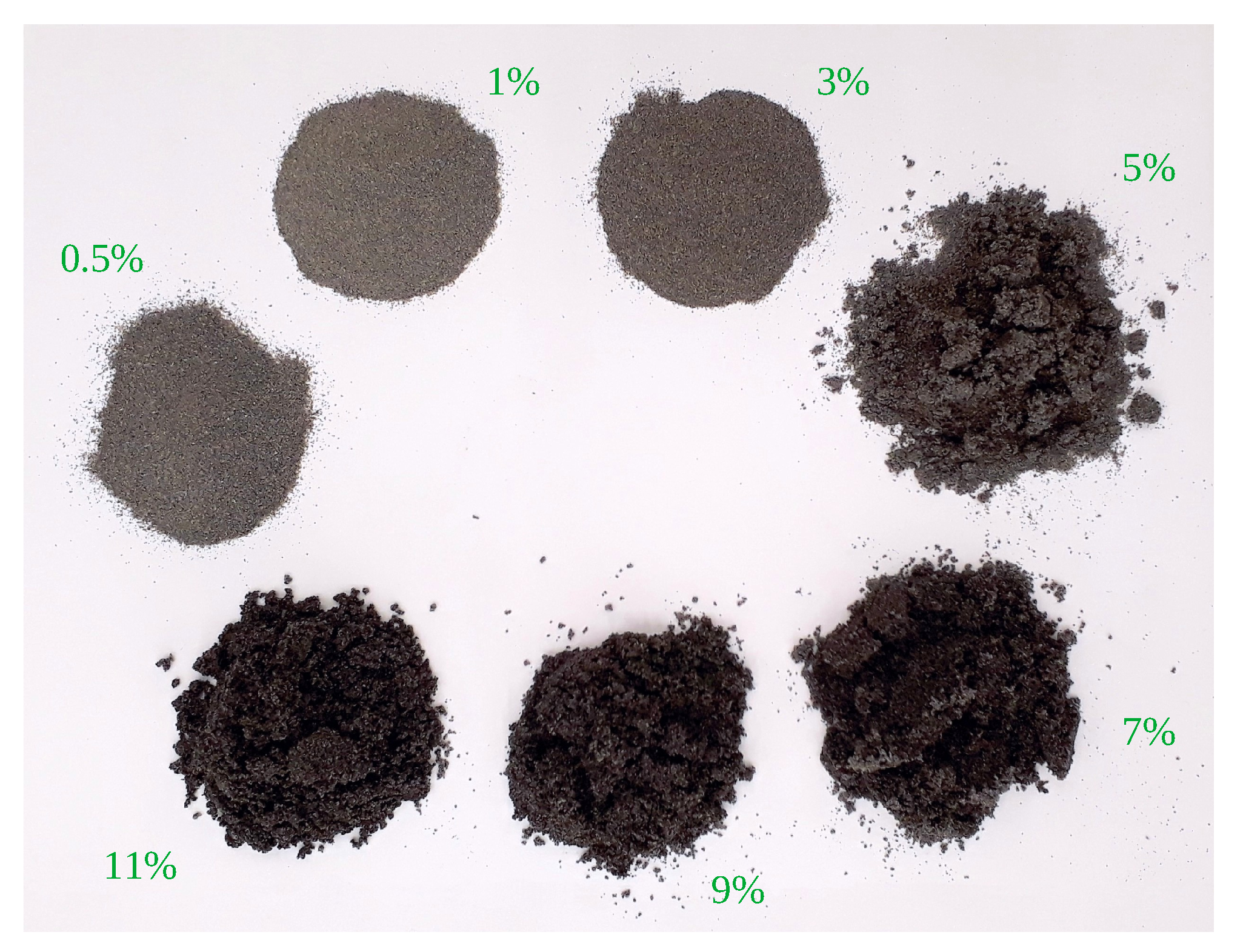
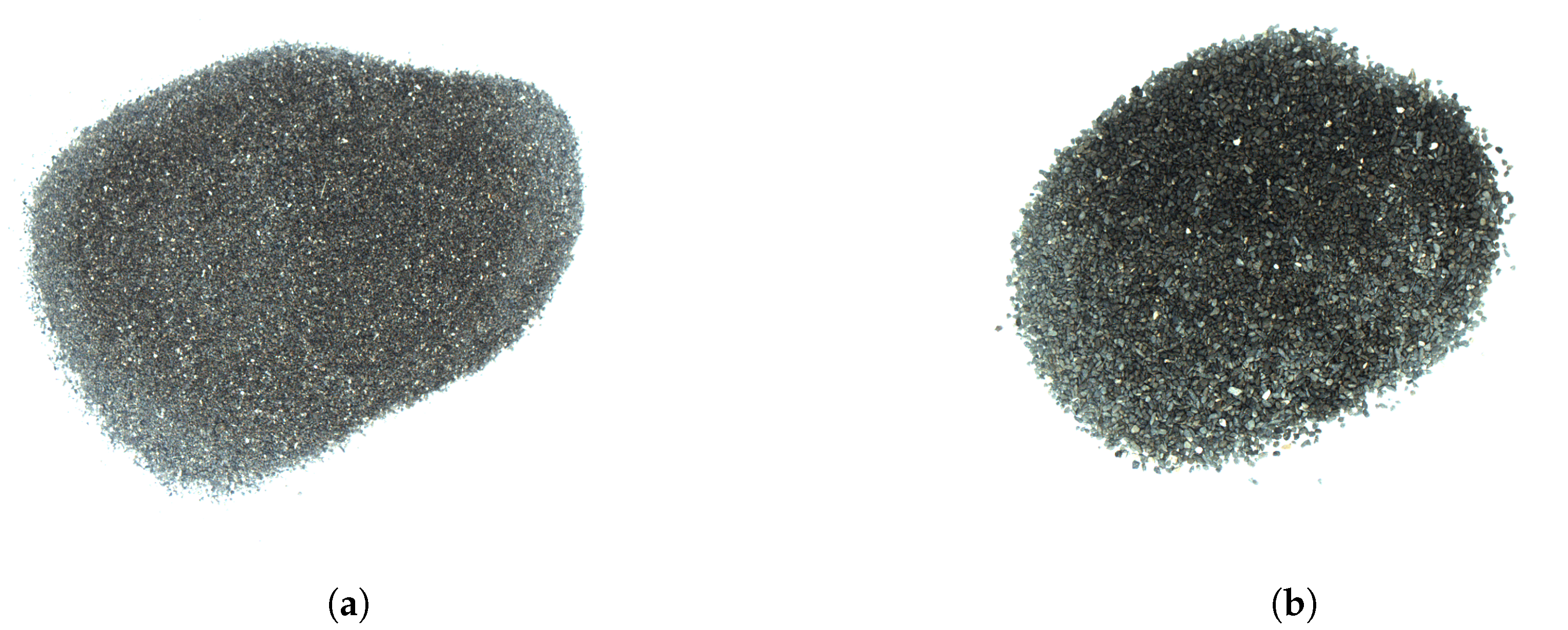
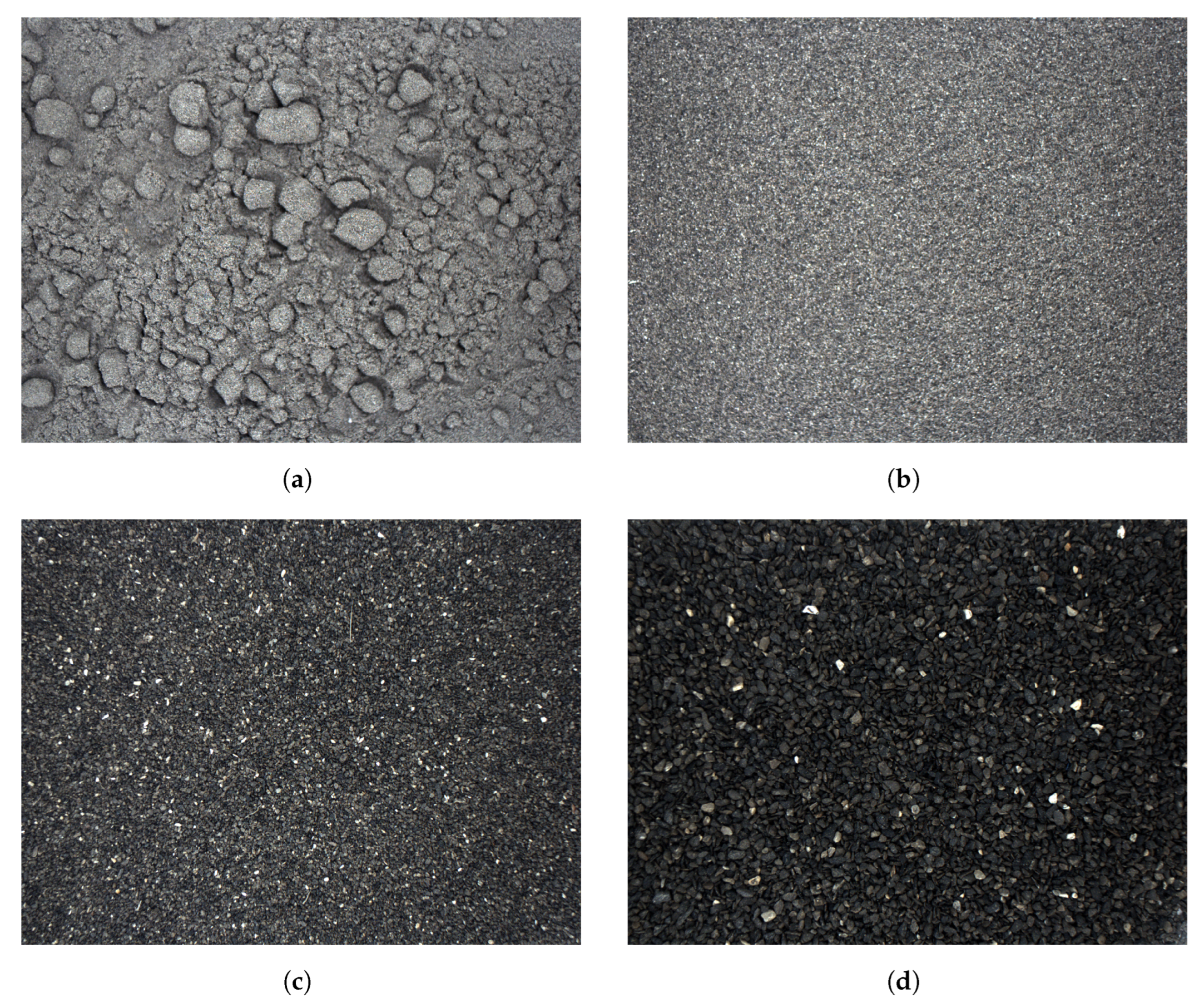
3.1. Raw Material
3.2. Reference Moisture Measurements
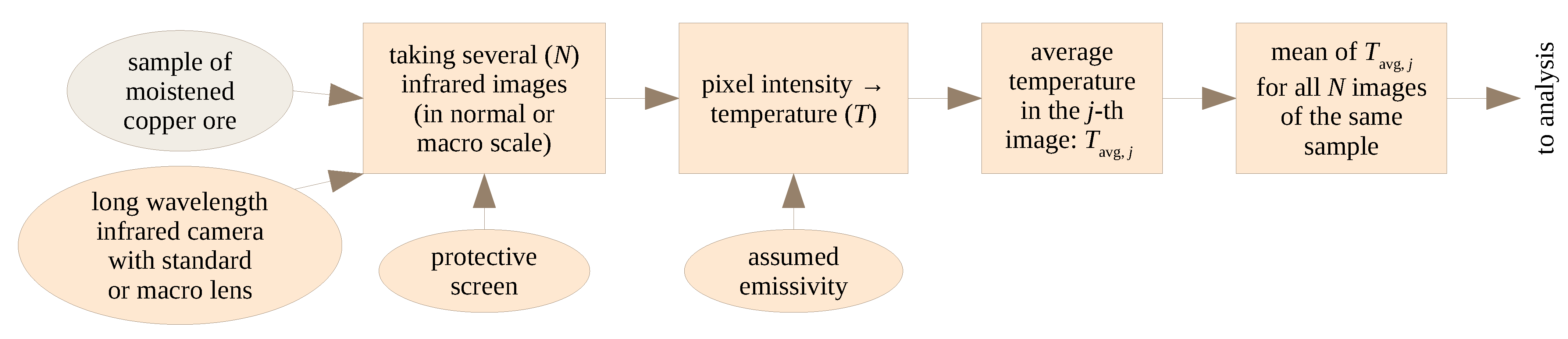
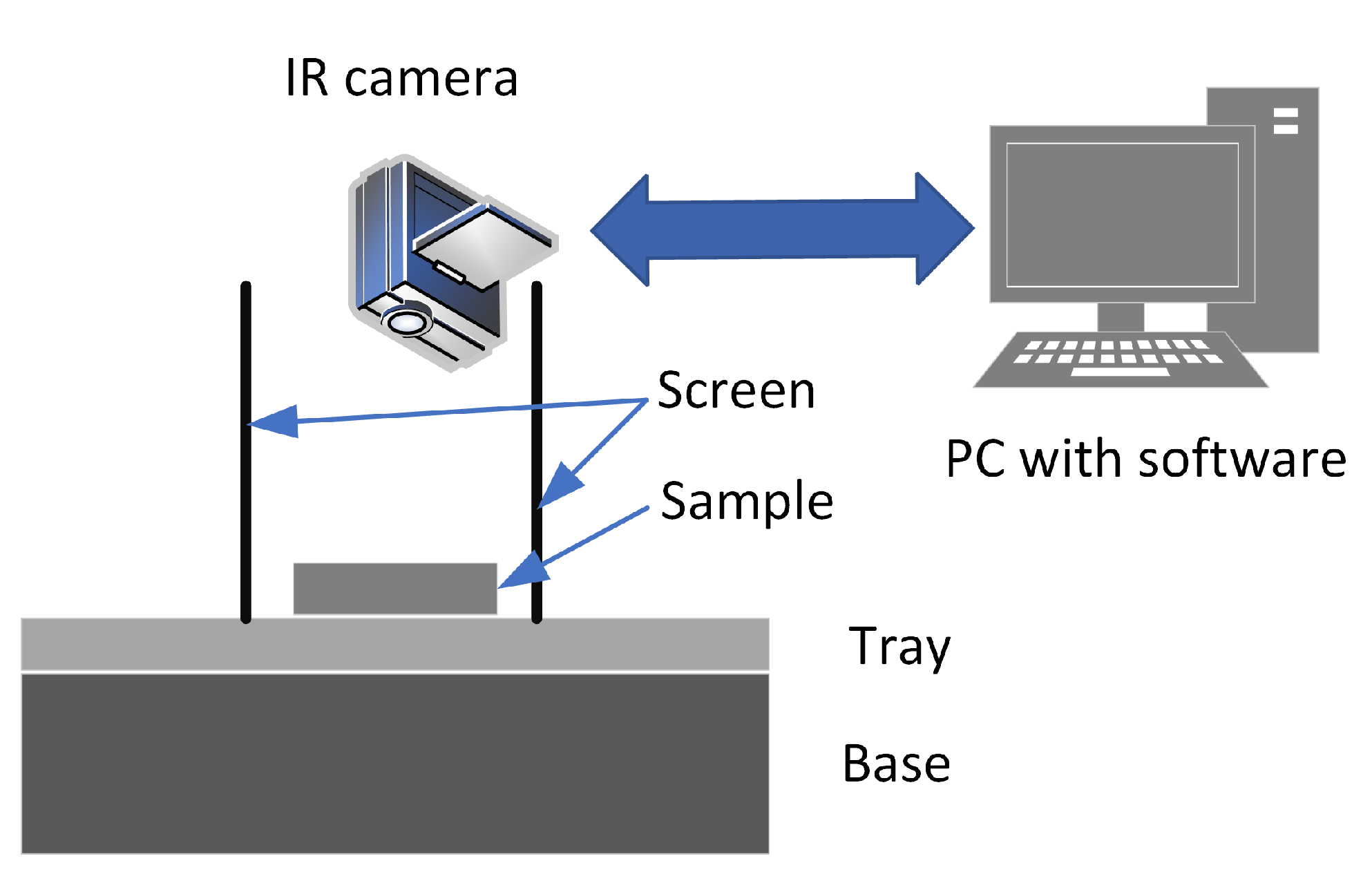
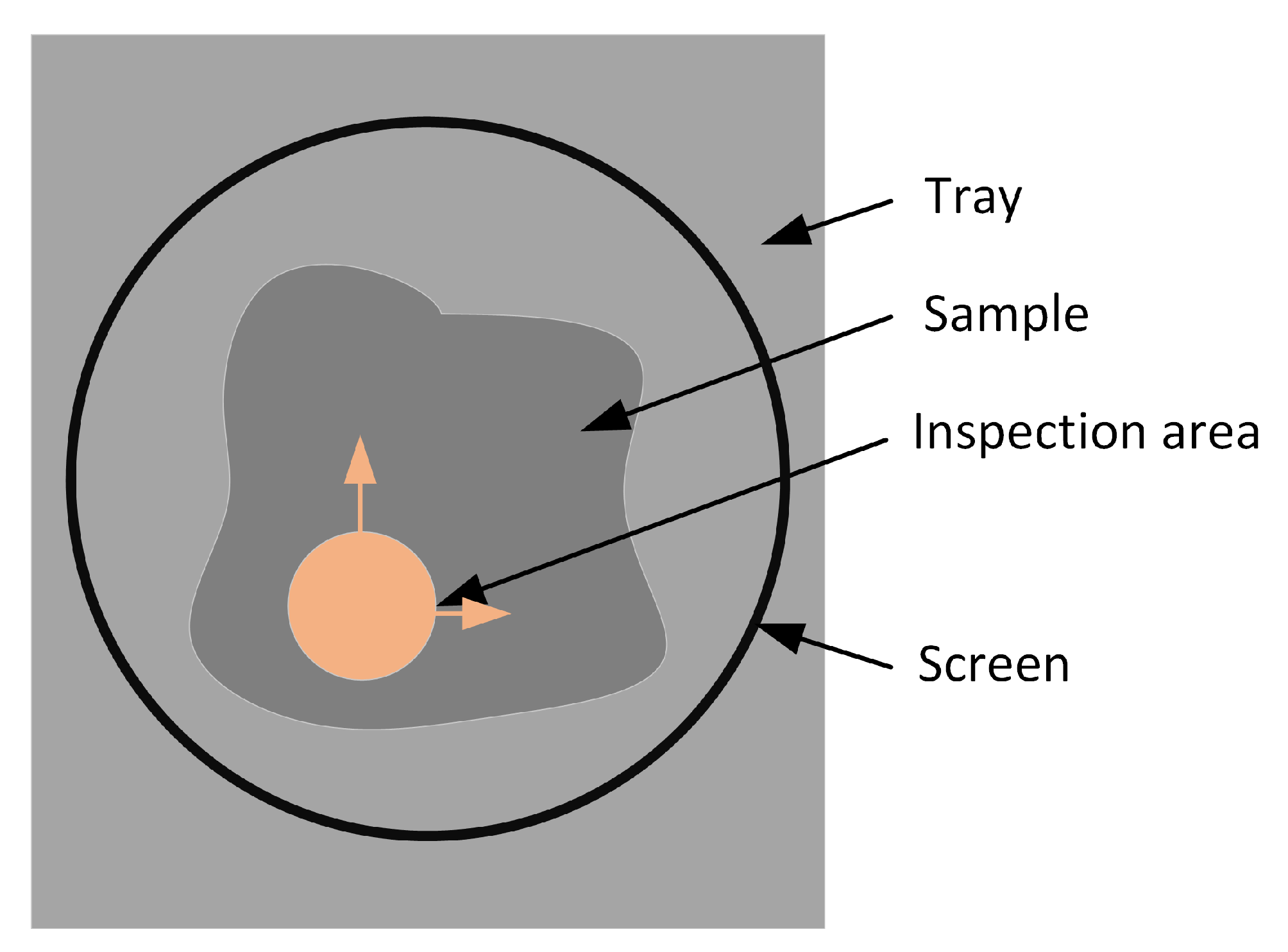
3.3. Thermovision Images
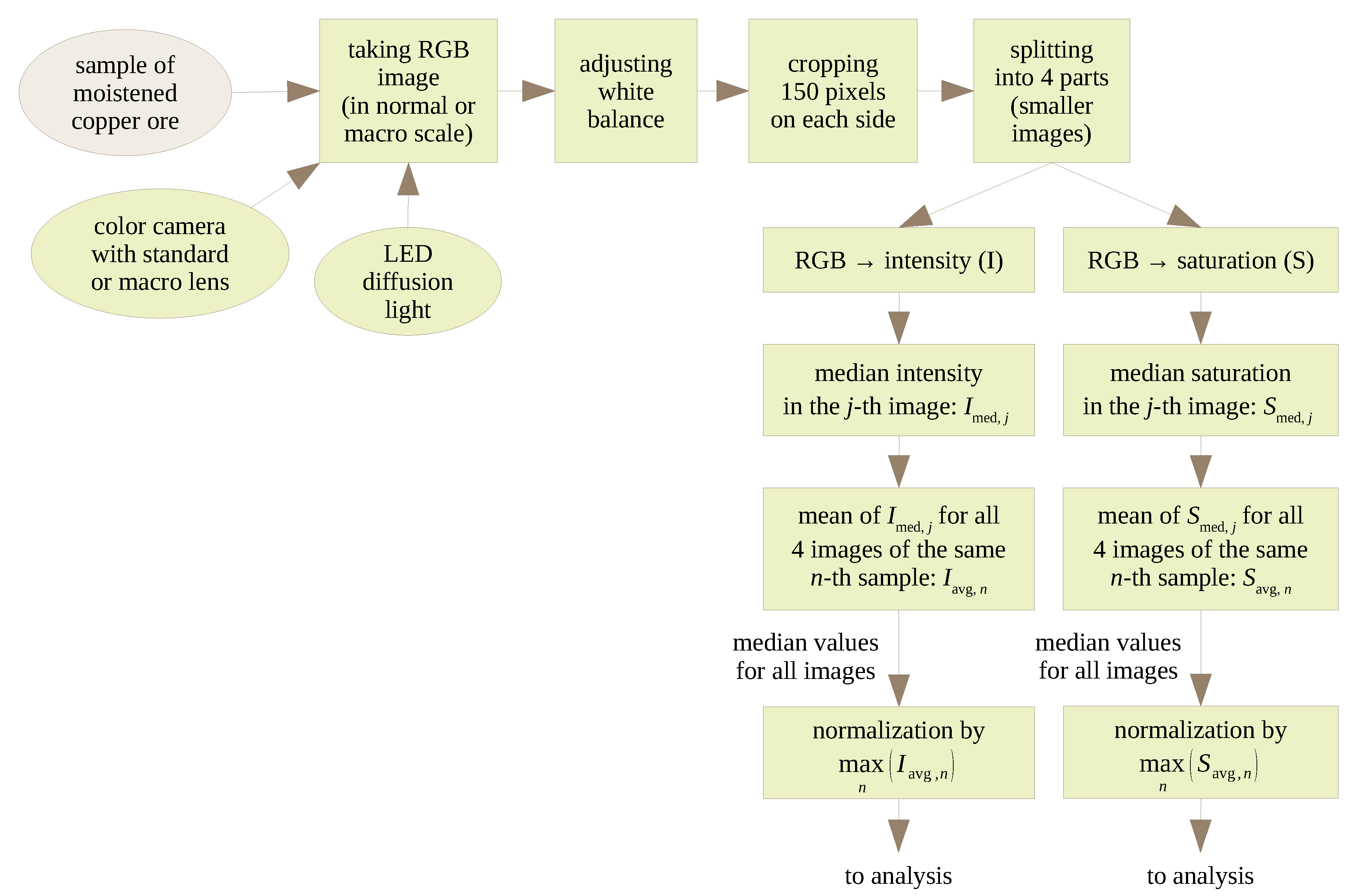
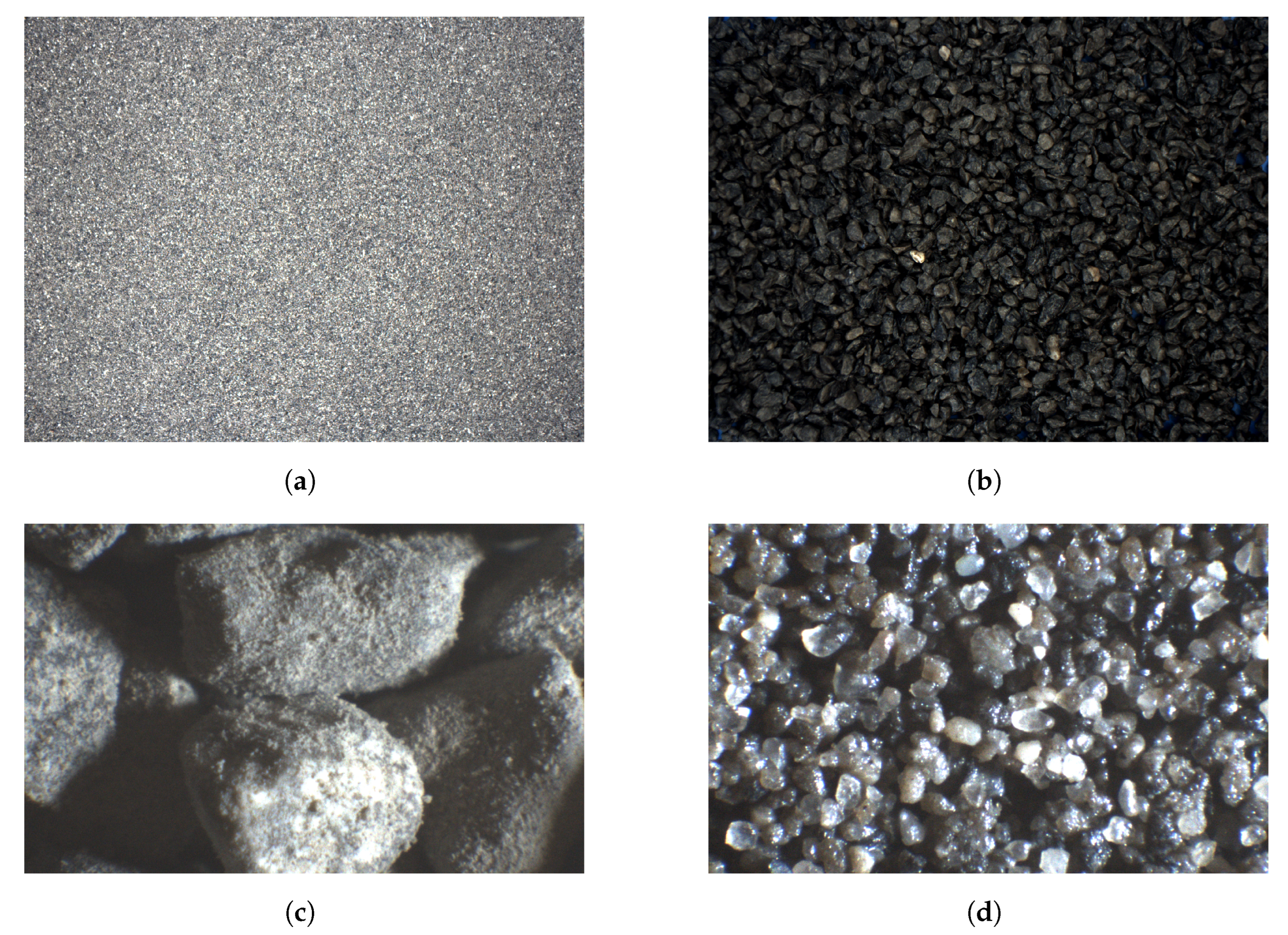
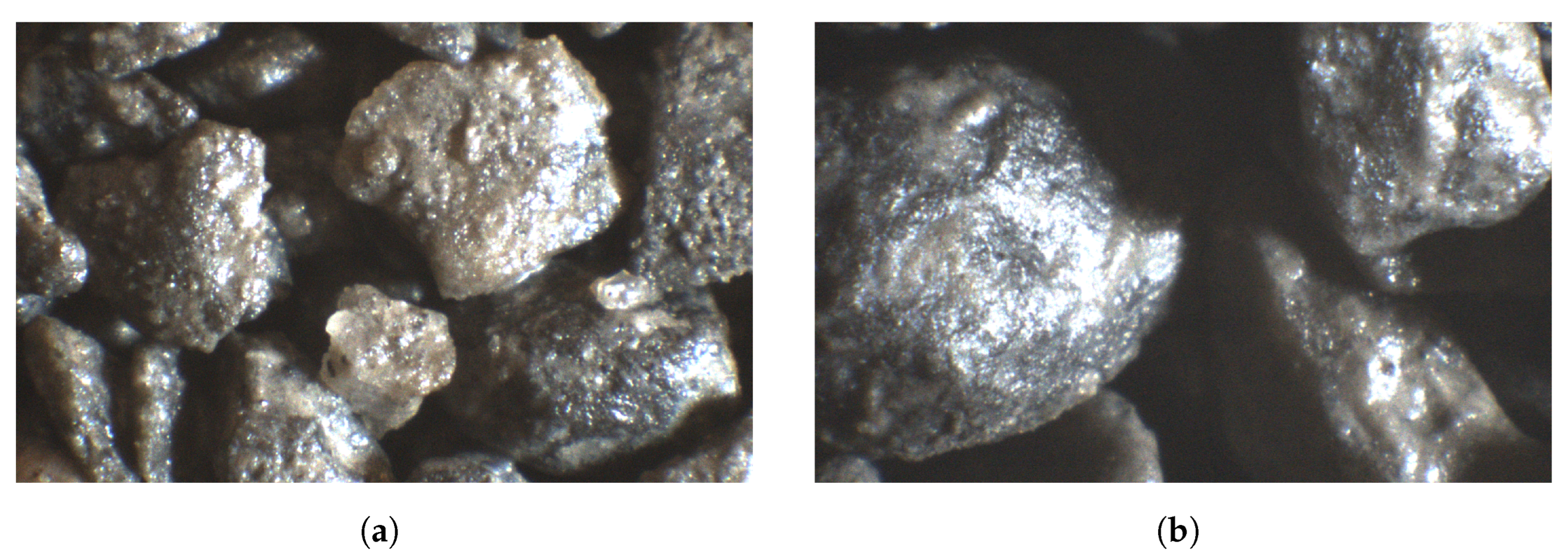
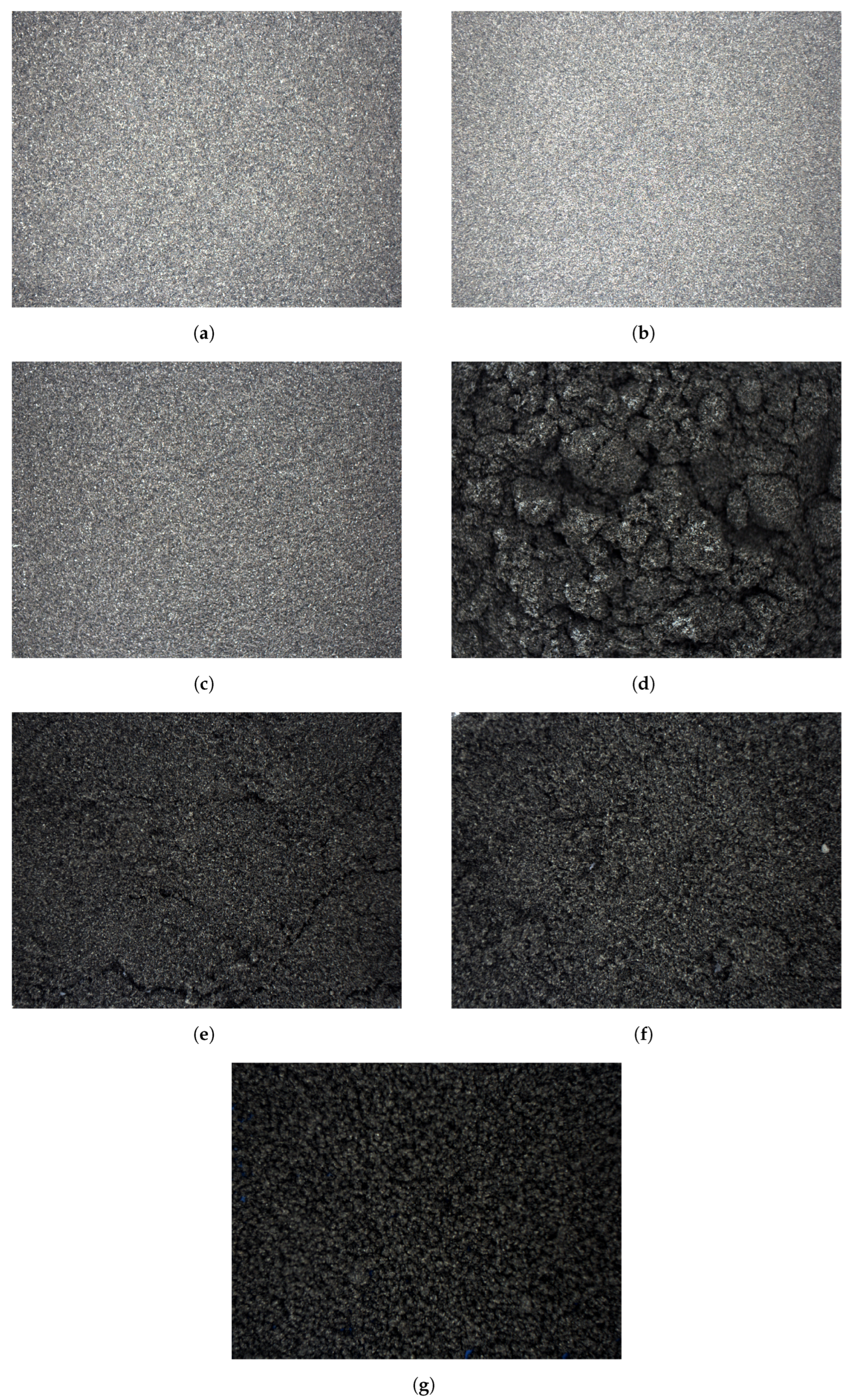
3.4. Vision Images
4. Results and Discussion
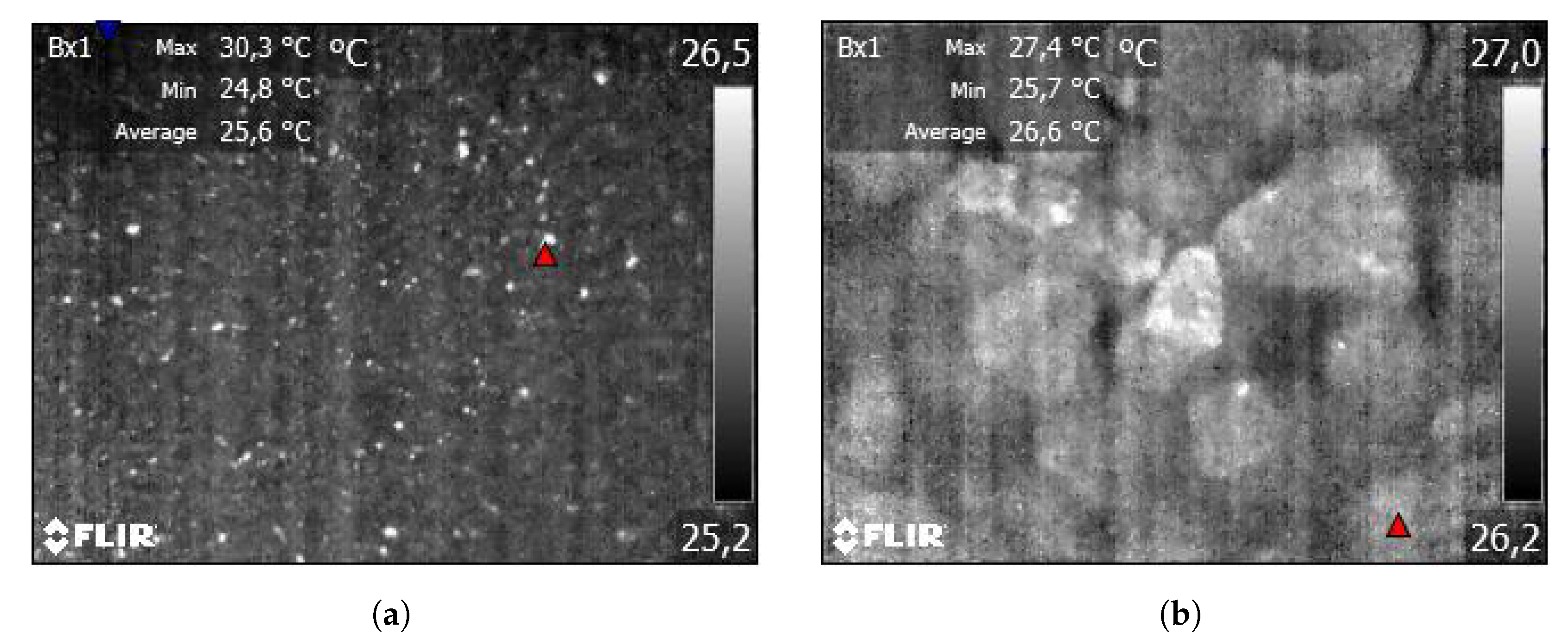
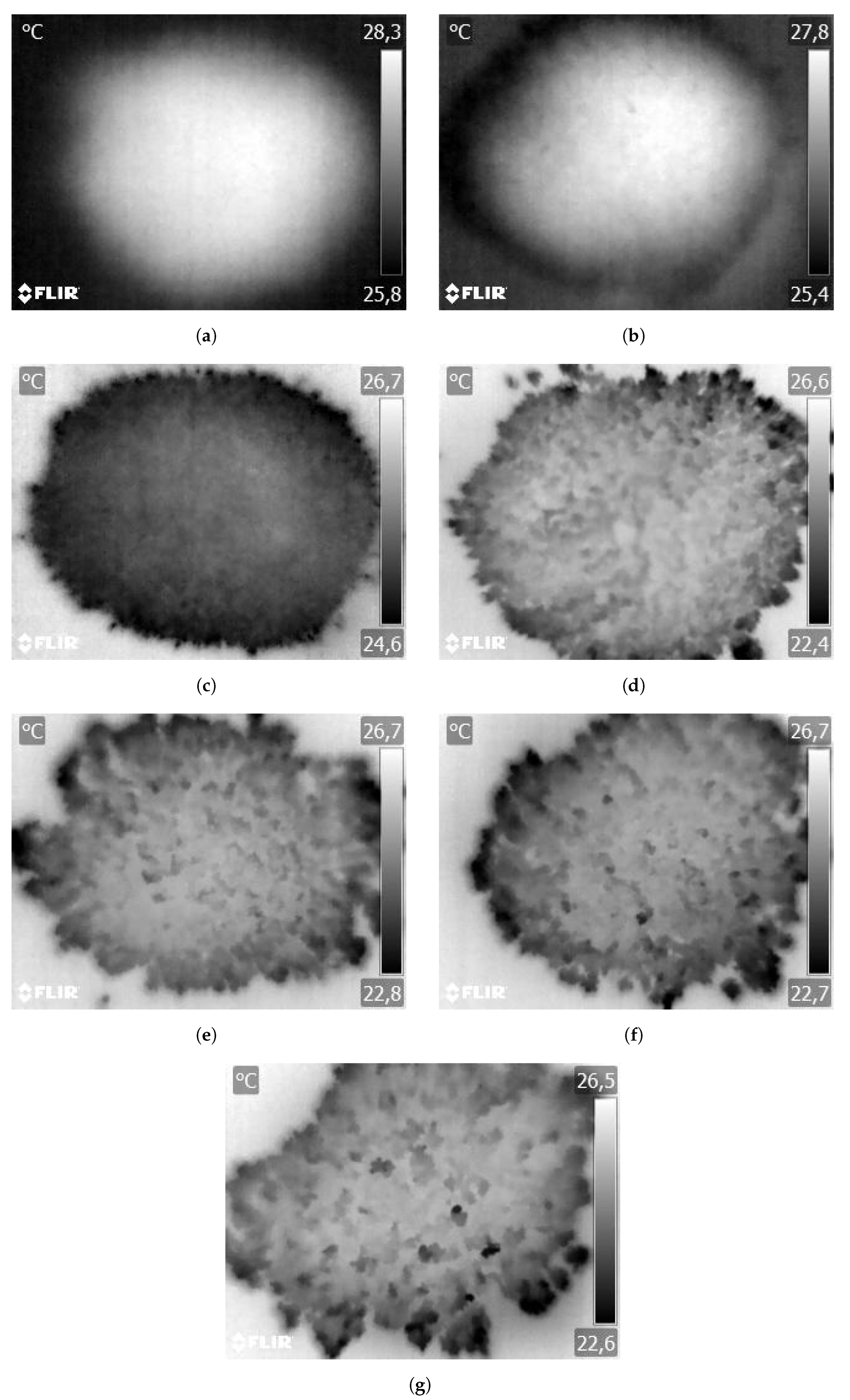
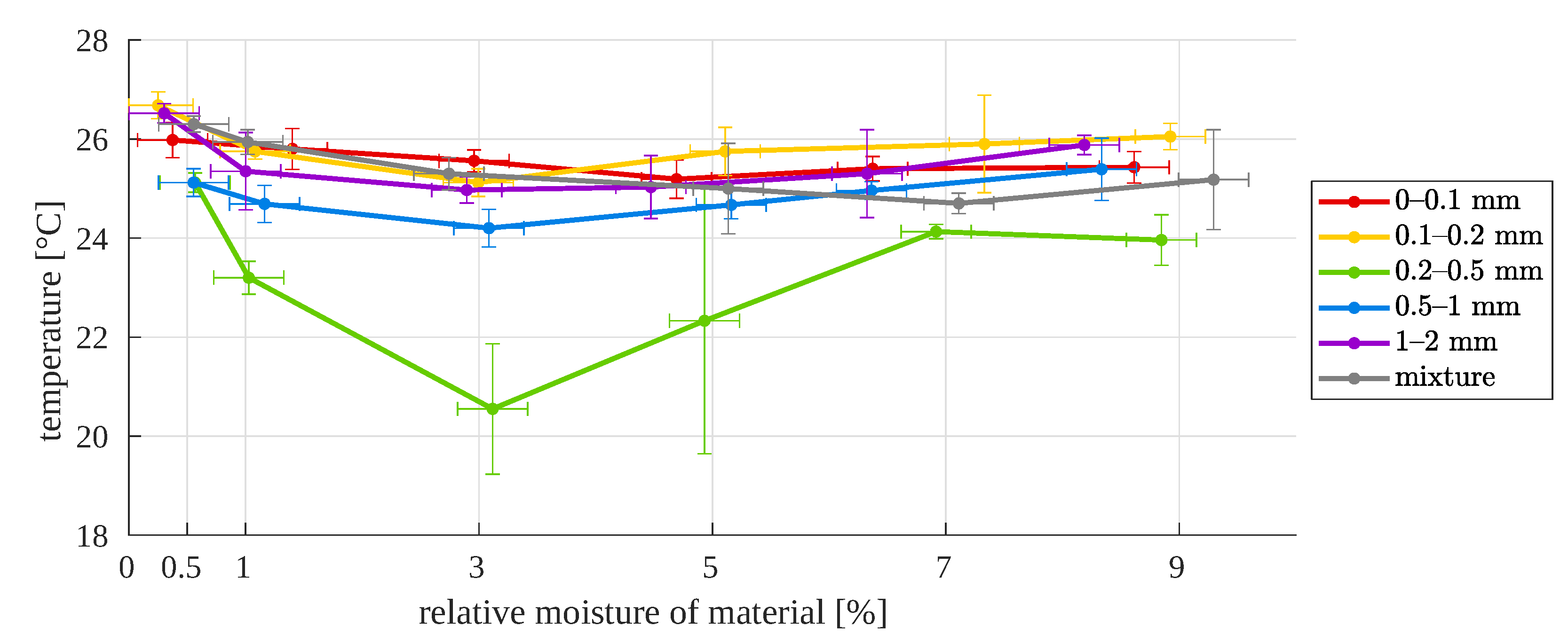
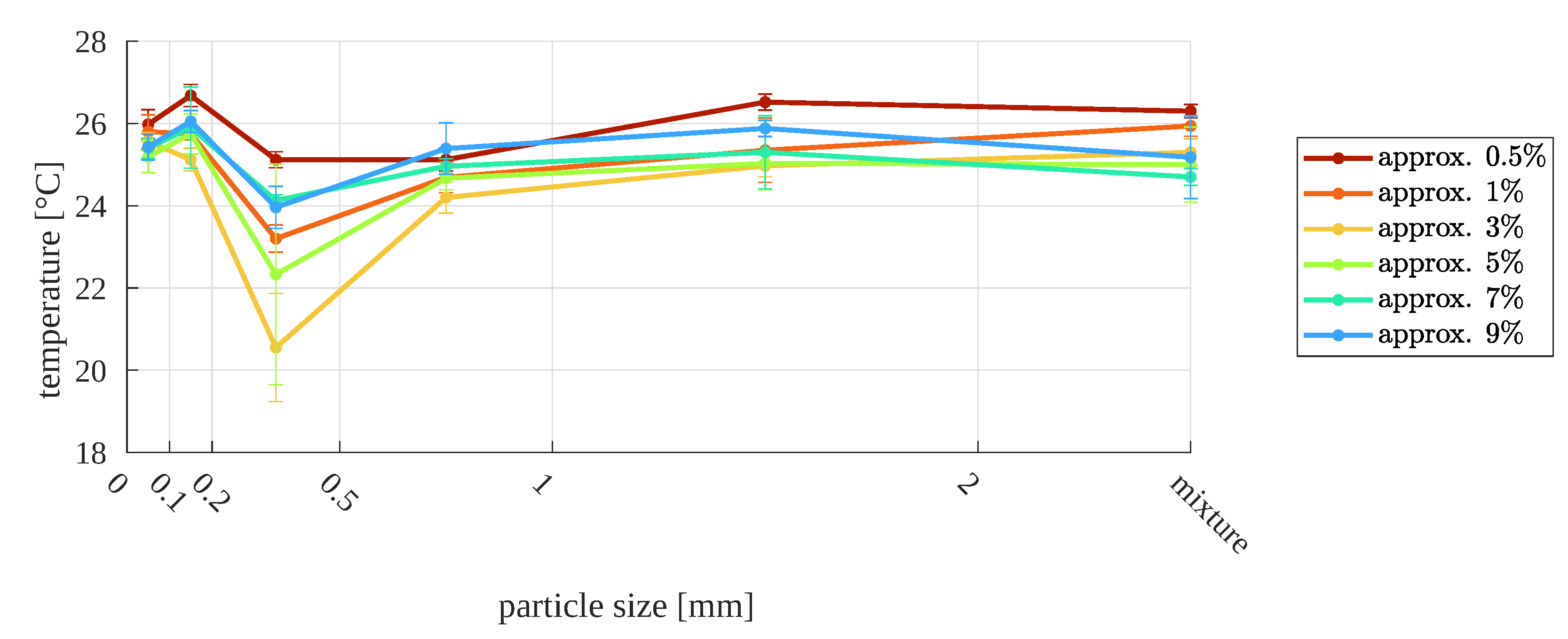
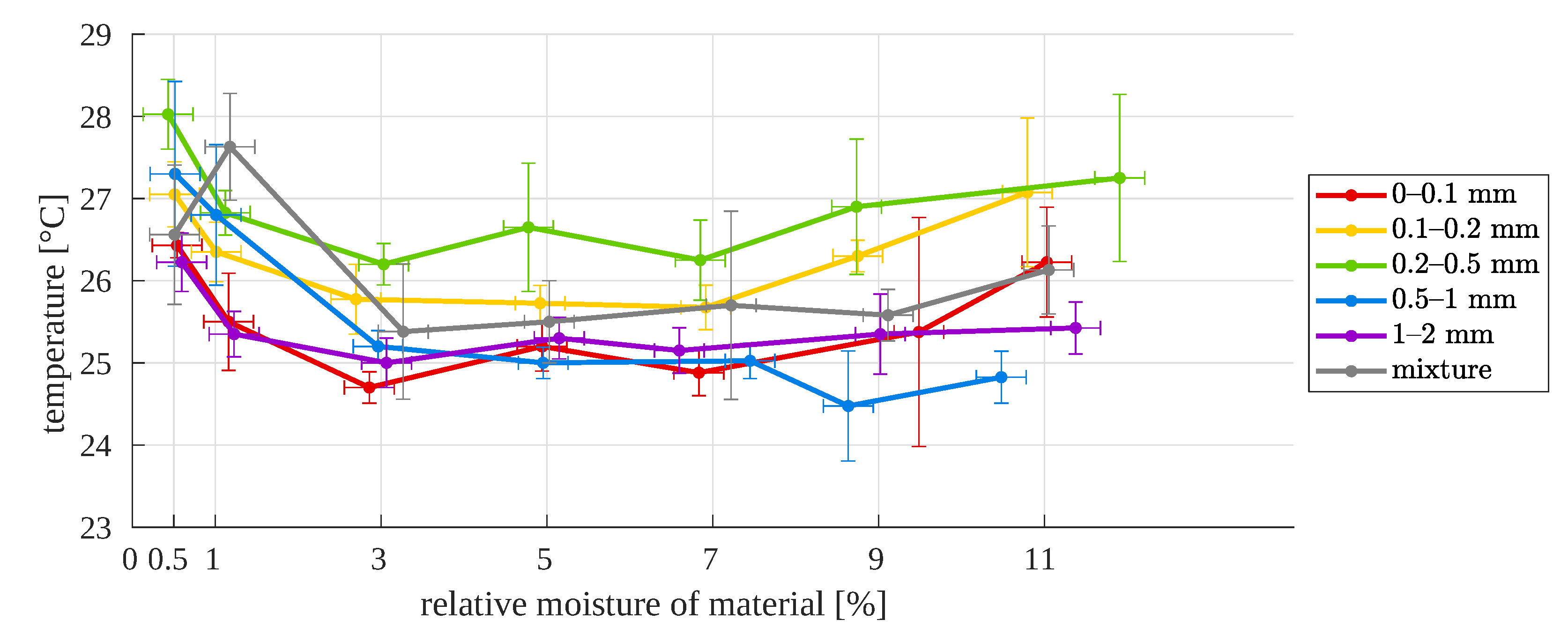
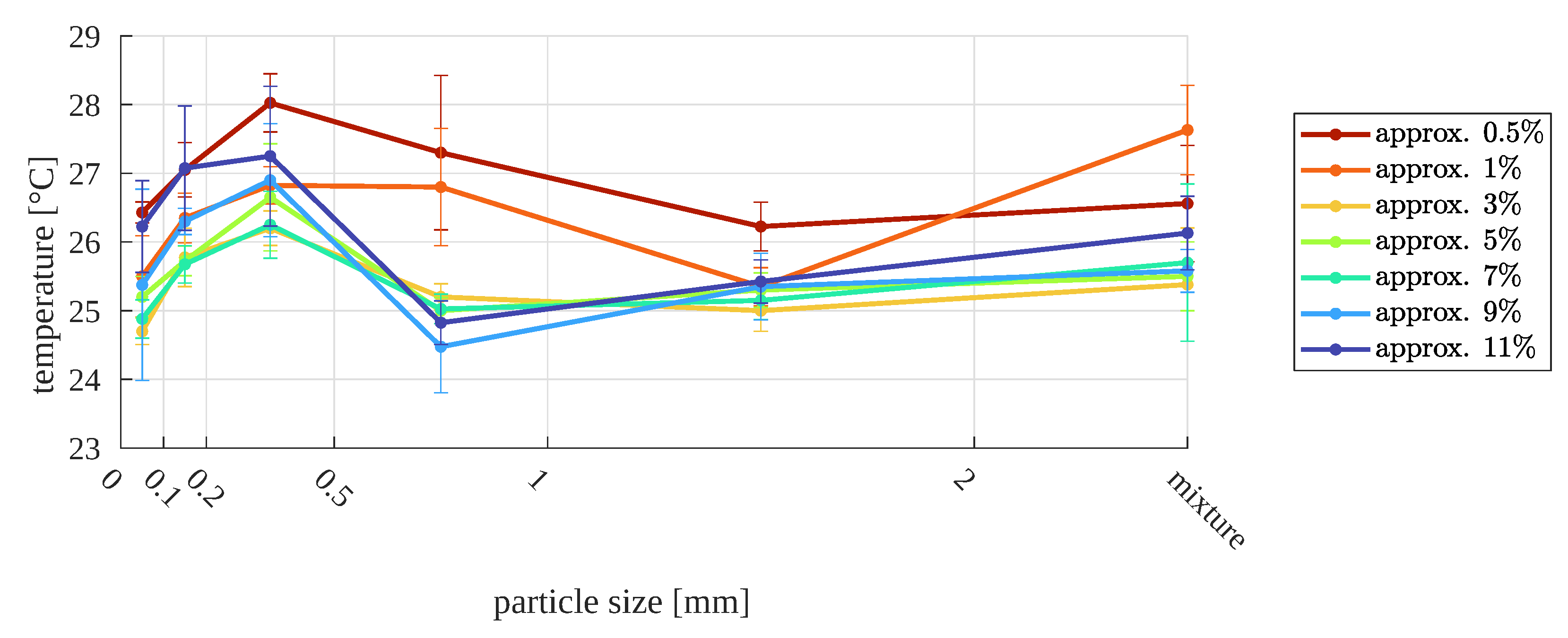
4.1. Thermovision Images
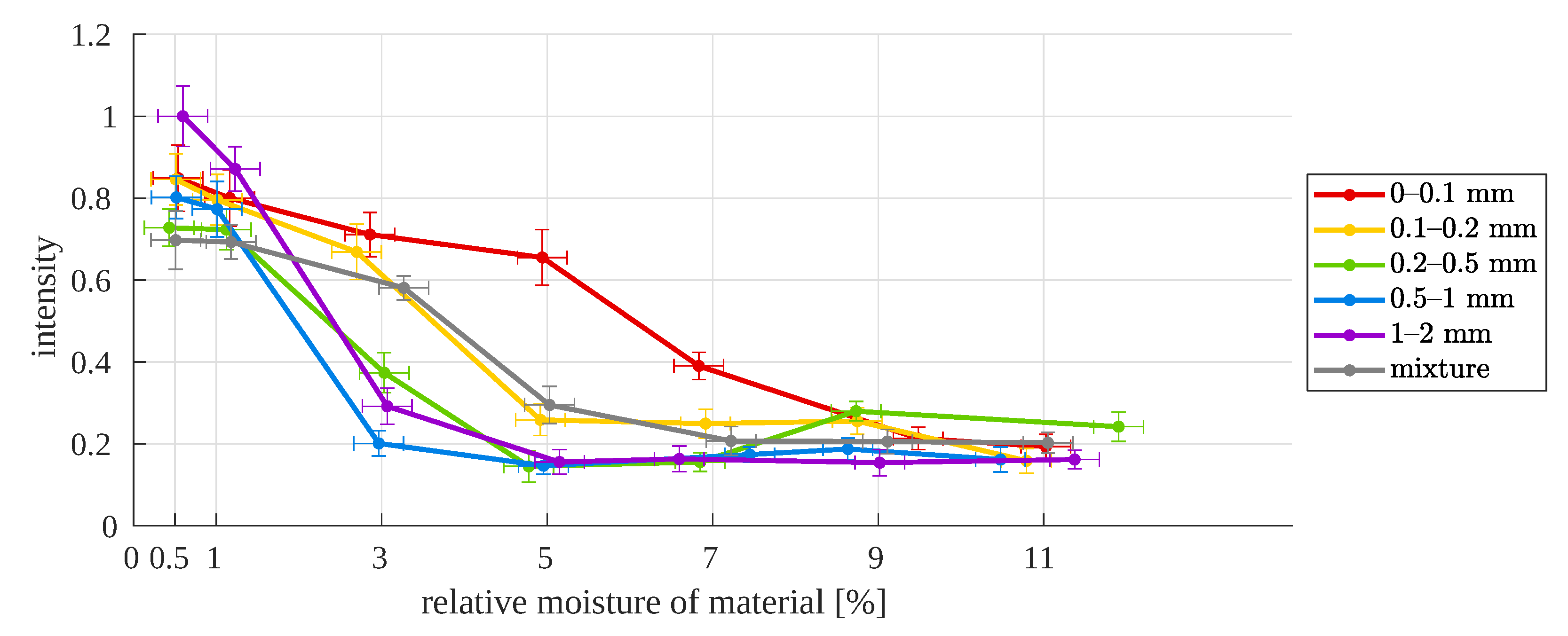
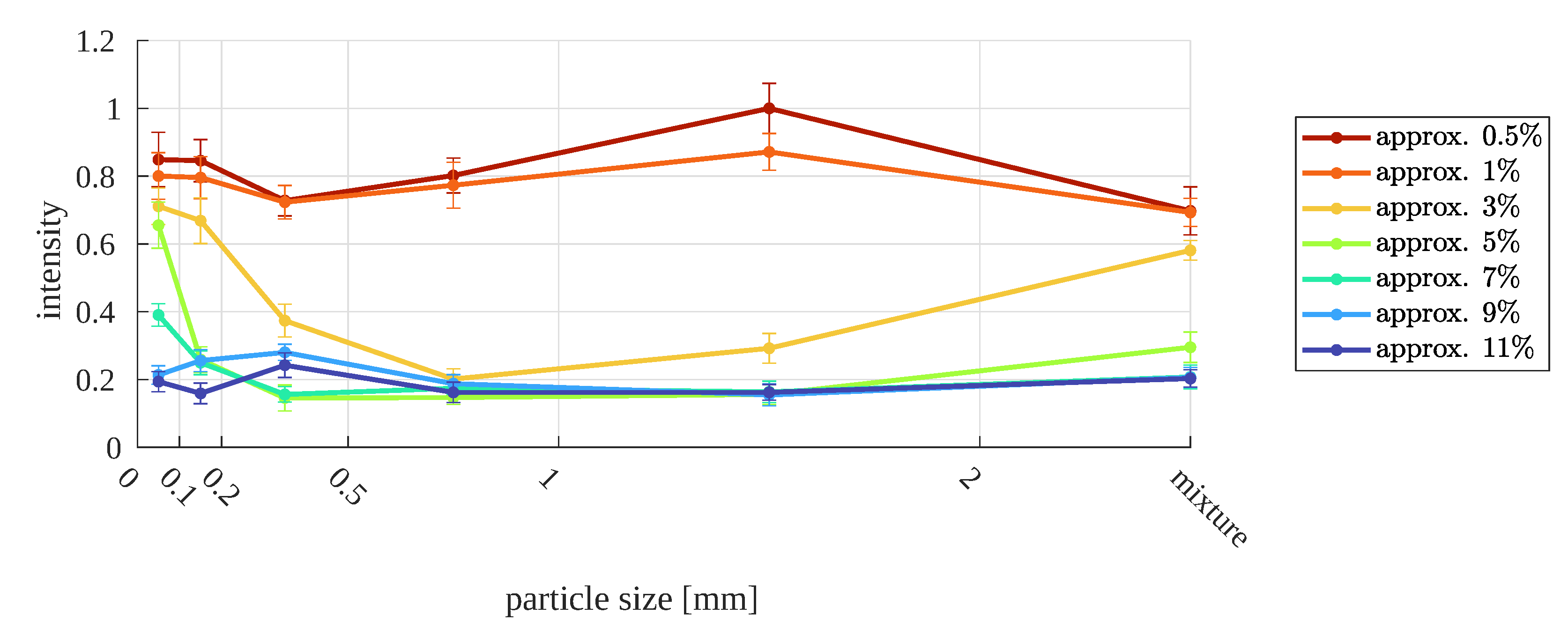
4.2. Vision Images
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
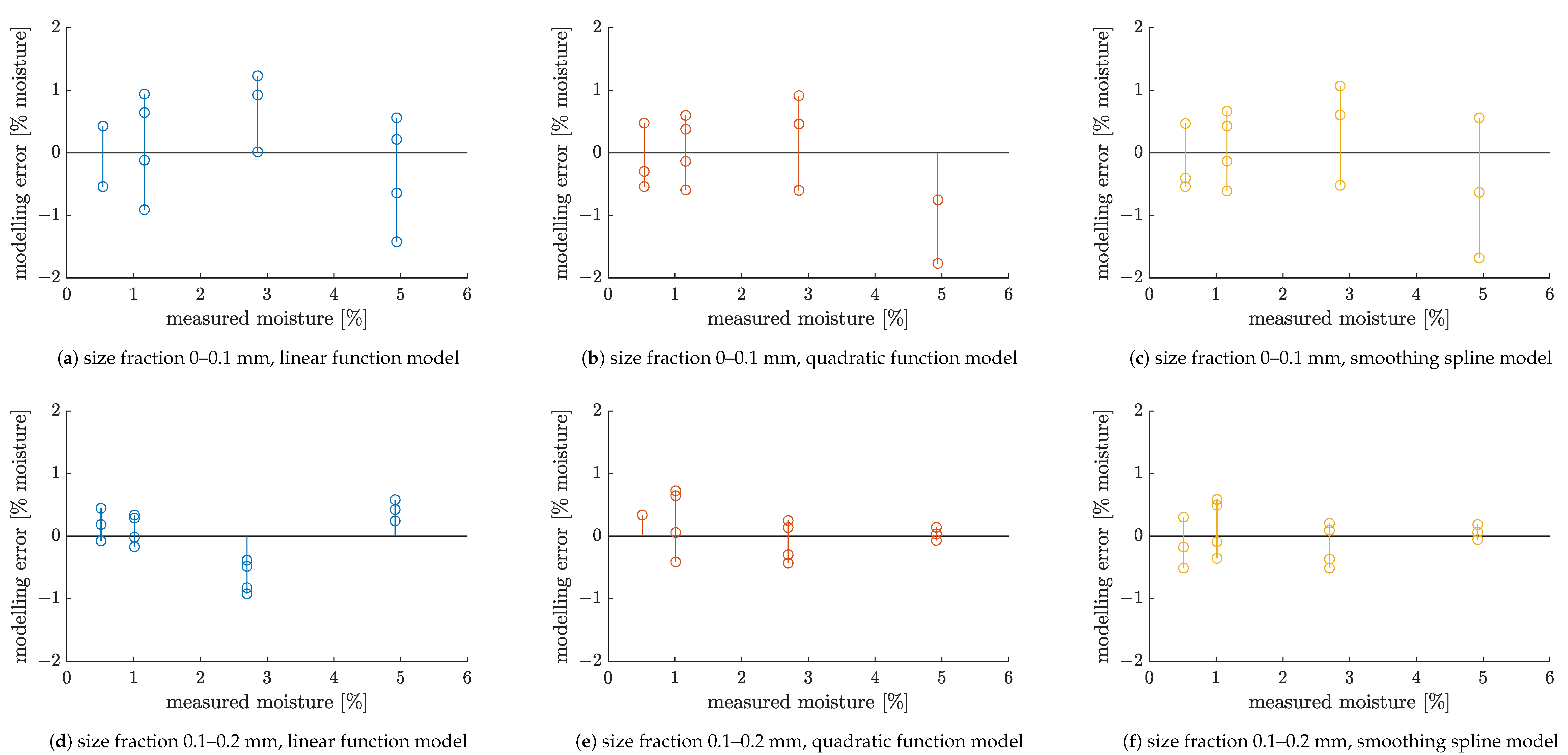
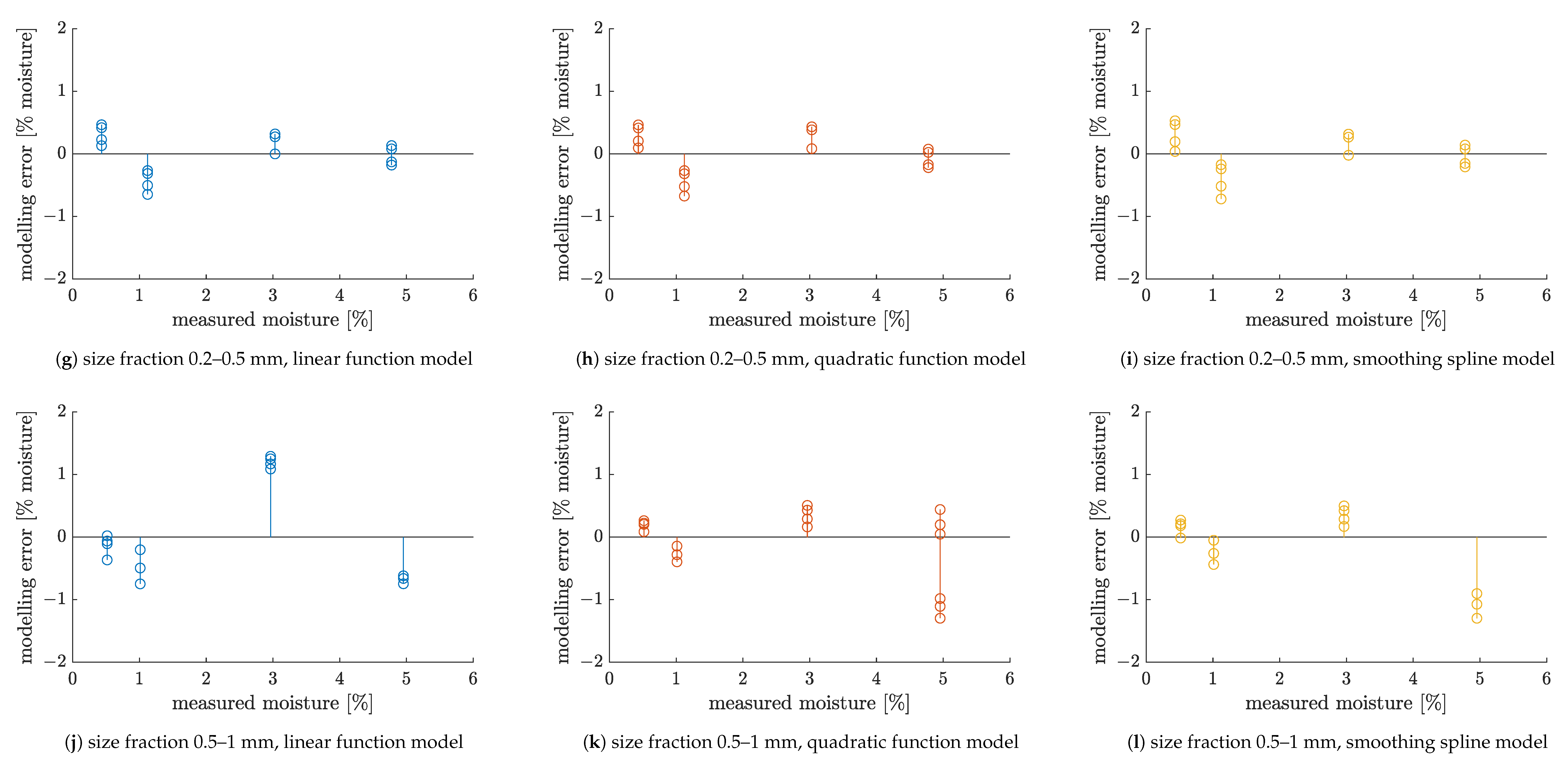
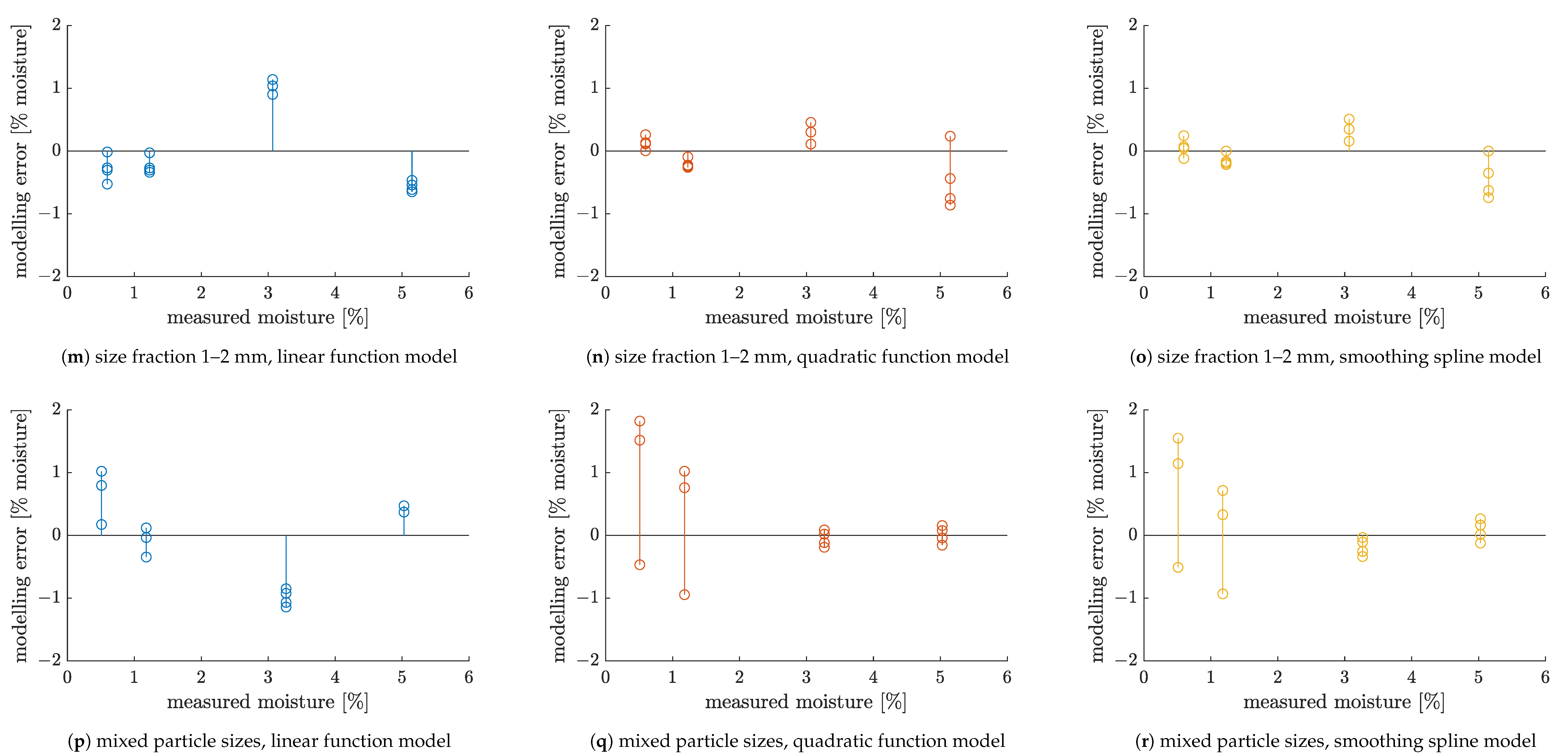
Appendix A. Error Bars in the Plots
- Moisture content: error is ±0.3% moisture.This is expanded uncertainty of copper ore moisture measured with the mentioned moisture analyzer [19]. This value accounts for non-homogeneous sample, which might have occurred for very damp material, especially when coarser sized. In the plots, the errors were saturated at 0% moisture, that is, the moisture value including errors was never lower than 0%—because of course, such value would be physically unrealizable.
- Particle size: errors are not indicated in the graphs.The horizontal coordinate of each plotted data point was assumed as the middle of the appropriate particle size range. The choice was somehow arbitrary, but reasonable for illustrative purposes. Such nature of the plotted value made any error bars rather artificial and not much useful, so they were not drawn.Perhaps a more detailed illustration would be to use the mean (or median) particle size in the sample. However, this would require a higher-resolution particle size distribution, which was not available in this experiment, and any approximations were difficult to make. Moreover, the sieving process itself is burdened with some inaccuracies—there is always some amount of under- and oversized particles. This would need to be included in the estimated error, making the calculations even more complex. Taking into account the preliminary character of the conducted research, the total effort was assessed as not feasible.
- Mean surface temperature: errors range from ±0.14 °C to ±2.7 °C, depending on the data point. These are expanded uncertainties combined from type A and B components.Type A uncertainty component at each data point is the sample standard deviation of values for all thermograms captured for the same material sample (the data point itself shows the mean value of all these thermograms). Type B uncertainty component is 50 mK (or 0.050 °C) for the used camera. The expanded uncertainty U is then calculated individually for each point in the plot, as:and drawn as error bars along the temperature axis, in both directions.
- Normalized median intensity of vision images: errors range from 0.018 to 0.081, depending on the data point and direction (below/above the data point). These are again the expanded uncertainties of the measurement (A1).Type A component is in this case the sample standard deviation from the four normalized intensity values at each moisture level and particle size. Type B components follow from the assumption that error of raw intensity values in the image was ±1 gray level, with possible intensity values ranging from 0 to 255. Such assumption follows from the format of image files. This ±1 error applies to both the intensities I of individual plot points and to their maximum , which was used for data normalization (each plotted data point was ). So, the infimum and supremum of each data point were calculated as:Consequently, values reach below a data point and above the data point.
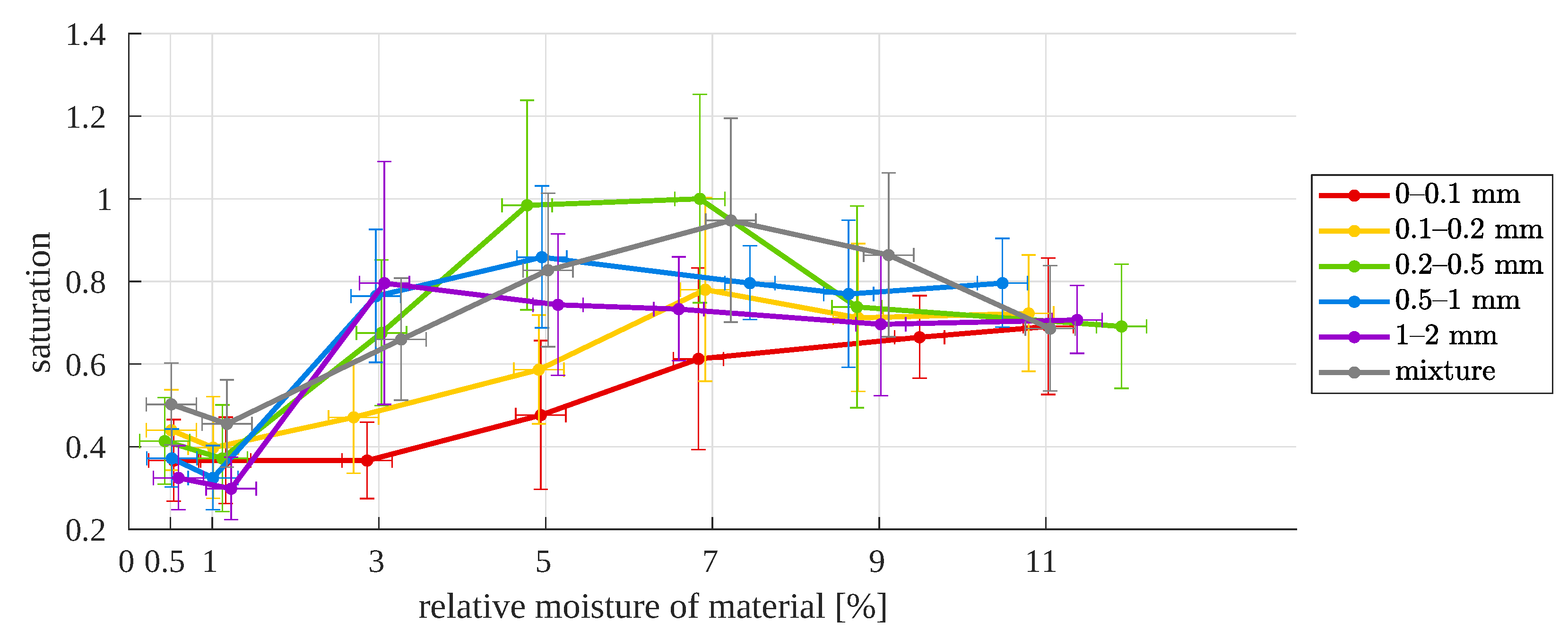
- Normalized median saturation of vision images: errors range from 0.069 to 0.29, depending on the data point and direction (below/above the data point).Saturation errors were calculated in the same way as intensity errors. Here, value used for normalization (i.e., maximum of the plotted saturation values) was smaller than in the case of intensities, so the type B components are bigger this time.
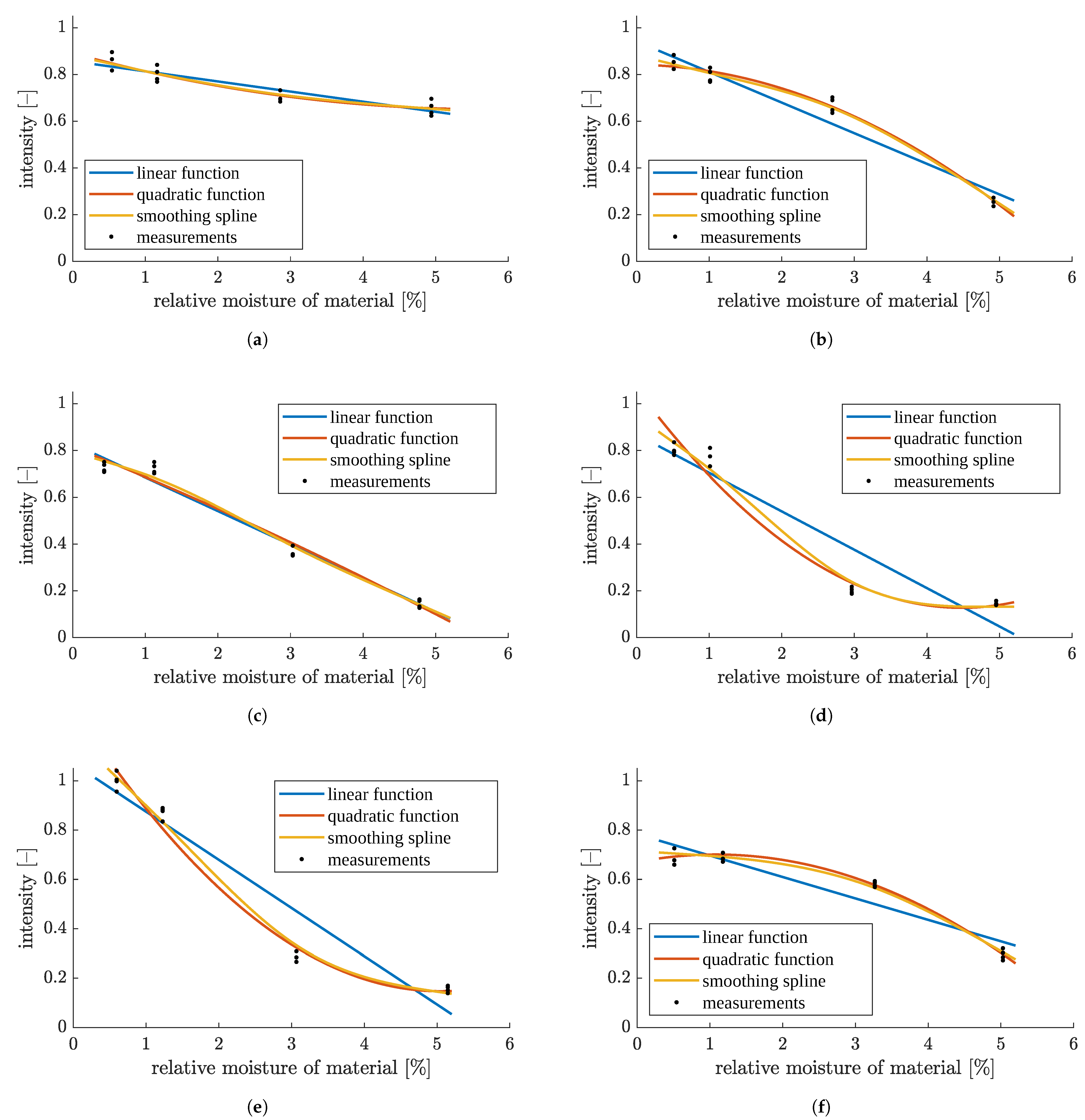
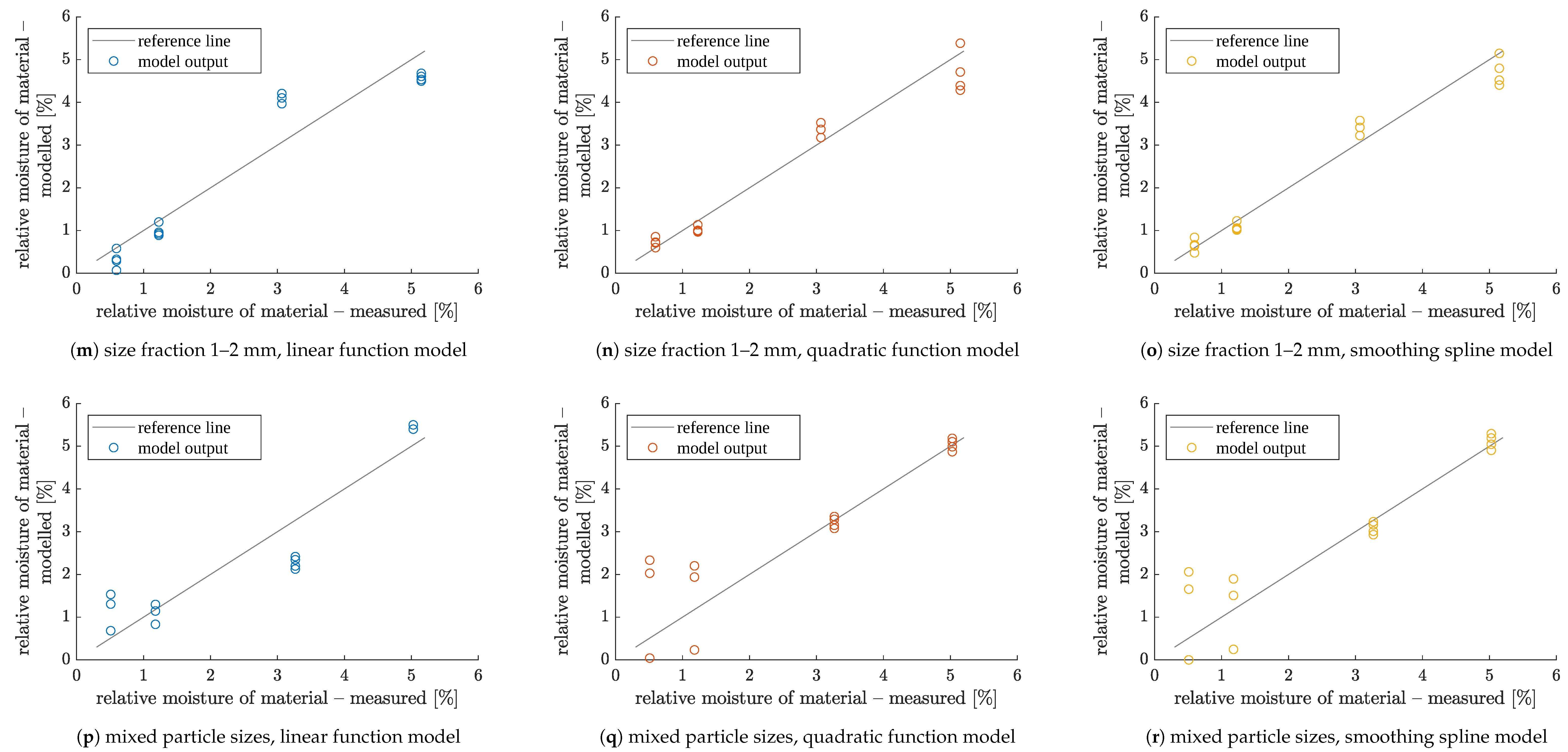
Appendix B. Models of Image Median Intensity vs. Material Moisture
- root mean squared error:
- coefficient of determination:
- adjusted coefficient of determination:
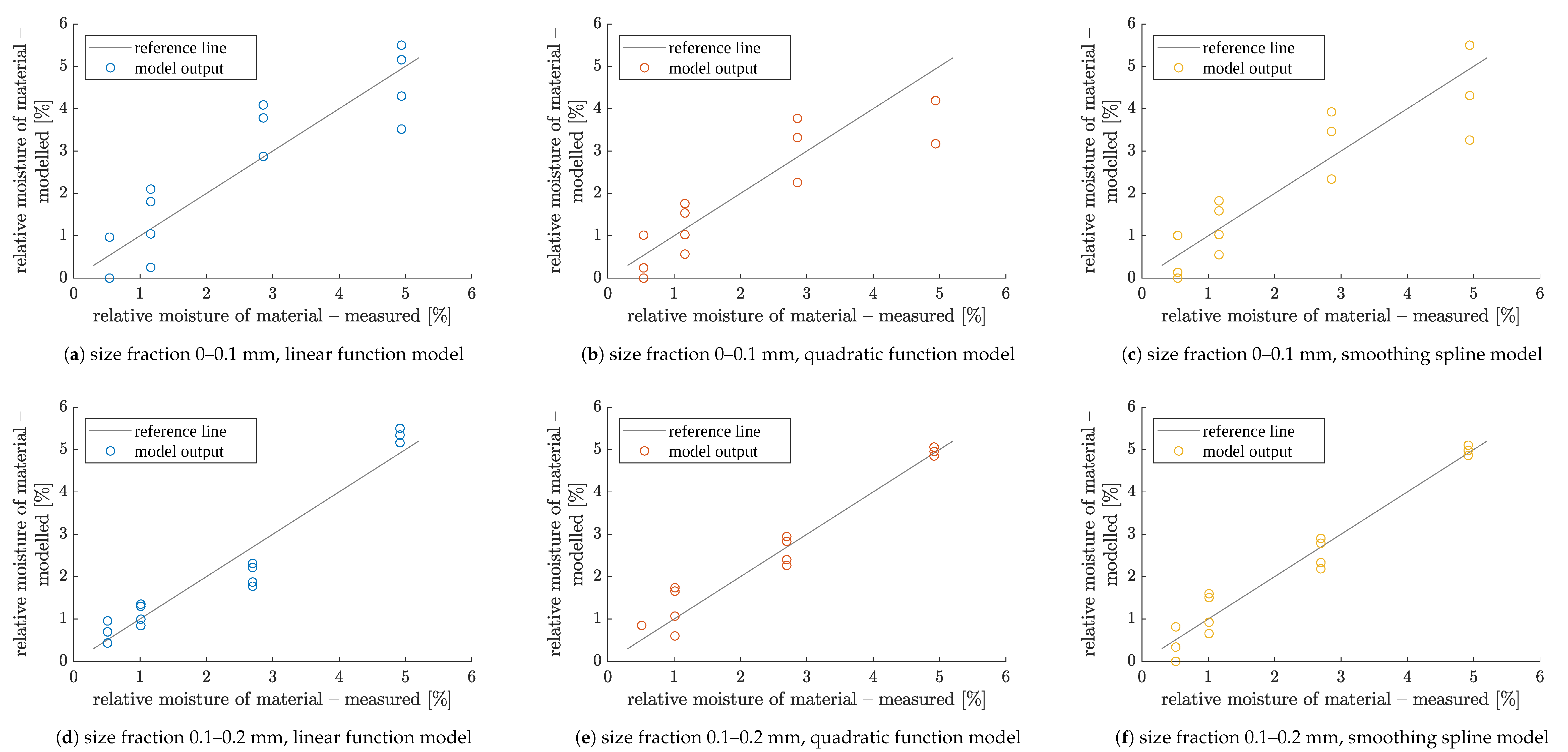
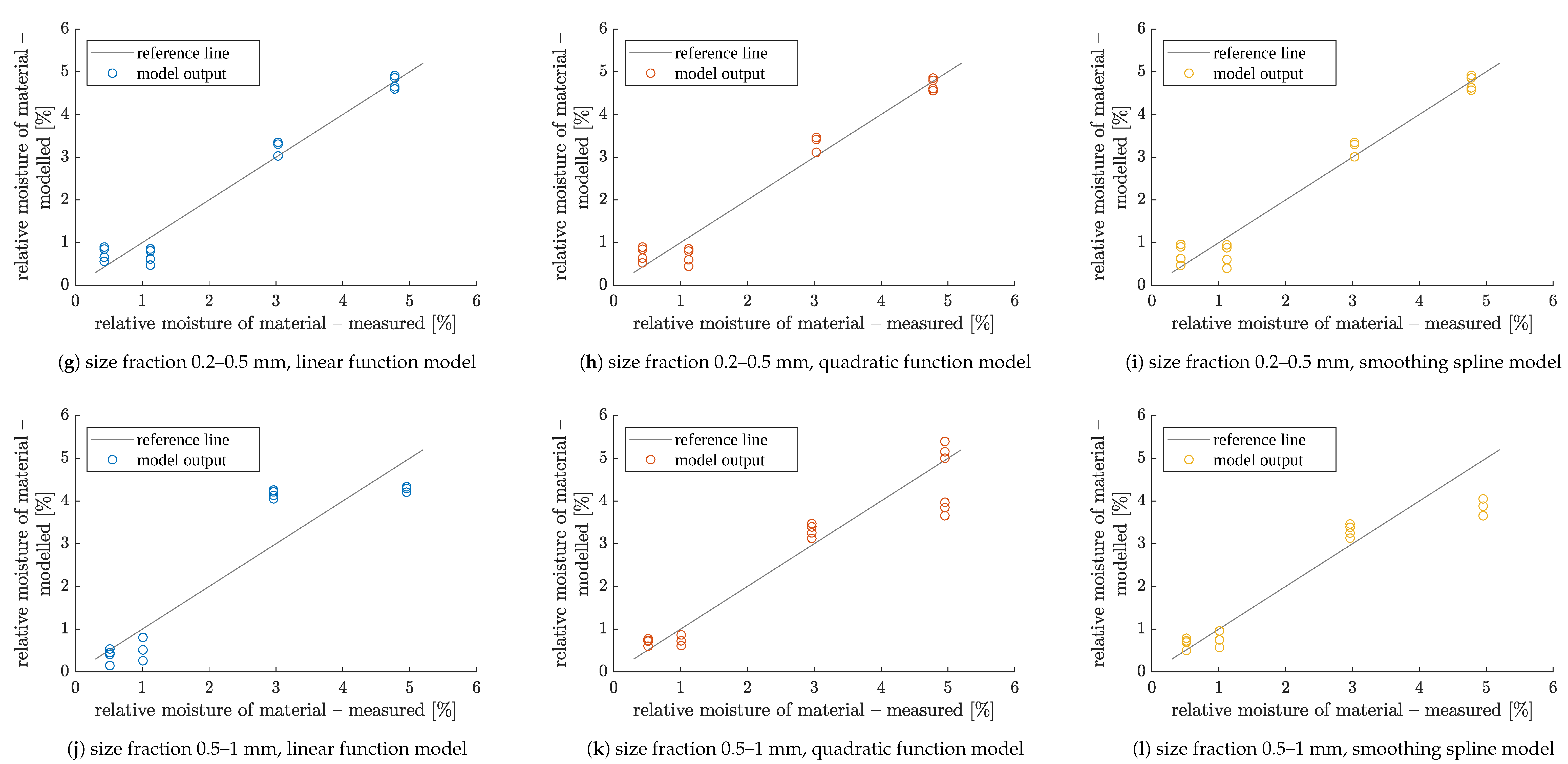
Appendix C. Results of Model Cross-Validation






References
- U.S. National Minerals Information Center. Copper Statistics and Information. Available online: https://www.usgs.gov/centers/national-minerals-information-center/copper-statistics-and-information (accessed on 26 February 2022).
- Polish Geological Institute—National Research Institute. Uses of Copper and Silver. Available online: https://www.pgi.gov.pl/en/psg-1/psg-2/informacja-i-szkolenia/wiadomosci-surowcowe/10942-uses-od-copper-and-silver.html (accessed on 26 February 2022).
- Visual Capitalist and Trilogy Metals. Copper: Critical Today, Tomorrow, and Forever. 2020. Available online: https://www.visualcapitalist.com/copper-critical-today-tomorrow-and-forever/ (accessed on 26 February 2022).
- International Copper Study Group. The World Copper Factbook 2021. Available online: https://icsg.org/wp-content/uploads/2021/11/ICSG-Factbook-2021.pdf (accessed on 28 February 2022).
- International Copper Study Group. World Refined Copper Production and Usage Trends. 2022. Available online: https://icsg.org/wp-content/uploads/2022/12/Table1.pdf (accessed on 28 February 2022).
- Schipper, B.W.; Lin, H.C.; Meloni, M.A.; Wansleeben, K.; Heijungs, R.; van der Voet, E. Estimating global copper demand until 2100 with regression and stock dynamics. Resour. Conserv. Recycl. 2018, 132, 28–36. [Google Scholar] [CrossRef]
- Flores, G.A.; Risopatron, C.; Pease, J. Processing of Complex Materials in the Copper Industry: Challenges and Opportunities Ahead. JOM 2020, 72, 3447–3461. [Google Scholar] [CrossRef] [PubMed]
- Calvo, G.; Mudd, G.; Valero, A.; Valero, A. Decreasing Ore Grades in Global Metallic Mining: A Theoretical Issue or a Global Reality? Resources 2016, 5, 36. [Google Scholar] [CrossRef] [Green Version]
- Ballantyne, G.; Powell, M. Benchmarking comminution energy consumption for the processing of copper and gold ores. Miner. Eng. 2014, 65, 109–114. [Google Scholar] [CrossRef] [Green Version]
- Ran, J.; Qiu, X.; Hu, Z.; Liu, Q.; Song, B.; Yao, Y. Effects of particle size on flotation performance in the separation of copper, gold and lead. Powder Technol. 2019, 344, 654–664. [Google Scholar] [CrossRef]
- Lokiec, H.; Lokiec, T. Wzbudnik mlyna elektromagnetycznego [Inductor for Electromagnetic Mill]. Polish Patent PL 226554, 19 May 2015. Issued 16 February 2017, Published 31 August 2017. Available online: https://ewyszukiwarka.pue.uprp.gov.pl/search/pwp-details/P.412389 (accessed on 15 January 2023).
- Calus, D.; Makarchuk, O. Analysis of interaction of forces of working elements in electromagnetic mill. Prz. Elektrotechniczny 2019, 95, 64–69. [Google Scholar] [CrossRef]
- Ogonowski, S.; Ogonowski, Z.; Pawelczyk, M. Multi-Objective and Multi-Rate Control of the Grinding and Classification Circuit with Electromagnetic Mill. Appl. Sci. 2018, 8, 506. [Google Scholar] [CrossRef] [Green Version]
- Ogonowski, S.; Wolosiewicz-Glab, M.; Ogonowski, Z.; Foszcz, D.; Pawelczyk, M. Comparison of Wet and Dry Grinding in Electromagnetic Mill. Minerals 2018, 8, 138. [Google Scholar] [CrossRef] [Green Version]
- Pawelczyk, M.; Ogonowski, Z.; Ogonowski, S.; Foszcz, D.; Saramak, D.; Gawenda, T. Sposob mielenia na sucho w mlynie elektromagnetycznym [Method of Dry Milling in Electromagnetic Mill]. Polish Patent PL 228350, 6 July 2015. Issued 25 October 2017, Published 30 March 2018. Available online: https://ewyszukiwarka.pue.uprp.gov.pl/search/pwp-details/P.413041 (accessed on 15 January 2023).
- Wegehaupt, J.; Buchczik, D.; Krauze, O. Preliminary studies on modelling the drying process in product classification and separation path in an electromagnetic mill installation. In Proceedings of the 22nd International Conference on Methods and Models in Automation and Robotics (MMAR), Międzyzdroje, Poland, 28–31 August 2017; pp. 849–854. [Google Scholar] [CrossRef]
- Krauze, O.; Buchczik, D.; Budzan, S. Measurement-Based Modelling of Material Moisture and Particle Classification for Control of Copper Ore Dry Grinding Process. Sensors 2021, 21, 667. [Google Scholar] [CrossRef]
- Wegehaupt, J.; Buchczik, D. Moisture measurement of bulk materials in an electromagnetic mill. In Proceedings of the 18th International Carpathian Control Conference (ICCC), Sinaia, Romania, 28–31 May 2017; pp. 353–358. [Google Scholar] [CrossRef]
- Buchczik, D.; Wegehaupt, J.; Krauze, O. Indirect measurements of milling product quality in the classification system of electromagnetic mill. In Proceedings of the 22nd International Conference on Methods and Models in Automation and Robotics (MMAR), Miedzyzdroje, Poland, 28–31 August 2017; pp. 1039–1044. [Google Scholar] [CrossRef]
- Wegehaupt, J.; Buchczik, D. Sposob ciaglego pomiaru wilgotnosci materialow sypkich podczas ich transportu oraz urzadzenie do realizacji tego sposobu [Method for Continuous Measurements of Humidity of Loose Materials in Transport and the Device for the Execution of This Method]. Polish Patent PL 239592, 13 January 2017. Issued 22 September 2021, Published 20 December 2021. Available online: https://ewyszukiwarka.pue.uprp.gov.pl/search/pwp-details/P.420181 (accessed on 15 January 2023).
- Nicholas, J.V.; White, D.R. Radiation Thermometry. In Traceable Temperatures, 2nd ed.; John Wiley & Sons, Ltd.: Chichester, UK, 2001; Chapter 9; pp. 343–392. [Google Scholar]
- Vollmer, M.; Moellmann, K.P. Infrared Thermal Imaging: Fundamentals, Research and Applications, 2nd ed.; WILEY-VCH Verlag GmbH & Co. KGaA: Winheim, Germany, 2018; pp. 31–49. [Google Scholar]
- Budzan, S. Automated grain extraction and classification by combining improved region growing segmentation and shape descriptors in electromagnetic mill classification system. In Proceedings of the Tenth International Conference on Machine Vision (ICMV 2017), Vienna, Austria, 13–15 November 2017; Verikas, A., Radeva, P., Nikolaev, D., Zhou, J., Eds.; International Society for Optics and Photonics, SPIE: Bellingham, WA, USA, 2018; pp. 55–62. [Google Scholar] [CrossRef]
- Budzan, S.; Buchczik, D.; Pawełczyk, M.; Tůma, J. Combining Segmentation and Edge Detection for Efficient Ore Grain Detection in an Electromagnetic Mill Classification System. Sensors 2019, 19, 1805. [Google Scholar] [CrossRef] [Green Version]
- Budzan, S.; Pawelczyk, M.; Ogonowski, S. Sposob Oceny Frakcji Ziarnowych oraz Powierzchni Czynnej rud Metali Metoda Optyczna [Method for Assessment of Grain Fractions and Active Surface of Metal Ores by Optical Method]. Polish Patent Application No. P.424672, 26 February 2018. Available online: https://ewyszukiwarka.pue.uprp.gov.pl/search/pwp-details/P.424672 (accessed on 15 January 2023).
- Flor, O.; Palacios, H.; Suárez, F.; Salazar, K.; Reyes, L.; González, M.; Jiménez, K. New Sensing Technologies for Grain Moisture. Agriculture 2022, 12, 386. [Google Scholar] [CrossRef]
- Raymond Hunt, E.; Rock, B.N.; Nobel, P.S. Measurement of leaf relative water content by infrared reflectance. Remote Sens. Environ. 1987, 22, 429–435. [Google Scholar] [CrossRef]
- Nelson, S.A.; Schmutz, P.P. Utility of an inexpensive near-infrared camera to quantify beach surface moisture. Geomorphology 2021, 391, 107895. [Google Scholar] [CrossRef]
- Slaughter, D.C.; Pelletier, M.G.; Upadhyaya, S.K. Sensing soil moisture using NIR spectroscopy. Appl. Eng. Agric. 2001, 17, 241–247. [Google Scholar] [CrossRef]
- Lobell, D.B.; Asner, G.P. Moisture Effects on Soil Reflectance. Soil Sci. Soc. Am. J. 2002, 66, 722–727. [Google Scholar] [CrossRef]
- dos Santos, J.F.; Silva, H.R.; Pinto, F.A.; de Assis, I.R. Use of digital images to estimate soil moisture. Rev. Bras. Eng. Agrícola Ambient. 2016, 20, 1051–1056. [Google Scholar] [CrossRef]
- Rahimi-Ajdadi, F.; Abbaspour-Gilandeh, Y.; Mollazade, K.; Hasanzadeh, R.P. Development of a novel machine vision procedure for rapid and non-contact measurement of soil moisture content. Measurement 2018, 121, 179–189. [Google Scholar] [CrossRef]
- Cruz, F.R.G.; Padilla, D.A.; IV, C.C.H.; Bucog, K.C.; Sarto, M.C.; Sia, N.S.A.; Chung, W.Y. Cloud-based application for rice moisture content measurement using image processing technique and perceptron neural network. In Proceedings of the Eighth International Conference on Graphic and Image Processing (ICGIP 2016), Tokyo, Japan, 29–31 October 2016; Wang, Y., Pham, T.D., Vozenilek, V., Zhang, D., Xie, Y., Eds.; International Society for Optics and Photonics, SPIE: Bellingham, WA, USA, 2017; pp. 382–386. [Google Scholar] [CrossRef]
- Liu, Q.; Wang, J.; Zheng, H.; Hu, T.; Zheng, J. Characterization of the Relationship between the Loess Moisture and Image Grayscale Value. Sensors 2021, 21, 7983. [Google Scholar] [CrossRef]
- Choudhary, P.; Maloo, T.; Parida, H.; Khatri, P.; Deo, B.; Chattopadhyay, P. Determination of surface moisture and particle size distribution of coal using online image processing. J. Min. Metall. A Min. 2020, 56A, 37–46. [Google Scholar] [CrossRef]
- Zhou, S.; Liu, X. Computer vision-based method for online measuring the moisture of iron ore green pellets in disc pelletizer. In Proceedings of the China Automation Congress (CAC), Beijing, China, 22–24 October 2021; pp. 3736–3739. [Google Scholar] [CrossRef]
- Thurley, M.J.; Andersson, T. An industrial 3D vision system for size measurement of iron ore green pellets using morphological image segmentation. Miner. Eng. 2008, 21, 405–415. [Google Scholar] [CrossRef] [Green Version]
- Zhang, F.; Li, H.; Xu, Z.; Chen, W. A Novel ABRM Model for Predicting Coal Moisture Content. J. Intell. Robot. Syst. 2022, 104, 30. [Google Scholar] [CrossRef] [PubMed]
- Sagayaraj, A.S.; Kabilesh, S.; Mohanapriya, D.; Anandkumar, A. Determination of Soil Moisture Content using Image Processing—A Survey. In Proceedings of the 6th International Conference on Inventive Computation Technologies (ICICT), Coimbatore, India, 20–22 January 2021; pp. 1101–1106. [Google Scholar] [CrossRef]
- Neikov, O.D. Chapter 11—Processing of Powders and Processing Equipment. In Handbook of Non-Ferrous Metal Powders; Neikov, O.D., Naboychenko, S.S., Murashova, I.V., Gopienko, V.G., Frishberg, I.V., Lotsko, D.V., Eds.; Elsevier: Oxford, UK, 2009; pp. 227–264. [Google Scholar] [CrossRef]
- Radwag. MA 110.R Moisture Analyzer. Available online: https://radwag.com/en/wagosuszarka-ma-110-r,w1,6Q2,101-103-108-103 (accessed on 15 January 2023).
- Mucha, J.; Wasilewska-Blaszczyk, M. The accuracy of the local assessment of the bulk density of copper-silver deposits in the Legnica-Glogow Copper District and its impact on the valuation of ore resource and mining production. Gospod. Surowcami Miner. 2019, 35, 47–68. [Google Scholar] [CrossRef]
- Oszczepalski, S.; Speczik, S.; Zielinski, K.; Chmielewski, A. The Kupferschiefer Deposits and Prospects in SW Poland: Past, Present and Future. Minerals 2019, 9, 592. [Google Scholar] [CrossRef] [Green Version]
- Krawczykowska, A. Charakterystyka rud miedzi [Copper ores characteristics]. Rozpoznawanie obrazow w identyfikacji typow rud i ich wlasciwosci w produktach przerobki rud miedzi [Image recognition in identification of ore types and their properties in products of copper ore processing]. Ph.D. Thesis, AGH University of Science and Technology, Krakow, Poland, 2007. Chapter 2. pp. 6–13. [Google Scholar]
- Boubanga-Tombet, S.; Huot, A.; Vitins, I.; Heuberger, S.; Veuve, C.; Eisele, A.; Hewson, R.; Guyot, E.; Marcotte, F.; Chamberland, M. Thermal Infrared Hyperspectral Imaging for Mineralogy Mapping of a Mine Face. Remote Sens. 2018, 10, 1518. [Google Scholar] [CrossRef] [Green Version]
- Sammut, C.; Webb, G.I. (Eds.) Cross-Validation. In Encyclopedia of Machine Learning; Springer US: Boston, MA, USA, 2010; pp. 600–601. [Google Scholar] [CrossRef]
- MathWorks. MATLAB Documentation: Fit Function. Available online: https://www.mathworks.com/help/curvefit/fit.html (accessed on 15 January 2023).
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Measure | Model Type | Size Fraction | |||||
|---|---|---|---|---|---|---|---|
| 0–0.1 mm | 0.1–0.2 mm | 0.2–0.5 mm | 0.5–1 mm | 1–2 mm | Mixture | ||
| number of coefficients 1 | linear | 1 | 1 | 1 | 1 | 1 | 1 |
| quadratic | 2 | 2 | 2 | 2 | 2 | 2 | |
| spline | 2.11 | 2.13 | 2.09 | 2.13 | 2.11 | 2.09 | |
| RMSE | linear | 0.032 | 0.053 | 0.040 | 0.11 | 0.11 | 0.056 |
| quadratic | 0.028 | 0.026 | 0.039 | 0.057 | 0.047 | 0.020 | |
| spline | 0.032 | 0.028 | 0.035 | 0.046 | 0.041 | 0.025 | |
| R | linear | 0.842 | 0.948 | 0.974 | 0.874 | 0.912 | 0.883 |
| quadratic | 0.877 | 0.987 | 0.975 | 0.965 | 0.983 | 0.985 | |
| spline | 0.876 | 0.988 | 0.984 | 0.982 | 0.990 | 0.982 | |
| R | linear | 0.831 | 0.944 | 0.972 | 0.865 | 0.906 | 0.875 |
| quadratic | 0.858 | 0.985 | 0.971 | 0.960 | 0.980 | 0.983 | |
| spline | 0.856 | 0.986 | 0.982 | 0.979 | 0.988 | 0.979 | |
| Size Fraction | Linear Function | Quadratic Function | Smoothing Spline | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0 | coer. | 1 | 2 | 0 | coer. | 1 | 2 | 0 | coer. | 1 | 2 | |
| 0–0.1 mm | 0 | 3 | 13 | 0 | 2 | 1 | 13 | 0 | 0 | 3 | 13 | 0 |
| 0.1–0.2 mm | 0 | 1 | 15 | 0 | 2 | 0 | 14 | 0 | 0 | 1 | 15 | 0 |
| 0.2–0.5 mm | 0 | 0 | 16 | 0 | 0 | 0 | 16 | 0 | 0 | 0 | 16 | 0 |
| 0.5–1 mm | 0 | 0 | 16 | 0 | 0 | 0 | 12 | 4 | 0 | 0 | 16 | 0 |
| 1–2 mm | 0 | 0 | 16 | 0 | 1 | 0 | 14 | 1 | 0 | 0 | 16 | 0 |
| mixture | 0 | 3 | 13 | 0 | 4 | 0 | 10 | 2 | 0 | 2 | 14 | 0 |
| Measure | Model Type | Size Fraction | |||||
|---|---|---|---|---|---|---|---|
| 0–0.1 mm | 0.1–0.2 mm | 0.2–0.5 mm | 0.5–1 mm | 1–2 mm | Mixture | ||
| RMSE | linear | 0.72 | 0.45 | 0.31 | 0.74 | 0.61 | 0.65 |
| quadratic | 0.72 | 0.35 | 0.33 | 0.62 | 0.38 | 0.80 | |
| spline | 0.70 | 0.32 | 0.32 | 0.60 | 0.33 | 0.66 | |
| R | linear | 0.823 | 0.932 | 0.966 | 0.820 | 0.880 | 0.866 |
| quadratic | 0.773 | 0.957 | 0.962 | 0.875 | 0.951 | 0.785 | |
| spline | 0.833 | 0.964 | 0.964 | 0.882 | 0.966 | 0.864 | |
| R | linear | 0.810 | 0.928 | 0.964 | 0.808 | 0.871 | 0.856 |
| quadratic | 0.732 | 0.949 | 0.956 | 0.856 | 0.942 | 0.738 | |
| spline | 0.805 | 0.959 | 0.958 | 0.862 | 0.961 | 0.842 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Buchczik, D.; Budzan, S.; Krauze, O.; Wyzgolik, R. Moisture Determination for Fine-Sized Copper Ore by Computer Vision and Thermovision Methods. Sensors 2023, 23, 1220. https://doi.org/10.3390/s23031220
Buchczik D, Budzan S, Krauze O, Wyzgolik R. Moisture Determination for Fine-Sized Copper Ore by Computer Vision and Thermovision Methods. Sensors. 2023; 23(3):1220. https://doi.org/10.3390/s23031220
Chicago/Turabian StyleBuchczik, Dariusz, Sebastian Budzan, Oliwia Krauze, and Roman Wyzgolik. 2023. "Moisture Determination for Fine-Sized Copper Ore by Computer Vision and Thermovision Methods" Sensors 23, no. 3: 1220. https://doi.org/10.3390/s23031220