
Low-Cost Online Monitoring System for the Etching Process in Fiber Optic Sensors by Computer Vision

 , , , and
, , , and
Abstract
:1. Introduction
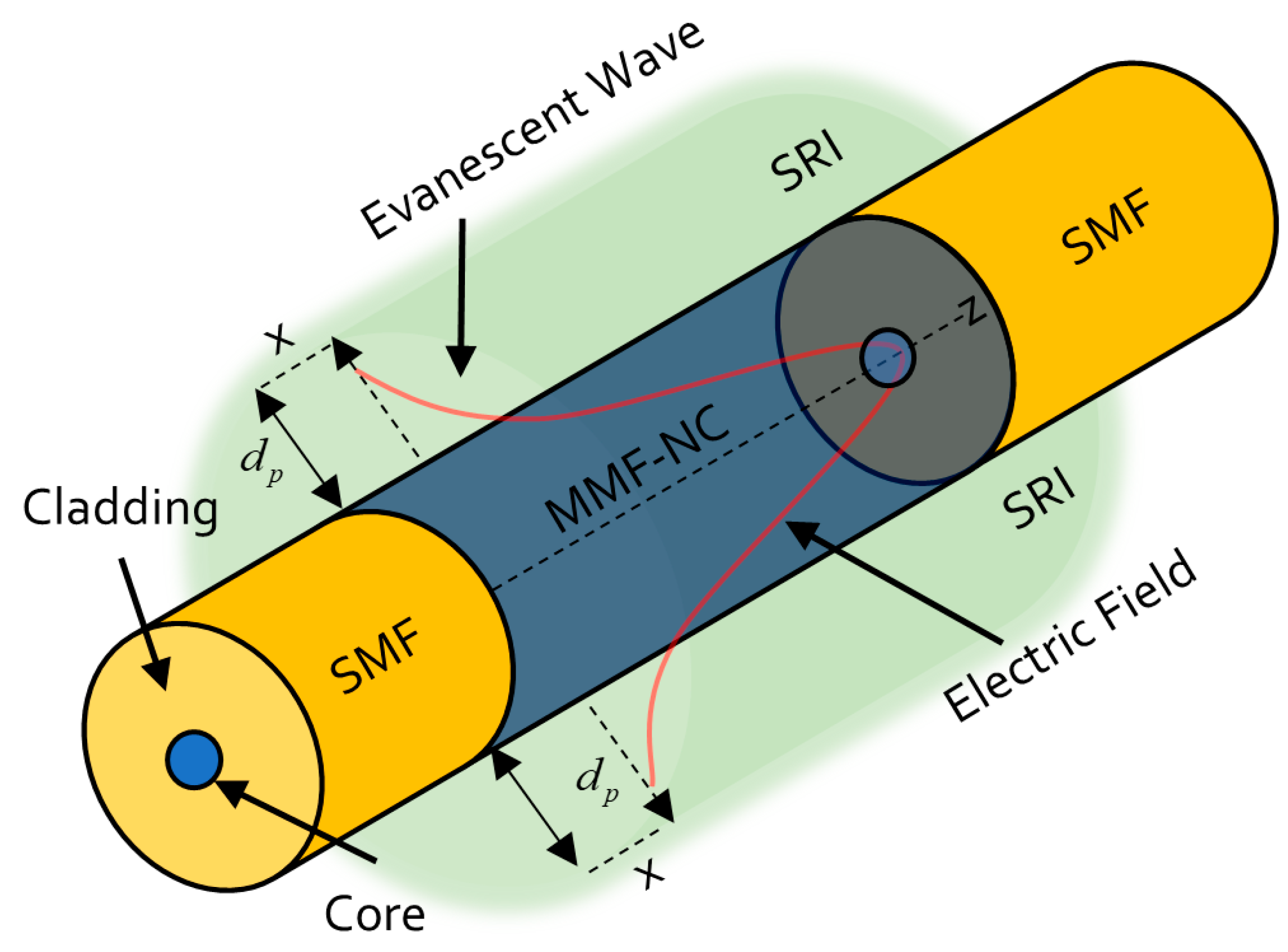
2. Theoretical Background of SMS Sensors
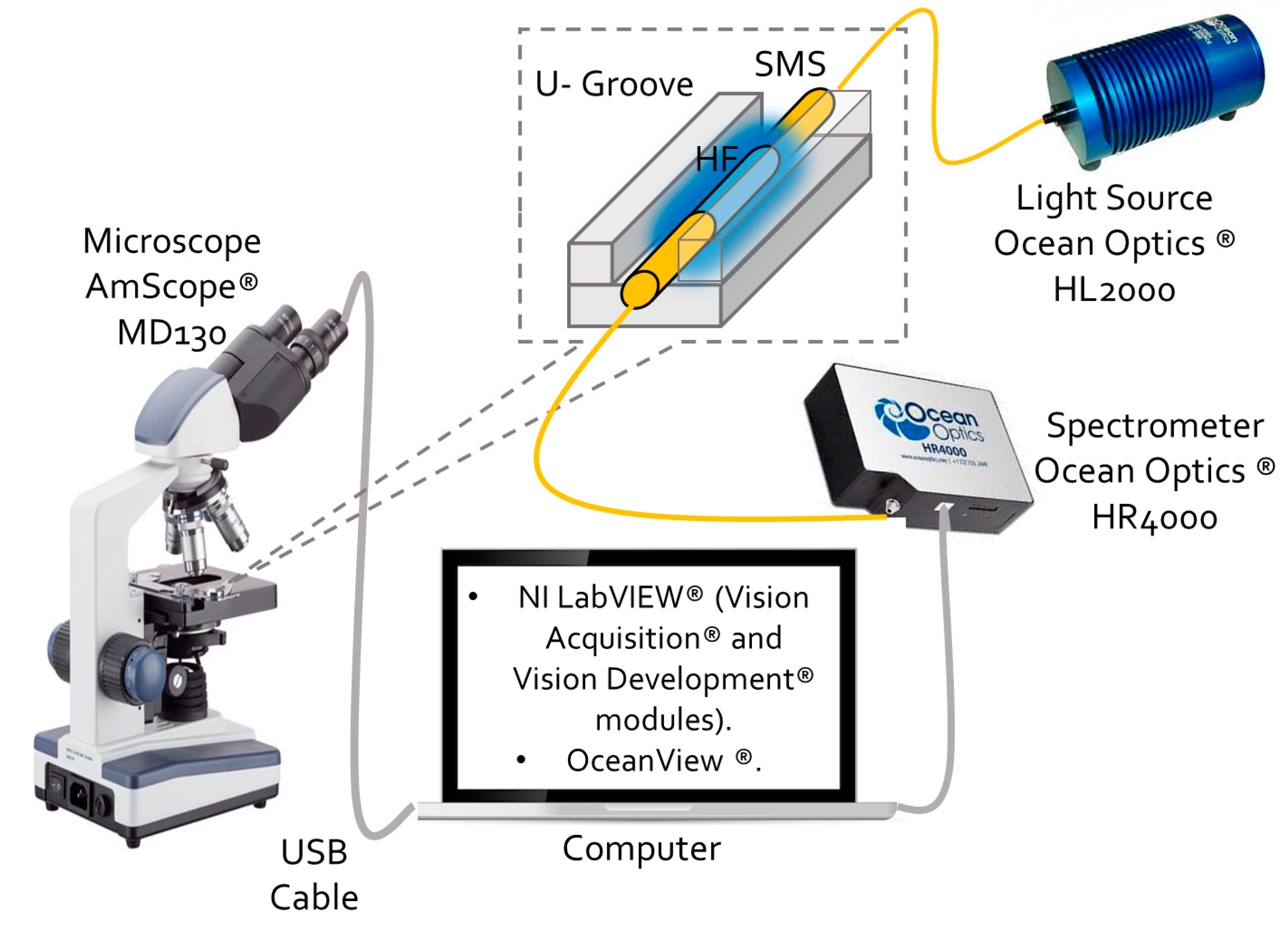
3. Materials and Methods
4. Virtual Instrumentation Design for the Online Monitoring Fiber Diameter Measurement during Etching
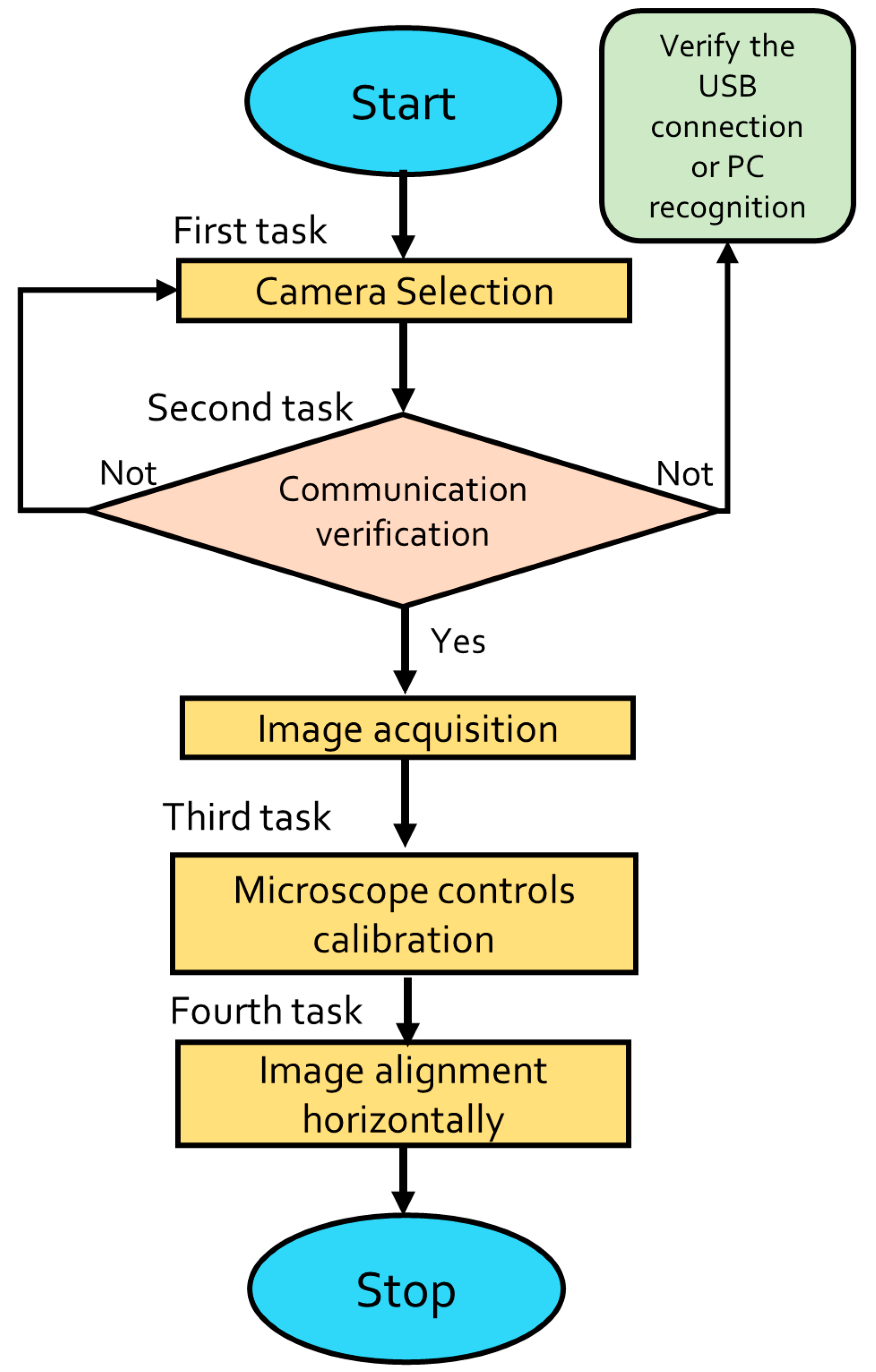
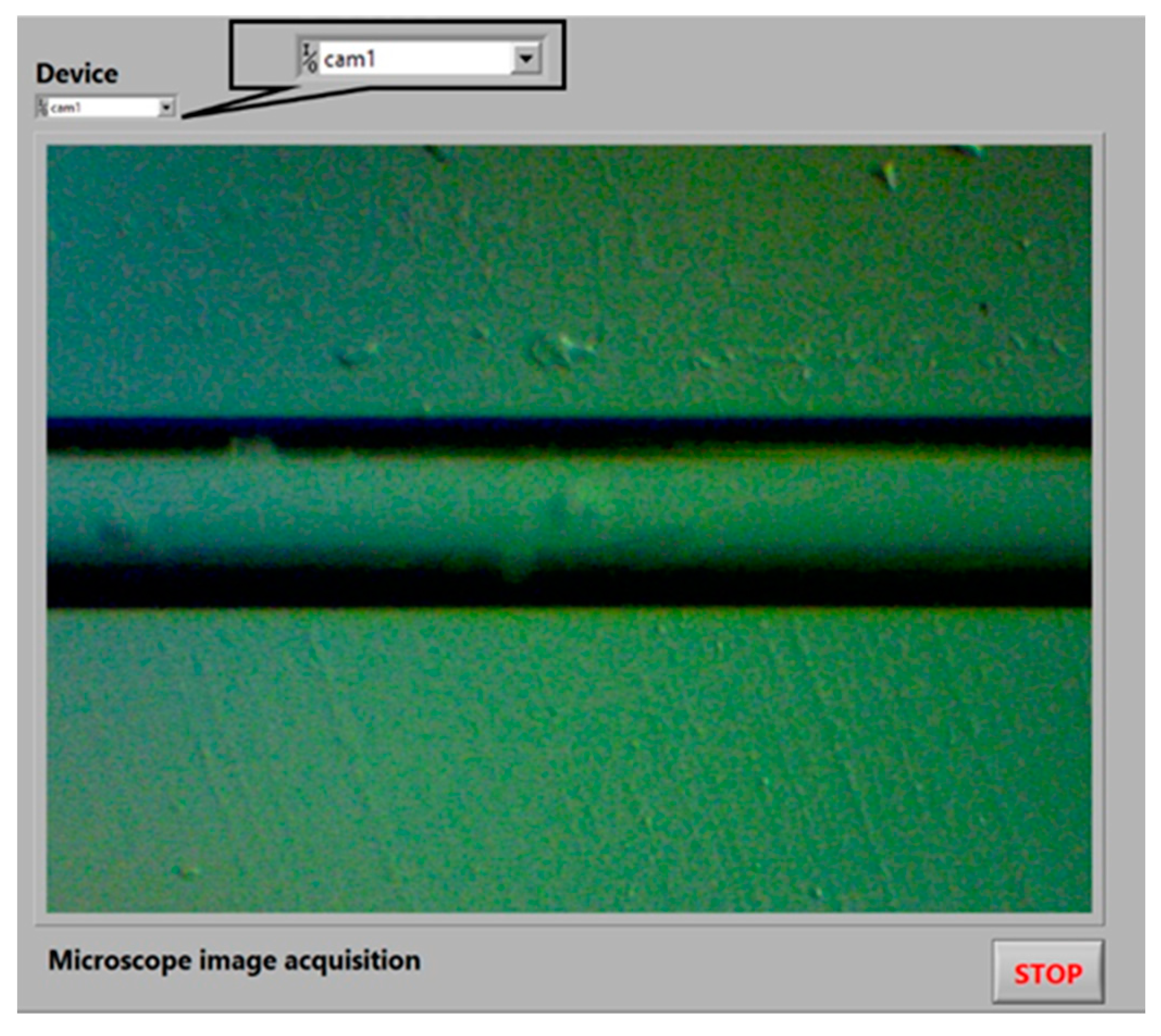
4.1. Image Acquisition Virtual Instrument
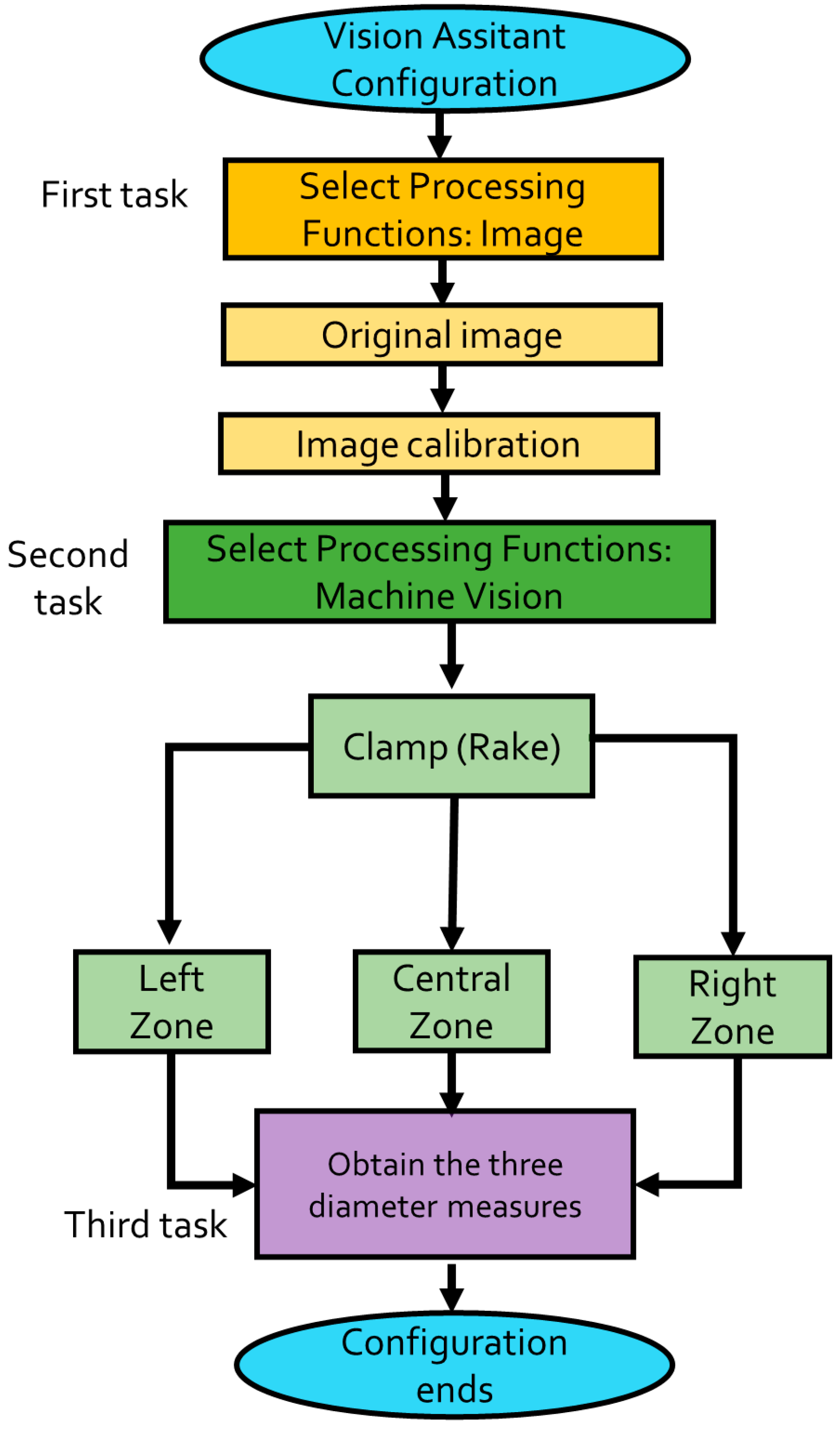
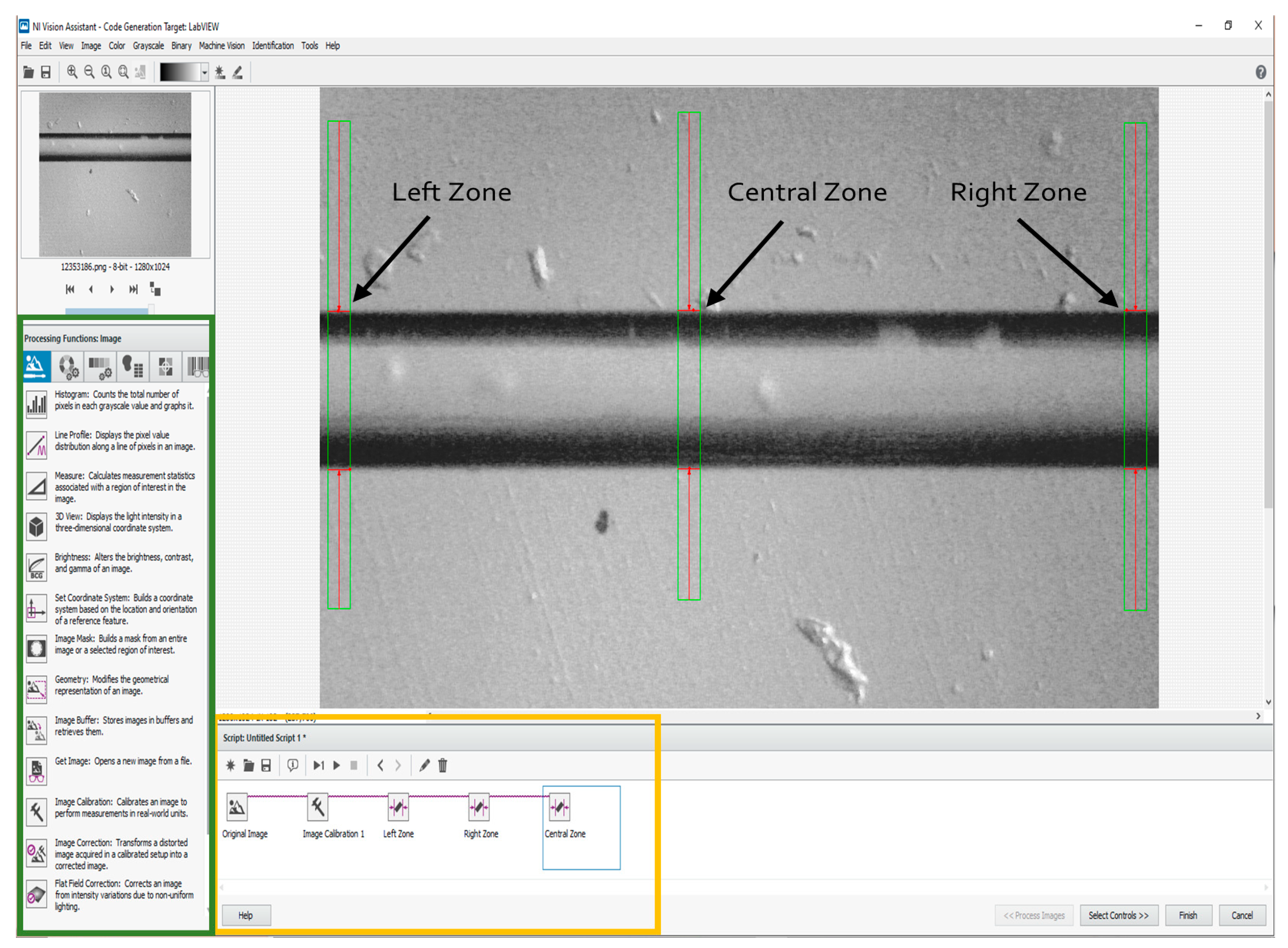
4.2. NI Vision Assistant® Module Configuration
4.3. Online Fiber Diameter Monitoring Virtual Instrument
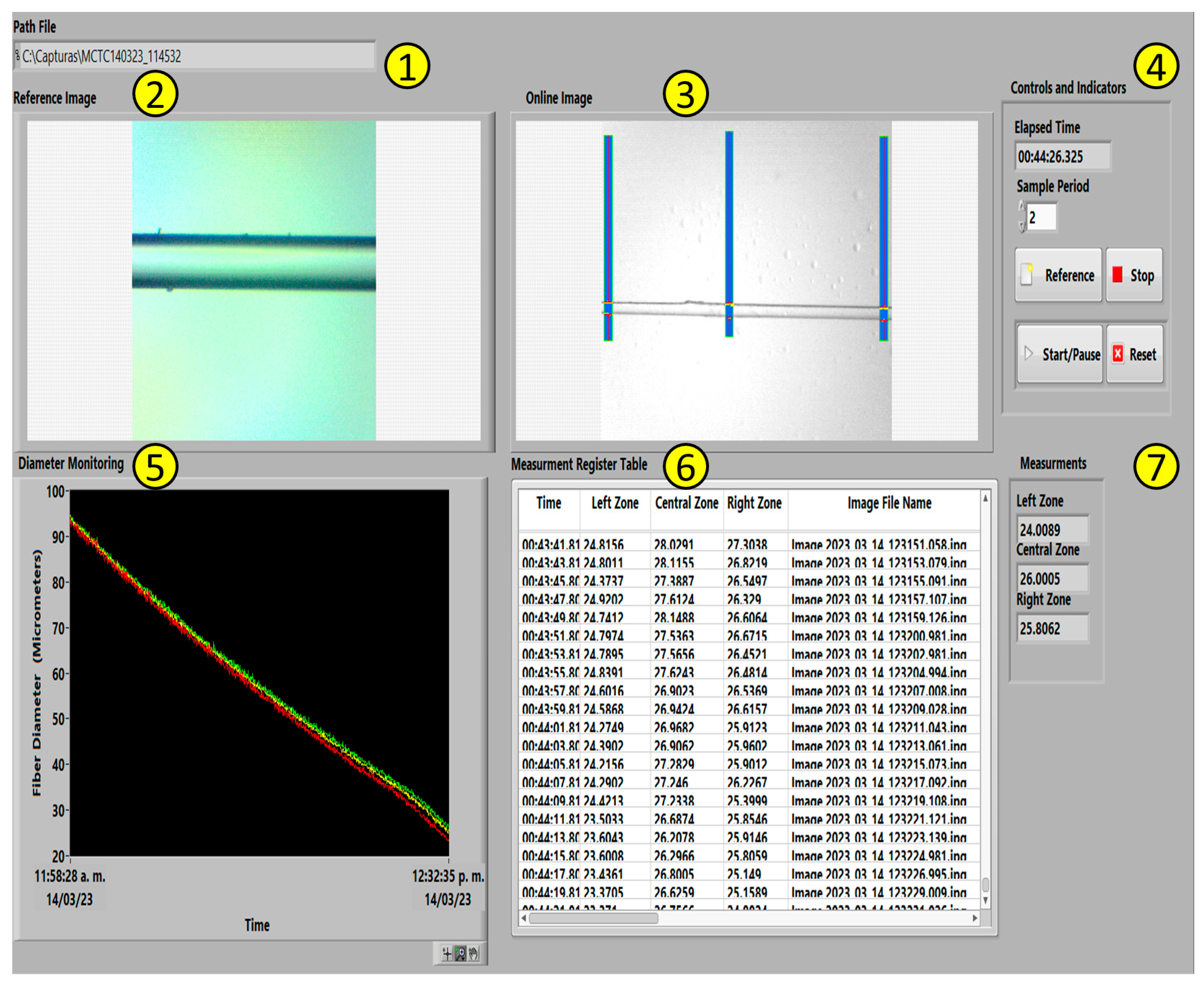
- The Path File section permits the user to create a new file corresponding to a specific path direction, saving information, such as a reference image, online images obtained during the etchant task, and a.CSV file that contains the information achieved by the Measurement register table (explained later in this section).
- The Reference Image section shows a reference fiber capture, preferably a fiber image such as the previous etching.
- The Online Fiber image section shows a real-time image obtained during the etching, denoting the three measurement zones that were established to measure the fiber diameter coded by the NI Vision Assistant®.
- The Controls and Indicators section allows the management and supervision of certain tasks for the user such as the Reference control capturing a fiber image from the microscope as a reference; the Start/Pause and Reset, both controlling a chronometer to monitor the etching duration time visualized by the Elapsed Time indicator. The Sample Period control, as its name suggests, establishes the measured sample period in seconds. The Stop button aborts the VI execution.
- The Diameter Monitoring section visualizes, via a graphic indicator, the online diameter considering three section measures: left (red), central (yellow), and right (green); indicating in the X-axis, the date and elapsed time; in Y-axis, the fiber diameter ().
- The Measurement Register Table section registers the mandatory information corresponding to the process, such as elapsed time; left, central, and right online fiber diameter measurements; and the image file name. This last one is the respective name (titled by date and experimentation time) assigned to the saved image captured during the etch task stored in the path file created by the VI.
- The Measurements section shows the measurements obtained by the NI Vision Assistant® specifying the correspondent measure zone (left, central, and right).
5. Experimental Results
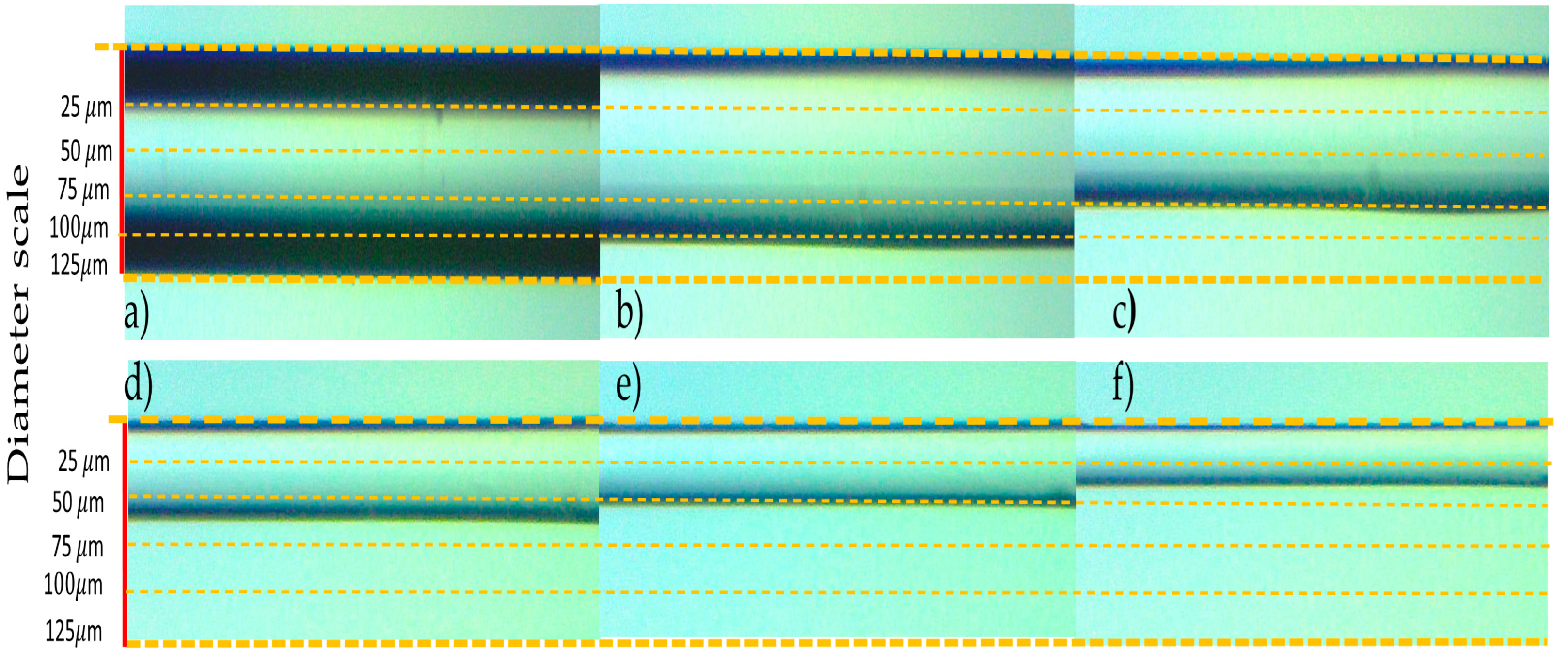
5.1. Developed System Demonstration Adjusting the SMS Diameter by Etching
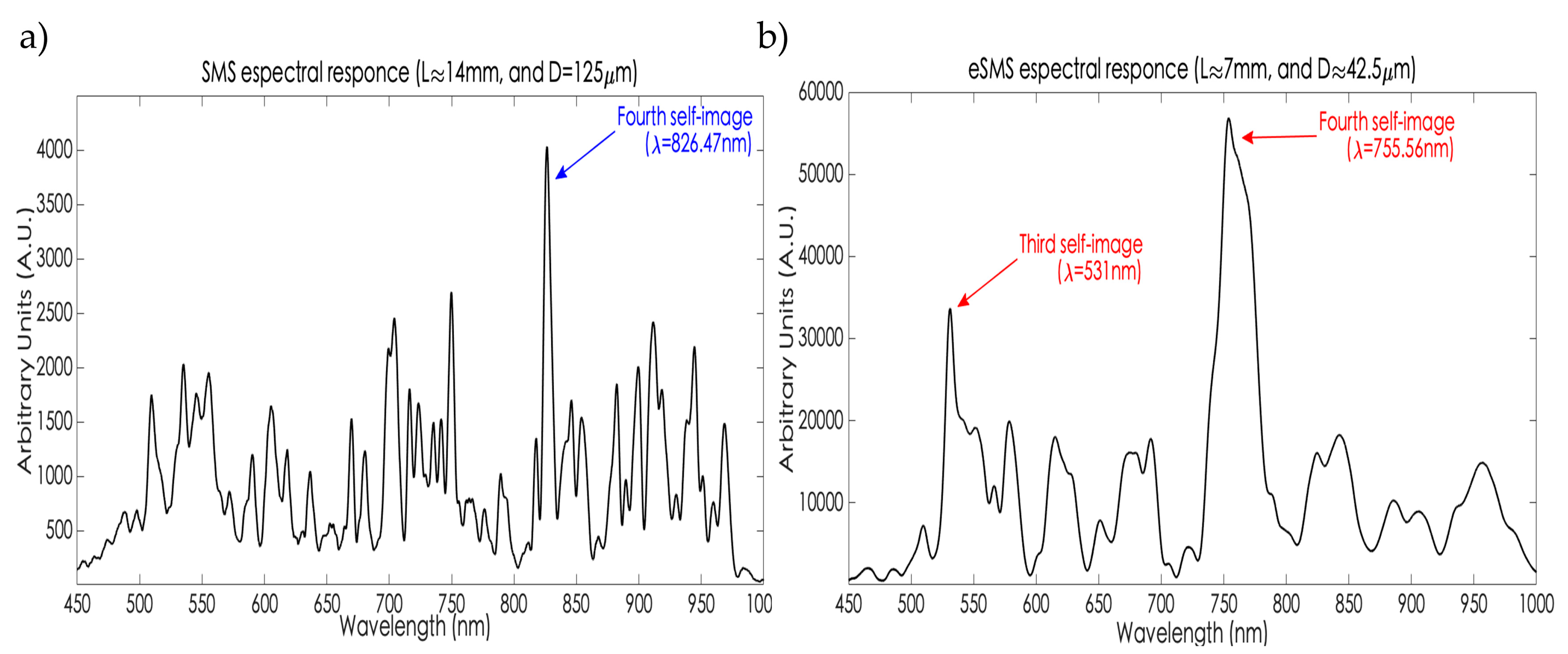
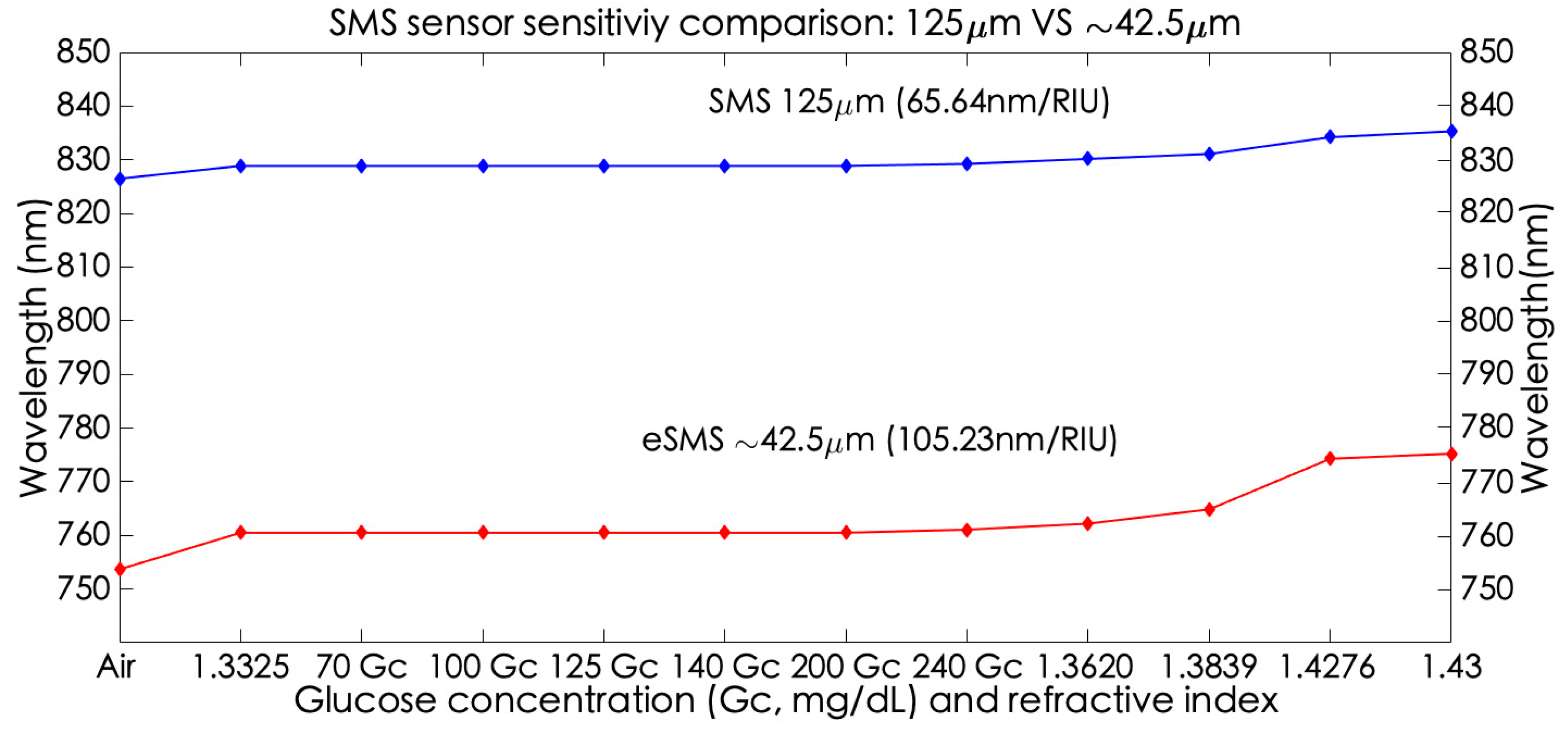
5.2. SMS Structures Application as Glucose Concentration Sensor
- Normal blood glucose concentration (Gc) levels (before a meal) are 70 mg/dL to 100 mg/dL, or two hours after the start of a meal are 140 mg/dL.
- Pre-diabetes (before a meal) levels are 100 to 125 mg/dL, or two hours after a meal are 140 mg/dL to 199 mg/dL.
- Non-normal Gc levels that indicate diabetes (before a meal) are >126 mg/dL, or two hours after a meal are >200 mg/dL.
- Dangerous blood Gc levels >240 mg/dL mean hyperglycemia, commonly known as high blood sugar. This condition is only a problem for diabetic individuals because they suffer from dysfunctional insulin.
6. Conclusions
Author Contributions
Funding
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Budd, E.; Spillman, W.B. Fiber Optic Sensors: An Introduction of Engineers and Scientists, 2nd ed.; Wiley: Hoboken, NJ, USA, 2011. [Google Scholar]
- Zhao, Y.; Cai, L.; Hu, H.F. Fiber-optic Refractive index sensor based on multi-tapered SMS fiber structure. IEEE Sens. J. 2015, 15, 6348–6353. [Google Scholar] [CrossRef]
- Tafulo, P.A.R.; Jorge, P.A.S.; Santos, J.L.; Araujo, F.M.; Frazao, O. Intrinsic Fabry–Pérot cavity sensor based on etched multimode graded index fiber for strain and temperature measurement. IEEE Sens. J. 2012, 12, 8–12. [Google Scholar] [CrossRef]
- May-Arrioja, D.A.; Ruiz-Perez, V.I.; Bustos Terrones, Y.; Basurto-Pensado, M.A. Fiber optic pressure sensor using a conformal polymer on multimode interference device. IEEE Sens. J. 2016, 16, 1956–1961. [Google Scholar] [CrossRef]
- Wang, X.D.; Wolfbeis, O.S. Fiber-optic chemical sensors and biosensors (2008–2012). Anal. Chem. 2012, 85, 487–508. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.D.; Wolfbeis, O.S. Fiber-optic chemical sensors and biosensors (2015–2019). Anal. Chem. 2019, 92, 397–430. [Google Scholar] [CrossRef]
- Corres, J.M.; Matias, I.R.; Del Villar, I.; Arregui, F.J. Design of pH sensors in long-period fiber gratings using polymeric nanocoatings. IEEE Sens. J. 2007, 7, 455–463. [Google Scholar] [CrossRef]
- Sharma, A.K.; Gupta, J.; Sharma, I. Fiber optic evanescent wave absorption-based sensors: A detailed review of advancements in the last decade (2077-19)”. Optik 2019, 183, 1008–1025. [Google Scholar] [CrossRef]
- Kbashi, H.J. Fabrication of submicron-diameter and taper fibers using chemical etching. J. Mater. Sci. Technol. 2012, 28, 308–312. [Google Scholar] [CrossRef]
- Korposh, S.; James, S.W.; Lee, S.W.; Tatam, R.P. Tapered optical fibre sensors: Current trends and future perspectives. Sensors 2019, 19, 2294. [Google Scholar] [CrossRef] [Green Version]
- Kaur, M.; Hoert, G.; Lane, P.M.; Menon, C. Fabrication of stepped optical fiber tip for miniaturized scanners. Opt. Fiber Technol. 2021, 61, 102436. [Google Scholar] [CrossRef]
- Merchant, D.F.; Scully, P.J.; Schmitt, N.F. Chemical tapering of polymer optical fiber. Sens. Actuators A Phys. 1999, 76, 365–371. [Google Scholar] [CrossRef]
- Al-Hayali, S.K.; Al-Janabi, A.H. All fiber-optic temperature sensor based on cladding etched no-core fiber coated with nanostructured copper oxide-polyvinyl alcohol thin film. Sens. Actuators A Phys. 2020, 220, 165154. [Google Scholar] [CrossRef]
- Rodríguez-Rodríguez, W.E.; Del Villar, I.; Zamarreño, C.R.; Matias, I.R.; Arregui, F.J.; Rodríguez-Rodríguez, A.J.; Domínguez-Cruz, R.F. Sensitivity enhancement experimental demonstration using a low cutoff wavelength SMS modified structure coated with a pH sensitive film. Sens. Actuators B Chem. 2018, 262, 696–702. [Google Scholar] [CrossRef]
- Rodríguez-Rodríguez, A.J.; Baldovino-Pantaleón, O.; Domínguez-Cruz, R.F.; Zamarreño, C.R.; Matias, I.R.; May-Arrioja, D.A. Gasohol Quality Control for Real Time Applications by Means of a Multimode Interference Fiber Sensor. Sensors 2014, 14, 17817–17828. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Riza, M.A.; Go, Y.; Maier, R.J. Dynamics rate of fiber chemical etching: New partial removal of cladding technique for humidity sensing application. Laser Phys. 2020, 30, 126205. [Google Scholar] [CrossRef]
- Zaca-Moran, P.; Padilla-Martínez, J.P.; Perez-Corte, J.M.; Dávila-Pintle, J.A.; Ortega-Mendoza, J.G.; Morales, N. Etched optical fiber for measuring and refractive index of sucrose solutions by evanescent waves. Laser Phys. 2018, 28, 116002. [Google Scholar] [CrossRef]
- Sharma, P.S.; Choudhary, K.; Gupta, V.K.; Kumar, S. Low-cost fabrication, and characterization process for development of a sensitive optical fiber structure. Appl. Opt. Eng. Lab. Notes 2022, 61, 8057–8063. [Google Scholar]
- Azad, S.; Sadeghi, E.; Parvizi, R.; Mazaheri, A.; Yousegi, M. Sensitivity optimization of ZnO clad-modified optical fiber humidity sensor by means of tuning the optical fiber waist diameter. Opt. Laser Technol. 2017, 30, 96–101. [Google Scholar] [CrossRef]
- Del Villar, I.; Rodríguez, W.E.; Fuentes, O.; Socorro, A.B.; Diaz, S.; Corres, J.M.; James, S.W.; Tatam, R.P. Sensitivity Enhancement in Low Cutoff Wavelength Long-Period Fiber Gratings by Cladding Diameter Reduction. Sensors 2017, 17, 2094. [Google Scholar] [CrossRef] [Green Version]
- Rodríguez-Rodríguez, W.E.; Rodríguez-Rodríguez, A.J.; Zamarreño, C.R.; Del Villar, I.; Zúñiga, M. Low Cutoff Wavelength Etched SMS Structures Towards Verification of the Quality of Automotive Antifreeze. IEEE Sens. J. 2020, 20, 11342–11349. [Google Scholar] [CrossRef]
- Ziao, L.Z.; Dong, D.M.; Zheng, W.G.; Wu, W.B.; Shen, C.J.; Yan, H. Research on fiber-optic etching method for evanescent wave sensors. Optik 2013, 124, 740–743. [Google Scholar]
- Punjabi, N.; Satija, J. Mukherji, Evanescent Wave Absorption Based Fiber-Optic Sensor—Cascading of Bend and Tapered Geometry for Enhanced Sensitivity. In Sensing Technology: Current Status and Future Trends III Smart Sensors, Measurement and Instrumentation 11; Springer: Berlin/Heidelberg, Germany, 2015; pp. 25–45. [Google Scholar]
- Fukano, H.; Kushida, Y.; Taue, S. Multimode/interference/structure optical/fiber temperature sensor with high sensitivity. IEICE Electron. Express 2013, 18, 20130812. [Google Scholar] [CrossRef] [Green Version]
- Soldano, L.B.; Pennings, E.C.M. Optical Multi-Mode Interference devices based on self-imaging: Principles and Applications. J. Light. Technol. 1995, 4, 615–627. [Google Scholar] [CrossRef] [Green Version]
- Zhao, Y.; Cai, L.; Li, X.-G.; Meng, F.; Zhao, Z. Investigation of the high sensitivity RI sensor based on SMS fiber structure. Sens. Actuators A Phys. 2014, 205, 186–190. [Google Scholar] [CrossRef]
- Yhan, Z. The importance of glucose: Understanding its role in the human body. J. Clin. Bioanal. Chem. 2023, 7, 315. [Google Scholar]
- Chiavaioli, F.; Gouveia, C.A.J.; Jorge, P.A.S.; Baldini, F. Towards a uniform metrological assessment of grating-based optical fiber sensors: From refractometers to biosensors. Biosensors 2017, 7, 23. [Google Scholar] [CrossRef] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
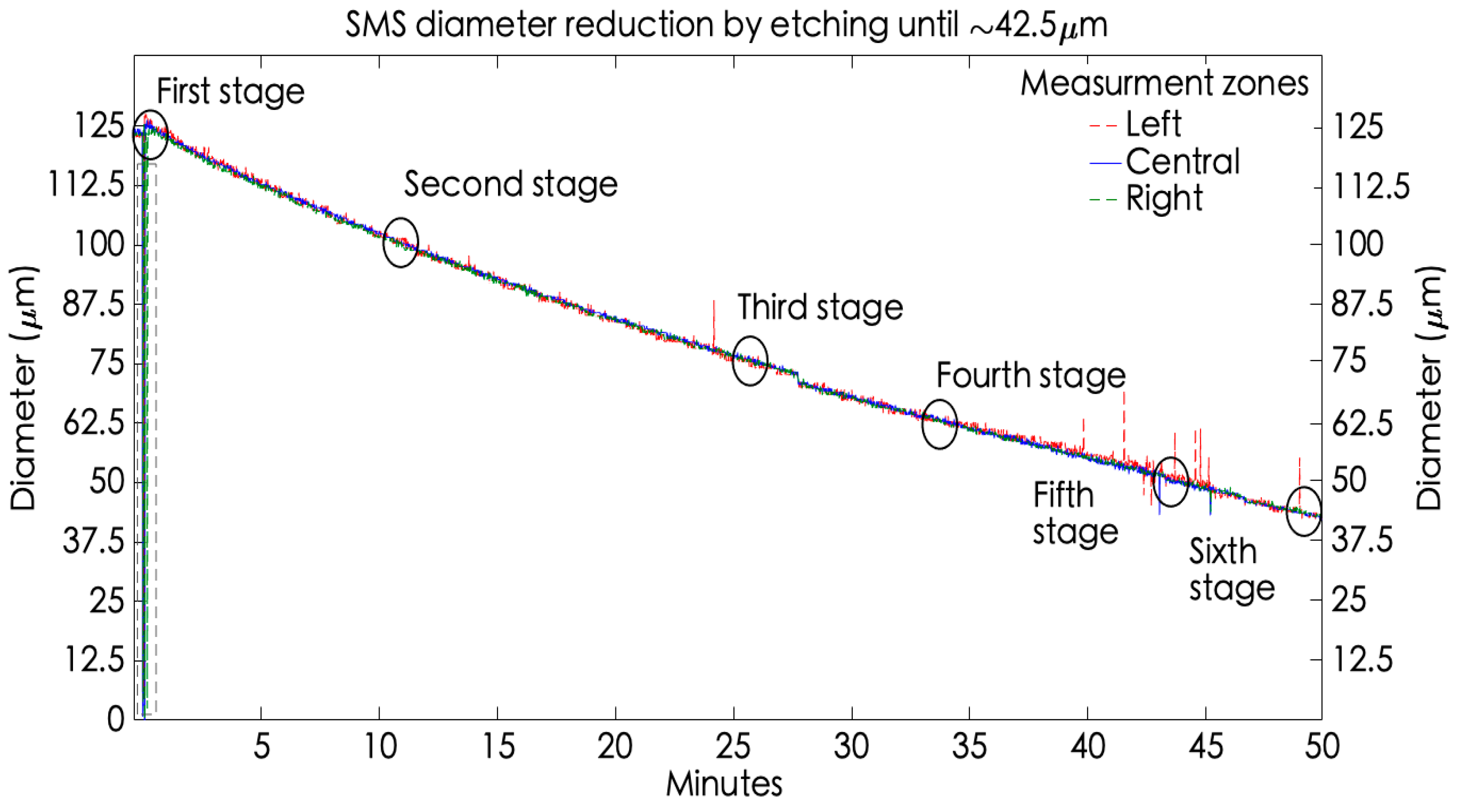
| Stage | Elapsed Time (min) | ||||
|---|---|---|---|---|---|
| First | 123.56 | 123.56 | 123.66 | - | - |
| Second | 101.68 | 102.99 | 101.67 | 10 | 2.14 |
| Third | 75.46 | 76.73 | 77.13 | 25 | 1.89 |
| Fourth | 62.87 | 62.8 | 62.21 | 33 | 1.84 |
| Fifth | 50.8 | 50.52 | 50.95 | 43 | 1.7 |
| Sixth | 42.34 | 42.26 | 42.77 | 50 | 1.65 |
| Air | S1 | 70 Gc | 100 Gc | 125 Gc | 140 Gc | 200 Gc | 240 Gc | S2 | S3 | S4 | S5 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| RI | 1 | 1.3285 | - | - | - | - | - | - | 1.3575 | 1.3823 | 1.42 | 1.4264 |
| SMS (nm) | 826.5 | 828.86 | 828.86 | 828.86 | 828.76 | 828.86 | 828.86 | 829.23 | 830.15 | 831.26 | 834.20 | 835.3 |
| eSMS (nm) | 753.66 | 761.25 | 761.25 | 761.25 | 761.25 | 761.25 | 761.25 | 764.84 | 762.19 | 764.84 | 774.28 | 775.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodríguez-Rodríguez, W.E.; Puente-Sujo, J.A.; Rodríguez-Rodríguez, A.J.; Matias, I.R.; Vargas-Requena, D.T.; García-Garza, L.A. Low-Cost Online Monitoring System for the Etching Process in Fiber Optic Sensors by Computer Vision. Sensors 2023, 23, 5951. https://doi.org/10.3390/s23135951
Rodríguez-Rodríguez WE, Puente-Sujo JA, Rodríguez-Rodríguez AJ, Matias IR, Vargas-Requena DT, García-Garza LA. Low-Cost Online Monitoring System for the Etching Process in Fiber Optic Sensors by Computer Vision. Sensors. 2023; 23(13):5951. https://doi.org/10.3390/s23135951
Chicago/Turabian StyleRodríguez-Rodríguez, Wenceslao Eduardo, Jesús Abraham Puente-Sujo, Adolfo Josué Rodríguez-Rodríguez, Ignacio R. Matias, David Tomás Vargas-Requena, and Luis Antonio García-Garza. 2023. "Low-Cost Online Monitoring System for the Etching Process in Fiber Optic Sensors by Computer Vision" Sensors 23, no. 13: 5951. https://doi.org/10.3390/s23135951