

Detection, Verification and Analysis of Micro Surface Defects in Steel Filament Using Eddy Current Principles, Scanning Electron Microscopy and Energy-Dispersive Spectroscopy

Abstract
:1. Introduction
2. Research Methodology
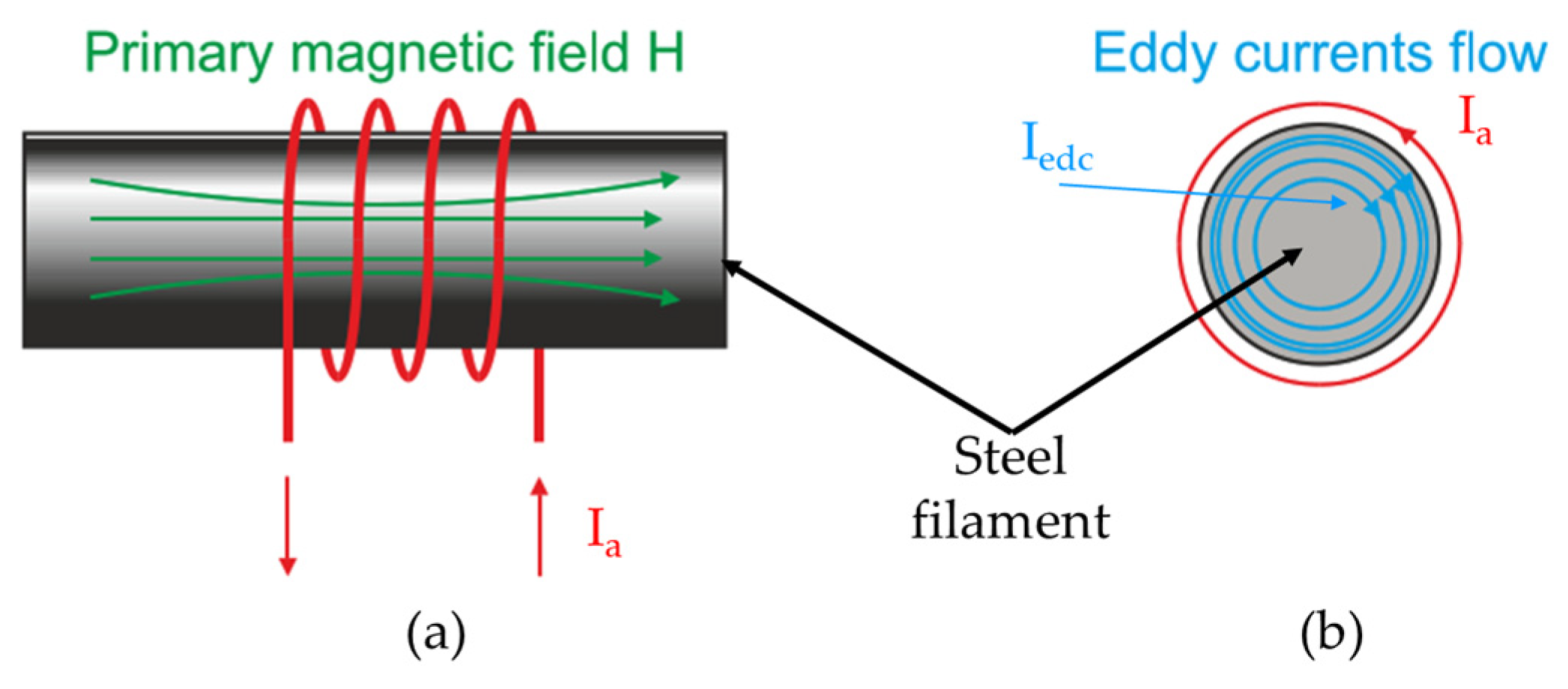
2.1. Eddy Current Principle
2.2. Standard Penetration Depth and Defect’s Depth
3. Experiment
3.1. Sensor Coil Configuration
3.2. Experimental Setup
3.3. Establish Working Condition
3.4. Detection of Surface Defects
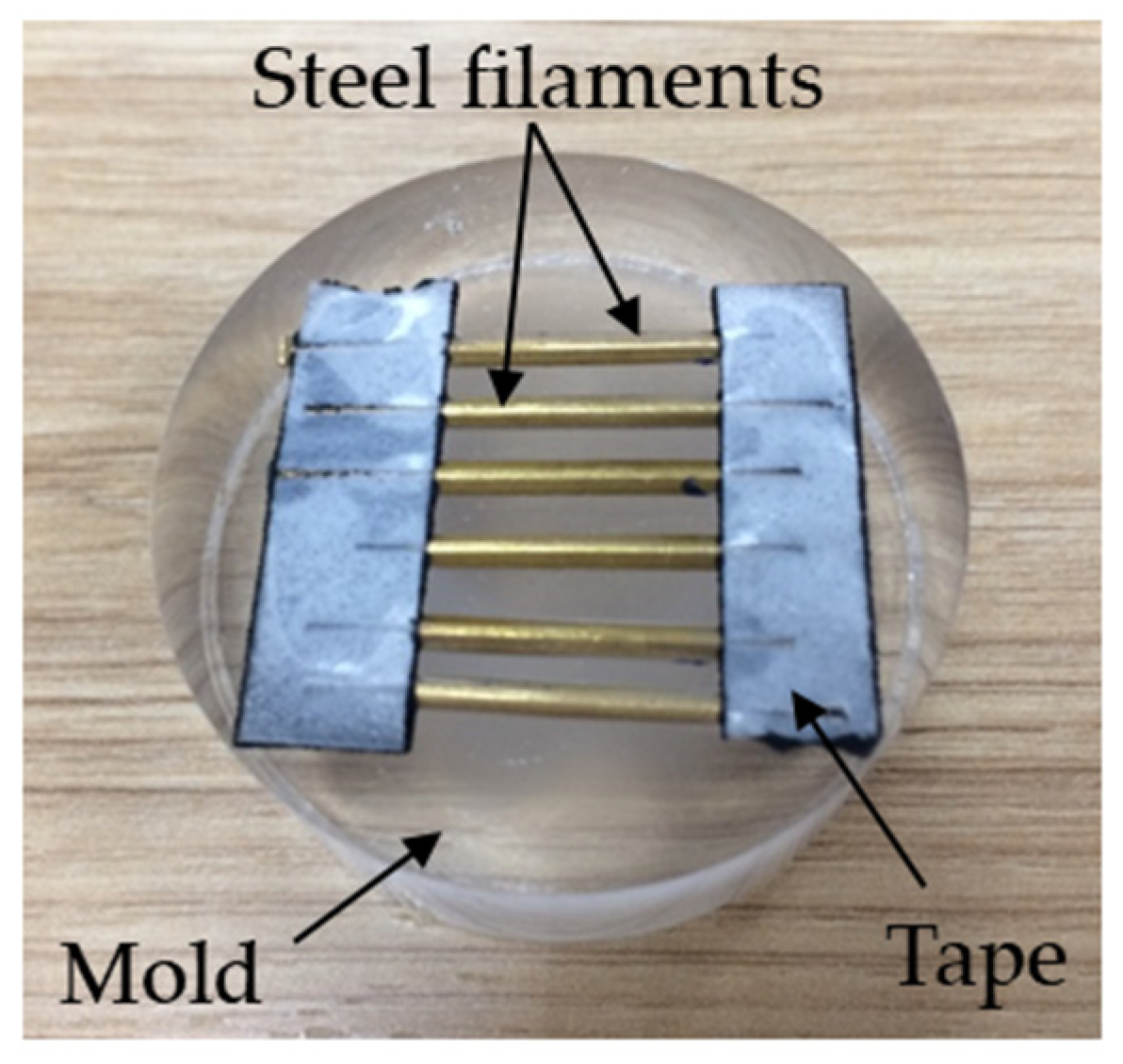
3.5. Verification of Surface Defects
4. Experimental Results
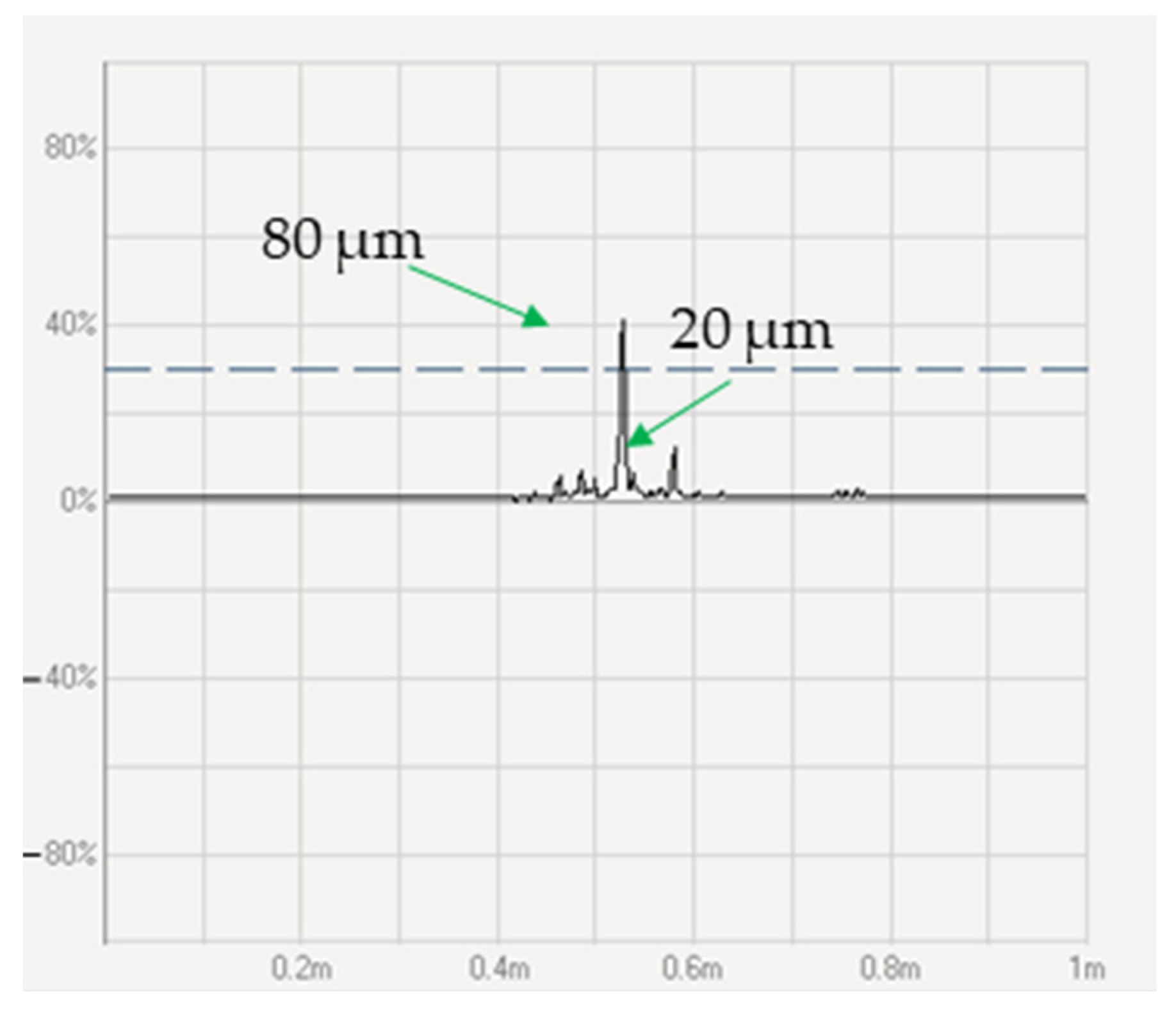
4.1. Detection of Micro Surface Defects
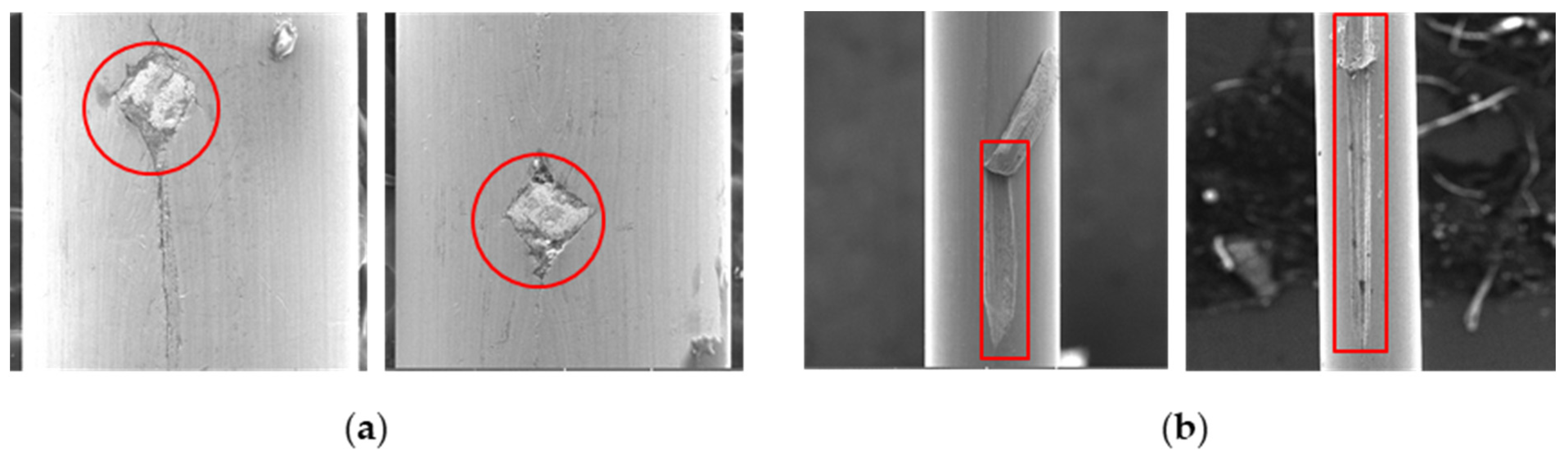
4.2. Defects Analysis
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yilmaz, M.; Ertunc, H.M. The prediction of mechanical behavior for steel wires and cord materials using neural networks. Mater. Des. 2007, 28, 599–608. [Google Scholar] [CrossRef]
- Lee, S.W.; Jeong, K.M.; Kim, K.W.; Kim, J.H. Numerical estimation of the uneven wear of passenger car tires. World J. Eng. Technol. 2018, 6, 780. [Google Scholar] [CrossRef]
- Polyakova, M.; Stolyarov, A. Automobile Tires’ High-Carbon Steel Wire. Encyclopedia 2021, 1, 859–870. [Google Scholar] [CrossRef]
- Wu, B.; Wang, Y.J.; Liu, X.C.; He, C.F. A novel TMR-based MFL sensor for steel wire rope inspection using the orthogonal test method. Smart Mater. Struct. 2015, 24, 075007. [Google Scholar] [CrossRef]
- Tran, K.S. Detection of Micro-scratch Found on Surface of Steel Filament Using Eddy Current Sensor. In Proceedings of the First Australian International Conference on Industrial Engineering and Operations Management, Sydney, Australia, 20–21 December 2022. [Google Scholar]
- Zapata, J.; Vilar, R.; Ruiz, R. Performance evaluation of an automatic inspection system of weld defects in radiographic images based on neuro-classifiers. Expert Syst. Appl. 2011, 38, 8812–8824. [Google Scholar] [CrossRef]
- Shirinzadeh, B.; Alici, G.; Foong, C.W.; Cassidy, G. Fabrication process of open surfaces by robotic fibre placement. Robot. Comput. Integr. Manuf. 2004, 20, 17–28. [Google Scholar] [CrossRef]
- Batty, T.; Ehrampoosh, A.; Shirinzadeh, B.; Zhong, Y.; Smith, J. A transparent teleoperated robotic surgical system with predictive haptic feedback and force modelling. Sensors 2022, 22, 9770. [Google Scholar] [CrossRef] [PubMed]
- García-Martín, J.; Gómez-Gil, J.; Vázquez-Sánchez, E. Non-destructive techniques based on eddy current testing. Sensors 2011, 11, 2525–2565. [Google Scholar] [CrossRef]
- Zhao, P.; Shirinzadeh, B.; He, X.; Guo, J.; Shi, K.; Qiang, B.; Jin, Q.; Li, F. Predicting and Improving Interlaminar Bonding Uniformity during the Robotic Fiber Steering Process. Polymers 2022, 15, 19. [Google Scholar] [CrossRef]
- Zhang, G.; Tang, Z.; Fan, Y.; Liu, J.; Jahanshahi, H.; Aly, A.A. Steel Wire Rope Surface Defect Detection Based on Segmentation Template and Spatiotemporal Gray Sample Set. Sensors 2021, 21, 5401. [Google Scholar] [CrossRef]
- Su, S.; Ma, X.; Wang, W.; Yang, Y. Stress-Dependent Magnetic Charge Model for Micro-Defects of Steel Wire Based on the Magnetic Memory Method. Res. Nondestruct. Eval. 2019, 31, 24–47. [Google Scholar] [CrossRef]
- Shirinzadeh, B.; Teoh, P.L.; Tian, Y.; Dalvand, M.M.; Zhong, Y.; Liaw, H.C. Laser interferometry-based guidance methodology for high precision positioning of mechanisms and robots. Robot. Comput. Integr. Manuf. 2010, 26, 74–82. [Google Scholar] [CrossRef]
- Ammar, M.M.; Shirinzadeh, B. Evaluation of robotic fiber placement effect on process-induced residual stresses using incremental hole-drilling method. Polym. Compos. 2022, 43, 4417–4436. [Google Scholar] [CrossRef]
- Saludes-Rodil, S.; Baeyens, E.; Rodriguez-Juan, C.P. Unsupervised classification of surface defects in wire rod production obtained by eddy current sensors. Sensors 2015, 15, 10100–10117. [Google Scholar] [CrossRef] [PubMed]
- Yoshida, K.; Norasethasopon, S.; Shinohara, T.; Ido, R. Influence of flaws of wire rod surface, inclusions and voids on wire breaks in superfine wire drawing. JSME Int. J. Ser. A Solid Mech. Mater. Eng. 2003, 46, 365–370. [Google Scholar] [CrossRef]
- Verpoest, I.; Aernoudt, E.; Deruyttere, A.; De Bondt, M. The fatigue threshold, surface condition and fatigue limit of steel wire. Int. J. Fatigue 1985, 7, 199–214. [Google Scholar] [CrossRef]
- Tran, K.; Phan, H.; Lee, H.; Kim, Y.; Park, H. Blocking force of a piezoelectric stack actuator made of single crystal layers (PMN-29PT). Smart Mater. Struct. 2016, 25, 095038. [Google Scholar] [CrossRef]
- Tran, K.; Lee, H.; Kim, Y.; Park, H. Resonant frequency and hysteresis of a stack actuator made of single crystal (PMN-29PT) layers. Smart Mater. Struct. 2016, 25, 125009. [Google Scholar] [CrossRef]
- Ammar, M.M.A.; Shirinzadeh, B.; Zhao, P.; Shi, Y. An approach for damage initiation and propagation in metal and carbon fiber hybrid composites manufactured by robotic fiber placement. Compos. Struct. 2021, 268, 113976. [Google Scholar] [CrossRef]
- Shinohara, T.; Yoshida, K. Deformation analysis of surface flaws in stainless steel wire drawing. J. Mater. Process. Technol. 2005, 162–163, 579–584. [Google Scholar] [CrossRef]
- Yun, J.P.; Choi, D.-C.; Jeon, Y.-J.; Park, C.; Kim, S.W. Defect inspection system for steel wire rods produced by hot rolling process. Int. J. Adv. Manuf. Technol. 2013, 70, 1625–1634. [Google Scholar] [CrossRef]
- Zhou, P.; Zhou, G.; Wang, S.; Wang, H.; He, Z.; Yan, X. Visual Sensing Inspection for the Surface Damage of Steel Wire Ropes with Object Detection Method. IEEE Sens. J. 2022, 22, 22985–22993. [Google Scholar] [CrossRef]
- Liu, Q.; Tian, Y.; Zhai, J.; Tian, L.; Chen, L.; Chen, L. Prediction of surface wrinkle defect of welding wire steel ER70S-6 in hot bar rolling process using finite element method and experiments. Metals 2020, 10, 1559. [Google Scholar] [CrossRef]
- Heo, T.; Cho, S.W.; Cho, S.H.; Ahn, B.; Lim, Z.S. Detection of an axial surface microcrack in steel wire rods with noncontact ultrasonic reverberation spectroscopy. J. Mech. Sci. Technol. 2017, 31, 5921–5927. [Google Scholar] [CrossRef]
- Jasper, W.J.; Potlapalli, H. Image analysis of mispicks in woven fabric. Text. Res. J. 1995, 65, 683–692. [Google Scholar] [CrossRef]
- Conci, A.; Proença, C. A computer vision approach for textile inspection. Text. Res. J. 2000, 70, 347–350. [Google Scholar] [CrossRef]
- Lane, J.S. Textile Fabric Inspection System. U.S. Patent 5,774,177, 30 June 1998. [Google Scholar]
- Daugman, J.G. Uncertainty relation for resolution in space, spatial frequency, and orientation optimized by two-dimensional visual cortical filters. JOSA A 1985, 2, 1160–1169. [Google Scholar] [CrossRef]
- Sari-Sarraf, H.; Goddard, J.S. Vision system for on-loom fabric inspection. In Proceedings of the 1998 IEEE Annual Textile, Fiber and Film Industry Technical Conference (Cat. No. 98CH36246), Charlotte, NC, USA, 5–7 May 1998; p. 8/1–810. [Google Scholar]
- Filipovic, M. Evolution of Artificial Defects during Shape Rolling. Doctoral Dissertation, KTH, Stockholm, Sweden, 2007. [Google Scholar]
- Yun, J.P.; Choi, S.; Kim, S.W. Vision-based defect detection of scale-covered steel billet surfaces. Opt. Eng. 2009, 48, 037205–037209. [Google Scholar] [CrossRef]
- Park, C.; Choi, S.; Won, S. Vision-based inspection for periodic defects in steel wire rod production. Opt. Eng. 2010, 49, 017202–017210. [Google Scholar]
- Zhang, W.; Bu, J.; Li, D.; Zhang, K.; Zhou, M. Coupling Interference between Eddy Current Sensors for the Radial Displacement Measurement of a Cylindrical Target. Sensors 2022, 22, 4375. [Google Scholar] [CrossRef]
- Ramos, H.G.; Postolache, O.; Alegria, F.C.; Ribeiro, A.L. Using the skin effect to estimate cracks depths in mettalic structures. In Proceedings of the 2009 IEEE Instrumentation and Measurement Technology Conference, Singapore, 3–6 March 2009; pp. 1361–1366. [Google Scholar]
- Wikipedia. Electrical Resistivity and Conductivity. Available online: https://en.wikipedia.org/wiki/Electrical_resistivity_and_conductivity (accessed on 8 August 2023).
- Wikipedia. Permeability (Electromagnetism). Available online: https://en.wikipedia.org/wiki/Permeability_(electromagnetism) (accessed on 8 August 2023).
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Crack No. | Depth | Width |
|---|---|---|
| 1 | 20 | 73 |
| 2 | 80 | 73 |
| Categories | Number of Samples | Pass/Fail |
|---|---|---|
| Without defect | 134 | Pass |
| With defect | 48 | Fail |
| Total samples | 182 | |
| Defective ratio | 26.37% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tran, K.S.; Shirinzadeh, B.; Ehrampoosh, A.; Zhao, P.; Shi, Y. Detection, Verification and Analysis of Micro Surface Defects in Steel Filament Using Eddy Current Principles, Scanning Electron Microscopy and Energy-Dispersive Spectroscopy. Sensors 2023, 23, 8873. https://doi.org/10.3390/s23218873
Tran KS, Shirinzadeh B, Ehrampoosh A, Zhao P, Shi Y. Detection, Verification and Analysis of Micro Surface Defects in Steel Filament Using Eddy Current Principles, Scanning Electron Microscopy and Energy-Dispersive Spectroscopy. Sensors. 2023; 23(21):8873. https://doi.org/10.3390/s23218873
Chicago/Turabian StyleTran, Kim Sang, Bijan Shirinzadeh, Armin Ehrampoosh, Pan Zhao, and Yaoyao Shi. 2023. "Detection, Verification and Analysis of Micro Surface Defects in Steel Filament Using Eddy Current Principles, Scanning Electron Microscopy and Energy-Dispersive Spectroscopy" Sensors 23, no. 21: 8873. https://doi.org/10.3390/s23218873