
Security Framework for Network-Based Manufacturing Systems with Personalized Customization: An Industry 4.0 Approach

 , ,
, ,  , , , and
, , , and 
Abstract
:1. Introduction
1.1. Research Gap
1.2. Novelty and Contributions
- We propose a framework for SMIS that incorporates a newly personalized customization factory.
- We propose a secure IoT-enabled NBMS against the black hole attack, using NTRUEncrypt cryptography and the AODV routing protocol.
- We enable manufacturing firms to implement secure IoT-enabled subtractive and additive manufacturing via MiRs.
- We simulate the network using NS2 to evaluate three different networks: the healthy network, malicious network, and an NTRUEncrypt-secured network.
1.3. Paper Organization
2. Related Work
3. Methodology
3.1. Framework for SMS and SMIS
3.1.1. Framework for a Newly Personalized Customization Factory
- 1.
- Extension of the H-P1 layer.Advanced design and simulation tools play a prominent role in the product design process for a newly personalized customization process. The tools participating in this context are shown in Figure 4a. Autodesk Fusion 360 is a cloud-based CAD, CAM, and CAE tool that is used for the 3D modeling and manufacturing of products. It enables designers to test different design iterations, such as stress analysis, motion study, and thermal analysis. Dassault Systèmes CATIA is a leading CAD/CAM/CAE software that offers a comprehensive suite of design and simulation tools, enabling designers to create and test complex, customizable products for personalized manufacturing. Siemens NX is a computer-aided design (CAD)/computer-aided manufacturing (CAM)/computer-aided engineering (CAE) tool that helps designers to test and optimize the design for different parameters, such as strength, durability, and thermal performance. It accomplishes the required task by using advanced simulation functionalities. Dassault Systèmes SOLIDWORKS is a CAD package that assembles simulation capabilities to conduct various analyses under necessary factors. Finite element analysis (FEA), computational fluid dynamics (CFD), and fatigue studies are examples of these analyses. As a result, it is regarded as a reliable software option for product design. PTC Creo Parametric and Creo Simulate are CAD software programs that help designers create and modify intricate product designs by providing a wide range of simulation tools. Moreover, designers can conduct various assessments of products, such as structural, thermal, and vibrational properties. This results in enhancing the efficiency and reliability of the entire manufacturing scenario. COMSOL Multiphysics is a user-friendly software application that is used in engineering as well as science and academia. It offers two techniques for product design: virtual prototypes and multiphysics analysis. By utilizing these techniques, designers ensure the suitability and effectiveness of customized products. Altair HyperWorks is an effective CAE software tool developed by Altair Engineering. It helps designers perform various design iterations in customized manufacturing through modeling, simulation, analysis, and optimization. Altair Engineering provides these capabilities. MSC software provides a diverse range of simulation tools, including—but not limited to—MSC Nastran, Adams, and Marc, catering to various engineering disciplines and industrial sectors. Within the framework of personalized manufacturing, designers have the ability to conduct a multitude of simulations and analyses, encompassing kinematic, structural, and non-linear evaluations. Rhino3D, known as Rhinoceros 3D, is an impressive computer-aided design (CAD) program because of its powerful and adaptable free-form modeling features. Designers may create intricate parametric models using Grasshopper, a visual programming language and plugin for algorithm designs. The open-source CFD program OpenFOAM (Open Field Operation and Manipulation) has recently increased in popularity. Complex fluid flow and heat transfer problems can be simulated and analyzed using the software’s wide range of solvers and utilities.
- 2.
- Extension of the H-P2 layer.This layer, which includes the coordination of time constraints, resource allocation, and enhancements of those activities, is essential to the strategic planning of manufacturing procedures. Advanced planning and optimization technologies help production planners create and improve production schedules, which is how this is accomplished. These technologies make it easier to balance client requests, resource availability, and production capacity, satisfying the needs of individualized customization. Tools with higher levels of planning and optimization are shown in Figure 4b. A well-known enterprise resource planning (ERP) software company, SAP SE, provides the SAP Advanced Planning and Optimization (SAP APO) software solution. Planning for supply chains, production, demand, and elaborate scheduling are all aided by integrating multiple skills. The Oracle Supply Chain Management (SCM) software package includes the Oracle Advanced Supply Chain Planning (ASCP). It supports planners by providing a range of capabilities, including inventory optimization, demand planning, and supply chain planning, and eventually helps with customized personalization. IFS is a multinational company that offers a range of software solutions. IFS applications include comprehensive scheduling and planning capabilities, helping planners to enhance production efficiency by incorporating different constraints, such as customer demand, material availability, and capacity for customized goods and services. The Infor CloudSuite Industrial, also known as SyteLine, is developed by Infor. Infor is an internationally renowned enterprise that specializes in developing cloud-based enterprise software solutions. SyteLine is exclusively designed for the manufacturing industry. It helps planners to optimize the production planning scheduling of customized products by managing different factors, such as demand, capacity, and resource limitations. Kinaxis is a company that offers software for operation planning and supply chain management. The cloud-based supply chain management solution known as Kinaxis RapidResponse was created by this firm. The provision of end-to-end visibility across the supply chain enables enterprises to make better-informed decisions and respond more promptly to changes in demand or supply, especially in the context of customized personalization. Dassault Systèmes is responsible for the development of Quintiq, which is software utilized for supply chain planning and optimization. The purpose of this initiative is to aid enterprises in the effective administration and enhancement of their supply chain operations, logistics, and workforce scheduling. Demand Solutions DSX, a cloud-based program utilized for supply chain planning, was created by Demand Management, Inc. The system facilitates the optimization of production plans for customized products through the provision of demand planning, production planning, and inventory optimization capabilities, thereby enabling planners to enhance their operational efficiency. PLEX systems provide cloud-based enterprise resource planning (ERP) software to the manufacturing industry. Their flagship product, the Plex manufacturing cloud, connects and manages the manufacturing industry from the shop floor to the top floor. PlanetTogether is a company that provides advanced planning and scheduling (APS) software. It is designed to help manufacturing industries optimize their scheduling processes and production planning, improve resource utilization, enhance overall operational efficiency, and reduce lead time. LLamasoft Supply Chain Guru, developed by the Llamasoft company, is software for supply chain modeling and optimization. Industries utilize it to model, simulate, and optimize their supply chain operations. By leveraging these advanced planning and optimization tools, planners can create efficient production plans that cater to the personalized customization needs of new model factories.
- 3.
- Extension of the H-P3 layer.Advanced inventory management tools help industries monitor real-time inventory levels and automate replenishment processes to meet personalized customization. These tools are shown in Figure 5a. Fishbowl Inventory is a popular inventory management software solution primarily designed for small- and medium-sized enterprises. It integrates with QuickBooks, providing real-time tracking of inventory levels, advanced reporting, and automated reordering for better decision-making in personalized manufacturing. Oracle NetSuite is a comprehensive cloud-based business management software that includes financial management, order management, revenue management, and inventory management. System Applications and Products (SAP) in data processing is a German multinational software corporation that makes enterprise software to manage business operations and customer relations. It deals with the management of stocks, either by value or quantity, and oversees planning, entry, and documentation of all goods movements within the warehouse, to, and from it. Zoho Inventory is a cloud-based inventory management (CBIM) software designed for small- to-medium-sized enterprises. It is part of the Zoho suite of applications, which includes tools for project management, CRM, HR, and more. It helps to create and manage both sales and purchase orders and track inventory, which leads to managing the order fulfillment processes. Cin7 is a CBIM software that is designed to keep track of inventories across multiple channels and locations. It encompasses different functionalities, such as warehouse management, inventory management, and point of sale. DEAR Inventory is a renowned CBIM software that is specifically designed for small- to medium-sized enterprises. It encompasses different business software solutions for seamless operations. It helps industries to streamline and automate inventory and order management. Unleashed Software has significant importance in small- and medium-sized enterprises. It is a CBIM software that aids in managing inventory tasks. It offers a range of functionalities and features to help industries efficiently manage their streamlined operations and inventory, as well as improve overall efficiency. Infor CloudSuite Industrial is an enterprise resource planning software designed for manufacturing industries, helping them track inventory levels in real time, optimize processes, streamline operations, and improve overall performance. Odoo Inventory is a module within the Odoo ERP system that focuses on inventory management and control. It is a comprehensive inventory management software designed to help industries efficiently manage their stock levels, optimize inventory operations, streamline warehouse operations, and track inventory movements. TradeGecko is a cloud-based inventory and order management software designed for small- and medium-sized enterprises. It offers a range of functionalities and features to help industries efficiently manage their streamlined operations and inventory, as well as enhance overall efficiency.
- 4.
- Extension of the H-P4 layer.Advanced logistics management tools, such as real-time tracking systems and route optimization tools, enable industries to efficiently and cost-effectively deliver products in newly personalized customization factories. Some of these tools are shown in Figure 5b. Oracle Transportation Management (OTM) is a comprehensive transportation management software solution offered by the Oracle Corporation. It assists both shippers and logistics service providers by providing a single platform for planning, freight payment, execution, and business process automation. SAP Transportation Management (SAP TM) is a comprehensive transportation management software solution offered by SAP. This software assists various industries in strategizing, enhancing, and implementing their transportation operations. This software helps industries increase their customer service, minimize costs, and streamline logistics procedures. BluJay Solutions is an enterprise that specializes in offering software solutions for supply chain management and transportation management. This company’s solutions are designed to enhance transportation and logistics management, boost organizational efficiency through supply chain optimization, improve customer service, and enhance customer care. The Descartes Systems Group is a well-known supplier of software systems for controlling supply chains and logistics worldwide. The company provides a wide range of goods to improve the efficiency and visibility of business logistics operations. The Manhattan Associates transportation management system (TMS) is primarily recognized as the best option for managing supply chains and Omnichannel commerce. To assist businesses in enhancing customer service, streamlining transportation operations, reducing costs, and enabling more efficient deliveries, the transportation management system (TMS) was developed. The C.H. Robinson Transportation Management Center (TMC) is an international business that specializes in third-party logistics (3PL), offering logistical and transportation-related services. It aims to maximize the efficiency of transportation operations while enhancing the efficiency of supply chain operations. This company’s use of contemporary technology, its dependence on the knowledge of seasoned industry professionals, and maintenance of an extensive supplier network enable it to provide complete transportation management services, from planning to execution. The market acknowledges MercuryGate TMS as a premier provider of TMS software. Businesses may make the most of their logistics and transportation operations and improve the efficiency of their supply chain as a whole with the help of this service. JDA TMS is a notable software-based solution that simplifies the transportation and logistics tasks in supply chains. Making the methods for moving things as efficient as possible can help businesses be more productive, save money, and provide their customers with better service. By using Paragon Routing and Scheduling software, logistics operations can automate and make the process of routing and arranging vehicles much more efficient. This is possible because the software works with systems from different parts of the world. With this service, businesses can receive assistance with organizing and managing their transportation and service routes. They can use their resources more wisely and save money as a result. Route4Me allows users to access software in the cloud, which is accessible online. It was made to make it easier for users to find the best routes and run fleets of vehicles. It allows for a wide range of business plan delivery routes, allows users to make changes to current routes, and track the progress of deliveries. This makes it possible to ship personalized things in a way that is fast and cheap. With Route4Me, businesses can easily plan, handle, and control how their delivery teams are spread out. This provides them with a big edge over their competitors.
- 5.
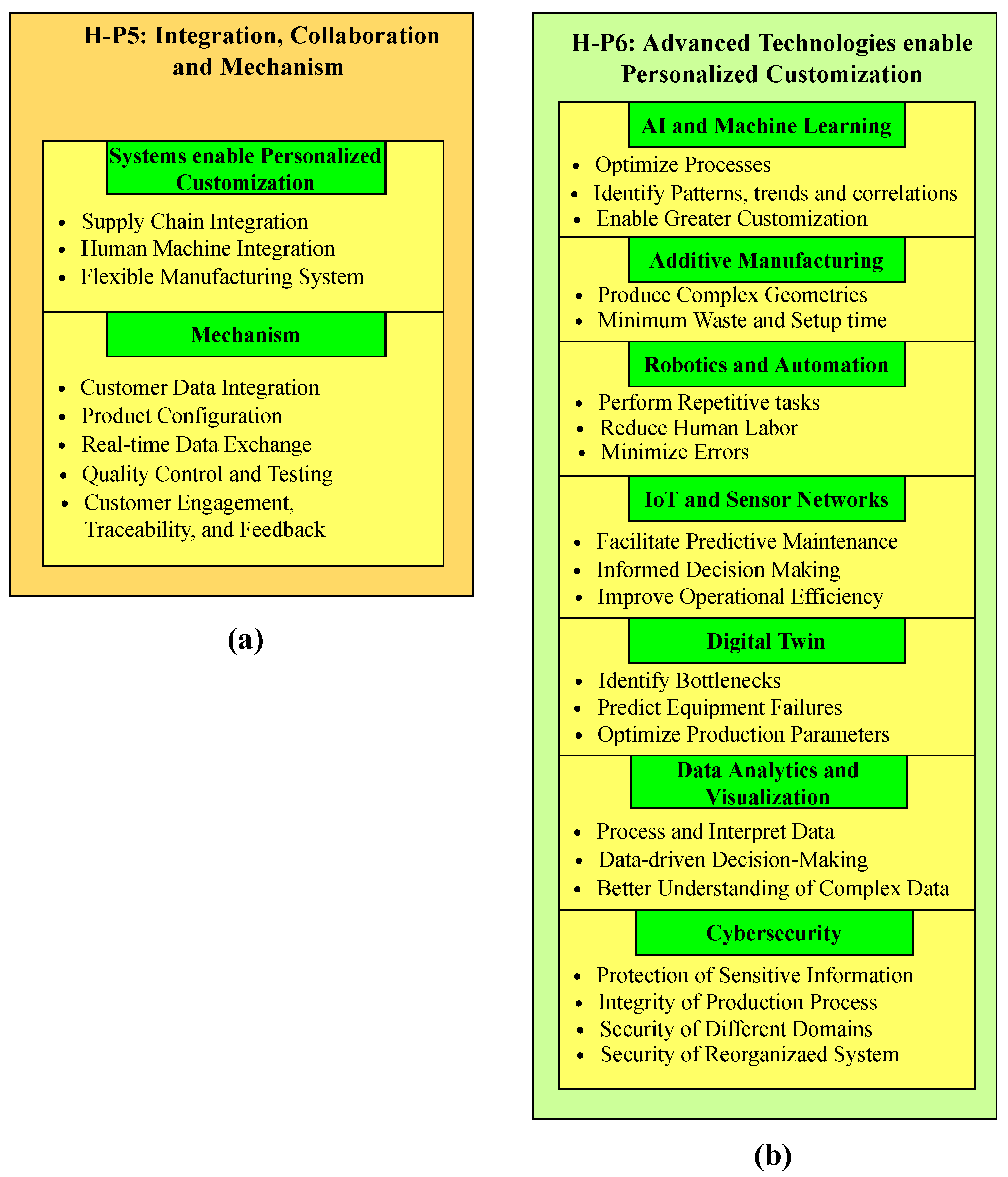
- Extension of the H-P5 layer.In this layer, the systems contribute to a newly personalized customization factory, along with the mechanism, as shown in Figure 6a. In this figure, supply chain integration connects suppliers and customers in real time, resulting in optimizing production planning, inventory management, and logistics. This integration ensures a more responsive and agile supply chain, which is capable of adapting to fluctuations in demand and minimizing lead times. Human–machine integration ensures seamless collaboration between human workers and machines, which leads to more adaptable and efficient production processes. Human workers provide problem-solving, creativity, and oversight, while machines handle heavy lifting and repetitive tasks. A flexible manufacturing system (FMS) allows for the quick and efficient reconfiguration of production lines to accommodate variations in product specifications. An FMS enables greater adaptability and customization in response to customer needs. The mechanism of personalized customization for a new model factory contains the following steps.
- Customer data integration: Customers share their requirements or preferences, such as materials, colors, sizes, or any other entity, through various sources. These channels may include online interfaces, configurators, CRM (customer relationship management) systems, or direct contact with the manufacturer. After analyzing data, digital product models are generated.
- Product configuration: After collecting customer data, the newly personalized customization factory offers product configurations based on individual needs. Customization options are guided by the firm’s production capabilities and constraints; customers can customize their required products by choosing different options, like the size, color, feature, and material.
- Real-time data exchange: The newly personalized customization factory integrates and exchanges data from production systems, customer orders, and supply chain partners to facilitate seamless communication throughout the manufacturing ecosystem. Manufacturers can obtain different information, like production status, resource allocation, and material availability by connecting various production stages.
- Quality control and testing: Quality parameters can be tracked through sensors and monitoring systems to identify flaws or deviations. In this way, quality control measures are deployed throughout manufacturing to ensure that the personalized products meet the desired quality standards and customer requirements.
- Customer engagement, traceability, and feedback: The newly personalized customization factory allows manufacturers to engage customers by offering delivery updates and personalized notifications. This factory also offers technologies, like barcodes and RFID tags, to trace the customized products throughout the manufacturing process to enable customers with real-time updates and transparency. Even after the sale, these interactive interfaces for customization help introduce new features or functionalities based on customer feedback.
- 6.
- Extension of the H-P6 layer.Advanced technologies contribute significantly to newly personalized customization factories. Some of these technologies will be discussed, as shown in Figure 6b. Artificial intelligence (AI) and machine learning (ML) enable the system to analyze a vast amount of data from the factory floor, optimize processes, identify patterns, trends, and correlations, enable greater customization of products, and maintain high levels of quality and efficiency. Additive manufacturing, also known as 3D printing, helps to produce complex geometries with minimal waste and setup times. It is well-suited for the production of personalized products, as it can create unique products without the need for expensive molds or tooling. Robotics and automation deploy industrial robots and automated systems to perform repetitive tasks with high speed and precision, reducing labor tasks and minimizing errors. IoT and sensor networks help to gather and transmit real-time data from the factory floor, facilitating predictive maintenance, informing decision-making, and improving operational efficiency. Digital twin creates a virtual replica of the manufacturing process for real-time monitoring, analysis, and optimization. It helps to identify bottlenecks, predict equipment failures, and enhance efficiency by optimizing production parameters. Data analytics interprets and processes data from different sources, enabling data-driven decision-making. Visualization tools help decision-makers to better understand complex data and make informed choices accordingly. Cybersecurity has significant importance in the newly personalized customization factory. As the new factory relies heavily on data exchange and interconnected systems, a robust cybersecurity strategy is mandatory to protect sensitive and confidential information and maintain the integrity of the production process. Moreover, the security of different domains is essential to extend the framework as discussed below.
- (a)
- Physical security: The physical security of an IoT-enabled manufacturing system contains the following aspects.
- Device hardening: The devices within the manufacturing system need to be physically robust, tamper-proof, and secure enclosures. It will prevent the system from intentional physical attacks and protect against environmental factors, such as moisture, dust, or temperature changes.
- Physical access control: Robust access control mechanism is necessary to secure manufacturing facility access. It may contain biometric identification systems, key cards, access codes, and security personnel to limit access to authorized personnel only. In addition, data servers and sensitive equipment should be kept in safe and secure locations.
- Device location and tracking: To prevent unauthorized removal, it is essential to have the physical locations of all devices within the manufacturing ecosystem. For that purpose, devices are engaged with GPSs or other tracking technologies to permit monitoring and tracking at any time.
- Proper disposal and decommissioning: Devices that are not in use must be disposed of securely to avoid data leakage.
- Monitoring and surveillance tools: Installing monitoring and surveillance tools, such as CCTV cameras, motion detectors, and intrusion detection sensors, enable the system to detect tampering with IoT devices and unauthorized access to the manufacturing facility.
- Redundancy and resilience: A contingency plan must be available due to any physical attack to back up the critical system and data.
- (b)
- Application security: The application security of an IoT-enabled manufacturing system possesses the following aspects.
- Secure coding practices: Secure coding practices must be implemented during application security development. These practices may include input validation, coding standards, proper error handling, and least privilege principles to lessen the effects of vulnerabilities caused by attackers.
- Security testing and code reviews: Regular and comprehensive testing and code reviews must be conducted to identify security flaws, vulnerabilities, or design weaknesses in the applications. This can be done using techniques like static application security testing (SAST), dynamic application security testing (DAST), manual code reviews, and third-party security assessments.
- Authentication and authorization: Robust authentication mechanisms should be implemented to authenticate users and devices and to ensure that only legitimate users can access the features or data. It may include techniques like two-factor authentication, username/password authentication, digital certificates, and role-based access control.
- Secure deployment and maintenance practices: Before putting them into production, secure deployment practices should be implemented to ensure that the applications are correctly hardened and configured. The process of regular updating helps to secure from malicious updates.
- Application programming interface (API) security: IoT-enabled manufacturing systems depend heavily on APIs for communication between devices and applications. It is vital to secure APIs; the security techniques involved include input validation, rate limiting, and secure API gateways.
- (c)
- Device security: Device security is a critical aspect that ensures the system’s overall security; it has the following key aspects.
- Hardware security: IoT devices must be designed with hardware that enables security features. It may include crypto accelerators, tamper-proofing, secure boot mechanisms, and hardware random number generators.
- Device authentication: Before communication starts, to join the network, the devices must authenticate and have unique identities. This may involve certificates or other forms of robust authentication.
- Firmware and software integrity: The integrity of device firmware and software must be ensured to avoid unauthorized access or tampering. It may involve secure boot mechanisms, digital signatures, or checksums to validate the authenticity and integrity of firmware updates. Firmware updates must be appropriately signed and encrypted to avoid installing malicious software.
- Least privilege principle: Careful considerations are required while using the devices and their applications. These must operate using the least privilege principle, depending on the functions, to prevent the security breach’s potential damage.
- Anomaly detection: Devices should be monitored regularly to prevent security issues, such as unexpected traffic flow or changes in power usage.
The security of IoT-enabled manufacturing systems is necessary due to their interconnectedness and potential vulnerabilities to provide the integrity of industrial operations and ensure the safety of the manufacturing ecosystem. In order to guarantee the security of the reorganized system due to customized operations, the following security measures must be implemented.- Data encryption: The confidential data should be encrypted during transmission to avoid tampering or unauthorized access.
- Access control: Role-based access control mechanisms and identity management protocols are introduced to only provide authorized personnel access. By doing so, only authorized personnel can interact with or modify the system.
- Regular audits: To identify and tackle vulnerabilities in the system, regular audits are mandatory.
- Device authentication: Before communicating within the network, IoT devices must be authenticated to prevent unauthorized devices from intervening. Robust authentication mechanisms are used for this purpose.
- Intrusion detection and monitoring: Any unusual or malicious activities within the manufacturing system can be detected by real-time monitoring tools and intrusion detection systems. This will mitigate security issues and promote timely responses.
- Security updates and patches: The manufacturing system containing IoT devices and sensors must be regularly updated and securely configured with patches to fix any security loopholes and protect against the latest threats.
3.1.2. Framework for a Network-based Manufacturing System
3.2. System Model
3.3. Network Model
3.4. Effect of the Black Hole Attack in the IoT-Enabled AODV Network
3.5. NTRUEncrypt Cryptography
- N: Degree Parameter.
- : Spaces for private keys (private keys are chosen from these sets of small polynomials).
- : Small and large moduli.
- : Space for plaintext (set of polynomials representing encryptable messages).
- : Space for the blinding value (the temporary blinding value used for encryption from this set of polynomials).
- Center: Centering method (performs mod ’q’ reduction during decryption).
- i.
- Generate polynomials g and f randomly in and .
- ii.
- Take the inverse of f in to obtain , and the inverse of f in to obtain , making sure that g is invertible in .
- iii.
- Create as the private key and as the public key.
- i.
- Choose a small polynomial randomly, such that .
- ii.
- Compute , called ciphertext.
- i.
- Compute , where the center decreases its input into the interval .
- ii.
- Retrieve m by computing , where , using and . Hence, after suitable choices of parameters and the centering operation, the term disappears and .
3.6. System Setup
NTRUEncrypt-Secured IoT-Enabled NBMS
3.7. Computational Complexity
3.8. Simulation Setup
3.9. Experimental Model
4. Evaluation Metrics
4.1. Throughput (TP)
4.2. Goodput
4.3. E2E Delay
4.4. Packet Delivery Ratio
5. Results and Discussion
5.1. Instantaneous Throughput
5.1.1. Healthy Network
5.1.2. Malicious Network
5.1.3. NTRUEncrypt-Secured Network
5.2. Instantaneous Goodput
5.2.1. Healthy Network
5.2.2. Malicious Network
5.2.3. NTRUEncrypt-Secured Network
5.3. Average E2E Delay
5.4. Average Throughput
5.5. Packet Delivery Ratio
5.6. Performance Comparison under Different Workloads
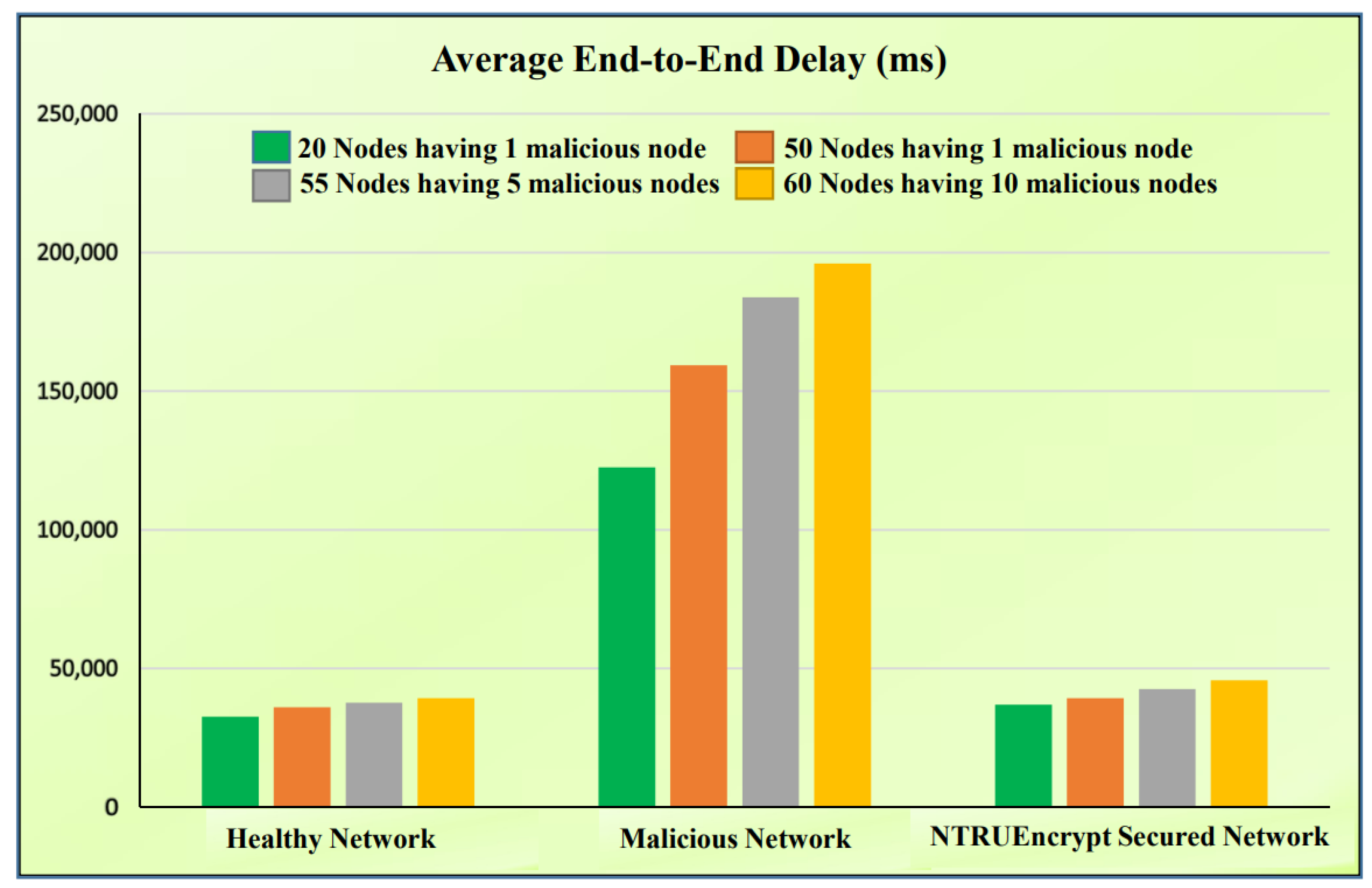
5.6.1. Average E2E Delay
- 1.
- A total of 50 normal nodes and 1 malicious node.
- Healthy network: Figure 17 shows that the E2E delay in the 50-node scenario is higher than the 20-node scenario. This is due to the addition of nodes leading to potentially longer paths and increased contention.
- Malicious network: The delay in the 50-node scenario increases when compared to the 20-node case because an increasing number of nodes can amplify the disruption effect of the malicious node, and the malicious node in a more extensive network impacts more routes. It results in increased delay due to rerouting.
- The NTRUEncrypt-secured network: The delay in the 50-node scenario increases compared to the 20-node scenario because the protective mechanism prevents rerouting delays caused by a malicious node, but the cryptographic overhead from NTRUEncrypt could introduce some additional delay.
- 2.
- A total of 50 normal nodes and 5 malicious nodes.
- Healthy network: Figure 17 shows that the E2E delay in the 50-node scenario is higher than the 20-node scenario because increasing the number of nodes means more hop counts for a packet to traverse, resulting in more delay.
- Malicious network: In high-density scenarios, the delay increases compared to the 20-node case. With five black hole-attacking nodes, there is a higher chance for routes to be compromised, causing packets to reroute and subsequently leading to higher delays.
- The NTRUEncrypt-secured network: The 50-node delay increases compared to the 20-node scenario because of the cryptographic processing overhead from NTRUEncrypt; the need for potentially frequent route discoveries due to the presence of black hole nodes can increase delay, even if the protection mechanism avoids some rerouting.
- 3.
- A total of 50 normal nodes and 10 malicious nodes.
- Healthy network: Figure 17 shows that the E2E delay in the 50-node network is higher compared to the 20-node scenario because the denser network can result in longer paths and more chances of communication congestion, leading to higher E2E delay.
- Malicious network: A higher-density delay is potentially much higher than in the 20-node case. This is because the ten black hole nodes will disrupt the network, causing frequent rerouting and more extended path discoveries. It also means higher chances of packets encountering malicious routes, leading to a substantial delay.
- In the NTRUEncrypt-secured network, the delay increases in high density compared to the 20-node setup due to the cryptographic overhead from NTRUEncrypt.
5.6.2. Average Throughput
- 1.
- A total of 50 normal nodes and 1 malicious node.
- Healthy network: It can be observed from Figure 18 that, in the 50-node case, the throughput decreases slightly compared to the 20-node case. This is because of the increased overhead of route discoveries. Moreover, a higher number of nodes can produce more traffic and cause channel contention, leading to collisions and retransmissions.
- Malicious network: The figure shows that throughput decreases because the black hole-attack node still adversely affects the network. The malicious node will drop packets, but its impact might be slightly diluted in a larger network.
- The NTRUEncrypt-secured network: The throughput decreases due to cryptographic overhead. However, this value is not far away from the healthy network. Cryptographic processing reduces the throughput, even though NTRUEncrypt cryptography ensures fewer packets are lost to the black hole-attack node compared to the malicious network.
- 2.
- A total of 50 normal nodes and 5 malicious nodes.
- Healthy network: Figure 18 shows that throughput decreases in the 50-node scenario compared to the 20-node scenario. This is due to the increased overhead of route discoveries; the increasing node numbers cause high communication congestion and collisions.
- Malicious network: The throughput decreases drastically compared to the 20-node malicious network case because the five black hole-attacking nodes will drop more packets, reducing the throughput.
- The NTRUEncrypt-secured network: The throughput decreases due to the processing overhead of the NTRUEncrypt cryptography.
- 3.
- A total of 50 normal nodes and 10 malicious nodes.
- Healthy network: Figure 18 shows that throughput decreases with the increasing number of normal and malicious nodes. This is because more nodes generate more traffic, leading to channel contention, packet collision, and retransmission.
- Malicious network: The throughput decreases severely because the increase in the number of black hole-attack nodes causes more packet drops, degrading the throughput.
- The NTRUEncrypt-secured network: The throughput decreases due to the computational overhead and complexities in the dense network.
5.6.3. Average PDR
- 1.
- A total of 50 normal nodes and 1 malicious node.
- Healthy network: Figure 19 shows that PDR decreases with the increase in nodes due to potential congestion and more collision chances. As the network grows denser, the potential for packet drops due to congestion increases.
- Malicious network: The PDR decreases because the black hole node compromises more routes and drops many packets. However, its relative impact might be lessened in a more extensive network.
- The NTRUEncrypt-secured network: The overhead from cryptography processing reduces the PDR compared to the 20-node secured network.
- 2.
- 50 normal nodes and 5 malicious nodes
- Healthy network: Figure 19 shows that the PDR decreases with the rise in node numbers, resulting in increased communication congestion and collisions. This congestion leads to channel contention, causing more packets to be dropped.
- Malicious network: The PDR in the 50-node scenario decreased compared to the 20-node malicious network case due to the high number of black hole-attacking nodes flooding the network and dropping more packets.
- The NTRUEncrypt-secured network: The PDR decreases compared to the healthy network because even if the protection mechanism efficiently prevents black hole attacks, cryptographic processing and any potential inefficiencies in the mechanism lessen the PDR.
- 3.
- The 50 normal nodes and 10 malicious nodes.
- Healthy network: Figure 19 shows that as node numbers increase, the PDR decreases. In areas of high density, the competition for medium access surges, causing packet collisions. Consequently, the PDR reduces.
- Malicious network: Adding black hole-attack nodes intensifies the PDR reduction in the 50-node scenario compared to the 20-node scenario.
- The NTRUEncrypt-secured network: The PDR is reduced compared to a healthy network due to cryptographic overhead and complexities in the proposed algorithm.
5.7. Critical Discussion
5.8. Significance of the Proposed Framework and Security Methods
5.8.1. Relationships between the Proposed Framework and Security Methods
- Physical security: Pertains directly to the CNC machines and mobile industrial robots, ensuring that they are free from physical tampering or unauthorized access.
- Application security: It focuses on the software running on all the devices of NBMS to ensure that the applications governing their operations are free from threats.
- Network security: It focuses on secure data transmission within the NBMS while communicating remotely. Device security: It ensures that the communications of all devices of NBMS are authenticated and that data integrity is maintained.
5.8.2. Enhancement or Simplification of the Achievement of Security Requirements
5.8.3. Guaranteeing Security under Personalized Customization
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Global | ||
|---|---|---|
| Industry | Company | Country |
| BMW | Germany | |
| Automotive | Ford Motor | United States |
| Toyota Motor Corporation | Japan | |
| Siemens | Germany | |
| Electronic | Apple Inc. | United States |
| Samsung Electronics Co. Ltd | South Korea | |
| PepsiCo | United States | |
| Food and Beverage | Nestle S.A | Switzerland |
| The Coca-Cola | United States | |
| Airbus | France | |
| Aerospace | Boeing | United States |
| Northrop Grumman Corporation | United States | |
| Pfizer Inc. | United States | |
| Healthcare | Johnson & Johnson | United States |
| Novartis International AG | Switzerland | |
| Local (Pakistan) | ||
|---|---|---|
| Industry | Company | City |
| Honda Atlas Cars (Pakistan) Limited | Kasur | |
| Automotive | Pak Suzuki Motor Company Limited | Rawalpindi |
| Indus Motor Company Limited (Toyota) | Karachi | |
| Nishat Mills Limited | Lahore | |
| Textile | Gul Ahmed Textile Mills Limited | Karachi |
| Faisal Spinning Mills Limited | Karachi | |
| Nestle Pakistan Limited | Lahore | |
| Food and Beverage | Engro Foods Limited | Karachi |
| Mitchell’s Fruit Farms Limited | Lahore | |
| Packages Limited | Islamabad | |
| Plastic | Engro Polymer & Chemicals Limited | Karachi |
| Master Group of Industries | Lahore | |
| GlaxoSmithKline Pakistan Limited | Karachi | |
| Healthcare | Searle Pakistan Limited | Karachi |
| LCI Pakistan Limited | Karachi | |
References
- Efthymiou, O.K.; Ponis, S.T. Industry 4.0 technologies and their impact in contemporary logistics: A systematic literature review. Sustainability 2021, 13, 11643. [Google Scholar] [CrossRef]
- Cordeiro, R.F.; Reis, L.P.; Fernandes, J.M. A hierarchical model for industry 4.0 concepts. RAM Rev. Adm. Mackenzie 2023, 24, 11643. [Google Scholar] [CrossRef]
- Saxena, A.; Singh, R.; Gehlot, A.; Akram, S.V.; Twala, B.; Singh, A.; Montero, E.C.; Priyadarshi, N. Technologies Empowered Environmental, Social, and Governance (ESG): An Industry 4.0 Landscape. Sustainability 2022, 15, 309. [Google Scholar] [CrossRef]
- Fuertes, G.; Zamorano, J.; Alfaro, M.; Vargas, M.; Sabattin, J.; Duran, C.; Ternero, R.; Rivera, R. Opportunities of the technological trends linked to Industry 4.0 for achieve sustainable manufacturing objectives. Sustainability 2022, 14, 11118. [Google Scholar] [CrossRef]
- Kumar, R.; Rani, S.; Awadh, M.A. Exploring the application sphere of the internet of things in industry 4.0: A review, bibliometric and content analysis. Sensors 2022, 22, 4276. [Google Scholar] [CrossRef] [PubMed]
- Tanveer, M.; Badshah, A.; Alasmary, H.; Chaudhry, S.A. CMAF-IIoT: Chaotic map-based authentication framework for Industrial Internet of Things. Internet Things 2023, 23, 100902. [Google Scholar] [CrossRef]
- Cañas, H.; Mula, J.; Campuzano-Bolarín, F.; Poler, R. A conceptual framework for smart production planning and control in Industry 4.0. Comput. Ind. Eng. 2022, 173, 108659. [Google Scholar] [CrossRef]
- Lemos, J.; Gaspar, P.D.; Lima, T.M. Individual Environmental Risk Assessment and Management in Industry 4.0: An IoT-Based Model. Appl. Syst. Innov. 2022, 5, 88. [Google Scholar] [CrossRef]
- Chen, T.A.; Chen, S.C.; Tang, W.; Chen, B.T. Internet of Things: Development intelligent programmable IoT controller for emerging industry applications. Sensors 2022, 22, 5138. [Google Scholar] [CrossRef]
- Mori, H.; Kundaliya, J.; Naik, K.; Shah, M. IoT technologies in smart environment: Security issues and future enhancements. Environ. Sci. Pollut. Res. 2022, 29, 47969–47987. [Google Scholar] [CrossRef]
- Suo, H.; Wan, J.; Zou, C.; Liu, J. Security in the Internet of Things: A review. In Proceedings of the 2012 International Conference on Computer Science and Electronics Engineering, IEEE, Hangzhou, China, 23–25 March 2012; Volume 3, pp. 648–651. [Google Scholar]
- De Farias Medeiros, D.; de Souza, C.P.; de Carvalho, F.B.S.; Lopes, W.T.A. Energy-Saving Routing Protocols for Smart Cities. Energies 2022, 15, 7382. [Google Scholar] [CrossRef]
- Ullah, S.; Abbas, G.; Waqas, M.; Abbas, Z.H.; Halim, Z. Multi-hop emergency message dissemination through optimal cooperative forwarder in grid-based 5G-VANETs. J. Ambient. Intell. Humaniz. Comput. 2023, 14, 4461–4476. [Google Scholar] [CrossRef]
- Buerkle, A.; Eaton, W.; Al-Yacoub, A.; Zimmer, M.; Kinnell, P.; Henshaw, M.; Coombes, M.; Chen, W.H.; Lohse, N. Towards industrial robots as a service (IRaaS): Flexibility, usability, safety and business models. Robot. Comput. Integr. Manuf. 2023, 81, 102484. [Google Scholar] [CrossRef]
- Grau, A.; Indri, M.; Bello, L.L.; Sauter, T. Industrial robotics in factory automation: From the early stage to the Internet of Things. In Proceedings of the 43rd Annual Conference of the IEEE Industrial Electronics Society (IEEE IECON 2017), Beijing, China, 29 October–1 November 2017; pp. 6159–6164. [Google Scholar]
- Nardello, M.; Møller, C.; Gøtze, J. The industry 4.0 Journey: Start the learning journey with the reference architecture model industry 4.0. In Proceedings of the 15th International CEUR Workshop on Treebanks and Linguistic Theories (TLT15), Bloomington, IN, USA, 20–21 January 2017; Volume 1898. [Google Scholar]
- Yli-Ojanperä, M.; Sierla, S.; Papakonstantinou, N.; Vyatkin, V. Adapting an agile manufacturing concept to the reference architecture model industry 4.0: A survey and case study. J. Ind. Inf. Integr. 2019, 15, 147–160. [Google Scholar] [CrossRef]
- Industrie 4.0. Available online: https://www.plattform-i40.de/IP/Navigation/EN/Home/home.html (accessed on 16 August 2023).
- Hosseini, A.M.; Sauter, T.; Kastner, W. Towards adding safety and security properties to the Industry 4.0 Asset Administration Shell. In Proceedings of the 17th IEEE International Conference on Factory Communication Systems (WFCS), IEEE, Linz, Austria, 9–11 June 2021; pp. 41–44. [Google Scholar]
- Ustok, R.F.; Baktir, A.C.; Biyar, E.D. Asset Administration Shell as an Enabler of Intent-Based Networks for Industry 4.0 Automation. In Proceedings of the IEEE 27th International Conference on Emerging Technologies and Factory Automation (ETFA), IEEE, Stuttgart, Germany 6–9 September 2022; pp. 1–8. [Google Scholar]
- Hosseini, A.M.; Sauter, T.; Kastner, W. A safety and security reference architecture for asset administration shell design. In Proceedings of the IEEE 18th International Conference on Factory Communication Systems (WFCS), IEEE, Pavia, Italy, 27–29 April 2022; pp. 1–8. [Google Scholar]
- Meier, D.; Vogl, J.; Kohnhäuser, F.; Beyerer, J. Secure Provisioning of OPC UA Applications Using the Asset Administration Shell. In Proceedings of the IEEE 17th Conference on Industrial Electronics and Applications (ICIEA), IEEE, Chengdu, China, 16–19 December 2022; pp. 144–149. [Google Scholar]
- Kumar, R.J.A.; Titus, S.; Janet, B. A Review of Neuromorphic Computing: A Promising Approach for the IoT-Based Smart Manufacturing. In Enterprise Digital Transformation: Technology, Tools, and Use Cases; CRC Press: Boca Raton, FL, USA, 2022; pp. 225–249. [Google Scholar]
- Zhang, X.; Ming, X. Reference subsystems for Smart Manufacturing Collaborative System (SMCS) from multi-processes, multi-intersections and multi-operators. Enterp. Inf. Syst. 2020, 14, 282–307. [Google Scholar] [CrossRef]
- Varela, M.L.; Putnik, G.D.; Manupati, V.K.; Rajyalakshmi, G.; Trojanowska, J.; Machado, J. Integrated process planning and scheduling in networked manufacturing systems for I4. 0: A review and framework proposal. Wirel. Netw. 2021, 27, 1587–1599. [Google Scholar] [CrossRef]
- Tuptuk, N.; Hailes, S. Security of smart manufacturing systems. J. Manuf. Syst. 2018, 47, 93–106. [Google Scholar] [CrossRef]
- Verma, A.; Saha, R.; Kumar, N.; Kumar, G. A detailed survey of denial of service for IoT and multimedia systems: Past, present and futuristic development. Multimed. Tools Appl. 2022, 81, 19879–19944. [Google Scholar] [CrossRef]
- Ullah, S.; Abbas, G.; Waqas, M.; Abbas, Z.H.; Khan, A.U. RSU assisted reliable relay selection for emergency message routing in intermittently connected VANETs. Wirel. Netw. 2023, 29, 1311–1332. [Google Scholar] [CrossRef]
- Zhang, X.; Ming, X. Further expansion from Smart Manufacturing System (SMS) to Smart Manufacturing Implementation System (SMIS): Industrial application scenarios and evaluation. Int. J. Adv. Manuf. Technol. 2021, 115, 3791–3809. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, L.; Sheng, G.; Lu, X.; Ming, X. An innovation service system and personalized recommendation for customer-product interaction life cycle in smart product service system. J. Clean. Prod. 2023, 398, 136470. [Google Scholar] [CrossRef]
- Jinhui, X.; Yang, T.; Feiyue, Y.; Leina, P.; Juan, X.; Yao, H. Intrusion detection system for hybrid DoS attacks using energy trust in wireless sensor networks. Procedia Comput. Sci. 2018, 131, 1188–1195. [Google Scholar] [CrossRef]
- Kalkha, H.; Satori, H.; Satori, K. Preventing black hole attack in wireless sensor network using HMM. Procedia Comput. Sci. 2019, 148, 552–561. [Google Scholar] [CrossRef]
- Babaeer, H.A.; Al-Ahmadi, S.A. Efficient and secure data transmission and sinkhole detection in a multi-clustering wireless sensor network based on homomorphic encryption and watermarking. IEEE Access 2020, 8, 92098–92109. [Google Scholar] [CrossRef]
- Deshmukh-Bhosale, S.; Sonavane, S.S. A real-time intrusion detection system for wormhole attack in the RPL based Internet of Things. Procedia Manuf. 2019, 32, 840–847. [Google Scholar] [CrossRef]
- Ding, J.; Zhang, H.; Guo, Z.; Wu, Y. The DPC-based scheme for detecting selective forwarding in clustered wireless sensor networks. IEEE Access 2021, 9, 20954–20967. [Google Scholar] [CrossRef]
- Hashemi, S.; Zarei, M. Internet of Things backdoors: Resource management issues, security challenges, and detection methods. Trans. Emerg. Telecommun. Technol. 2021, 32, e4142. [Google Scholar] [CrossRef]
- Ezhilarasi, M.; Gnanaprasanambikai, L.; Kousalya, A.; Shanmugapriya, M. A novel implementation of routing attack detection scheme by using fuzzy and feed-forward neural networks. Soft Comput. 2022, 27, 4157–4168. [Google Scholar] [CrossRef]
- Li, S.; Zhao, S.; Min, G.; Qi, L.; Liu, G. Lightweight privacy-preserving scheme using homomorphic encryption in industrial Internet of Things. IEEE Internet Things J. 2021, 9, 14542–14550. [Google Scholar] [CrossRef]
- Mohsin, M.; Anwar, Z.; Zaman, F.; Al-Shaer, E. IoTChecker: A data-driven framework for security analytics of Internet of Things configurations. Comput. Secur. 2017, 70, 199–223. [Google Scholar] [CrossRef]
- Hussein, S.M.; López Ramos, J.A.; Ashir, A.M. A Secure and Efficient Method to Protect Communications and Energy Consumption in IoT Wireless Sensor Networks. Electronics 2022, 11, 2721. [Google Scholar] [CrossRef]
- Goel, A.; Sharma, D.K.; Gupta, K.D. LEOBAT: Lightweight encryption and OTP based authentication technique for securing IoT networks. Expert Syst. 2022, 39, e12788. [Google Scholar] [CrossRef]
- Bilal, A.; Hasany, S.M.N.; Pitafi, A.H. Effective modelling of sinkhole detection algorithm for edge-based Internet of Things (IoT) sensing devices. IET Commun. 2022, 16, 845–855. [Google Scholar] [CrossRef]
- Li, J.; Silva, B.N.; Diyan, M.; Cao, Z.; Han, K. A clustering based routing algorithm in IoT aware Wireless Mesh Networks. Sustain. Cities Soc. 2018, 40, 657–666. [Google Scholar] [CrossRef]
- Hammad, M.; Badshah, A.; Abbas, G.; Alasmary, H.; Waqas, M.; Khan, W.A. A Provable Secure and Efficient Authentication Framework for Smart Manufacturing Industry. IEEE Access 2023, 11, 67626–67639. [Google Scholar] [CrossRef]
- An, L.; Yang, G.H. Enhancement of opacity for distributed state estimation in cyber–physical systems. Automatica 2022, 136, 110087. [Google Scholar] [CrossRef]
- Lu, Y.; Zhu, M. Privacy preserving distributed optimization using homomorphic encryption. Automatica 2018, 96, 314–325. [Google Scholar] [CrossRef]
- Shibasaki, Y.; Iwamura, K.; Sato, K. A Communication-Efficient Secure Routing Protocol for IoT Networks. Sensors 2022, 22, 7503. [Google Scholar] [CrossRef]
- Reddy, Y.H.; Ali, A.; Kumar, P.V.; Srinivas, M.H.; Netra, K.; Achari, V.J.; Varaprasad, R. A Comprehensive Survey of Internet of Things Applications, Threats, and Security Issues. South Asian Res. J. Eng. Tech. 2022, 4, 63–77. [Google Scholar] [CrossRef]
- Salleh, N.; Kamarulhaili, H. NTRU Public-Key Cryptosystem and Its Variants: An Overview. Int. I J. Cryptol. Res. 2020, 10, 1–21. [Google Scholar]
- Hoffstein, J.; Howgrave-Graham, N.; Pipher, J.; Whyte, W. Practical lattice-based cryptography: NTRUEncrypt and NTRUSign. In The LLL Algorithm: Survey and Applications; Springer: Berlin/Heidelberg, Germany, 2009; pp. 349–390. [Google Scholar]
- Kumar, A.; Ottaviani, C.; Gill, S.S.; Buyya, R. Securing the future internet of things with post-quantum cryptography. Secur. Priv. 2022, 5, e200. [Google Scholar] [CrossRef]
- Ullah, S.; Abbas, G.; Abbas, Z.H.; Waqas, M.; Ahmed, M. RBO-EM: Reduced Broadcast Overhead Scheme for Emergency Message Dissemination in VANETs. IEEE Access 2020, 8, 175205–175219. [Google Scholar] [CrossRef]
- Martinez, F.J.; Toh, C.K.; Cano, J.C.; Calafate, C.T.; Manzoni, P. A survey and comparative study of simulators for vehicular ad hoc networks (VANETs). Wirel. Commun. Mob. Comput. 2011, 11, 813–828. [Google Scholar] [CrossRef]
- Babbar, H.; Parthiban, S.; Radhakrishnan, G.; Rani, S. A genetic load balancing algorithm to improve the QoS metrics for software defined networking for multimedia applications. Multimed. Tools Appl. 2022, 81, 9111–9129. [Google Scholar] [CrossRef]
- Alkenani, J.; Nassar, K.A. Network Monitoring Measurements for Quality of Service: A Review. Iraqi J. Electr. Electron. Eng. 2022, 18, 33–42. [Google Scholar] [CrossRef]
- Mohanty, P.; Kabat, M.R.; Emay, I.M.E. Transport protocols in wireless sensor networks. In Wireless Sensor Networks: From Theory to Applications; CRC Press: Boca Raton, FL, USA; Taylor and Francis Group: Abingdon, UK, 2013; pp. 265–305. [Google Scholar]
- Santos, G.L.; de Freitas Bezerra, D.; da Silva Rocha, E.; Ferreira, L.; Moreira, A.L.C.; Gonçalves, G.E.; Marquezini, M.V.; Recse, Á.; Mehta, A.; Kelner, J.; et al. Service function chain placement in distributed scenarios: A systematic review. J. Netw. Syst. Manag. 2022, 30, 4. [Google Scholar] [CrossRef]
- Raja Basha, A. A review on wireless sensor networks: Routing. Wirel. Pers. Commun. 2022, 125, 897–937. [Google Scholar]



















| Authors | Technique | Attack Type | Key Findings |
|---|---|---|---|
| Jinhui et al. [31] | Intrusion detection with appropriate algorithm | Hybrid DoS attacks | Enhanced detection rate of attacking nodes, increased network lifetime, reduced attack’s impact on network traffic. |
| Kalkha et al. [32] | Hidden Markov Model (HMM) algorithm | Black hole attack | Showed efficient results for a secure network in terms of packet delivery ratio, end-to-end delay, and packet drop ratio. |
| Babaeer et al. [33] | Lightweight and secure technique | Sinkhole attack | Improved performance in packet delivery ratio, delay, energy consumption, and throughput. |
| Bhosale et al. [34] | Intrusion detection system (IDS) | Wormhole attack | Identified the attacker node and attack. |
| Ding et al. [35] | Algorithm for selective forwarding attacks | Selective forwarding attack | Reduced useless steps in density peak clustering, improved detection accuracy, false detection rate < 1%. |
| Hashemi et al. [36] | Backdoor technique | Penetration attack | Helped locate IoT backdoors, detecting hacker activity; prevented unauthorized access. |
| Ezhilarasi et al. [37] | Fuzzy- and feed-forward neural networks | Multiple network layer attacks | Average detection rate of 97.8%; high computation time. |
| Li et al. [38] | Privacy-preserving technique based on homomorphic encryption | Privacy intrusion | Successful prevention of privacy intrusions, computationally efficient method. |
| Mohsin et al. [39] | Data-driven framework | IoT threat assessment | Clear demarcation of IoT configurations and assessment of threats. Important for security concerns. |
| Hussein et al. [40] | Secure key management and distribution technique | Network attacks | Improved security using the elliptic curve cryptography technique and the enhanced LEACH protocol. |
| Goel et al. [41] | Lightweight encryption and OBT-based authentication technique (LEOBAT) | Multiple network attacks | Provided efficient and fast authentication compared to DES and blowfish. |
| Bilal et al. [42] | Intrusion detection model | Sinkhole attack | Exceptional results with a detection rate of 95%. |
| Li et al. [43] | Cluster-based algorithm | Wireless mesh | Reduced end-to-end delay and enhanced internet quality |
| Hammad et al. [44] | Mutual authentication and key agreement scheme | Multiple attacks | Superior performance, secure communication, resistance against attacks. Outperformed existing schemes. |
| An et al. [45] | Two opacity-enhancing distributed algorithms | Confidentiality in CPSs | Established necessary and sufficient conditions to ensure that a secret state was opaque and estimated accuracy maintained. |
| Lu et al. [46] | Privacy-preserving distributed gradient-based algorithm | Privacy preservation | Homomorphic encryption for secure multiparty computation, identification of secure computable functions based on a control-aware definition, verified correctness and computational efficiency in power system case studies |
| Protocol | Phase | Step | Complexity |
|---|---|---|---|
| Initialize the route discovery | |||
| Propagate the route request | |||
| Process the route request | |||
| Route Discovery | Construct the route reply | ||
| AODV | Propagate the route reply | ||
| Process the route reply | |||
| Route maintenance | Propagate route error message | ||
| Process the route error message |
| Protocol | Step | Complexity |
|---|---|---|
| Key generation | ||
| NTRUEncrypt cryptography | Encryption | |
| Decryption |
| Parameters | Description |
|---|---|
| Platform | Ubuntu |
| Simulator | NS-2.35 |
| Routing Protocol | AODV |
| Channel | Wireless Channel |
| Wireless Propagation Model | Two-Ray Ground |
| Area | 1100 × 1100 m2 |
| Simulation Time | 200 s |
| MAC Type | Mac/802_11 |
| Number of Mobile Nodes | 20 |
| Node speed | 10 m/s |
| Bandwidth | 3Mbps |
| Packet size | 512 bytes |
| Number of Malicious Nodes | 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hammad, M.; Jillani, R.M.; Ullah, S.; Namoun, A.; Tufail, A.; Kim, K.-H.; Shah, H. Security Framework for Network-Based Manufacturing Systems with Personalized Customization: An Industry 4.0 Approach. Sensors 2023, 23, 7555. https://doi.org/10.3390/s23177555
Hammad M, Jillani RM, Ullah S, Namoun A, Tufail A, Kim K-H, Shah H. Security Framework for Network-Based Manufacturing Systems with Personalized Customization: An Industry 4.0 Approach. Sensors. 2023; 23(17):7555. https://doi.org/10.3390/s23177555
Chicago/Turabian StyleHammad, Muhammad, Rashad Maqbool Jillani, Sami Ullah, Abdallah Namoun, Ali Tufail, Ki-Hyung Kim, and Habib Shah. 2023. "Security Framework for Network-Based Manufacturing Systems with Personalized Customization: An Industry 4.0 Approach" Sensors 23, no. 17: 7555. https://doi.org/10.3390/s23177555