
Degradation Feature Extraction Method for Prognostics of an Extruder Screw Using Multi-Source Monitoring Data

Abstract
:1. Introduction
2. Extrusion System
2.1. General Extrusion Process and System Configuration
2.2. Data Description
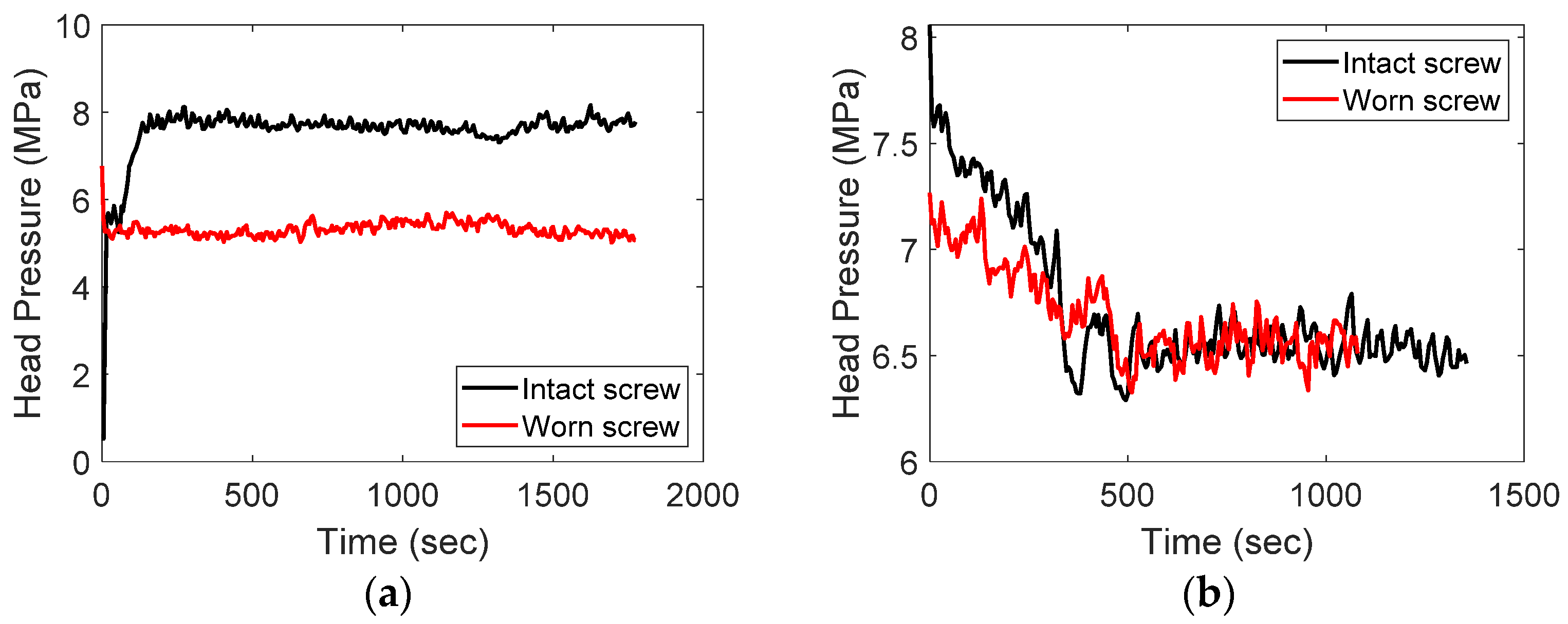
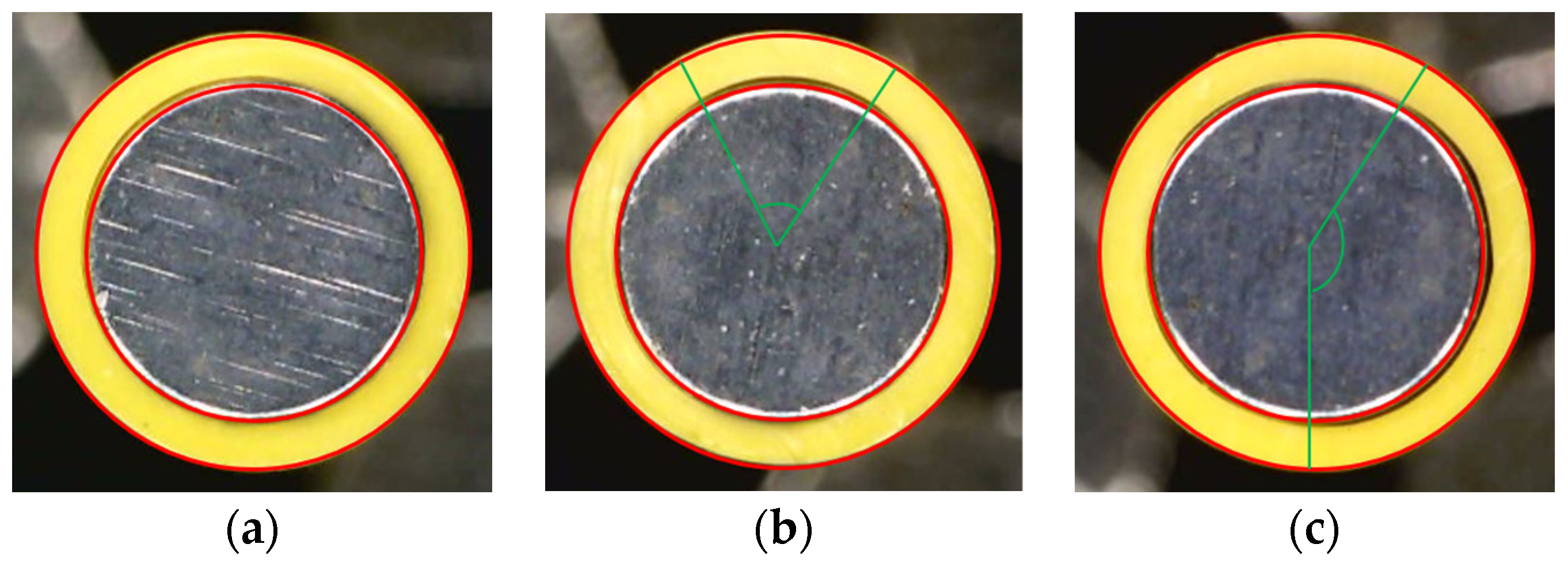
2.2.1. Screw Experimental Data
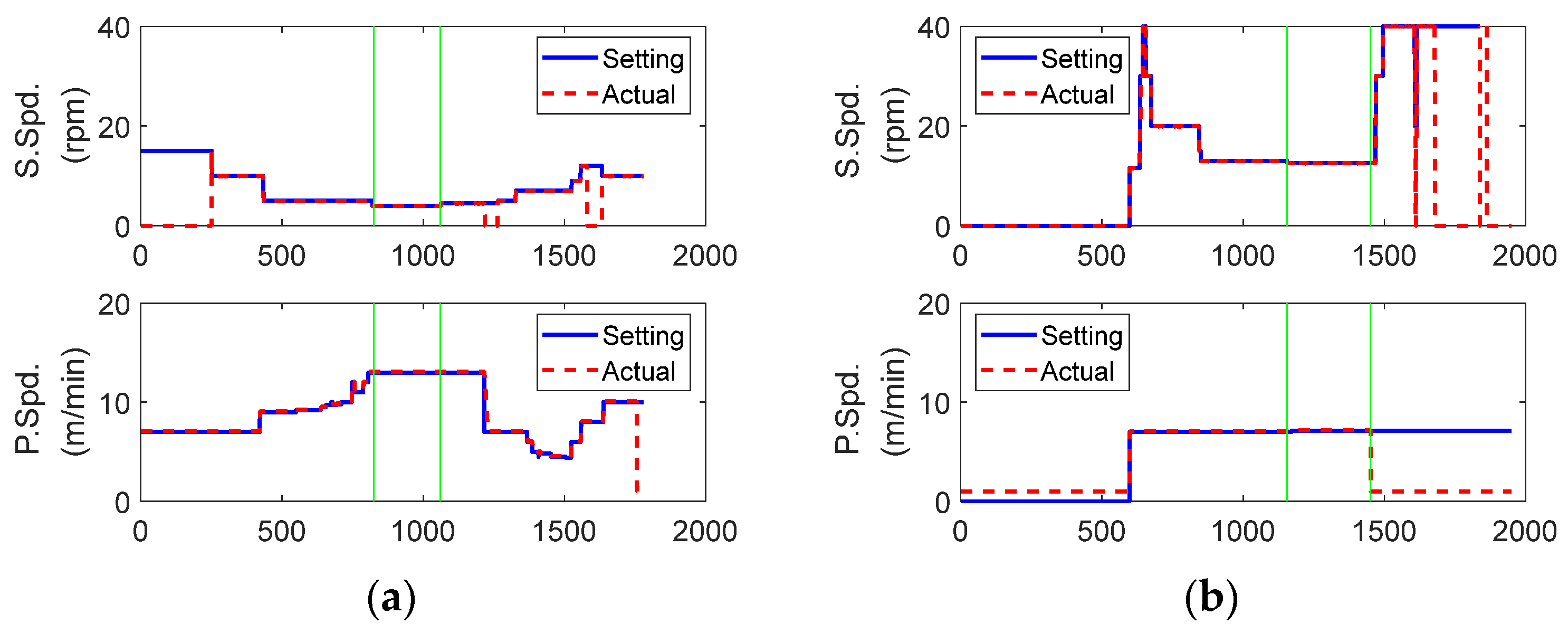
2.2.2. Real Operational Data
3. Degradation Feature Analysis in the System
3.1. Physical and Mechanical Properties of the Extrusion System
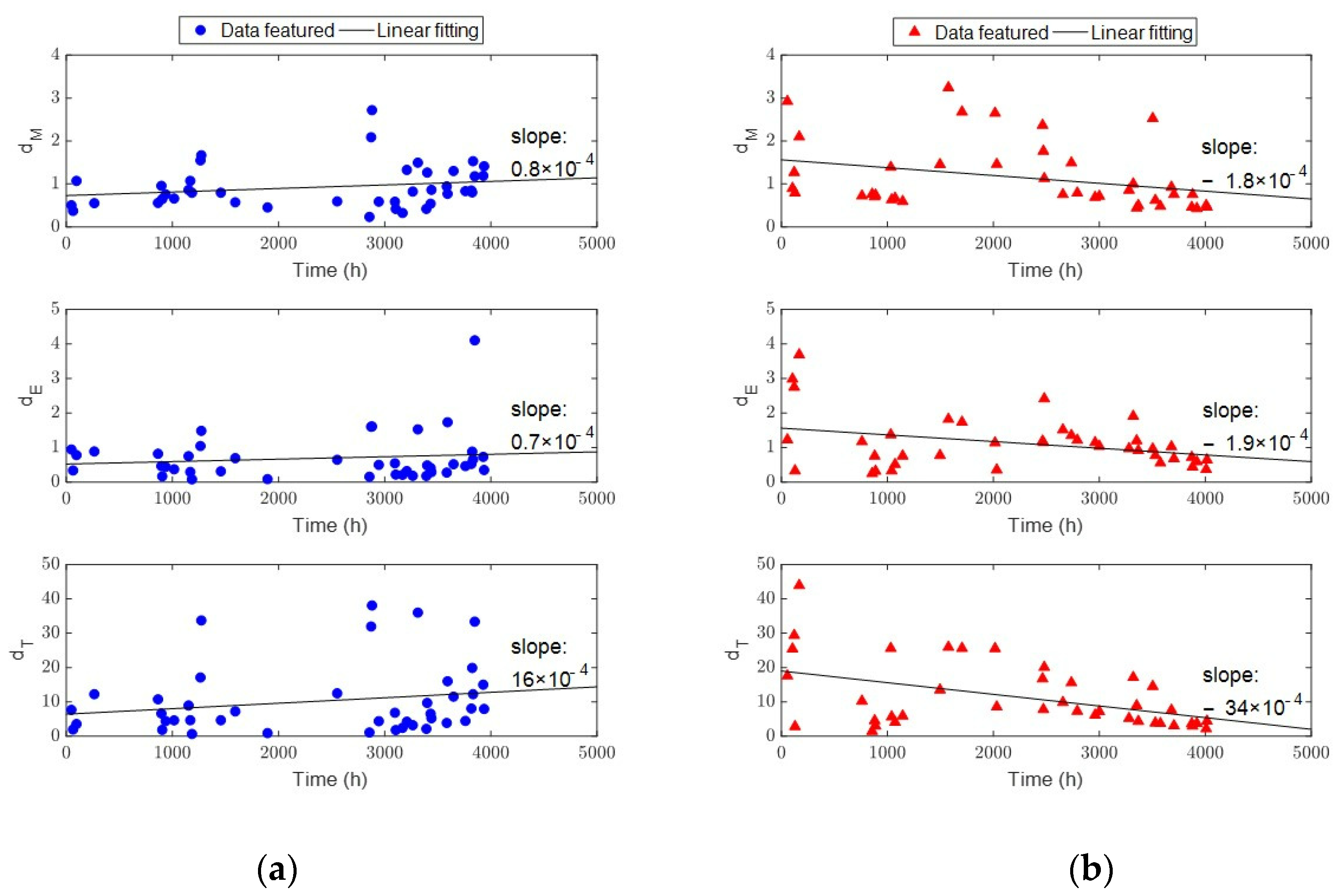
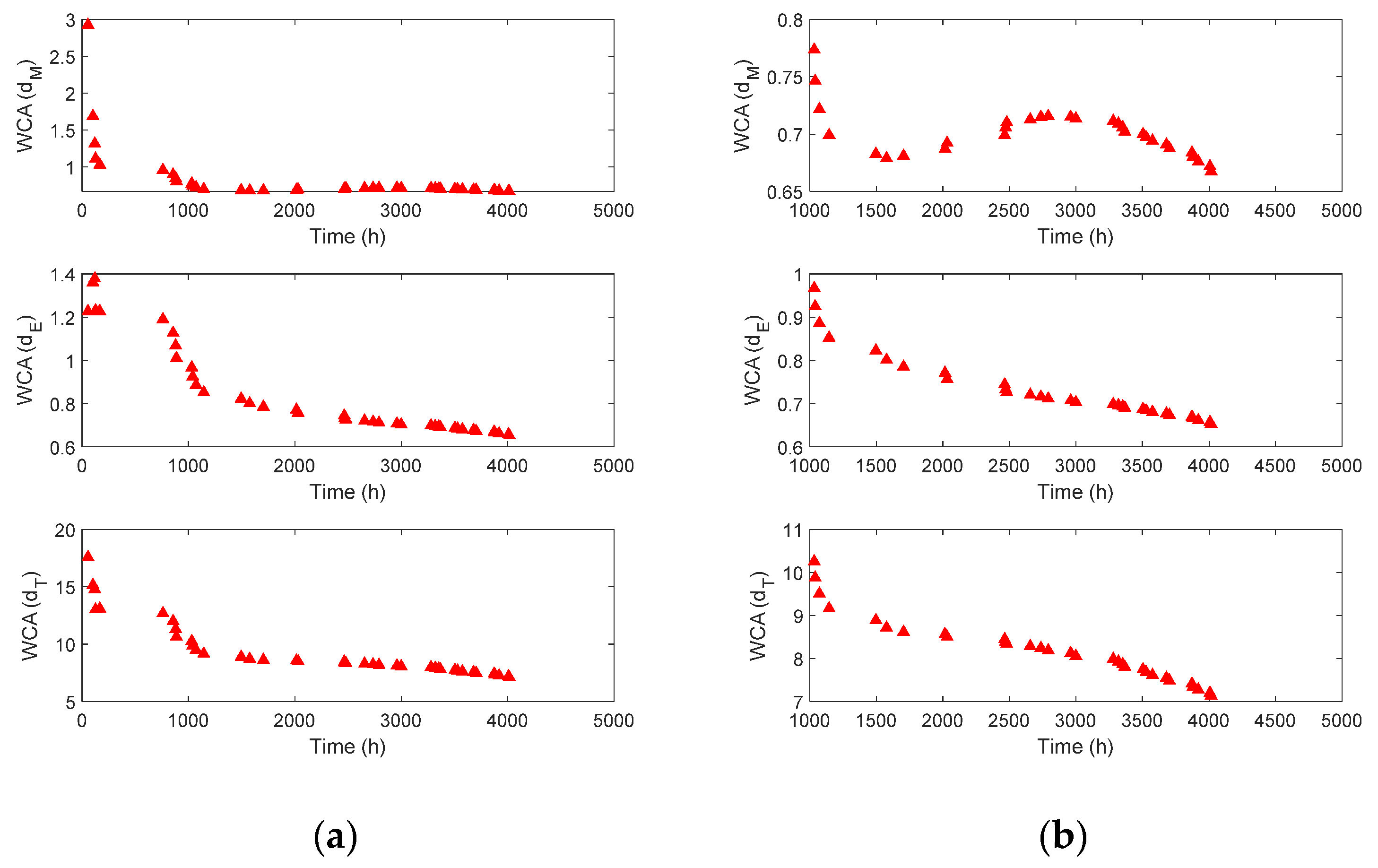
3.2. Experimental Data Analysis
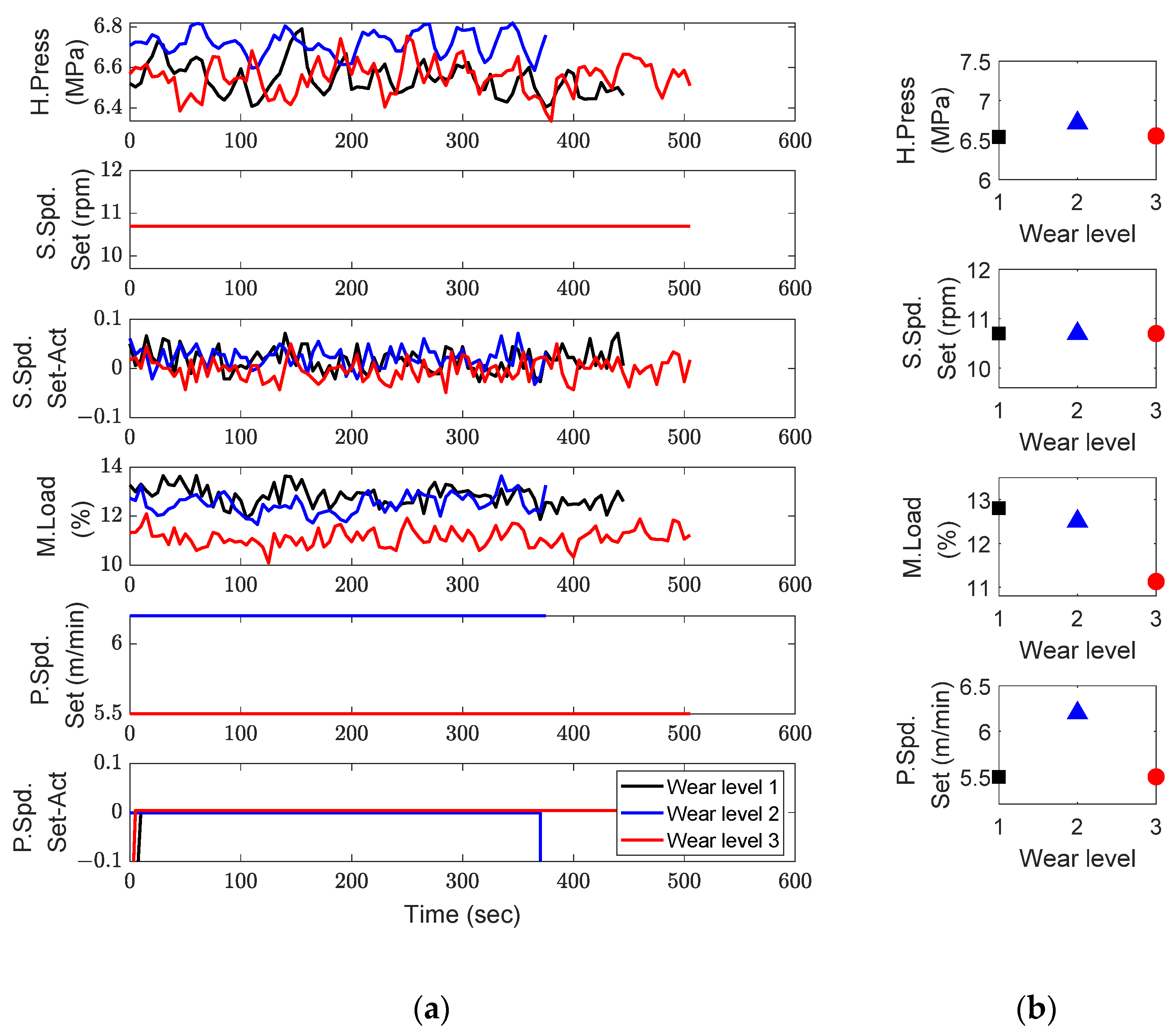
3.3. Real Operational Data Analysis
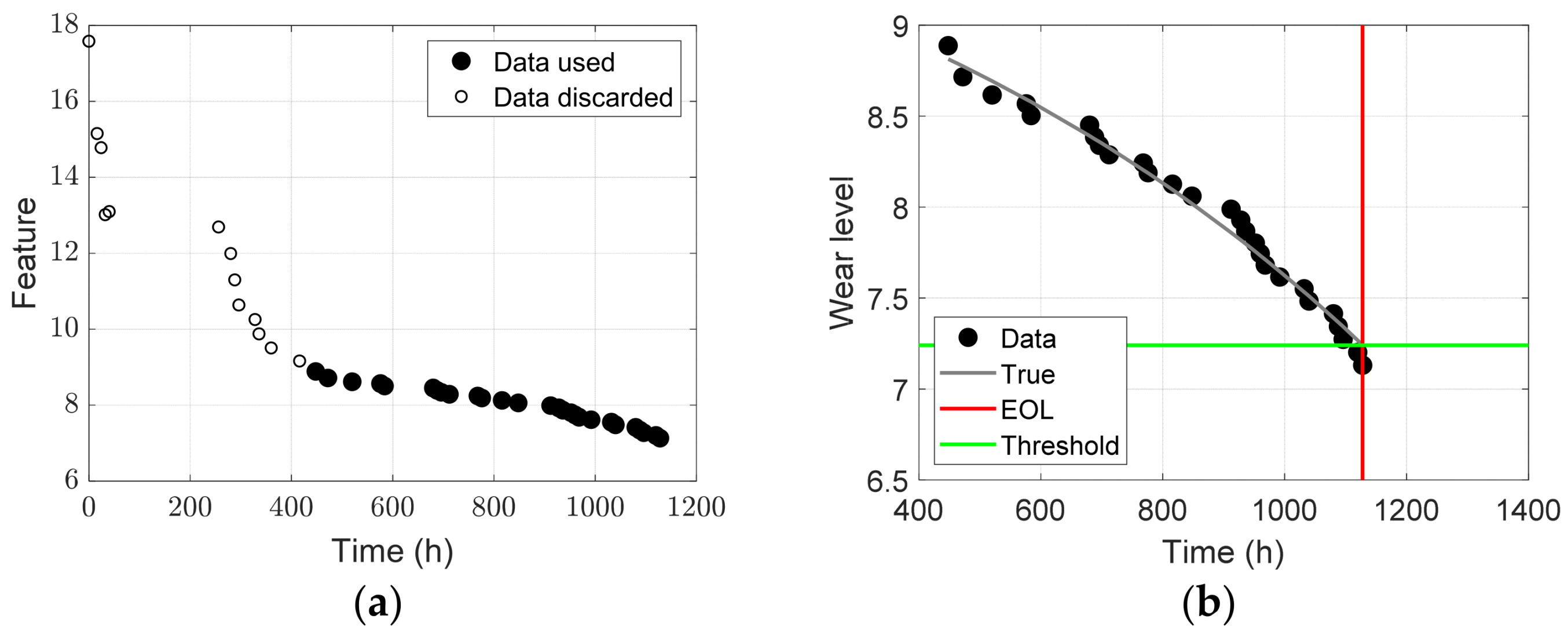
4. Prediction Result
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hidle, E.L.; Hestmo, R.H.; Adsen, O.S.; Lange, H.; Vinogradov, A. Early Detection of Subsurface Fatigue Cracks in Rolling Element Bearings by the Knowledge-Based Analysis of Acoustic Emission. Sensors 2022, 22, 5187. [Google Scholar] [CrossRef] [PubMed]
- Gao, Y.; Piltan, F.; Kim, J.-M. A Hybrid Leak Localization Approach Using Acoustic Emission for Industrial Pipelines. Sensors 2022, 22, 3963. [Google Scholar] [CrossRef] [PubMed]
- Karayannis, C.G.; Golias, E.; Naoum, M.C.; Chalioris, C.E. Efficacy and Damage Diagnosis of Reinforced Concrete Columns and Joints Strengthened with FRP Ropes Using Piezoelectric Transducers. Sensors 2022, 22, 8294. [Google Scholar] [CrossRef] [PubMed]
- Wu, Y.; Liu, K.; Li, D.; Shen, X.; Lu, P. Numerical and Experimental Research on Non-Reference Damage Localization Based on the Improved Two-Arrival-Time Difference Method. Sensors 2022, 22, 8432. [Google Scholar] [CrossRef] [PubMed]
- Ahang, M.; Jalayer, M.; Shojaeinasab, A.; Ogunfowora, O.; Charter, T.; Najjaran, H. Synthesizing Rolling Bearing Fault Samples in New Conditions: A Framework Based on a Modified CGAN. Sensors 2022, 22, 5413. [Google Scholar] [CrossRef]
- Huang, G.; Zhang, Y.; Ou, J. Transfer remaining useful life estimation of bearing using depth-wise separable convolution recurrent network. Measurement 2021, 176, 109090. [Google Scholar] [CrossRef]
- Liu, L.; Song, X.; Zhou, Z. Aircraft engine remaining useful life estimation via a double attention-based data-driven architecture. Reliab. Eng. Syst. Saf. 2022, 221, 108330. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, Y.-F. Prognostics and health management of Lithium-ion battery using deep learning methods: A review. Renew. Sustain. Energy Rev. 2022, 161, 112282. [Google Scholar] [CrossRef]
- Jouin, M.; Gouriveau, R.; Hissel, D.; Péra, M.-C.; Zerhouni, N. Degradations analysis and aging modeling for health assessment and prognostics of PEMFC. Reliab. Eng. Syst. Saf. 2016, 148, 78–95. [Google Scholar] [CrossRef]
- Frederick, D.K.; DeCastro, J.A.; Litt, J.S. User’s Guide for the Commercial Modular Aero-Propulsion System Simulation (C-MAPSS); NASA Technical Manuscript 2007–215026; NASA Technical Reports Server: Washington, DC, USA, 2007.
- Deng, J.; Li, K.; Harkin-Jones, E.; Price, M.; Karnachi, N.; Kelly, A.; Vera-Sorroche, J.; Coates, P.; Brown, E.; Fei, M. Energy monitoring and quality control of a single screw extruder. Appl. Energy 2014, 113, 1775–1785. [Google Scholar] [CrossRef]
- Rauwendaal, C. SPC: Statistical Process Control in Injection Molding and Extrusion; Hanser Verlag: Munich, Germany, 2008. [Google Scholar]
- Ge, Z.; Song, Z. Process monitoring based on independent component analysis—principal component analysis (ICA-PCA) and similarity factors. Ind. Eng. Chem. Res. 2007, 46, 2054–2063. [Google Scholar] [CrossRef]
- Weighell, M.; Martin, E.B.; Morris, A.J. Fault Diagnosis in Industrial Process Manufacturing Using MSPC. In Proceedings of the IEE Colloquium (Digest), London, UK, 21 April 1997. [Google Scholar]
- Liu, X.; Xie, L.; Kruger, U.; Littler, T.; Wang, S. Statistical-based monitoring of multivariate non-Gaussian systems. AIChE J. 2008, 54, 2379–2391. [Google Scholar] [CrossRef]
- Plastic Technology. What Is Your Extruder Tring to Tell You? 2018. Available online: https://www.ptonline.com/articles/what-is-your-extruder-trying-to-tell-you (accessed on 15 August 2022).
- Klein, I. Predicting the effect of screw wear on the performance of plasticating extruders. Polym. Eng. Sci. 1975, 15, 444–450. [Google Scholar] [CrossRef]
- Plastic Technology. Screw Wear: Understanding Causes, Effects, and Solutions. Available online: https://www.ptonline.com/articles/screw-wear-understanding-causes-effects-and-solutions (accessed on 15 August 2022).
- Jiang, Z.; Yang, Y.; Mo, S.; Yao, K.; Gao, F. Polymer extrusion: From control system design to product quality. Ind. Eng. Chem. Res. 2012, 51, 14759–14770. [Google Scholar] [CrossRef]
- García, V.; Sánchez, J.S.; Rodríguez-Picón, L.A.; Méndez-González, L.C.; Ochoa-Domínguez, H.D.J. Using regression models for predicting the product quality in a tubing extrusion process. J. Intell. Manuf. 2019, 30, 2535–2544. [Google Scholar] [CrossRef]
- Vera-Sorroche, J.; Kelly, A.; Brown, E.; Coates, P.; Karnachi, N.; Harkin-Jones, E.; Li, K.; Deng, J. Thermal optimisation of polymer extrusion using in-process monitoring techniques. Appl. Therm. Eng. 2013, 53, 405–413. [Google Scholar] [CrossRef]
- Abeykoon, C.; McMillan, A.; Nguyen, B.K. Energy efficiency in extrusion-related polymer processing: A review of state of the art and potential efficiency improvements. Renew. Sustain. Energy Rev. 2021, 147, 111219. [Google Scholar] [CrossRef]
- Kim, W.-H.; Kim, K.-C.; Kim, S.-J.; Kang, D.-W.; Go, S.-C.; Lee, H.-W.; Chun, Y.-D.; Lee, J. A Study on the Optimal Rotor Design of LSPM Considering the Starting Torque and Efficiency. IEEE Trans. Magn. 2009, 45, 1808–1811. [Google Scholar] [CrossRef]
- Rahim, M.K.; Jidin, A.; Sutikno, T. Enhanced Torque Control and Reduced Switching Frequency in Direct Torque Control Utilizing Optimal Switching Strategy for Dual-Inverter Supplied Drive. Int. J. Power Electron. Drive Syst. (IJPEDS) 2016, 7, 328. [Google Scholar] [CrossRef] [Green Version]
- Paris, P.; Erdogan, F. A critical analysis of crack propagation laws. J. Basic Eng. 1963, 85, 528–533. [Google Scholar] [CrossRef]
- Goebel, K.; Saha, B.; Saxena, A.; Celaya, J.R.; Christophersen, J.P. Prognostics in battery health management. IEEE Instrum. Meas. Mag. 2008, 11, 33–40. [Google Scholar] [CrossRef]
- Kim, N.H.; An, D.; Choi, J.H. Chapter 4.3. Bayesian Method (BM). In Prognostics and Health Management of Engineering Systems; Springer International Publishing: Cham, Switzerland, 2017. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Unit: [g/min] | |||||||
|---|---|---|---|---|---|---|---|
| Screw Wear Level | Test 1 | Test 2 | Test 3 | Average | Standard Deviation | ||
| Amount | Ratio to Wear L. 1 | Amount | Ratio to Wear L. 1 | ||||
| 1 | 13.88 | 13.85 | 13.89 | 13.87 | - | 0.021 | - |
| 2 | 15.67 | 15.64 | 15.66 | 15.66 | 12.9% | 0.015 | −28.6% |
| 3 | 14.17 | 14.27 | 14.48 | 14.30 | 3.1% | 0.158 | 652% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, J.-K.; Lee, H.; Kim, W.; Kim, G.-M.; An, D. Degradation Feature Extraction Method for Prognostics of an Extruder Screw Using Multi-Source Monitoring Data. Sensors 2023, 23, 637. https://doi.org/10.3390/s23020637
Park J-K, Lee H, Kim W, Kim G-M, An D. Degradation Feature Extraction Method for Prognostics of an Extruder Screw Using Multi-Source Monitoring Data. Sensors. 2023; 23(2):637. https://doi.org/10.3390/s23020637
Chicago/Turabian StylePark, Jun-Kyu, Howon Lee, Woojin Kim, Gyu-Man Kim, and Dawn An. 2023. "Degradation Feature Extraction Method for Prognostics of an Extruder Screw Using Multi-Source Monitoring Data" Sensors 23, no. 2: 637. https://doi.org/10.3390/s23020637